selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
http://www.youtube.com/watch?v=aF1Srs_e1Aw
-
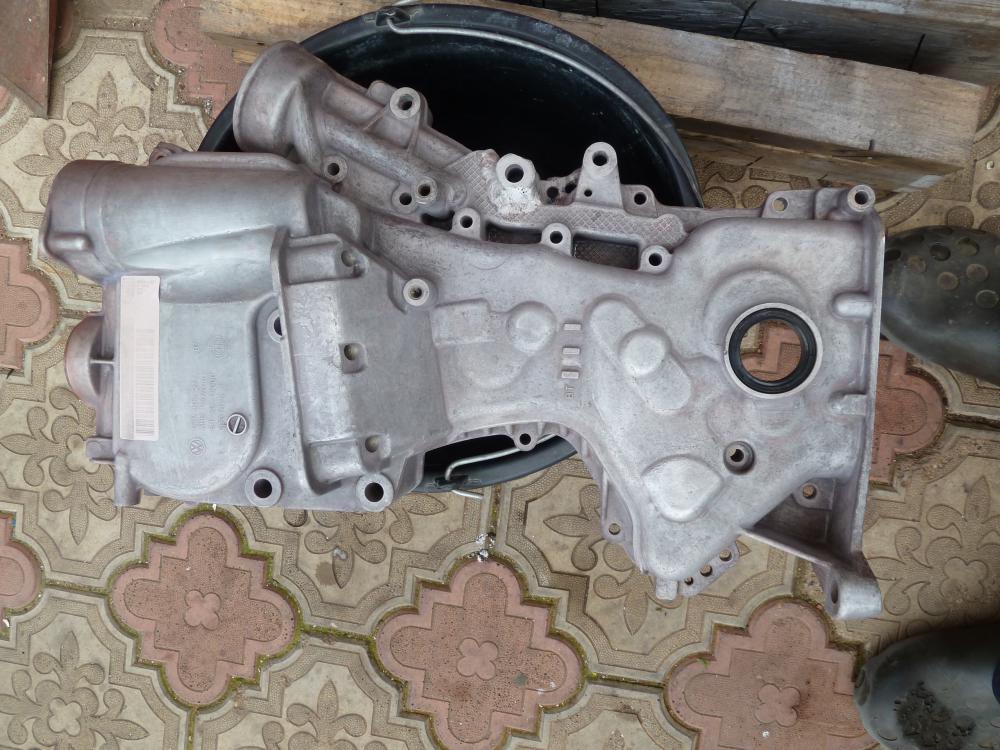
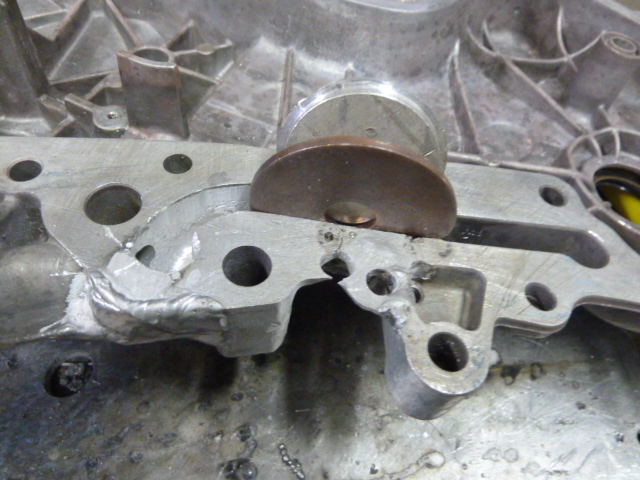
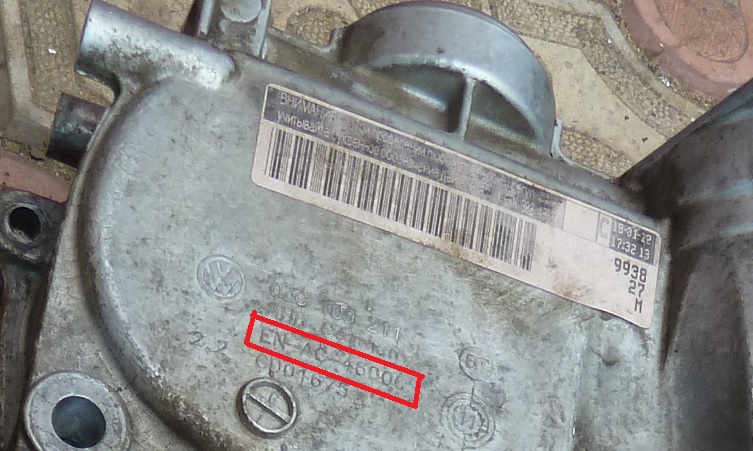
Ну вот аппарат уехал в Рязань на доработку и исправления поджига (теперь можно будет выбирать полярность поджига и сам поджиг должен стать без проблемным ), увеличения частоты АС тока до 300гц, и полностью новая прошивка аппарата. Будем ждать возвращения , я уже привык к нему. Форсаж весьма успешно успел сделать переднюю крышку от Opel , была уже варена где то на "зоне" это мне хозяин поведал . Поры ,поры насквозь, пришлось все вырезать Пресловутый сплав AlSi9Cu3 (Fe) .

