selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Из алюминия это хорошо и на зависть другим , но швы должны завораживать "прохожих" у вас пока этого нет но не беда все еще впереди . Свои первые швы сохраните для "своей" истории , этак лет через десять наткнетесь и немного по улыбаетесь. Давайте больше информации , и не только швы показываете, так проще будет помогать. Аппарат покажите и его настройки , а то что то он прожигает у вас на 20А и это не правильно, присадку марку и диаметр , а еще лучше видео запечатлеть и показать это был бы лучший вариант. Что касается " Португальского" то на видео можно включить субтитры с переводом на Русский , правда перевод корявый но разобраться можно.

-
 Михаил хорошо бы что то вырезать и поставить в огород но я рисовать не умею , если только как Остап Бендер на теплоходе рисовал, так что к цене полусфер или шара добавляется цена художника. P.S. Мысль пришла в голову , а если например из плоского металла вырезать , ну например как выше "оленя" и потом ему выпуклость придавать ну и к нему следующую деталь таким же Макаром , конечно шара не получиться но объем создать можно.
Михаил хорошо бы что то вырезать и поставить в огород но я рисовать не умею , если только как Остап Бендер на теплоходе рисовал, так что к цене полусфер или шара добавляется цена художника. P.S. Мысль пришла в голову , а если например из плоского металла вырезать , ну например как выше "оленя" и потом ему выпуклость придавать ну и к нему следующую деталь таким же Макаром , конечно шара не получиться но объем создать можно. -
