selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Что то не совсем понятно. У вас АС (переменный) был 200гц изначально на аппарате , и после поездки на завод так и остался 200гц или стал 300гц . Нужны фото дисплея вашего аппарата АС тока и ММА , посмотреть что у вас там забито. Вот когда аппарат включаешь то появляется на дисплее версия прошивки или самого аппарата , но вот я точно не знаю и надо будет узнать у Андрея. Ждем фото от вас и опосля разберемся всем миром , если прошили аппарат то хорошо если нет то заводу минус и придется повторно отправить аппарат но уже не за ваш счет.

-
На какой нить завод (если рядом есть) удочку закинь , они применялись повсеместно например в "стойках" для электроники станков ЧПУ и т.д. , на небольшую плату со старой аппаратуры выкусят.
-
Мой на 220 и родом еще из СССР, он не убиваемый и довольно тихий и работать может месяцами не отключаясь. Насос тоже на 220 , изначально предназначенный для повышения давления и поддержки оного в заданных пределах непосредственно у выхода воды из крана. Коробочка рядом с насосом на проводе , это автоматика то есть кран открыл насос заработал кран закрыл остановка , но к охлаждайке она наверное не пойдет , а вообще не знаю может кто и придумает как ее задействовать.
-
Делали , и напыление MoS2 (дисульфит молибдена) на все трущиеся части двигателя делали. Кстати на авто " Чайка" блок ГАЗ53 поршневая увеличена до 100мм и карбюратор 4х камерный , но самое интересное все в двигателе напыленно дисульфитом , клапанную крышку вскрывали и видно коромысла и все остальное с напылением. Что касается роторного кросс Урала , то видел его живьем и в действии , вот это СИЛА мощь под 120л.с . , колясочника просто сдувало был такой славный дует Никитин водитель а вот колясочника не помню фамилию но он просто бесстрашный человек и ему памятник при жизни надо было потому что нам бывалым страшно за него было а зрители руками глаза закрывали. Бывало Никитин откроет гашетку на всю и колясочника потерял и приходилось ему возвращаться за ним , но первые места всегда у них были они на три порядка сильнее остальных были. Ходили слухи что этот роторный двигатель испытывало ВПК и он предназначался для ракет которые с П.Л. запускались , то есть включался выталкивал ракету из под воды и на этом его миссия выполнена. В наше время интереснее было , но это мое личное мнение и как бы сейчас я от современной кухни МОТОКРОССА далек.
-
Вадим, Андрей я думаю быстро в Рязани скомплектует аппарат, а отправить , может с поездом через проводника , а ты встретишь. Мне так в СССР вино друг с Молдавии отправлял , все доехало хорошо .
- 41 ответ
-
- 2
-

-
А у меня люминь , начал давно но не как не доделаю времени не хватает. Теперь осенью когда пойдут затяжные дожди и дел поубавится. @Точмаш 23, Интересно то что у нас комплектующие совпадают , как будто договорились.
- 2 243 ответа
-
- 17
-
-
 Сергей согласен полностью. Еще такой момент , тонкая проволока при одном и том же токе (напряжении) наплавляет больший валик чем толстая и при этом могут быть не провары на тонкой, вот и варят котлы оптимальным диаметром. Что касается быстроты то да сварщики на таких однородных операциях уже на "автомате" работают. Был как то на заводе в Дмитрове , там подъемники для Икарусов (автобусов) делали так вот у них вообще 2мм проволока под потолком висит катуха кило на 300 и советские ПА (протяжки) с ВДУ , так вот они даже не напряжение не скорость подачи не меняют , если толстое к толстому то скорость у горелке ниже, если тонкое к толстому скорость у горелки выше . Вот так и работают.
Сергей согласен полностью. Еще такой момент , тонкая проволока при одном и том же токе (напряжении) наплавляет больший валик чем толстая и при этом могут быть не провары на тонкой, вот и варят котлы оптимальным диаметром. Что касается быстроты то да сварщики на таких однородных операциях уже на "автомате" работают. Был как то на заводе в Дмитрове , там подъемники для Икарусов (автобусов) делали так вот у них вообще 2мм проволока под потолком висит катуха кило на 300 и советские ПА (протяжки) с ВДУ , так вот они даже не напряжение не скорость подачи не меняют , если толстое к толстому то скорость у горелке ниже, если тонкое к толстому скорость у горелки выше . Вот так и работают. -
@Вад11, Вадим а почему 500А, если работа будет до 250А . Я думаю тогда и 350А ПА хватит. Эх предлагал тебе Selco 3000MTE полный комплект с фирменной охлаждайкой и тележкой , прошедший тех обслуживание и импульс который "жарит " как обычный 500А, и всего 220к.р., вот он бы и 30 катушек выдержал. Но уже продали. Про китай я их не знаю как они по надежности.
