selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
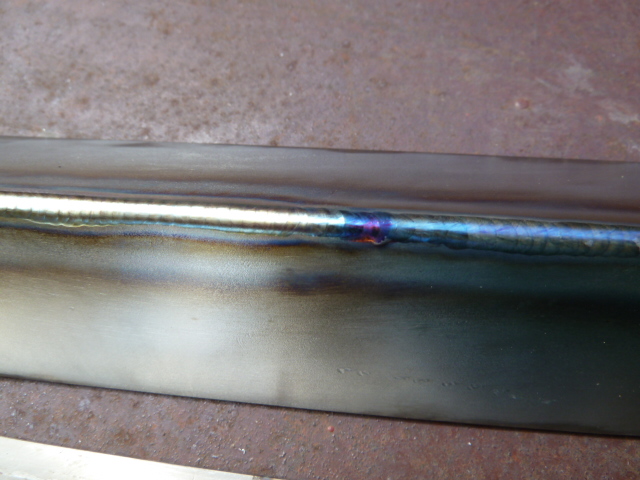
Георгий, да знаю какое пятно должно быть и не зря написал что лопата тонкая и время или ток пробы был завышен и температура вышла за пределы "защиты " вот и колечки радуги пошли. С толстым совсем другое дело и там перегрев не так быстро происходит и массой металла остужает быстрее все это дело, впрочем Sergey345 это уже усек и без нас а может и с нами. Вот пример нерж. 2мм и если бы не сапожок то на наружном угле такой шов трудно добиться и то сперва синел и пришлось чуток поправки вносить. А вот труба сама тонкая но фланец толстый и хороший теплоотвод и CuSI3 осталась со своим родным цветом

-
Егор , ты получил аппарат с перепрошивки или пока нет? Как получишь , пробуй 300гц и спад тока и отпиши .
-
Нормальный газ , просто лопата тонкая и прогрев быстрый , если газ был бы плохой то середина "пятна" была тоже "синюшной" . Зачем вам такие хлопоты , ротаметры конечно сейчас не калиброваны и каждый показывает что "хочет" , вот тут товарищ приезжал из Москвы и перед этим тоже грешили и на газ и на аппарат и вроде в этой теме есть это, но на самом деле оказалось что и аппарат рабочий и газ чистый просто по ротаметру его явно не хватало для сварки Ал , приехал домой увеличил подачу газа с пробой на "щеку" и дело пошло.
-
Вадим просто думали что подешевле выйдет аппарат . А 250А конечно хорошо но все зависит от задач , вот Виктору с его Ал бочками или Денису с шинами я думаю маловато будет. Ну и как всегда у Русских , запас карман не тянет.
-
Конечно наружнего , лампа сама цела осталась , просто я предполагаю что наружное защитное стекло должно жаростойкое на них стоять.
-
Мужики я тоже думал что дешевле будет , но увы видно времена не те пока и предполагаю что с завода тоже "деньгу" требуют да и рабочим зарплату надо платить. Вот тут на медни немного расходниками и проволокой разжился и под 20р улетело как коту под хвост , так как этой расходки и присадки дай бог на 3-4месяца хватит. Или вот ПШМ Макиту купил и за что 15р , в ней нет "золота". А в Пятерочку или в Ленту без 2р делать там не чего , и и на 2р много не купишь на следующий день опять чего нить в холодильнике не хватит. Так что , нужно наши "сварные " расценки поднимать мы какие то "простачки " и все по дешевке , вот тут трубу с груз. привозили я вроде в этой теме и выкладывал ее , так вот 1,5р не хотите пошли в "баню" .
-
А у меня вроде на 3000Вт была и досталась без стекла . Вырезал стекло на заводе и поставил , включил и через пару минут "взрыв" и стекла как будто и не было , на меленькие кусочки . Плюнул на корпус "фары" и слюна отлетела , а корпус из Ал сплава и с ребрами охлаждения и позже мне электрики сказали что на вышке она воздухом и ветерком обдувается и охлаждается , в помещении говорят и корпус потечет чуть поболе поработает и если ставить в помещение то кулер помощнее на нее. В общем отказался я от нее и продал .