-
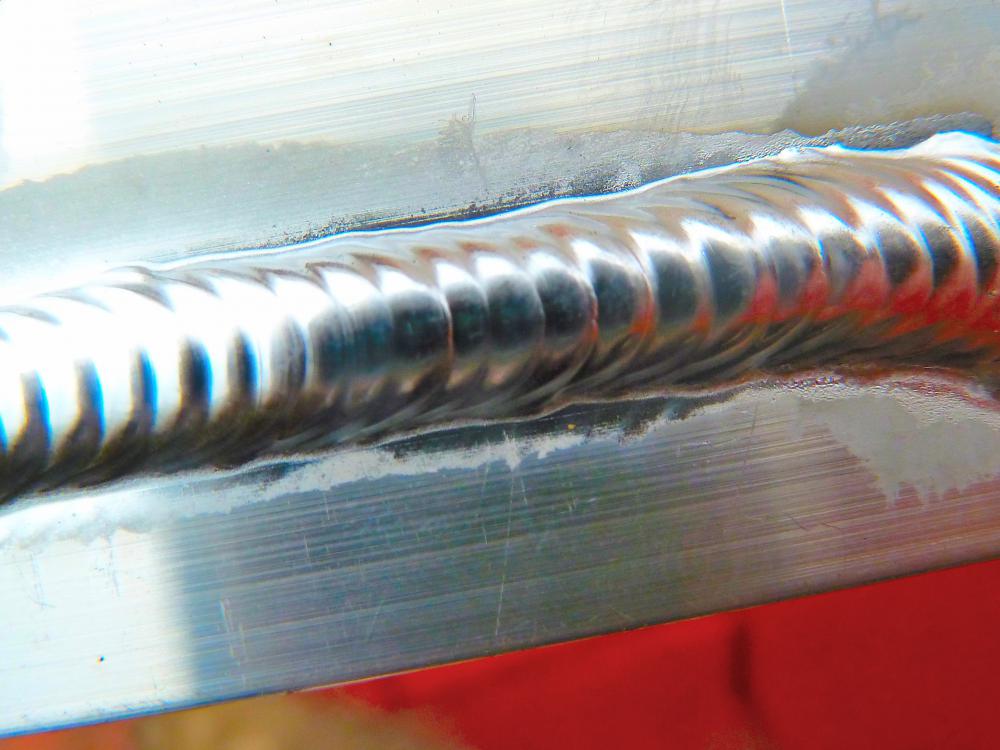
А что за нужда в цветном шве? От многих факторов зависит , от подачи газа, толщины и массы материала , от тока вложенного в 1кв.мм шва , от скорости сварщика и т.д. .
-
Да я понял что человек примерно этого хочет, так что здесь и мой Меркле отдыхает, только ТИГ. Про смену полярности, я помолчу. Не скажу пару слов, что на ней сварить можно, а впускной коллектор АЛ обычно подошва толстая а трубы тонкие, да что я на видео выше все видно. http://www.youtube.com/watch?v=kPmygV8t_uo
-
Хочу вас огорчить, какое вы оборудование присмотрели, его только для ремонта глушителей серийных авто хватит, да для дома что сделать, не более. Тюнинг выхлопные системы в основном с нерж. стали делаются, да и по форме они сложны и П\А в принципе не кто не варит их, может и сваривают но другими П\А которые ох как дороги. Про впускные которые в основном из АЛ сплавов и говорить не стоит про П\А да еще такой как вы выбрали. Совет все вычеркнуть и переосмыслить что хотите делать и что понадобится. То что вы выбрали ну не как не пойдет для работ какими хотите заняться, только деньги на ветер выкинете. Вот вам видео о впускных коллекторах, они должны быть красивы и не только. Удачи и не спешите с покупкой. Вам нужен тиг аппарат AC/DC, то есть универсальный для сварки всего в том числе АЛ сплавы. http://www.youtube.com/watch?v=RGPgsXwgQkQ
-
Сперва о них, им надо снимать видео и зарабатывать доллары, это мы бесплатно показываем. Что касается крутилок АС, можно получить и с большим качеством но нужны дополнительные "крутилки" как например MIX (смешанный ток) , токовый баланс , частота тока ну и уметь все настроить и сбалансировать. Газ применить смесь гелий+аргон. А по большому счету для получения глубоких и узких швов на Ал сплавах есть другое оборудование под названием "плазменная сварка на АС токе" , и не только она есть еще производительнее и мощнее. P.S. У них тоже есть, они народу мозг запаривают и деньги на видео делают.
