selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Схемку и как это выглядит. Не поможет и только Фотки в студию, материал Ал сплава , его толщину , а то и переварка не поможет может быть и такое
- 3 331 ответ
-
- 3
-

-
- технологии
- TIG
- (и ещё 1 )
-
 Да специально его не кто не выводил и даже уважали . А вот не нарочно бывало и часто , ну например был у нас товарищ в классе круглый пятерошник и что решить по алгебре или физики- химии нет вопросов пять минут и усе решит. А вот с металлом у него не как , и например подшлифуем ему напильник на наждаке и он таким и пилит , а мы все в ржачь ну и Федор Филипповича это выводило подойдет посмотрит и,,,, , кто имущество портит ну и усе все под столы "томагавки" полетели . А напильников этих было столь и не счесть , завод подшефный все давал в чем нуждались и Федор Филиппович раз в неделю водил на завод нас на экскурсии да и оттуды тащили мы подарки , напильники , заготовки молотков, сверла , резцы , болты и т.д.
Да специально его не кто не выводил и даже уважали . А вот не нарочно бывало и часто , ну например был у нас товарищ в классе круглый пятерошник и что решить по алгебре или физики- химии нет вопросов пять минут и усе решит. А вот с металлом у него не как , и например подшлифуем ему напильник на наждаке и он таким и пилит , а мы все в ржачь ну и Федор Филипповича это выводило подойдет посмотрит и,,,, , кто имущество портит ну и усе все под столы "томагавки" полетели . А напильников этих было столь и не счесть , завод подшефный все давал в чем нуждались и Федор Филиппович раз в неделю водил на завод нас на экскурсии да и оттуды тащили мы подарки , напильники , заготовки молотков, сверла , резцы , болты и т.д. -
Аппарат то не слабенький , а вот настройки импульса в аппарате и выше написал китайские . Вот посмотрите и почитайте тут и следующую страницу захватите . http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=221144
-
Эльдар , это я не тебе "не поверил" , а тем кто тебе сие рассказывал . @Luza, Егор , согласен ,,,, но думаю ремня отцовского особо не хто не боялся и мне попадало от отца и я обычно не плакал а смеялся что его выводило еще больше, доставалось даже от соседей или родителя одноклассников и дома можно да и получал доп добавку . Но я знал какой то предел впрочем также и сотоварищи . Вадим , ну тут во всем ТВ и всяки шоу - токи повинны , вот придет еще время и отправят их всех типа Малахова поближе к Егору реально ехать к нам, в ИТК-9,
-
Эльдар , не верю ,,, вот как хошь но не верю , и сейчас дворник больше получает . Ведущее в МО учебное https://podolsk-college.ru/abitur/prof_spec/ Ну и так тоже нельзя , и вспомним свою молодость и такие же и были если не круче , но все выучились и работают . Вот у нас мастер был фронтовик и иногда его так выведем , что он начинал кричать что "контуженный" и ему не чего не будет и пулял в нас с кафедры все что подвернется , молотки , напильники и т.д. Выйдет вон из мастерской выкурит Беломорину , ну и мы уже все по местам , шабрим поверочные плиты ,,,,,,, а остепенились и да таких я вас люблю .
