selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Алексей , но если аргон уж совсем грязный то на алюмишке-шве будет "кака" , ну а если не совсем грязный то на алюмишке практически не будет "каки" но при сварке таким аргоном обычно поры лезут но при этом дуга должна гореть нормально . Вот похоже у этого Неона будут проблемы с дугой в гелии или смеси гелия+аргон , конечно многие и не варят в сих смесях но при этом многое теряют и озвучивать не буду в учебниках все прописано и аппарат должон работать с любым газом то есть аргоном или гелием , относительно грязном заметьте "относительно" и с особо чистым . Вот кстати мне лет за тридцать да и вообще в практике не попадался "грязный" аргон вообще .
-
Серьезно отремонтили . Но главное подход с сварке-ремонту серьезный , ну так и должно быть, и удачи .
-
Рутина тоже нужна и иногда интересна бывает . Сергей , а что ты с этими пивными кеглями делаешь ? и я по фото что то не совсем понял. Ну и вот она рутина , только привез в общем человек решил поменять хаб на Санг - Енге и у нас тут теперь в деревне и автосервис и зубной кабинет в общем как в мегаполисе . Так вот мастер хозяину сказал не стой над душой не люблю когда работаю (в принципе и я тоже не люблю) и тот часок погулял на улице ну "мастер" ему забирай и с тебя 3кр , отдал заводит и включает передачу но дизель глохнет что то держит машину . Мастер сам залез поддал пару диз. и съехал с подъемника ну и чувствует что то не то и обратно на подъемник хозяину сказал погуляй сейчас исправим , через мин 20 выгнал все в порядке и хозяин поехал но и километра не проехал спустило колесо , запаска и к нему в общем похоже он рулевую тягу по первому прикрутил кверх ногами вот та и прочертила диск и не давала ехать и ладно прочертила где то лопнул так как колесо спустило . Завтра бум искать и исправлять конечно за счет "мастера " , ну как можно тягу прикрутить наоборот там же палец на конус садиться вот такой пока сервис но говорят будет не хуже чем в мегаполисе , поживем увидим.

-
Что то совсем плохо стало с "Будни сварщика с иллюстрациями.." на форуме похоже уже не кто не варит что ли,,, и вот темы процветающие "помогите с выбором....... Да ладно .......................... передняя крышка дизель от энного погрузчика и что то не так собрали - рвануло ну и поправили кстати сплав просто супер .
- 1 224 ответа
-
- 15
-

-
Че это у вас с утками? , у нас в Клязьме круглый год живут и на юга не летают , корму хватает и вот пешеходный мост излюбленное место их . кто хлеба подкинет кто и мясного или рыбы , рынок рядом за мостом и люди спецом чуть больше покупают для уток .
-
@Георгий 11, Георгий , не верю чо здесь 5А и думается все 15 А а может и выше и 5А донышко баночки не плавят вот на нем и покажи 5А что бы без сомнений а пока я сомневаюсь , не обессудь но как есть. Да вот и в комментариях к сему видео есть вот такое , выходит аппарат сам поднимает амперы чтобы не "оконфузиться" . --------------------------------------------------------------------------------------- ЗДОРОВ КАК ПРОШИВКА ПРОШЛА? У МОЕГО 303 ТАКОЙ ЖЕ ГЛЮК. С ОТРЫВОМ ВАРИШЬ .РУКУ ДЁРГАЕТ. И НА 5А ВАРИШЬ ОН САМ ДО 9А ПОДНИМАЕТ. ------------------------------------------------------------------------------------------ Вот 5А честные
-
Напряжение и подача проволоки повязана одной веревочкой и одной подачей ток не настроете как не стараясь не чего не выйдет . и от сель........... напряжение + подача проволоки для конкретной задачи и они разные ,,,, и.....................................
-
Не надо!!!! Я пробовал на Форсаж500 и баланс в другую сторону загнал и вроде переменка "трящит" но не варит . Опосля созвонился с Аркадием (разработчик Форсаж) так вот он мне сказал что там рне совсем переменка получается и долго объяснять и еще не надо так делать и можно аппарат из строя вывести ,,,,,,, это его слова .