-
Да здесь не как не обойдешься 20К да и скорее всего для таких целей нужен не П\А а ТИГ аппарат. А еще лучше то и то иметь . Бюджет будет раз в 10 выше, а скорее и того больше, если замахнуться на П\А и ТИГ сразу.
-
 NURA , Симфер С Днем Рождения!!!
NURA , Симфер С Днем Рождения!!! -
Еще какая польза, можно и на угловых внутренних швах и как можно тоньше шов тренировки производить, или присадку между собой. А тема наверное лишняя будет и так много написано и показано. польза баловство
-
Валялась 9ка давно и решил сделать ремонт и шланг пакет к ней. Понадобилось, кабель КГ16мм , трубочки под газ в автомагазине от Газели они по метру и пришлось 4шт и соединение делать но зато в оплетке и мягкие. Термоусадка самоклейкая и две камеры от обычного вело, кусок резинового армированного шланга на рукоять и провод на кнопку , микровыключатель. Вот что получилось, довольно легкая и гибкая.
- 403 ответа
-
- 26
-

-
Да тоже об этом подумал , в SELCO есть переключение ММА на переменку. Вот бы еще и частоту на переменке в ММА менять было бы класс. Один раз видал варили генератором на переменке и где то 200гц наверное , песня .
-
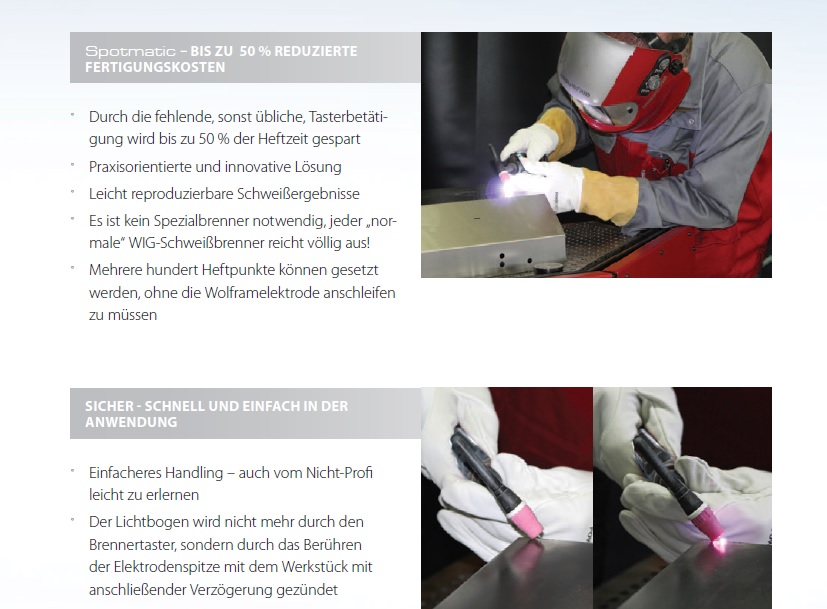
@круазик , У нас разговор про spot шел, то есть режим прихваток импульсом тока без присадки или с нею но заранее подставленной под дугу, иначе ее просто не успеешь по времени пихнуть. . А в ручном режиме нет проблем.
-
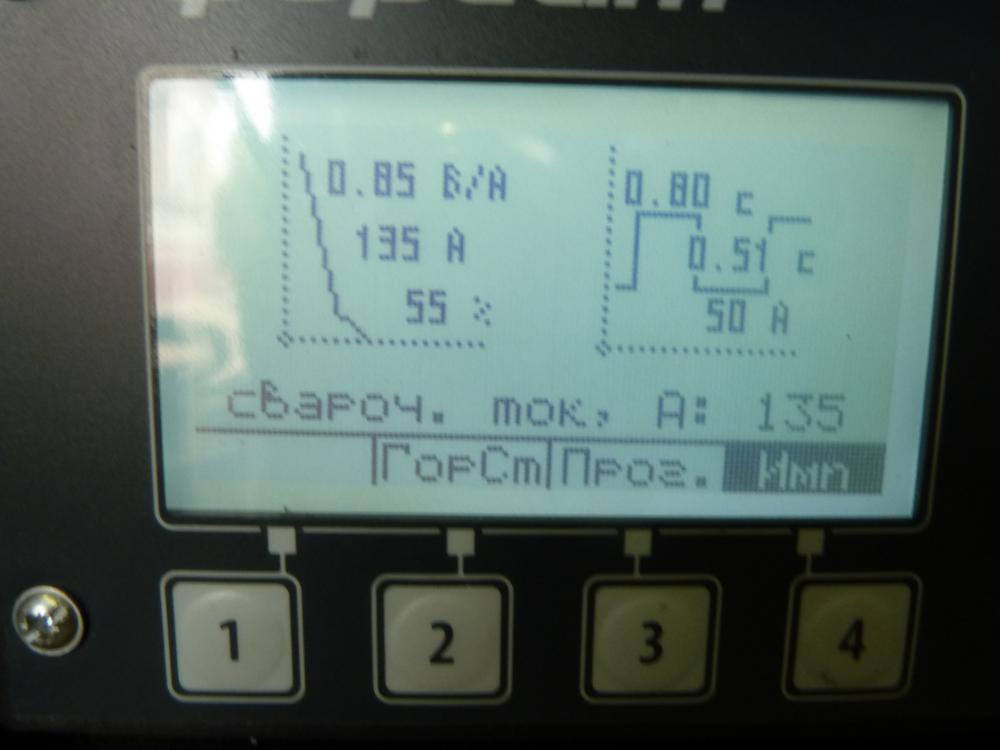
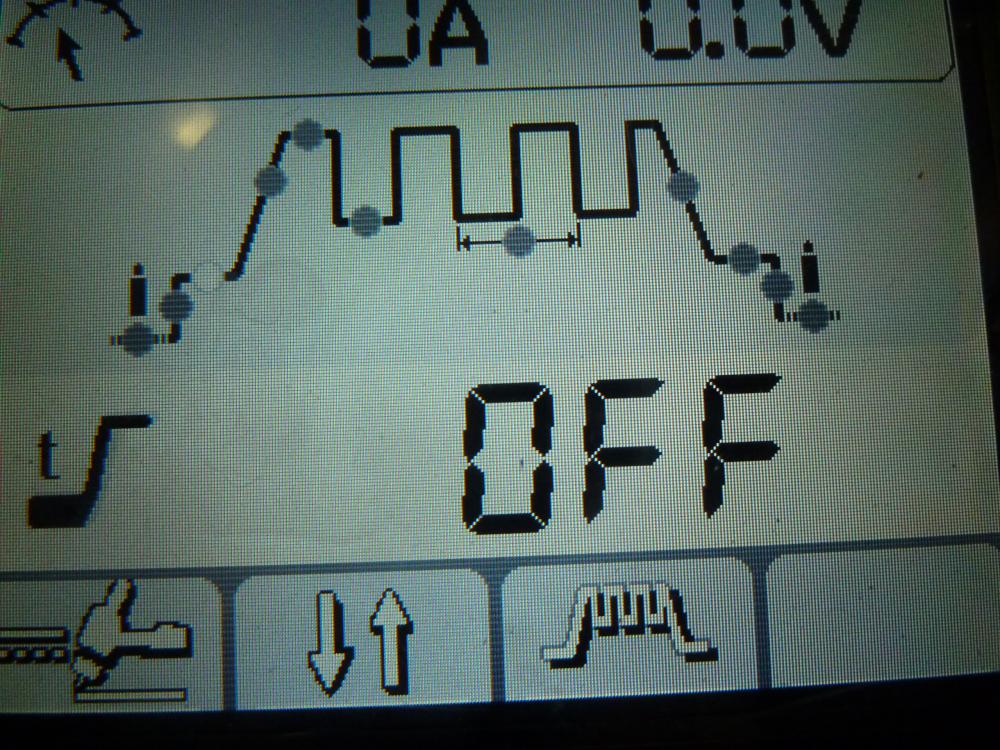
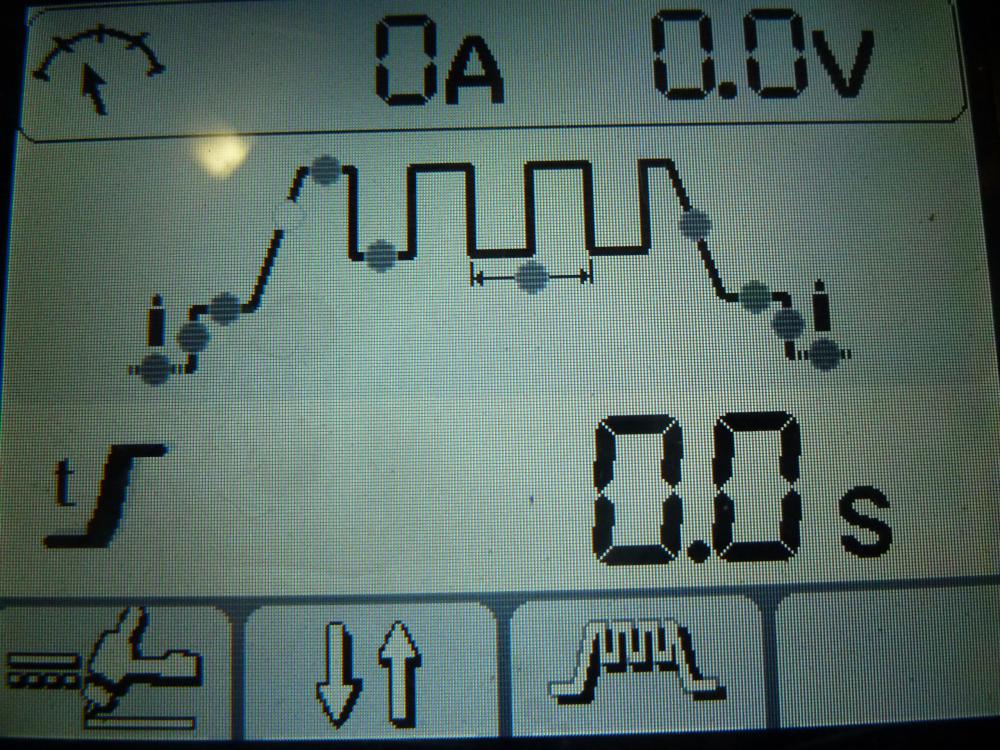
Из меня никудышный "электродный сварщик" но попробовал. Электрод неизвестной марки 4мм и скорее всего влажный , валяется в картонной коробке много лет. Видео, начало линейный режим, конец импульс. Ток в линейном 135А, в импульсе 135А. Впрочем на дисплее все есть. http://www.youtube.com/watch?v=BQhF190Tg8s
-
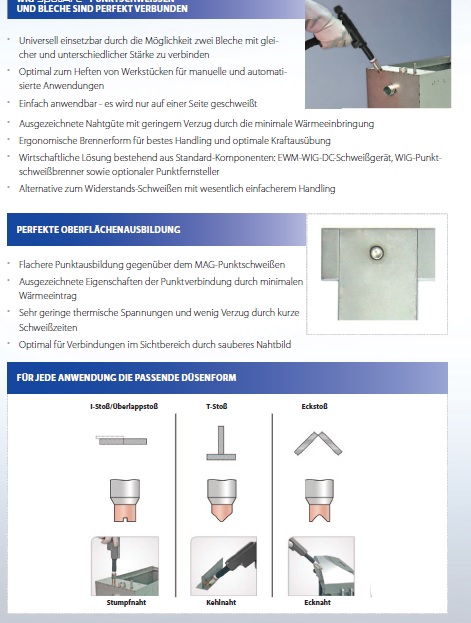
Да он и идет как отдельный режим на аппарате что на моем что на EWM или Kemppi. Дело в том что начиная с 1мм все прекрасно и даже не нужно настраивать уж так точно, но вот 06мм при любых настройках пробовал и на всю мощь 220А и время 001сек, и дело не в прожоге,а в несплавлении