-
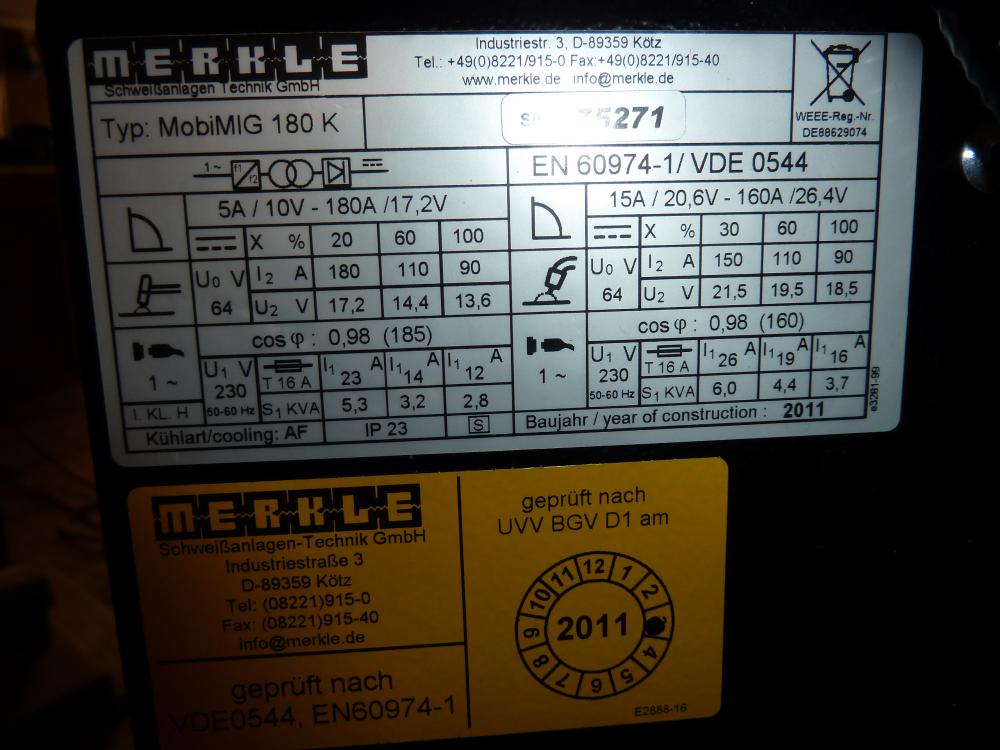
@Anton VL, Ты меня немного не понял , вот и я про то что аппарат даже в 180-220А с ограничением в 6квт и бытовые не выдерживают , да вот посмотрите разницу бытовых и спец на 16А и она огромна - целая пропасть. табличка Селко 16А

-
Антон , не все так просто и вот был Merkle MobiMig 180, так вот я его на полную в 180А пару раз включал и да там бытовая вилочка на 16А да еще не разборная то есть цельно литая . И вот в один прекрасный момент включаю , включился и через тройку минут потух , испугался ну думаю конец моему Меркле . Дай думаю позвоню Алексею (Техсвар) и не даст соврать , звоню он мне говорит вскрой аппарат и посмотри приходит ли 220 на него . Вскрываю и нет 220 , отрезал вилку (кстати на вид она вполне работоспособна была не каких подплавлений и посинений ) бытовую ну и заместо нее 16А но "спец изготовления" так вот на сей вилочке похоже 16 А совсем другие от 16А бытовых , она массивнее и т.д. , вот она работала долго и исправно да и сейчас думаю работает . это родная вот на сию заменена
-
Это китайский REAL и тутты пока усе плохо , даже очень плохо.
-
@Schlosser, Э..ээ , мы тоже то есть Ево могем не хуже Фрони . Жаль нет сейчас у меня его , надобно было муз программку составить :P
-
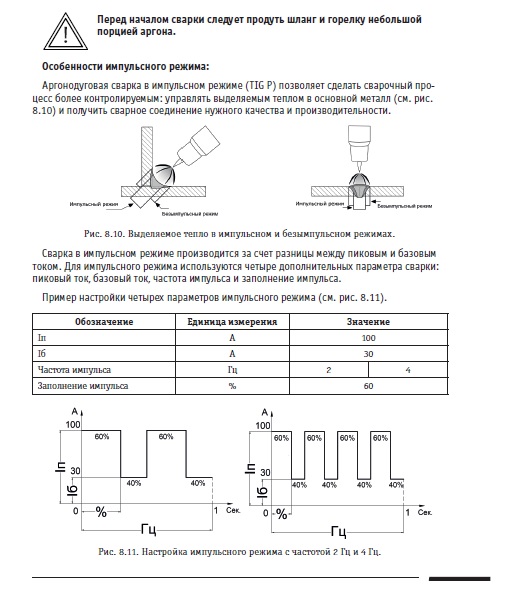
Егор , да все они примерно с одинаковыми ДЦБ шумят +- единица . Ставьте малую частоту АС тока и меньше будет шума но больше проблем на тонком и с точностью дуги . ВЧ импульс можно не включать если не нравиться писк , кстати в 15000гц он почти пропадает . вОТ Миллер не меньше ДЦБ выдает , работают не жалуются , ну и сейчас есть наушники и т.д.