Стоит набрать в Яндекс " полусферы стальные" можно добавить полые и будет счастье http://www.podkova.ru/element/shar_1.htm P.S. На соседнем форуме тема есть. http://www.chipmaker.ru/topic/39300/
-
С первого раза не у кого не выходит и тем паче "легко и просто" и нужно сперва набить руку и просто ложить валики на плоскость. Присадка скатывается на Ал так как у вас скорее всего еще ванна не образовалась а вы уже присадок добавляете , а ему сливаться не чем. Образование ванны на Ал можно определить по зеркальному блеску металла если он есть то можно подносить и добавлять присадок , если блеска нет и Ал матовый то и присадке там еще не место. В общем вот вам подарок из далекой Бразилии , у него обучающая серия видео по АЛ да и не только по АЛ . Дам вам ссылку на первое видео из серии Ал, остальные я думаю найдете. https://www.youtube.com/watch?v=KVHggKqwbS8
-
У с этим строго , взяла пустую стопку и ушшла куды то и принесла ровно 150 в стопке и больше не проси . У меня конечно есть НЗ в HighPulse хорошо помешается где катуха с проволокой .
-
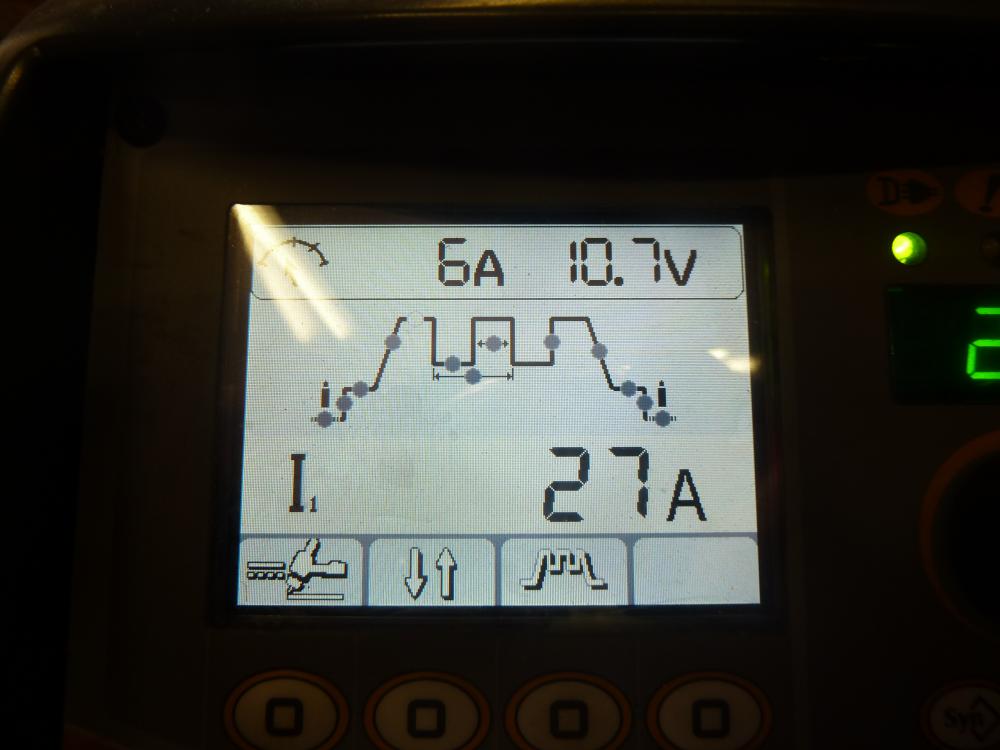
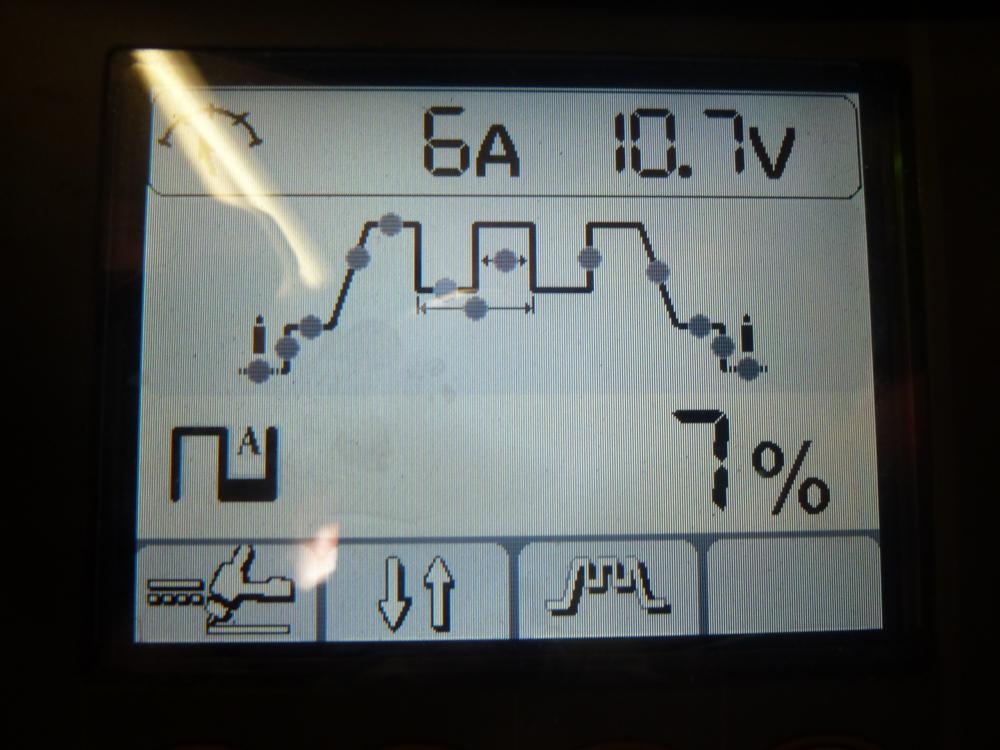
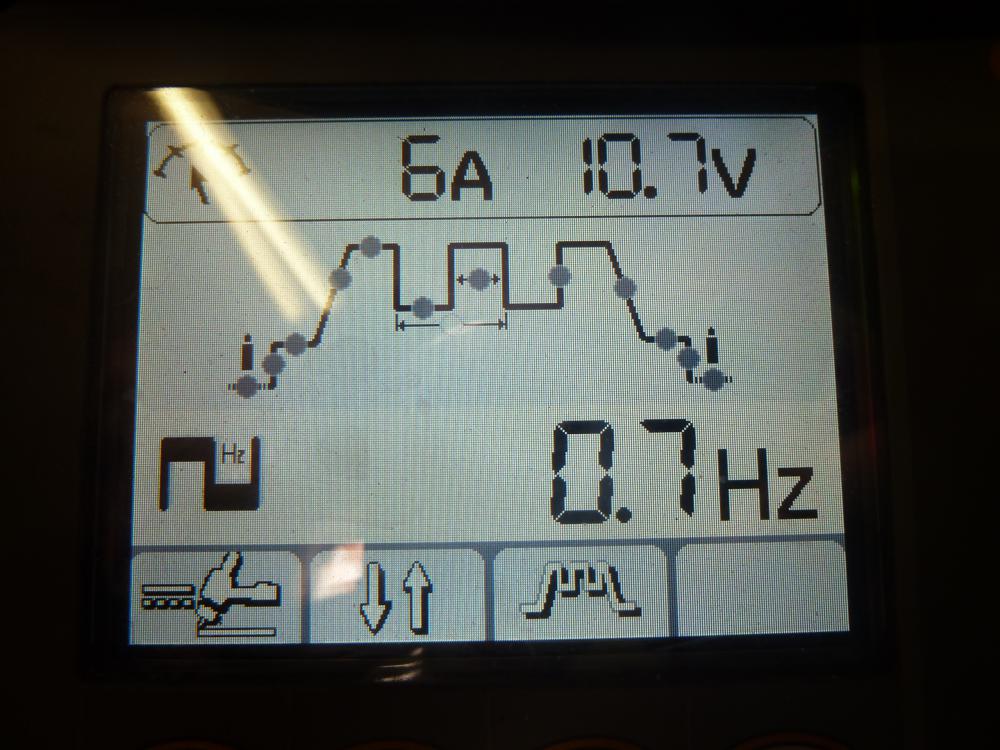