кромок (они стремяться разбежаться по сторонам) так как мало "мяса" совсем и нужно присадочку подкладывать под дугу и иногда все окей но в большинстве эту присадку сносит дугой . Поэтому и показал специализированный аппарат у которого есть функция "приклейки" присадки. Это все выше написанное относится с 06мм нерж в стык и в накладку , наружний угол сплавление есть но нужно точно подгонять. Но можно еще поизголяться и что то придумать, но быстрей выходит руками с соответствующем током и подачей капли присадки.
-
Нет, так это пробы, хотя и сплошным видел где-то так делают. Вообще возьмем лазер, он тоже точками (импульсом) варит сплошные швы, но там энергия другая да и дугой присадку не сносит.
-
Облегчение сварщику, быстрые прихватки, точечная сварка, точный ремонт прес. форм ну и т.п. Кстати на 1мм нерж уже и вправду получается облегчение сварщику .
-
@АВН, Вот и я иногда ловлю себя на мысли, что везде самопроизвольно разглядываю сварочные швы.
-
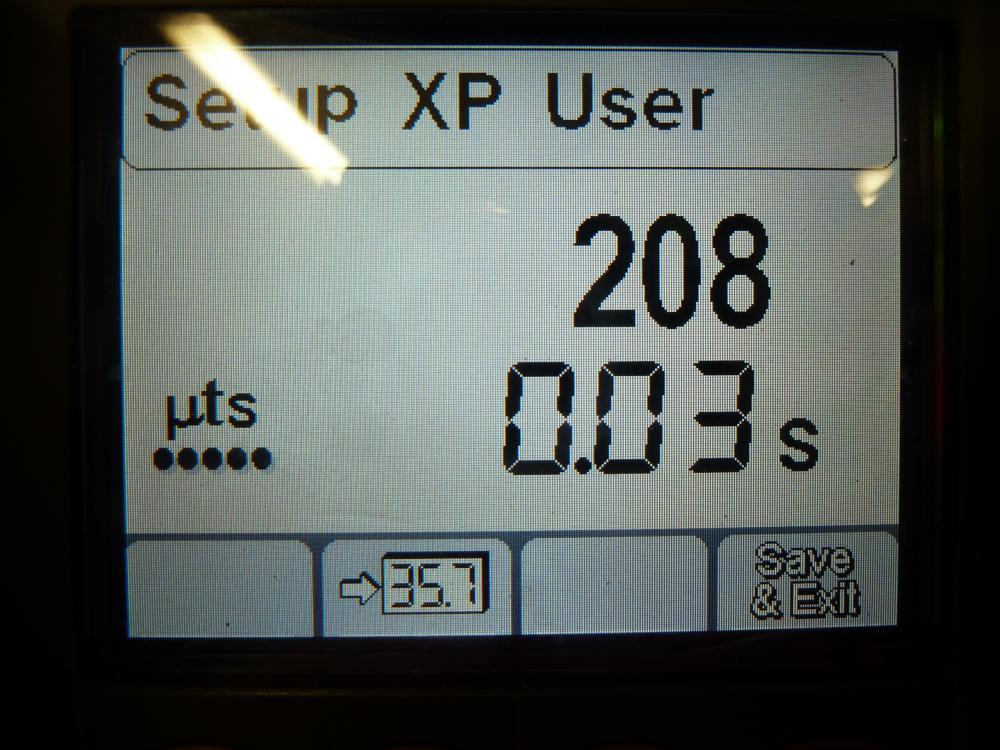
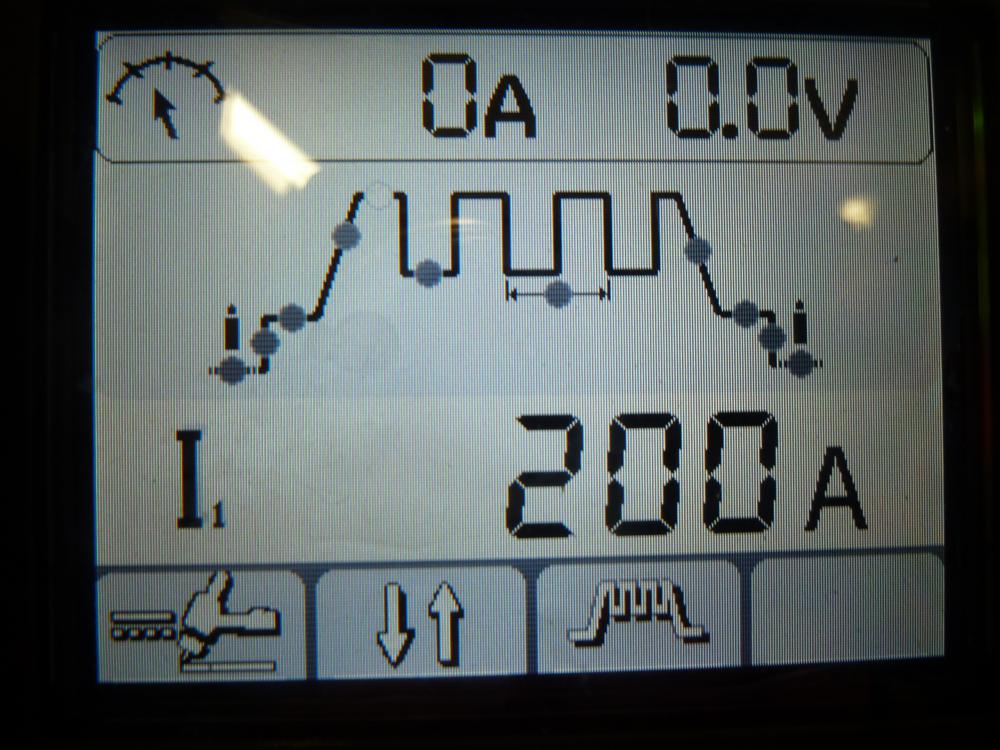
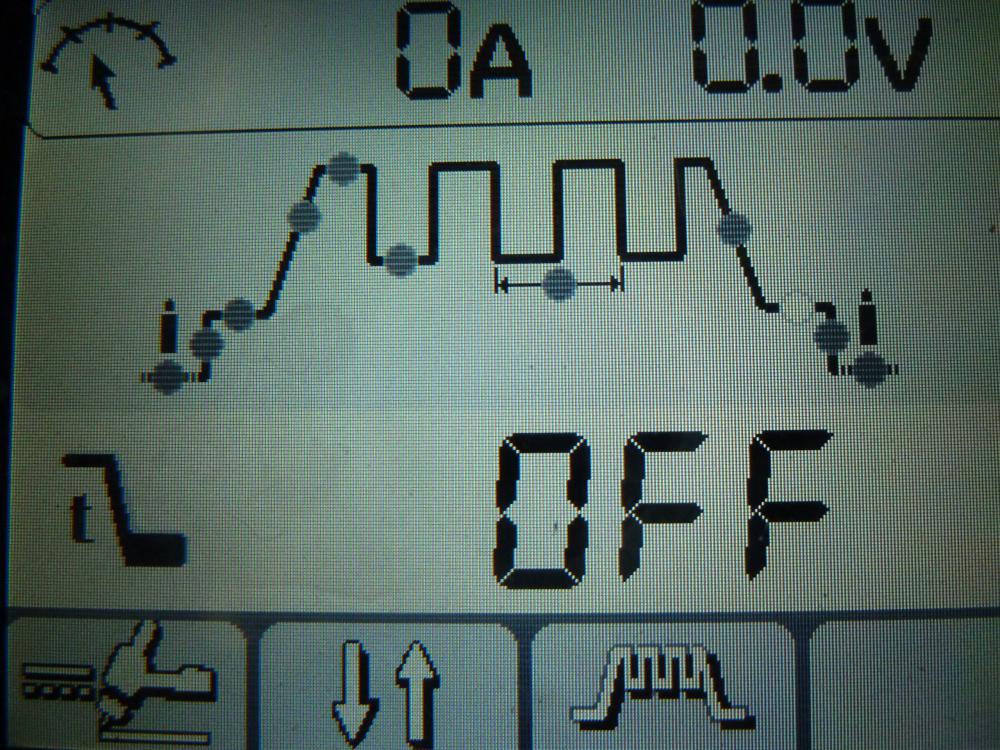