-
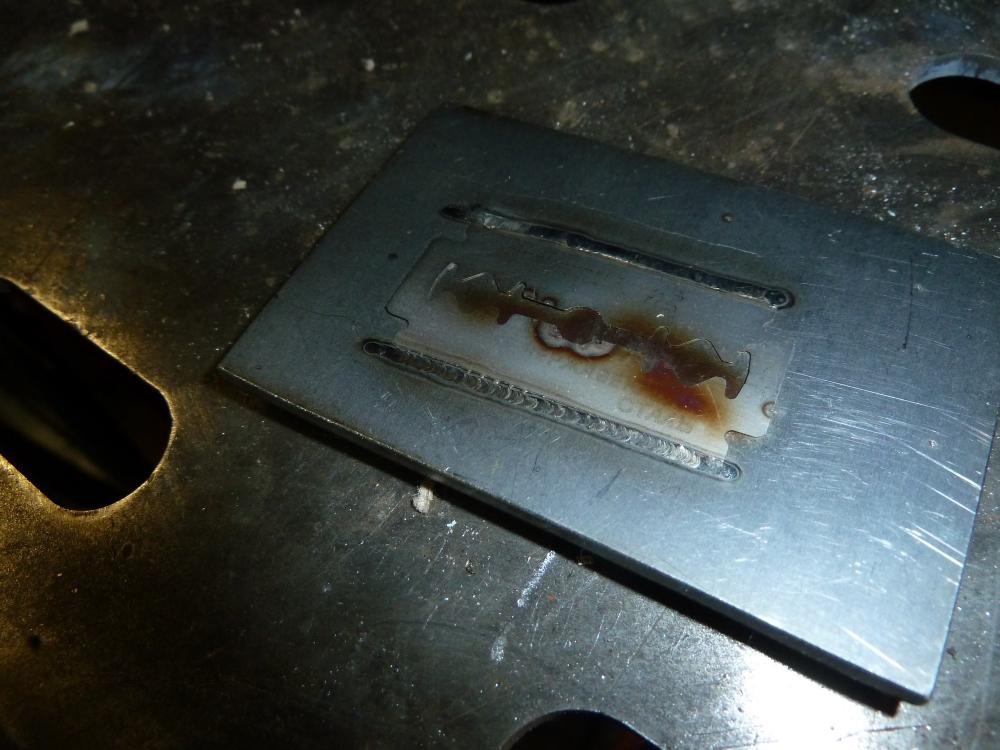
Поближе пожалуйста 0.2мм . И сразу возникает вопрос? ,,, 3А минимальный ток и вы обозначили ВЧ импульс 15000гц , так вот вопрос минимальный ток 3А на аппарате и по сему это базовый ток и каков ток самого импульса ? , иначе пульсации просто не будет . Ну и вот лезвие и где то около 30А ,,,, база 3А -импульс30А ВЧ частота 2000гц, аппарат Selco
-
вО, первых вы не озвучили от чего сие изделие . Ну и желтые швы - латунь или ее вариация и вариантов много . Обычные швы - тут усе ясно СВ-08Г2С Поверхностная ржавчина - ну смотря где и как лежит , но скорее металл имеет хим обработку перед покраской некий слой защиты .
- 4 ответа
-
- 6
-
-
Не чего делать французам в Кирове и рулят http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=402625
-
Ну да на 0.6 не кладут в комплект , и это расходники и не дорогие , вам надобно и 0.8\1 еще прикупить эдак по 5шт каждого диаметра, по одному это не что и пока учитесь сплавите быстро .
-
пРАВИЛЬНО не должен , но уметь Обязан , да и сейчас столь контор и т.д. в коих слесаря с трясущимися руками или вообще с утра не адекватны , но какой путевый пойдет в конторы за их зарплату. Зы , что то уже вторую страницу добиваем по стыковке вставки , как будто на боинг крыло от Ту прилаживаем . Нет УГЛОМЕРА , пусть контора купить и он копейки стоит , а по большому счету он и не нужон . Подставляем кусок трубы или отвода 45 или 90 и смотрим где и сколько отсечь , отсекаем чуток с запасом ну и потом лепестком или зачистным вгоняем вставку по 00 и варим .
-
Но может так и скорее так и есть , но на АЛ можно этого не увидеть невооруженным глазом На нерже намного все виднее не вооруженным глазом
-
Да так и есть. Эльдар ,,,,, знаешь переходи пожалуй на газ из Балашихи да и с завода прямо и берите и они приклеивают наклеечки на баллон ну как в лучших домах Лондона. Может конечно вам относительно далековато , но туты усе от вашей базы баллонов зависит и если она большая то можно раз в пару недель сгонять, как то так или доставка .
-
Не вкоем случае, и выше отписали что на нерж лучше видно и это правда . Алюминий может стерпеть и даже сварщик не заметит в некоторых исключительных случаях , а вот поры в нутрях будут гарантированы если аргон не очень.