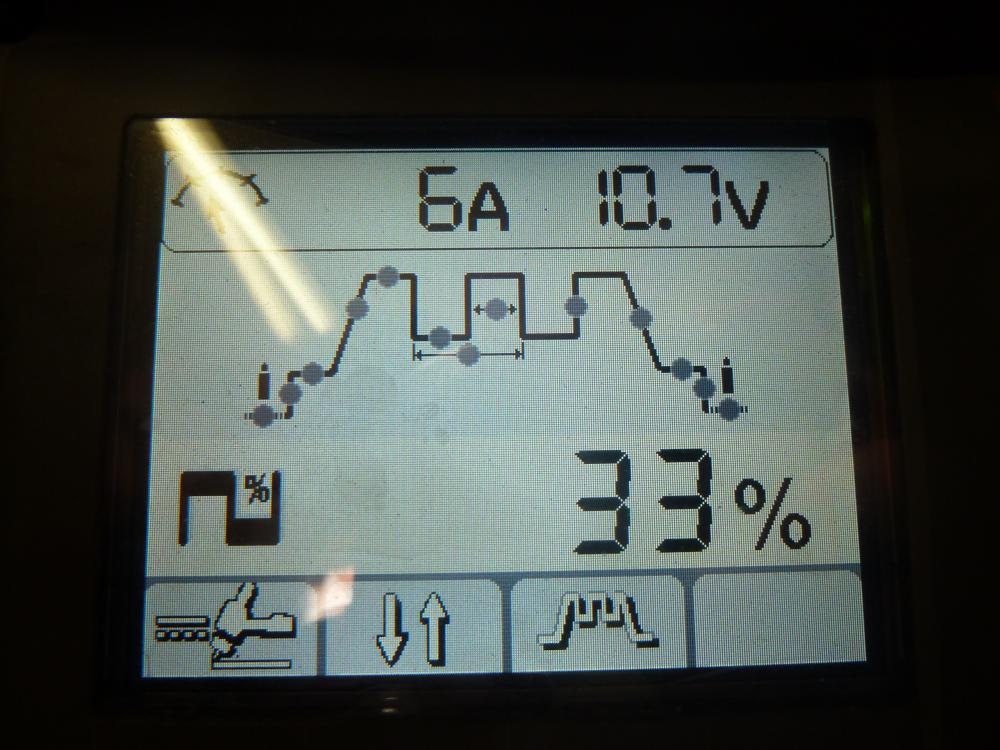
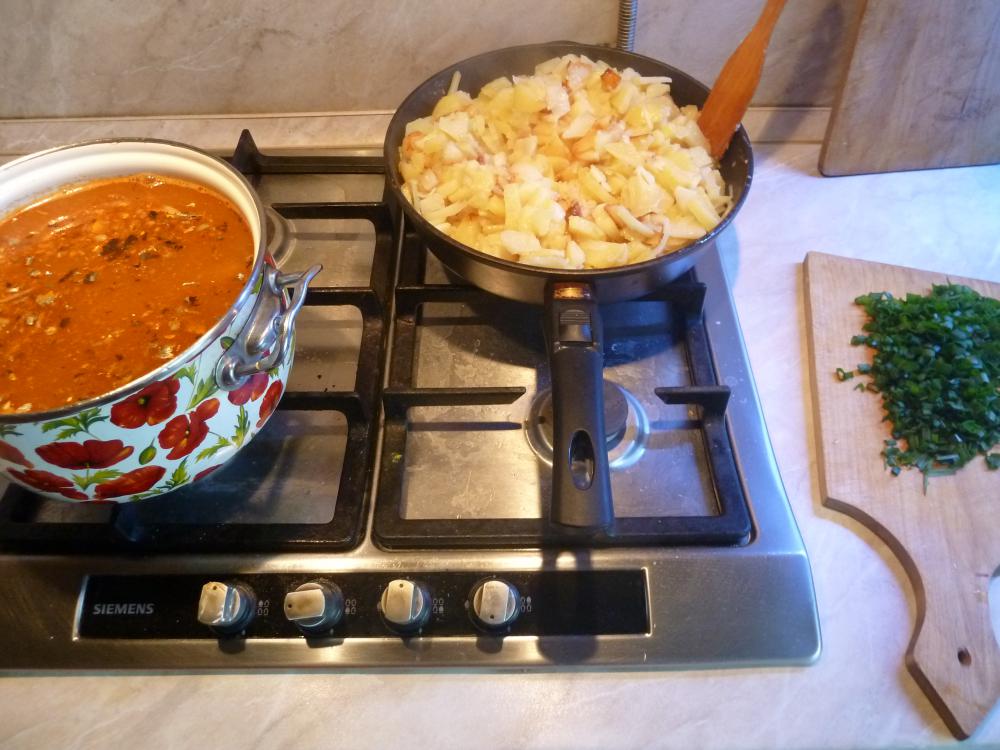
Тема " Будни" но у меня выходит "Будни выходного" Соседка старушка да еще инвалид принесла кастрюльку и говорит племянник взял на работу приварить ручку и учо натворил , может поможешь. Ну как не помочь , хотя планировал заняться другим , посмотрел я на кастрюльку и говорю бабке поможет только ампутация части кастрюли . На что она говорит , делай я одна мне и поменьше пойдет. В общем выходной и в плане благотворительности денег не взял , бабка довольна выше крыши, ну и я устал с подбором импульс режима и вечерком отужинал 150г водочки и картошка своя вкуснятина , турецкая отдыхает. Варил Форсаж 500
-
Начало вот здесь http://websvarka.ru/talk/topic/4793-svarka-avtomobilnykh-poddonov/?p=212015 Попробовал Макиту , очень плавный пуск , грызет хорошо во всех диапазонах оборотов и обороты не просаживаются сказывается мощь. Фрезу не забивает , но не много не привычно обороты кажутся маленькими супротив БОШ, да нашел боковую ручку (в комплекте не идет) еще от советской дрели и подошла как родная. Вот двуперой фрезой коя по дереву этой ПШМ вряд ли погрызешь , обороты малы и будет прыгать , так что под двуперую будем чинить Бош и цангу закажу 8мм на заводе. БОШ цанга износилась и нужно новую , а так уже она лет 15 отработала и живая Макита
- 2 243 ответа
-