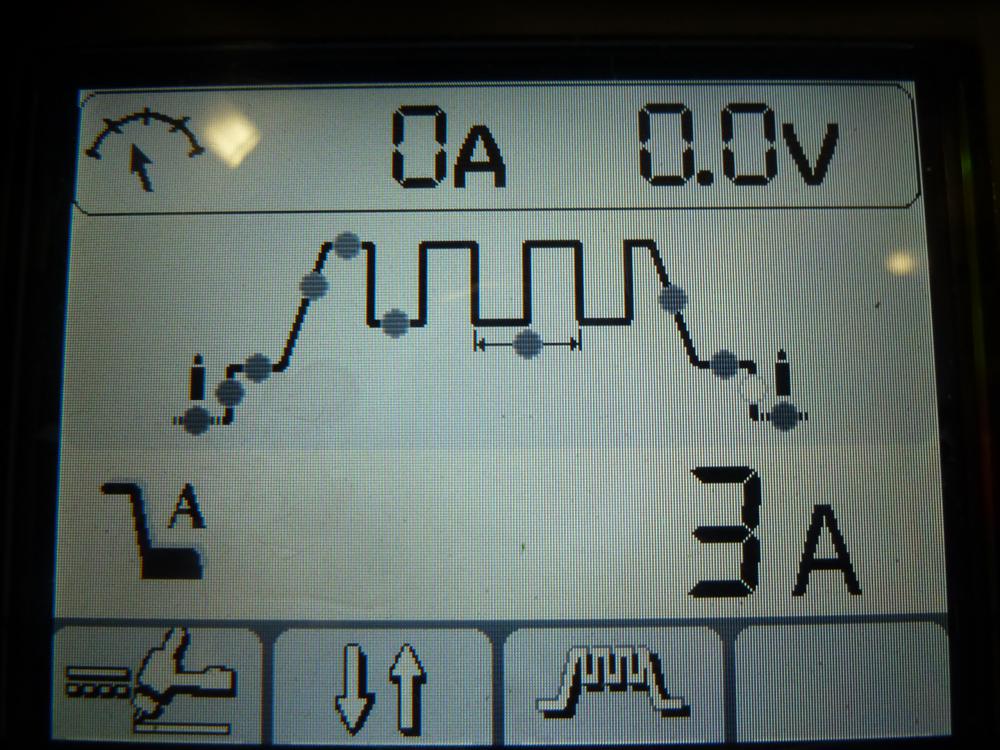
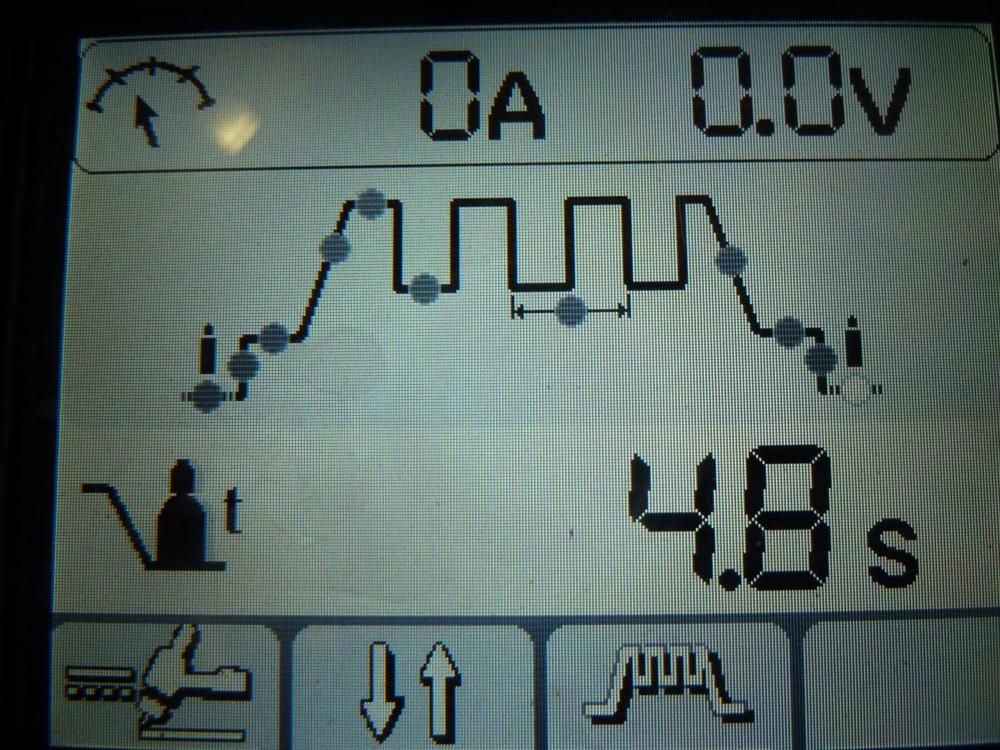
Не по теме, но думаю производителю Форсаж будет интересно и возьмут на "заметку" . Нерж 06 в режиме spot не так просто точек наставить, дело в том что разбегаются кромки если в стык , если в нахлест, тоже самое происходит (в нахлест нужен сильный и точный прижим кромки около предполагаемого места точки), а вот наружний угол можно и сплавление нормально, главное прицелиться. В общем если держать длину дуги около 1мм то разбегутся кромки (это в стык и нахлест) , а если длина дуги 05мм то получается но как правило и электрод нерж в плен (приплавляет) берет. С присадкой тоже проблема, 1мм толста , 08мм как правило сносит дугой так как она вперед заготовки плавится. Рука сварщика и кнопка с соответствующем током лучше это делает чем режим spot ,это я про нерж 06мм ну и АЛ суда поставить можно. Или искать и придумывать под spot приспособы. Существуют спец аппараты под spot и в них есть доп. функции например "приклеивания" проволоки чтобы не уносило ее дугой ну и т.