-
Вот давно хотел спросить но все забывал ,,,,, Тритон у тебя от ЕВМ ки,,, или китай и у них было такое название . Да вот все таки они что то не то "наколхозили" и поджиг по току в 120А на плюсе даже с коротким по времени импульсом электрод подпортит и вот на Форсаж там ограничен ток поджига 40А выше поднять нельзя , хотя это было в 500ке , на 315 вроде подняли порог до 80А , но я выше 23А не когда не поднимался и по времени 007сек , иначе электрод в переточку . Просил их что бы сделали выбор поджига - + , но пока все так и осталось . Вот у Кемппи классный поджиг щелчок и все работает и электрод цел и не какких выборов диаметров нет , конечно может на новых моделях уже по другому ,,,, не знаю.
-
Да так оно и есть и эектрод страдает так как поджиг производиться на плюсе и по видимому аппарат автоматически на плюс и переходит . Вот выше вроде писали что поджиг на вашей машине можно перевести на минус и вот это хорошо и попробуйте переведите не выключая осциллятор и электрод тогда не будет страдать а может и "пердеж" уйдет
-
Диаметр электрода привязан к силе поджига и вот смотрите с 6 мин Селко выбран диаметр 01 и очень мягкий и нежный поджиг , опосля выбран 2.4 и поджиг уже на много жестче и в чистом гелии электрод пострадал так как в гелии намного сложнее и электроду и дуге . Вот я такой концепции придерживаюсь поджиг должен быть мягким и плавным и тогда электрод не страдает , ну это как если вам мешок картошки положили нежно за спину и вы спокойно его донесете , если тот же мешок вам скинут с энной высоты то скорее вы распластаетесь и не захочете его нести да и я тоже самое , тоже самое и с электродом происходит и ему нужон плавный и нежный старт для разогрева ну и когда он прогревается то и работает лучше и без изъянов . Ч то касается второго тока поджига и сие меня что то в "ступор " заводит по тому что первый раз такое слышу и поджигаться дуга должна с первого тока ну и далее поддерживаться электроникой . Хотя вот у Меркле но это ПА там два импульса поджига но в ПА нет осциллятора да и от ТИГ он далек процессом работы .