-
Ну шлак может и не от аргона и готовить к сварке лучше трубу и присадок тоже , а может и присадок далеко из под защиты вытаскиваете . Впрочем Вы писали что титан показывает грязный аргон и точку на титане ставили ?
-
Не и алюминий может и стерпеть , там АС дуга помогает аргону и уж если совсем плох аргон то будет видно ,,,,,, и все таки нерж точнее в проверке качества аргона и если он хорош то и побежалости не будет при точке ,,,,. а еще лучше его величество Титан , но не у всех он имеется .
-
Да так и есть , а в баллоне по факту не знамо что и главный критерий купить за дешово а продать подороже . Вот я беру баллоны и аргон заправляют на крио заводе в Балашихе , кислород они сами закачивают с большой цистерны и еще что то , но у них усе оборудование для вакуумирования баллонов и их ремонта-выбраковки. В Электросталь возят Ж.Д. цистернами на заводы , но там потребление за день и наверное все сварщики России за год столь аргона не израсходуют.
-
А вот это плохо даже очень плохо , покупают подешевле добавляют 999 и продают дороже и вот и я уже засомневался и может ваш коллега прав и газ- дрянь.
-
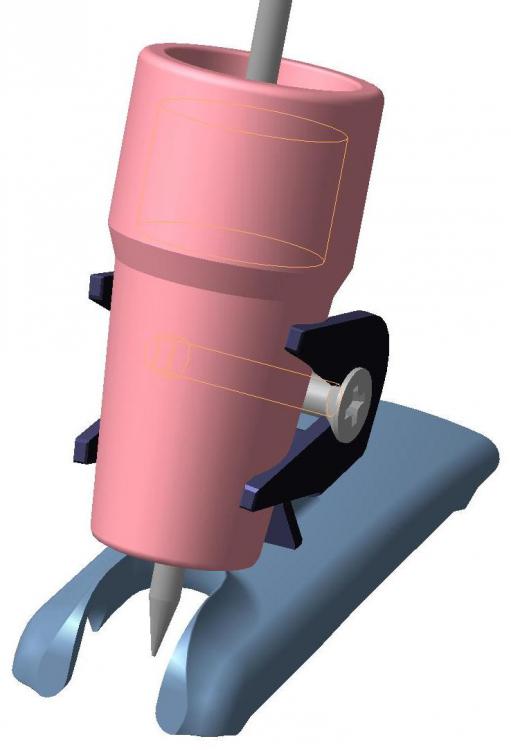
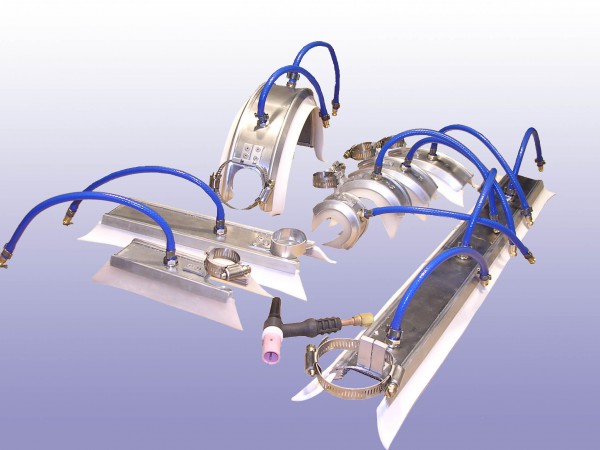
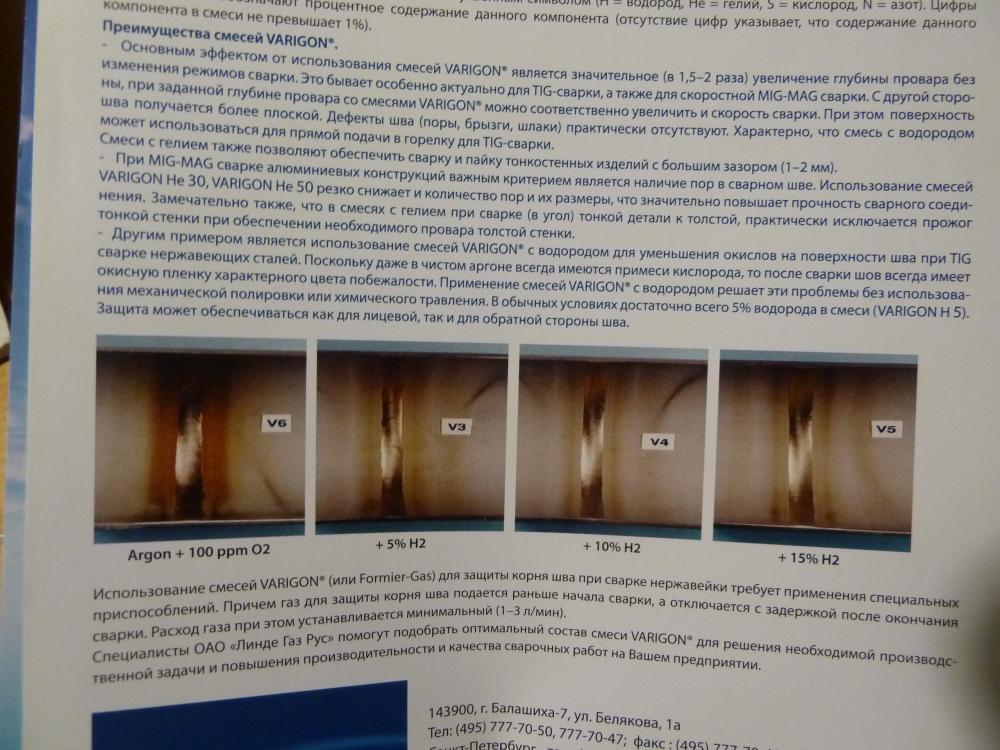
Да сделаю , но чо там понимать то , колечко нерж на сопло и хомутиком + корыто сзади для удержания аргона и оно любой формы возможно и главное чтобы было удобно сварщику , ну и в сопло сеточка от кухонного сита и она с нерж . Вот у усе , да на корыто можно штуцер "приклеить " и в колпачке отверстие кусочек шланга и в разы лучше и надежнее . Впрочем и в моем варианте усе хорошо и видно по швам , кои были выполнены с аргоном 99.987% и не какого водорода , впрочем смесь аргона 95% х водорода 5% еще в разы улучшит процесс .