- 17
-

-
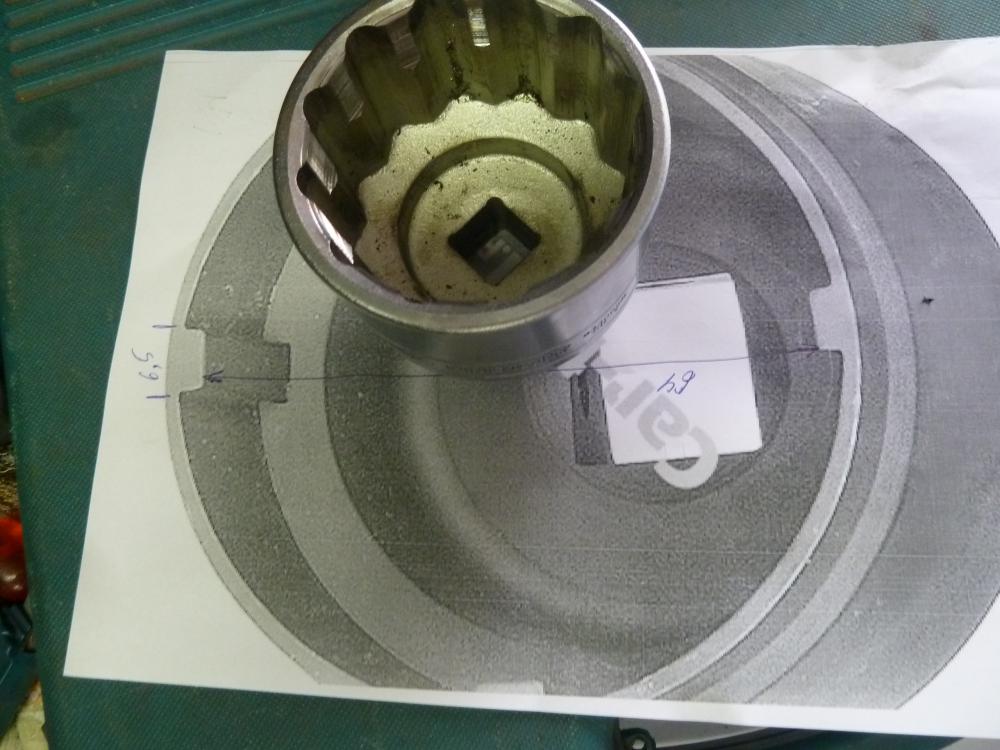
Сегодня трубочка и переделка головки под спец гайку
-
Вот такой он люминий и требует у себе особого внимания. В общем к нему надо с головой и чуток подумать как лучше сделать и не обязательно по "книжному" . Вообще на вашем изделии "корень" можно подварить и это не возбраняется , или изначально с подкладочкой варить. Ну а так без всего тоже получиться но ток , диаметр присадка и скорость горелки играют решающую роль ну и конечно разделка вот с ней можно поиграться и добиться лучших результатов.
-
tig С Днем Рождения!!!
-
Ну конечно как с магазина или с завода то нет, но гарантия должна быть иначе нельзя. А сварить надо так чтобы в другом месте супер "гоонщик " сломал а ваша или наша сварка выдержала и не важно какая она кольцевая или местная . P. S. Вот по весне варил ухо на этой "коряге" , и что при установке (там хитрость есть , что не учли водилы и слесаря) они отломили ухо и мне тут же позвонил мастер , говорю привозите бум думать и переделывать. Он мне твое варенное ухо выдержало , сломали на противоположной стороне , пришлось и второе ухо варить ну ясно за доплату.
-
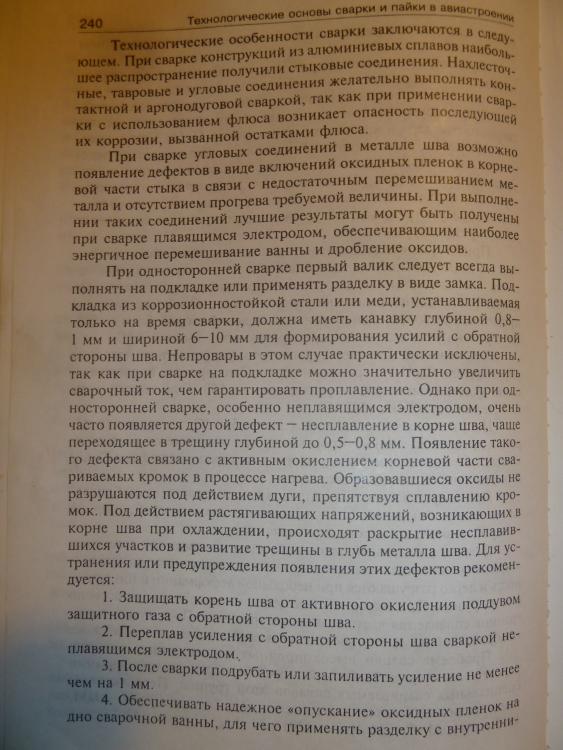