-
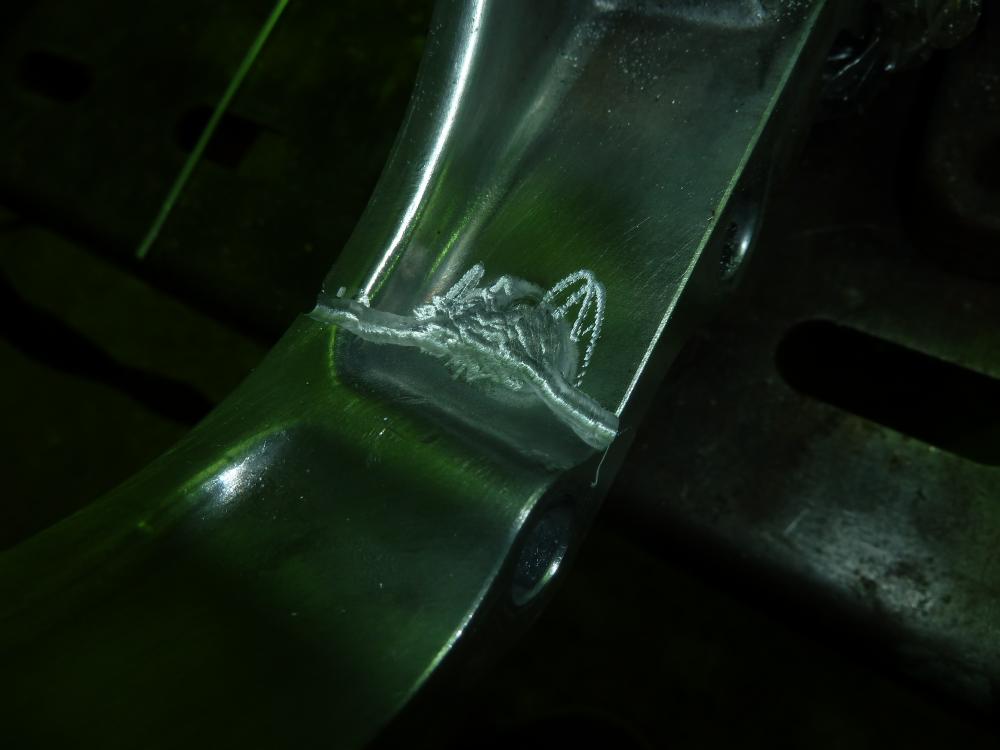
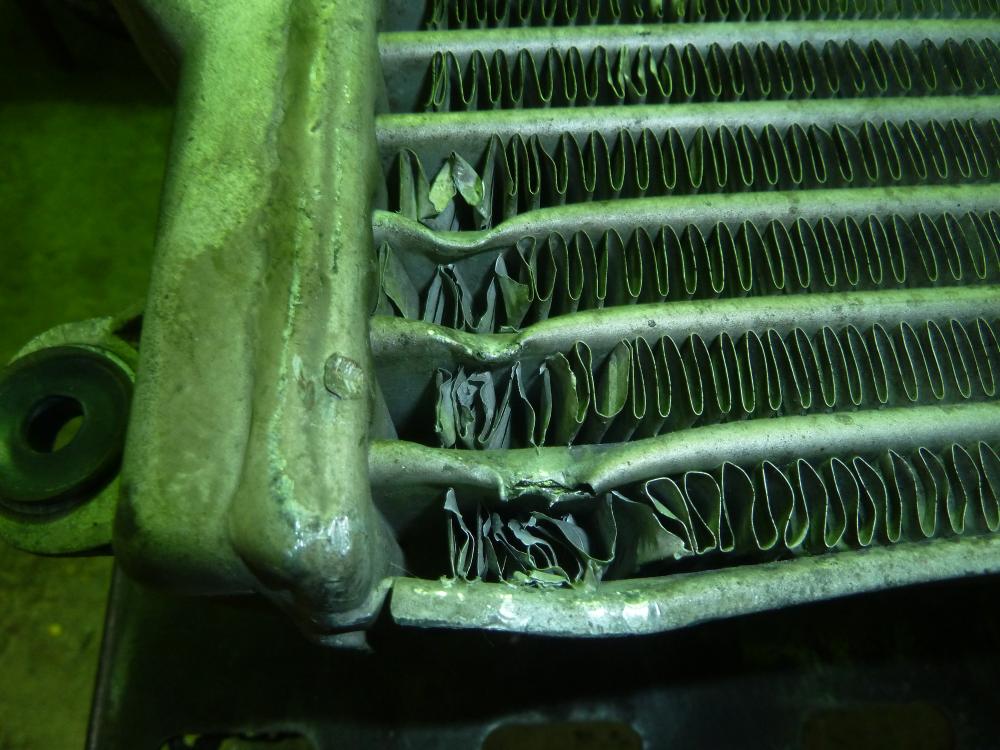
Вот предпоследнее фото и видно границу сплавления чугун-нерж и чугун серый нерж блестит и все это после фрезы коя тоже на фото резала на ура почти как пластелин , пришлось ей чуток поработать после сварки в ограниченном пространстве + еще почти без освещения залезешь и собой весь свет затмил и светила мне только дуга + горелкой не особо и покрутишь и по сему швы не совсем хороши были то есть корявые где наплыв где наоборот не достаток и по сему на завершающей стадии сварка будет уже в свободном пространстве . Не ну мы ее сперва испытаем и котел собрать - разобрать час делов тем паче это будет "резерв" , ну и если что не так пойдет то выброшу и больше с ней возиться не буду прикуплю другую , помнишь Роса варил и все работает вот на него уже не найти секций , на Протерм все Авито забито новыми и бу , дырявыми и хорошими и цена начиная от 5кр до 28кр , что то вот заметил больно много дырявых и пришла мысль в голову что то не так с этими чугунками Протерм ,,,, тонкие они очень где то вот где варю 2-2,5мм . да и прикупил сегодня шпильку для стяжки секций . герметик и болты для опрессовки , соберем посмотрим да и отжиг пройдет сам по себе пламя совсем рядом будет с заплатой . Давай лучше поговорим про ПАНЧ который считается "правильным" присадком под чугун , но вот почему он на один чугун ложиться просто прелесть и предполагаю на хороший вот как на видео патрубок ЕГР , а на другой вообще не ложиться и одни "сопли пузырями" вот типа Котловых секций и явно у них похуже чугун , но все же хочеться понять почему сие так и почему котловой чугун принимает нерж на ура и не капризничает , вот в чем вопрос-вопросов???