-
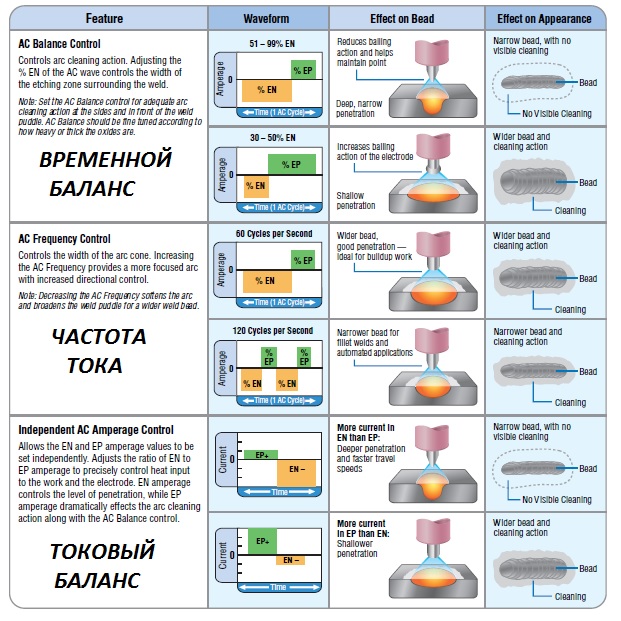
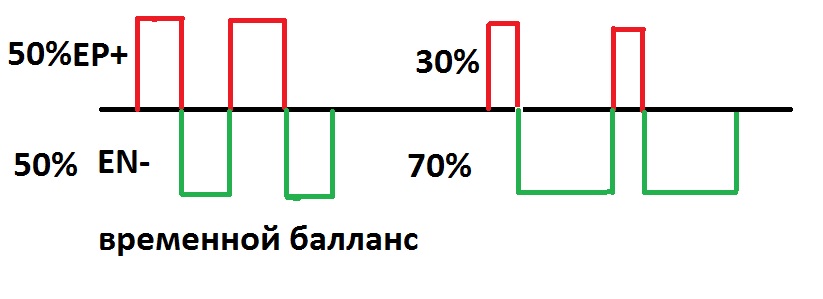
Перво наперво начну с сайта ГРПЗ и вот что отписал Андрей по сайту. Сайт, как всегда, не успевает за изменениями. Дело в том, что для сайта эксплуатационная документация готовилась давным-давно (в начале прошлого года), а последние изменения воплотились позднее. Аппараты будут только с новым ПО. На сайте информация обновится, но позднее. Там же и по 315-му все будет по-новому. Так что если покупать на прямую у них то аппарат будет с новой прошивкой. Теперь немного о цене , мой Селко на 220 ампер сейчас под 400р , Кемппи немного подешевле и обычно на сайтах у них занижена цена и когда дело доходит до покупки то цена совсем другая вылазит , ЕВМ из брендов наверное самый доступный . Да и на Китайские под 500ампер цена около 200р но и весом они не сравнимы с Форсаж их только на телеге катать. И немного о балансе , путаница потому что у каждого производителя по своему обозначены регулировки , но проще отталкиваться от золотой середины 50х50% , то есть положительная и отрицательная волна равны. У Селко положительную можно вывернуть до 65% то есть на 15% она будет длиннее отрицательной , а вот отрицательную волну можно выкрутить до 85% , то есть отрицательная будет длиннее (по времени) положительной на 35% и естественно положительной останутся 15%. На Форсаж положительную можно удлинить на 5% (50- 45 =5%) , отрицательную можно удлинить до 90%, то есть положительной останется 10% , это примерно как у Меркле там баланс 91-9% .
-
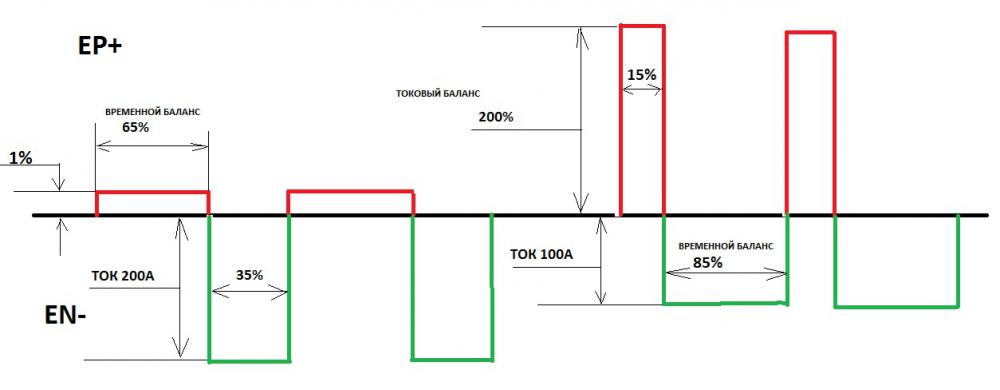
Герцы АС тока дают знать , 300гц Форсаж супротив 200гц Селко , это не хухры-мухры. Но Селко не простачек и так просто не выйдет из "игры" , при помощи "токового баланса" он подтянулся по шву к Форсаж . Вот две фотки Селко , токовый баланс EP+ 15% положительной волны ,EN- отрицательная ток 17А , сами считайте сколь ампер EP+ давала на дугу , временной баланс 50х50% .
-
Дополнительные расширенные функции АС тока и временной и токовый баланс повязаны меж собой но возможности настройки возрастают многократно.