Массивные детали это не колесный диск и даже не ГБЦ или блок цилиндров , это гораздо больше и бывает 500А мало для таких монстров. На заводе постоянно подваривали дефекты литья (болванки этак метр на метр) и УДАР500 со своими 500А просто беспомощен был и если бы не нагрев в печи и во время сварки два резака совсем рядом со швом жгли на всю мощь , то сварки бы и не вышло. Еще подогрев убирает влагу и тем самым поры но и естественно против трещин и в печи остывание и снятие напряжений и старение. Технологий много. 1994-201695.pdf
-
Нет не чего сверх естественного . Да не должны они просаживаться , все в правильной настройке и в скорости видения горелки , вот по этому настройки для каждого почти индивидуальны , кто то быстро варит и поэтому горелка "бегом" бежит по шву , другой наоборот медленно но и соответственно на меньшем токе. Вот видео правда ПА и видно как обратный валик образуется , так вот если ток выше поставить а горелку вести как на видео то вертикальная пластина бы просто потекла и обратный валик не получился , или оставить ток как на видео но быстрее вести горелку то обратного валика тоже как ушей не видать. https://www.youtube.com/watch?v=pzSVLoOWOFI
-
Поперек или вдоль нужно конечно видеть и мы может не совсем друг друга на словах понимаем , в общем к каждому дефектному диску свой подход должен быть . Да и вы наверное как все сварщики чутьем чуете , вот это я сделаю и 100%гарантии , а вот это и чешите затылок и думаете да даже не думаете а чютье говорит что не выйдет здесь и 50% и лучше отказать клиенту.