-
Вот он !!! ,,,, закон подлости и он может сработать когда и где угодно ,,,,,,, вот по сему и надобно видео и пусть крутят-вертят приборы подключают но исправляют свой косяк который кстати не у тебя одного . Вот выше писал, рекламщик удалил мой комментарий да еще и дуру включил , думаю он знает о проблеме да и читал думаю я ему ссылочку в комментарии оставлял чтобы сюды зашел ( если конечно хороший аргонщик ) ,,,,,, но молчат они рекламщики им деньги важнее кои думаю не малые тратит на них Cebora/ Я не против Cebora/ и в принципе создали хороший аппарат но по ходу "детские болезни" и их надо лечить .
-
Виктор , вот смотри дурью маялся и по первому когда только купил просто удивлялся стабильности дуги так как тоже ошибался и были сварочники с коими 200мм шва можно было варить полдня так и не сварив или сварив но потратив на сие кучу времени на кручение крутилок и перекуры успокоить нервы , ну и в один момент я решил с этим покончить . Так вот почему тут пофиг грязный и испиленный швами огрызок Ал но не каких срывов дуги и перегревов вольфрама и на месте можно стоять сколь угодно и не как ему не мешает не кремний не что либо еще . Владимир , ты видео сними с пердящей дугой, не не для нас а для Cebora и в последствии это будет убедительный аргумент чтобы они разобрались с этим ,,,,,, а то иначе могут сказать что все исправно и работает как надо .
-
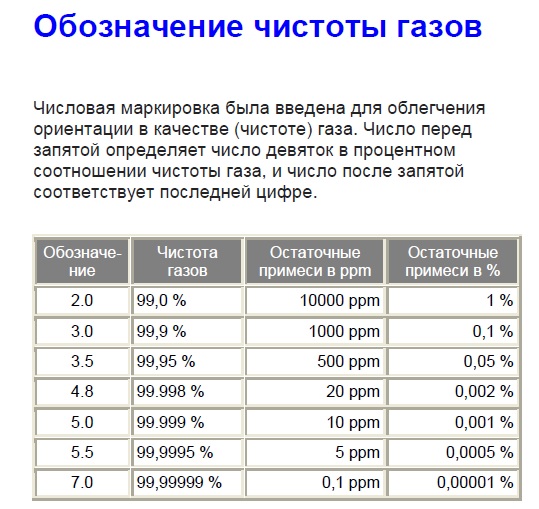
Да не обязательно на титане и нерж сгодиться да и алюминий тоже показывает то что нравиться ему аргон али нет . Вот таким всегда пользовался и не разу не было "мусорного" аргона за все время С этого года они чуток подняли качество и теперь еще одна 9 плюсом . Есть и высокой чистоты но цена высока + баллон другой под него . Что касается частоты тока и чистоты газа то думаю если он грязный то сим и останется на любой частоте тока и наоборот если чистый то......................
-
Ну вот наконец то дошли руки и до своего любимого котла . В общем сваривал не разбирая и почти герметично , но еще те мучения с маской залезешь во внутрь а назад не как да и не покрутишь особо головой и горелкой . Вытащил его и "расколол" то есть отсоединил секцию , подчистил и завтра подварим до герметичности, теперь доступ свободный да и видимость наилучшая не в слепую Заплаточка нерж и присадок тоже нерж 409 LSi , ПАНЧ вообще не ложиться кипит , вот похоже он не для всех чугунов создан .