-
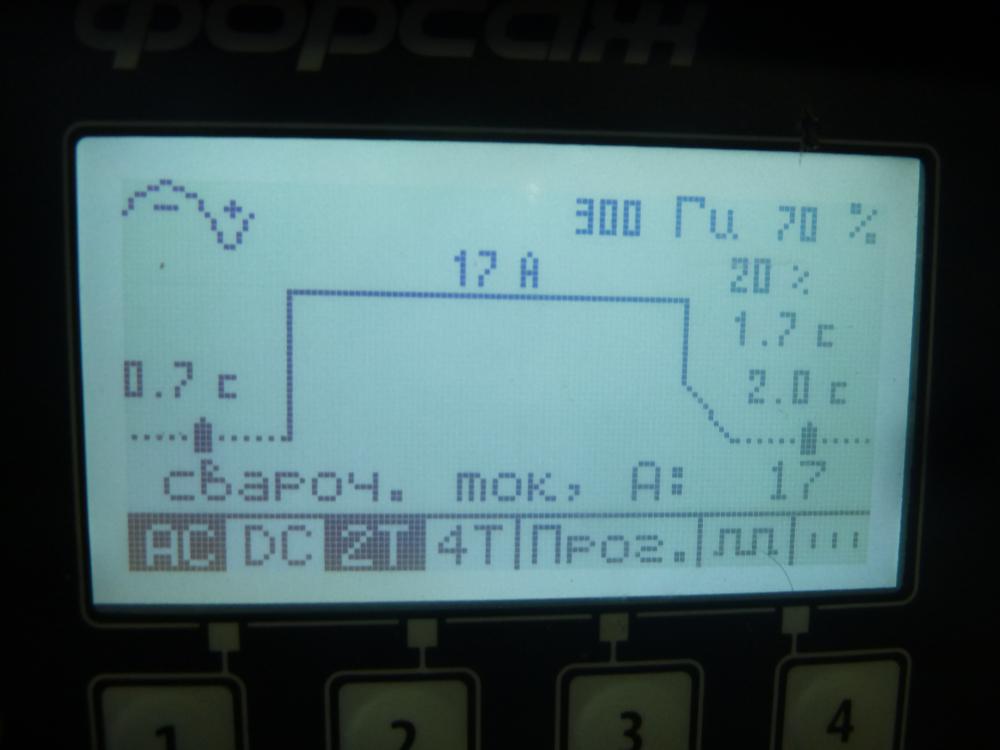
Форсаж vs Selco и пивные банки. Настройки на обоих аппаратах были одинаковые кроме частоты АС тока , Форсаж 300гц , Selco 200гц это пока у него максимальна. Поджиг на обоих отменный и прожогов практически не дают , на дисплее Форсажа все настройки, Selco настройки снимать не стал так как фотографий шесть пришлось бы вставить. Синяя банка в низу Selco, две желтых Форсаж.
-
Константин Краев, С Днем Рождения!!!
-
Не одна приблуда не заменит всяких потяжелее болванок и подставок из всякой "хрени" . Вот сегодня буквально обваривал трубу и конечно матерился (я тоже один) и так и сяк ее крутил и всяку "хрень" подкладывал и наверха груз для удержания , но обварил.
- 38 ответов
-
- 16
-

-
Обновим тему , сколь лет аппарат а S-4Takt режим (с 2мя токами) не пробовал . 1Й ток 100А, второй 60А , надо было разницу чуть больше сделать а то на видео не очень заметно переключение , да и особо не настраивал так попробовать. На новых моделях можно 3 тока выставлять . На мой скорее под 3 тока нужна прошивка , а впрочем надо во второе меню залезть может и третий ток отышется. https://www.youtube.com/watch?v=Vun1ucHu8Dg&feature=youtu.be
-
Вот это точно , как то читал в авто журнале статью ,один наш русский товарищ послал гонцов в Канаду за эксклюзивным джипом . Ну те приехали а им говорят господа у нас очередь на год , так что записываетесь и ждете или вот для шейха машина почти готова и если он вам уступит то ноу проблем . Уступил шейх (и сколь надо деньжищ иметь чтобы шейха заставить уступить или они по "русски" шейха попросили ) привезли джип в Москву и хозяину выхлоп не понравился и он в Москве титан выхлоп заказал за 7000 баксов . Корреспондент который катался с хозяином на этом джипе спросил его " сколь кушает бензина" на что в ответ получил " да не переживай у нас два бака" и понял тогда корреспондент что не те вопросы задает хозяину . Вот племянничек тоже нерж выхлоп заказывал но конечно по цене не титан но дорого , но не долго поездил и рассандалил машину . Сейчас уже починили
-
Металлокерамика от нагрева своих свойств не теряет , но обычно ее паяют латунью , вот помню на заводе кусочек латуни , немного флюс и пластину и в твч мгновение и все до бела раскалено и припаяно. Я обычно тиг и SuSi3 при паевую припаиваю и все отлично работает. Ну и еще немного о металлокерамике , она хрупка и от ударов лопается, а чтобы не лопалась то она должна на что то упираться пластичное и этот тандем будет работать , у вас к ней только "гвоздик" приварен и большая часть пластины голая и конечно вероятность лопнуть многократно возрастает. Буры от перфоратора или резцы и металлокерамика имеет небольшою рабочую плоскость а остальное опирается и припаяно к основанию инструмента.