- 41 ответ
-
- 2
-
-
Завтра будешь доделывать и можно попробовать АС ток с CuSi3 дружит хорошо и очистка колокола будет идти , я тоже что то варил не помню уже и чернота а то и кипение не давало работать , переключил на АС и совсем другая песня .
-
Вот еще легенда советского мотопрома и моего времени тоже. В то наше время интереснее было , пилили и переваривали рамы , изобретали и переделывали амортизаторы , колдовали над моторами и поднимали их мощь , ну а сейчас что в Ямахе или КТМе переделывать ........скучно. http://w1.motogon.ru/ru/library/46/712 Ох какой красавец , этот роторный кроссовый Урал http://moto-magazine.ru/technics/history/ego_nazyvali_vostok/
-
Вот и молодец, победителя не судят . Я спецом всем плюсиков наставил и не стал не чего писать . Сколь ампер выжимал с Форсажа и с подогревом варил или так мощи хватило. Зашлифуешь со временем CuSi3 позеленеет и ремонта практически не будет заметно. P.S. Поры чуток сверлом зенкуй и потом зальешь , это трудности не представит.
-
Восходы (Ковровцы) хуже Минска заводились это факт но все это из отвратительной сборки и изготовления деталей. Попадались экземпляры которые заводились не хуже Минска да и разгонялись до 120км только вот его мотать начинало но это следствие рамы и ходовой она на такую скорость не рассчитана была. А вообще Ковров 70-80годы был городом мотоциклов и причем своих , яВУ или Минск редко встретишь, да и они у всех были как сейчас скажут тюненгованные и бегали о-го го . Делали и кроссовые машины в основном для их зимнего мотокросса для своих заводских гонщиков , кстати которые почти всегда его и выигрывали и оставляли без медалей чемпионов союзных республик и мастеров международного класса. Был даже кроссач с центральным прогрессивным амортизатором (это середина 70х), у японских четырех китов его еще не было и в помине . http://moto-kovrov.ru/publikatsii_v_smi/muzej-by-loj-moto-slavy/
-
Да это сейчас у всех так , то есть то нет кризис . Даже в крупных магазинах и то плохо , не далече "Дикси" стоит так вот годов 5 назад там было 10 касс и ее справлялись с покупателями и трое охранников следили за "ворами" , сейчас остались 2 кассы и им делать нечего , охраны вообще не какой .
-
Георгий, а не надо не чего им объяснять . Просто немного терпения и если вы действительно хорошо делаете они сами это поймут да и другим расскажут.
-
@Renat_Spb, Хороша , какого года. Я начал про КТМ потому что катаюсь потихоньку иногда и тут друг приехал катнулся и говорит "трактор" тяжко им управлять , я вот тут на Ямахе с электростартером на новой прокатился и она как пушинка летит, супротив КТМ. Да и заводить КТМ не особое удовольствие, заводится то хорошо но по ноге может здорово лупануть. А вообще мне всегда нравилась Кавасаки.
-
Вот это наверное самое оно , что надо . У нас в городе товарищ был он ремонтил аварийные авто так что не один Московский сервис за такие не брался. Как то к нему заехал поглядеть , Мерс600 винтом закручен , говорю Жень исправишь , а что такого исправлю и даже немцы не найдут изъянов . Что интересно пользовался только газо-сваркой хотя и ПА стоял . Очередь у него на год вперед расписана была.
-
Да они и трогать вас не будут. Когды мы занимались этим делом то нас в городе в двух местах особо хорошо знали , это гаи нас не трогали наоборот содействовали и второе место это приемный покой в городской больнице все хирурги наши были . Расскажу два случая , первый у нас один зажиточный товарищ купил настоящие мотоботы (мы все в кирзачах катались , таково наше время было) и на тренировке подвихнул ногу , приехали в приемный покой , собрались "друзья" и говорят давай снимай свой "сапог" стал он снимать но не как все распухло , тогды хирург ушел и вернулся