-
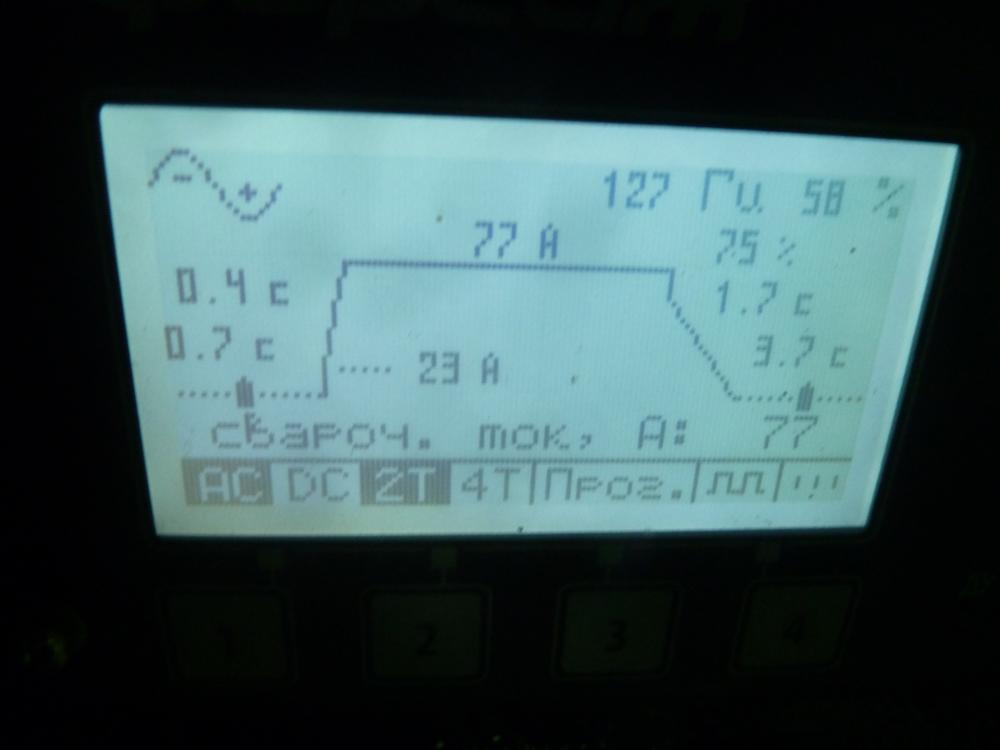
Владимир , вот в конце сообщения экранчик аппарата и посмотрите сколь там герц . Вот в таких случаях они и нужны и я управляю дугой как хочу , на 60 герц она будет "летать" не туды куды мне надо и конечно можно и на 60гц сие сварить но очень большая вероятность что дуга не туды "вдарит" и сота то есть ее край оплавиться во внутрь и тут уже считай пропало или надо будет расковырять рядом чтобы туда добраться и опять вероятность что рядом лежащую соту превратим в дырявую дугой ну и скорее денег от клиента не получим ,,,, можно что то другое получить . http://websvarka.ru/talk/topic/1184-svarka-aliuminievykh-radiatorov/?p=479557 И вообще высокоточная работа делается на высоких частотах не зря же их создавали и вот посмотрите довольно толстое но частота высокая
-
Вот это говорит о том что аппарат срывается с АС тока на плюс и минуса минимум "может быть а может и вовсе нет" и да при сим может гореть электрод и белое пятно появиться да и сам электрод выше шарика обычно белеет то есть плохо ему .
-
Вот все таки похоже что аппарат чувствителен к этому и не переносит таких настроек , повторюсь должен держать дугу при любых настройках и на любых металлах .
-
Вот про пятно не понял и поясните . То есть "белое" пятно это начальная очистка когда еще не образовалось "зеркало " ванны и оно не может быть диэлектриком ,, или это что то другое ?, и если это другое то откуда у него ноги растут и в принципе этого не должно быть при надлежащем газе и обдуве ванны и нормальной длине дуги .
-
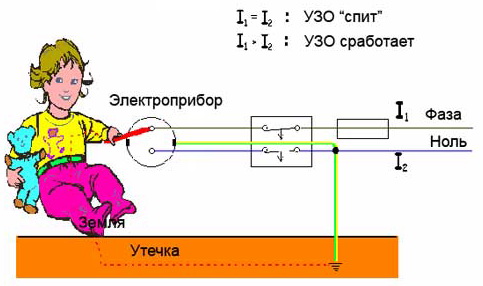
Сергей , но вот на многих "электрических" форумах сие пишут и пачками , да и вот я в воочию с сим столкнулся и мой ген отказывался работать и только купленный в магазине был . Сейчас без этой "желтенькой" хрени наработка почти 300 мото часов и ноу проблем и давненько не запускал , сейчас 380 и сети в деревне поправили капитально ,,,,, семь лет мои сварочники дожидались сего и работали от генератора . ------------------------------------------------------------- Принцип работы сварочника - это короткое замыкание. С УЗО будет не работа а анонизм. К тому же, сварочный аппарат примерно 25 кВА - ток утечки на землю при длине кабеля 100 м = 94 мА. Ставить надо 100 мА УЗО, которое человека не защитит.