д. http://www.youtube.com/watch?v=l0s2noBTWKQ Настройки Selco на spot и вот что получилось, больно смотреть, но еще не вечер, делать будет нечего когда, то поколдуем , не покидает мысль , увеличить ток 350,400А и уменьшить время. Вот на 500ке и попробуем, после исправления поджига.
-
Всем кто не равнодушен к военным и старинным мото и не только , довожу до сведения что 19 сентября 2015 состоится слет и показ техники. А так же имитация боев со стрельбой . В общем кто не очень далеко и желает провести интересно выходные, приезжайте. Прошлогодние фото здесь http://websvarka.ru/talk/topic/1754-mototcikly-i-drugie-samobeglye-velosipedy/?p=154941
-
@Вад11, Вадим сегодня тоже импульс попробовал на 500ке, ставит нормально и по времени очень быстро можно. И на Селко попробовал в режиме 220А , 2500гц, 0,01сек, ставит точки нормально на 1мм нерж , а вот 0,6мм нерж не так то просто в стык сплавить кромки, да даже в нахлест , просто кромки разбегаются и не сплавляются. Нужна спец. керамика чтобы прижим кромок хорош был и ограничивала бы разбегание кромок, пришел к выводу что 0,6 и тоньше руками лучше и быстрее точки ставить. Включаешь на 5А и дальше импульс 20,25А и присадки можно подпихнуть капельку малюсенькую, все ок .