со скальпием говорит щя разрежем сапог , хозяин "сапога " как заорет ты чего он стоит 1000р если уж резать будешь то только с ногой по другому не дам. В общем сняли и сапог цел остался да и с ногой не все страшно и через неделю зажило. Второй случай смешной , были на кроссе в Собинке (это под Владимиром) трасса жуть одни сосны вековые и корни наружи от них и вот нашего товарища подрезало на корне и в сосну , увезли на скорой . Кросс окончился и всей командой в больницу, живой живой ваш товарищ вон сидит правда весь в гипсе от ключиц до заднего места . Домой отпускаем но у него перелом ключицы и трещина позвоночника. Посади ли мы бедолагу в кабину нашего ЗИЛ130 и в путь домой. По приезду решили к нашим знакомым хирургам заехать время позднее 12 ночи но у них дежурства. Приехали заводим у них глаза на лоб и говорят рентген спасет. В общем час их не было и приходят ржут как лошади , мы им что там , да нет у него не каких переломов ушиб ключицы и все , но гипс снимать не будем и сами ржут , сняли и домой отправили. Давай покажи в полный рост свою Ямашку , говорят она как пушинка летает супротив этого монстра
-
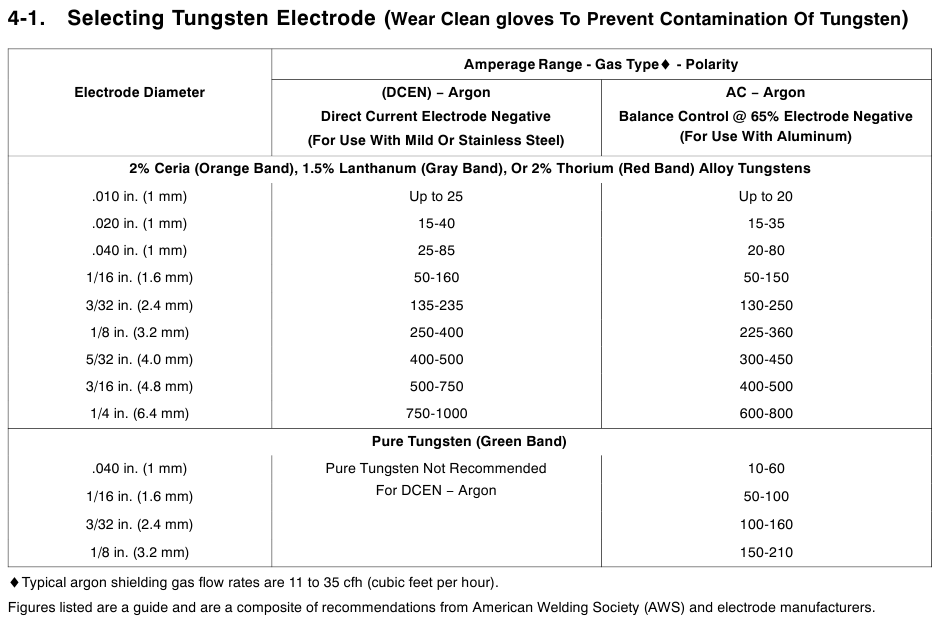
Да нет не перебор. Вот здесь может ошибка у вас , Синих электродов два сорта , один темно-синий другой синий и ошибиться не грех и один работает на АС токе другой нет. Но скорее всего часто макаете и пост газ маловат или горелкой "размахиваете не дожидаясь остывания и он окисляется и насыщается из воздуха кислородом и остальным и тут уже после такого "душа" не выдержит любой даже самый стойкий и качественный электрод и при повторном использовании будет выдавать розочки и другие "цветочки" ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ.pdf P.S. Лучше чистите перед сваркой Ал сплавы , вы и впрямь не соврали и варите "грязный"
- 21 ответ
-
- 8
-
-
Фото из окна авто, я тут на медне еду а он обгоняет так осторожненько , ба да номер у него у подруги на крючке за капюшон или за куртку зацеплен . Пока фото аппаратуру развертывал в боевое положение он уже удалился но номер видно.
-
Ну грязи только ТАНКИ не боятся. Да не чего нового все как у всех Ну и до кучи буклетик от другой фирмы. Буклет Припой Флюс Горелки DIY 2.pdf
-
Вот это последние, и ранее тоже выкладывал но сейчас и сам не найду. http://websvarka.ru/talk/topic/6178-kemppi-mls-2300-acdc/?p=220207
-
Вадим я у ребят видел так сделано , бачек - кегля от пива наверное , воды нальют и сосок -золотник от грузовика прикручен и с компрессора туды давление атмосферы три , а в низу краник -регулятор шаровой и им поток устанавливают , самая бесшумная охлаждайка , главное только не забывать краник открывать но это должно в привычку войти.
-
Вадим , а если ее ПА попробовать я думаю быстрее будет и после можно где потребуется 315м доработать. Вот я прихожу все больше к мысли , что и охлаждайка не всегда справиться в такую жару и хорошо бы иметь простую охлаждайку типа бачка литров на двадцать на стене повыше в нее из колодца холодненькой водицы (кстати вода охлаждает лучше и обычно из колодца вода накипи не дает , у меня точно нет накипи чайник всегда без нее от начала жизни и до кончины) и краник -регулятор потока .
-
1КГЦ это для супер тонких швов и металлов типа мембраны приварные или какие нить липестки-пружинки приклеить.
-
Переменку с 200гц до 300гц (могли и до 400гц довести как на Миллере, но я сказал что 300 оптимально и пока достаточно будет) прошивкой подняли . 005сек это 20 ударов в сек. , 001сек это уже 100ударов и думаю прошивкой должно прокатить , а вот 500гц и выше там конечно надо дополнять будет аппарат новыми элементами. Скоро конечно может и не сделают но народ требует и пусть думают и работают я уже писал конкуренция .