-
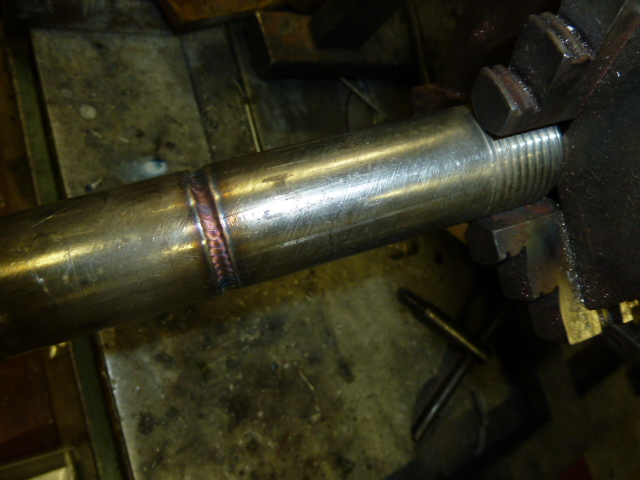
Прежде всего не ссорьтесь и вам вместе - Работать. Вот вижу что ГАЗ у вас скорее не причем и толко тех. накладки. Эльдар прав и в разделке (канаве) трубы газ задерживается больше времени да и ток меньше при корневом проходе и от сель "чистенький и блестящей" . Облицовка (я к сожалению не знаю как вы ее варите) похоже маленький расход газа , малый диаметр сопла , может слишком большой ток или топчитесь на месте и надо побыстрее . В общем надобно отработать технологию облицовки . Вот бы "хвостик " совсем не помещает качеству шва да и сварщику не помеха и скорее помощь, газовую линзу но приличную или просто сеточку самому , те что продаются что то мне не по душе и лежат мертвым грузом и вот мой простейший без подачи газа в него и он просто удерживает газ давая остывать шву. Можно запустить газ с колпачка горелки и это еще лучщЕ. Ну и фирменные хвостики в том числе и для труб - это для вашей фантазии и можно изготовить не хуже И на финиш еще чуток про газ и во что пишет и это правда Линде . Водород облегчает труд сварщика Вот не обязательно в Линде покупать , есть и другие конторы Мытищи http://www.propangaz.ru/?sid=prcat&id=215
-
Ну да , этого стоит "пожурить" однозначно , который на видео и ему не чего боле не остается и приходится пользоваться тем что спроектировали,,, что он и делает и весьма успешно.