-
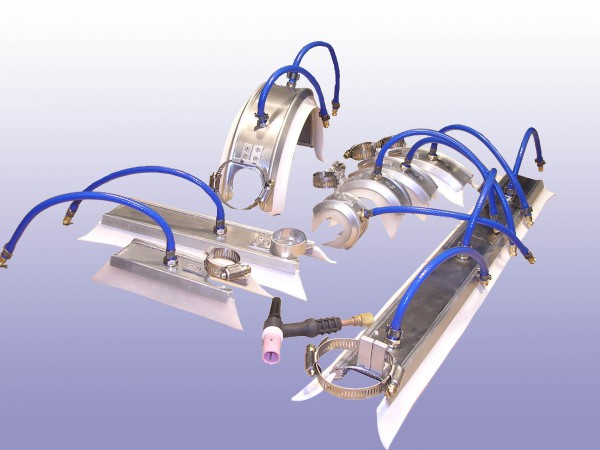
Лучше колхоз сделать. На заводе аргонщики делали, и даже удобнее заморских в смысле сварки. Делали на "хвостах" упоры на трубу и оставалось отрегулировать газ, зазор электрода и протащить горелку по кругу опираясь на диаметр трубы. Сергей, вот еще такие есть, но не помню откуда у меня фото, может даже и с Вебсварки, если так то хозяин фото я думаю не будет против, если покажу. Кстати по таким образцам колхозить легче будет.
-
@AndreyTs, Во оно, спасибо за помощь. Дорогущие , но штучки хорошие и похоже жаростойкие .
-
lepilo !С Днем Рождения!!!
-
@laguna, На eBay видел насадки и хотел заказать себе, но так все пока и не дошли руки. Сейчас по рыскал и не нашел, во первых инет тупой совсем еле тянет,во вторых нужно знать английское название, а я не знаю. Вот раньше они на каждом шагу попадались, но сейчас закон подлости когда надо не найдешь. Может кто здесь поможет найти.