-
А вот спицы это совсем другая тема и лучше дать хозяину понять что жизнь одна и она намного дороже диска , я ну очень редко берусь спицы варить , там своя технология наложения швов дорого это и просто заваркой трещины не обойтись, так что хозяин сам отказывается от такой цены подстать цене нового диска. Ну а бортики и проломы вне спиц "ноу проблем".
-
Да все просто до безобразия , первое подготовка на уровне промышленной ( Ауди кузова из АЛ варят в "белых перчатках" , все стерильно как в хирургическом цеху) , второе подбор правильной присадки и режимов сварки что бы без пор и т.п. , ну и рекомендацию хозяину чтобы после сварки не спешил эксплуатировать диск и дал ему недельку другую отдохнуть после операционный режим так сказать.
-
Если все правильно то примет и свака не помеха. Вот америкосы на спорт кары борта наваривают а там нагрузки посерьезнее, и даже ПА применяют в импульсе. https://www.youtube.com/watch?v=_qU-0XqmAo0
-
Правильно дешевить не стоит , с нас в магазинах за присадки и прочее , да чего там присадки за молоко деньги дерут и не стесняются, так что уже наболело и получайте "ответный удар".
-
Фотки самовара и думаю все хорошо. Помню свое детство у бабке в деревне , так вот иногда по деревне ходил мужик и орал во все горло " чиним самовары и всяку медную утварь , чугуны и ведра", и что самое интересное весь инструмент у него в сумине и в рюкзаке за плечами . http://websvarka.ru/talk/topic/6690-sovety-nachinaiuschemu-argonschiku-chast-2/?p=180302
-
Сергей получил сегодня ее и даже написано "изготовлено в Японии" ну что то не верится скорее Китай . Про пружину сперва попробую и как поведет себя ну а дальше поглядим. Да цанга довольно хорошо сделана и как бы с гайкой связь имеет то есть гайку откручиваешь и она тянет цангу , на моей старой Бош цанга попроще и отдельно от гайки и иногда запрессовывалась в шпиндель и приходилось работать "зубным хирургом" выдерая ее из шпинделя. Цангу 8мм не дали , говорят под заказ стоит 1000р и на следующей неделе привезут.
-
Похоже у них шиномонтаж-шараш почище наших , в наших сколь видал шарошками разделывают или уж на край сверлом .
-
Надо было две подлиннее пластины положить вдоль центрального (заводского ) шва для усиления и проварить их вдоль и в середке прямо по заводскому шву и потом к ним проушины заводские приварить их тогда можно было бы тоже усилить , вот тогда бы веку им не было.
-
Влад Соболев , drakondima С Днем Рождения!!!
-
Костя я вот взор обратил на малооборотную машинку и уже оплатил , обещали еще в понедельник привезти но отложено до завтра надеюсь завтра будет у меня по цене 15500 + вторая цанга 8мм . Вообще мечтал Метабо но она за 20р переваливает да и Бош тоже и цанг 8мм у них нет а они нужны. Попробую отпишусь но знаю точно что лучше по Ал будет чем высокооборотные , высокооборотными если уж грызть то надо охлаждение в виде подливки имульсии или мыльной воды постоянно иначе и спец. фрезы под Ал тоже забиваются. http://shop-makita.ru/catalog/shlifovalnye-mashiny/pryamaya-shlifovalnaya-mashina-makita-gd-0810-c-gd0810c/