-
Не ребята , выхлоп только тиг если он нерж. И красота конечно играет роль но не самую главную, а самое главное то что швы тиг будут жить гораздо дольше и качество их выше на голову , да и сам тракт особо если машина "заряжена" должен иметь внутри ровную поверхность чтобы газы свободно покидали его , при ПА сварке внутри неизбежно будут "сосульки " висеть и если уж варить ПА то должен быть огромный опыт работы , я бы не стал ПА варить , да что там говорить на свой Кайрон вырезал катализатор и варил тиг хотя выхлоп на нем простая чернуха.
-
 У вас на фото немного по другому на аппарате , я нашел вот такое фото А вообще мануал можно у них запросить , введете заводской № аппарата и скачаете . http://partner.lorch.biz/Login.aspx?ReturnUrl=%2fDefault.aspx
У вас на фото немного по другому на аппарате , я нашел вот такое фото А вообще мануал можно у них запросить , введете заводской № аппарата и скачаете . http://partner.lorch.biz/Login.aspx?ReturnUrl=%2fDefault.aspx
-
Лонжерон алюминиевый , вижу на первой фотке вроде как клепки стоят ?. Вроде все чистенько и сварить можно главное чтобы доступ нормальный был и можно поверх сварки накладку по месту сделать и если варился хорошо то на сварку , но лучше на заклепки вытяжные и с клей-герметиком посадить накладку. В общем надо все по месту разглядеть и подумать, на фотках многого не увидишь.
-
Свой эскиз- чертеж не нашел , уже давно это было но сам пистолет где то лежит в гараже в родительском доме как буду так обязательно сфоткаю да надо его и забрать . Сейчас вот таким пользуюсь но это полное Г... супротив моего, у моего песок разгонялся с большей скоростью . Вот нашел схему как у меня было сделано один в один. Сопло делал из распылителя форсунки трактора Беларусь , иголку выкидывал а "пупырышек" на корпусе срезан на наждаке и получал отверстие где то 1,5-2мм вот через него и шла смесь песок-воздух. Срабатывалось и разбивалось отверстие но не очень быстро , да и распылителей куча была , пять минут и новый готов . Можно керамику от авто свечи использовать. Размеры диффузоров большой роли не играют и все опытным путем подберете , да и подбирать то не надо будет все работает с первого раза и только песок краном регулировать. Можно на базе продувочного изобрести и для мелких работ и радиаторов самое оно будет Схема один в один как у меня сайт http://pokraskamashin.ru/rashodniki-i-instrument/samodelnyj-peskostruj/
-
Погода дрянь сегодня и делать было нечего , решил побаловаться и сравнить импульс у Selco и Форсаж . Конечно на DC токе у Selco намного круче но и Форсаж не лыком шит. А вот на АС токе Форсаж по импульсу практически не отстает. Будем заводских тревожить по 3й и 4й прошивке и пусть в DC импульс добавляют функций , мы им подскажем что надо добавить. Конечно в видео малая часть настроек да все и не покажешь не на одном аппарате. Качество видео не очень но виной старая мыльница моя плохо уже фокусируется. https://www.youtube.com/watch?v=L3FZbSlLPvk&feature=youtu.be
-
Хватит , можно с перерывами на минуту другую , не грузовик же от ржи очищать, тем паче Ал легче очищается.
-
@Вад11, Вадим , дружище нет проблем
-
Андрей компрессор есть? Если есть то завтра в ЛС отправлю тебе чертежик и пояснения как сделать пескоструй , кстати расходы будут минимальны на изготовление или может вообще бесплатно смотря что у тебя из запасов "железяк" есть , ну а сварка твоя и руки тоже.
-
Я конечно в пайке нуль и больше ТИГом делаю, но с уверенностью могу сказать что грязно и под пайку , а может еще и из нутрей антифриз лезет и не дает паять. Я обычно прошу чтобы мыли и внутри и с наружи и когда привозят проверяю и если устраивает то говорю все нормально но если не устраивает говорю что домою сам как надо за доп. оплату или везите и сами мойте и устраняйте недочеты которые я вам указал. Обычно оставляют и сам мою-чищу , мне виднее где вычистить.