-
Попросили дуги на прицеп новые изготовить и заводские еще та хрень из оцинкованной жестянки в 0.6мм толщиной в общем не о чем это не дуги . -------------------------
- 1 224 ответа
-
- 20
-
-
Все в этом мире повторяется и очередной пациент , чуток поменьше от ГАЗона
-
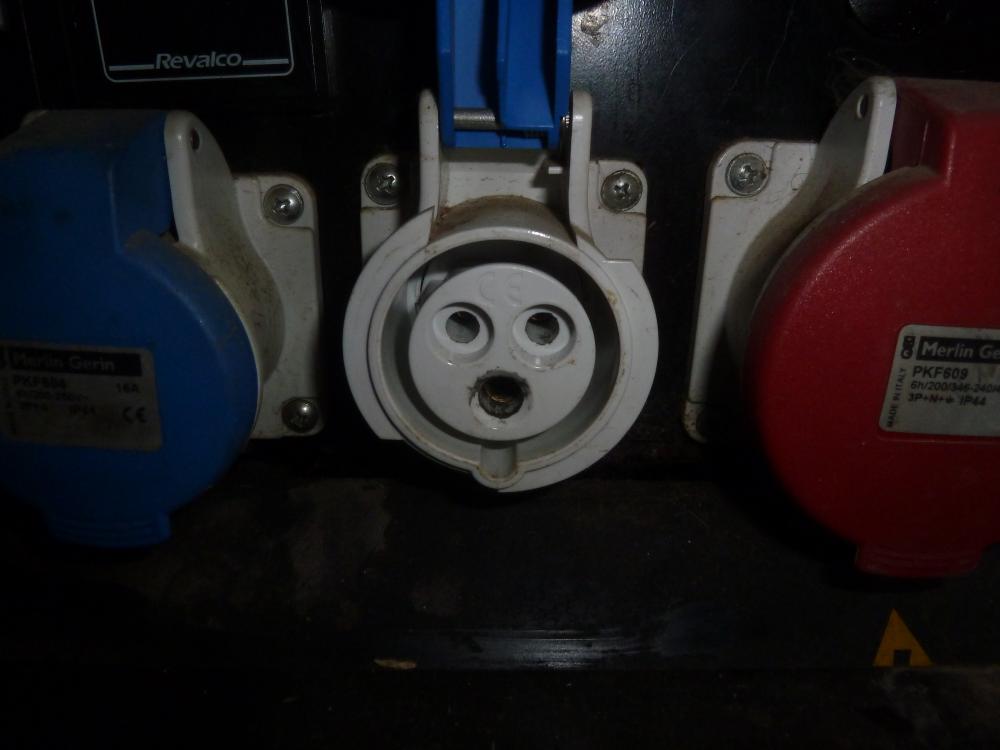
Сергей , а вот будет ли терпеть УЗО сварочник ??? , я думаю нервы сварщику оно будет портить с постоянной периодичностью . Вот когда не было у меня 380 да и 220 одно название и хорошо если 180 в сети но и при них Селко отказывался работать выдавал Е 39 то есть не исправна сеть и до 380 было еще далеко по времени и их даже и на столбах не было . Так вот прикупил генератор 18ква , а кратковременно может и до 22 выдавать ну и подключил селко и только вот аппарат включаешь и бац!!! вот эта желтенькая хрень выключала напряжение на ген. , тоже самое и с Меркле и этот 380 в . В общем я от этого далек и знакомого электрика попросил взглянуть , так вот он эту желтенькую хрень отключил два тонюсеньких проводка и генератор стал принимать мои сварочники без проблем да и все остальное , и электрик сказал что это желтенькая хрень типа УЗО чтобы не "убило" но как видите жив здоров . Ну и на счет "бытовых " вилок на сварочных аппаратах 200 амперных . сразу выкидываем и если не разборная отрезаем и вот такие ставим и проблем не будет особо с заземлением и оно у меня есть , забиты уголки 50 на глубину 1.5 метра треугольником с расстоянием в полтора метра и сварены между собой полосой 50х3 ну и дальше медная шина от них в щеток .