selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Вадим, не нервничай и усе нормально , а у кошек и в правду 9 жизней. Во смотри с питоном как с мышкой расправилась кошка . Как то смотрел и от питона даже крокодил отступил да еще в своей стихии то есть в воде .
-
Антон , БМВ отдыхает против Цюндап и у этого меж коляски и самим мото крюк как у ЗИЛ130 переднем бампере был и сие говорит о мощи Цю. А еще лучше такой

-
200 и это много ??? , че за мото? ЗЫ , знаешь по чему в Англии любили и даже очень наши Уралы ,,,,,,,,,, правильно , 60---80----100 МАКС и ездишь наслаждаешься да и по сторонам поглядываешь новое открываешь и 200 такого не позволяет. ЗЫ ЗЫ , ну сам такой был молодой и адреналин ну правду ИЖ ПС и тогды больше не чего не было 160 макс позволял и больше не мог. Ну по тем временам и это "бешенная" скорость Жигули и Запорожцы как семечки щелкали.
-
Вот тут усе наоборот , и если MAG обозначен то будет и в MIG варить . MAG сложнее для слабеньких аппаратов и они обычно в этом режиме пьются , а вот в MIG довольно сносно варят . MIG режим это не совсем инертный газ (аргон) подразумевается , а именно смесь с СО 2 или кислородом .
-
 Коля не прибедняйся , у меня две маленьких , одна средняя и две больших , но уже довольно старые но вполне рабочие . ПШМ , нету ,,,,,, а вру есть СССР но она воздуху немерено жрет и моего компрессора на нее не хватит.
Коля не прибедняйся , у меня две маленьких , одна средняя и две больших , но уже довольно старые но вполне рабочие . ПШМ , нету ,,,,,, а вру есть СССР но она воздуху немерено жрет и моего компрессора на нее не хватит. -
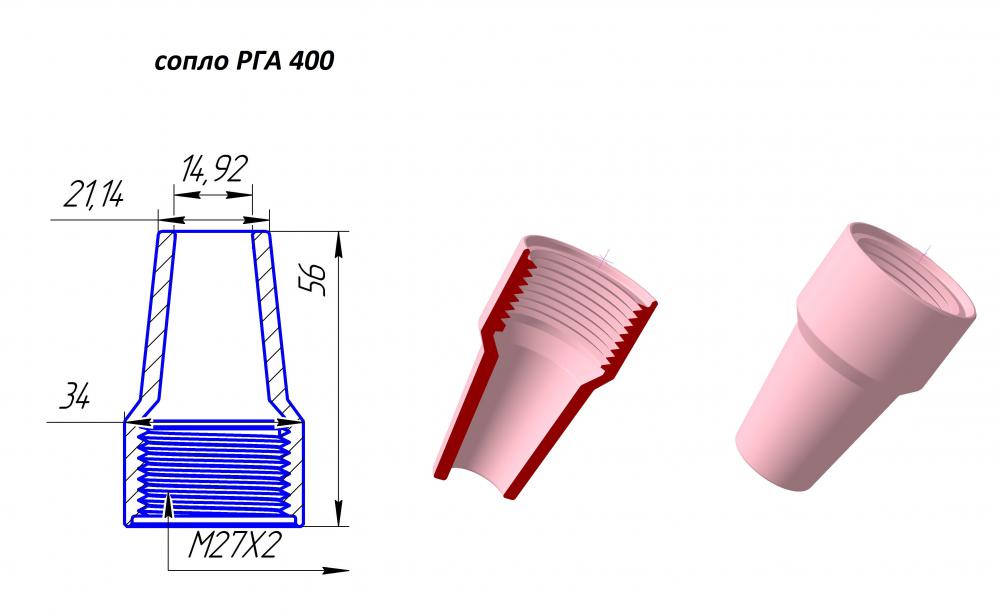
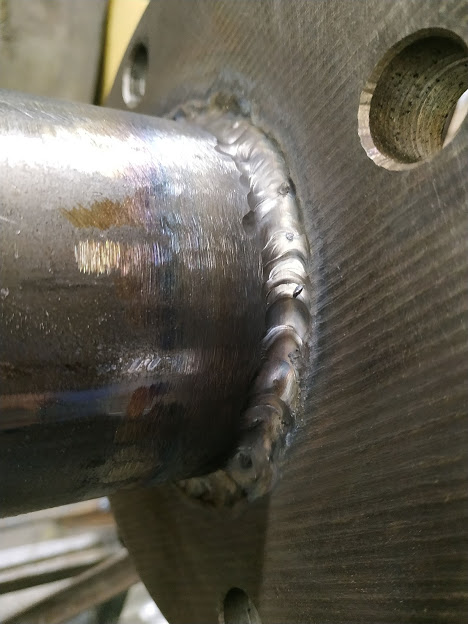
@crvnsk, Роман , почитал посмотрел усе что сегодня написали и вот пока двоякое чувство. Аппарат вряд ли причем и вчера зачистил ты клему и вазелин вряд ли поможет. Первое чувство ,и оно главенственно , очень длинная дуга , дергаете горелкой и газ поток сбивается увлекая воздух в ванну . Надо плавненько и дугу на коротком поводке то есть 2мм держать и у пор не останется не малейшего шанса. Второе чувство , грязный аргон но усе больше прихожу к выводу что это не так и вот ваш шов и он довольно чистый . А вот тут начало в норме , а конец как будто смесь Ar X Co или такое бывает когда совсем малый пост газ или его вообще нет или и скорее это вернее начинаете поднимать горелку "конец уже" и запускаете воздух Вот и на этом просматривается плохая защита с внешней стороны и есть поры , и скорее угол горелки ущербен для внешнего края шва Да и по ляктроду видно что он нацеплял "шатерчик" из воздуха , впрочем может быть мусор-пыль на самой детали после абразива и ацетон может уже и лишние но тряпочкой смахнуть надобно всегда. ---------------------------------------------------------------------------------------------------------------------------- ну и вот так должно быть при правильно выбранном токе (под свою руку и вам самому выбирать , так как кто медленнее варит кто то быстро почти как робот) пред и пост газе , ориентации горелки относительно шва , длине дуги и плавности хода горелки и подачи прутка. Да кстати пруток должен быть постоянно под защитой аргона и рядом с дугой и не следует его отводить от дуги далее 10мм и то много 5мм . Ну и вот ляктродик должон таким оставаться , кстати заметьте не каких линз . Вот вам может сопло такое то есть на конус снисходящее и поток направлен точно в цель и в СССР знали толк что делать , цилиндрические нынешние на сложных поверхностях к коим относиться труба проигрывают в чистую даже с линзой .
-
@Schlosser, Антон , низ у детали массивный вот и цвет быстро остывает , а может и сам цилиндр или что там мож полнотелое но тогды вообще кайф.
-
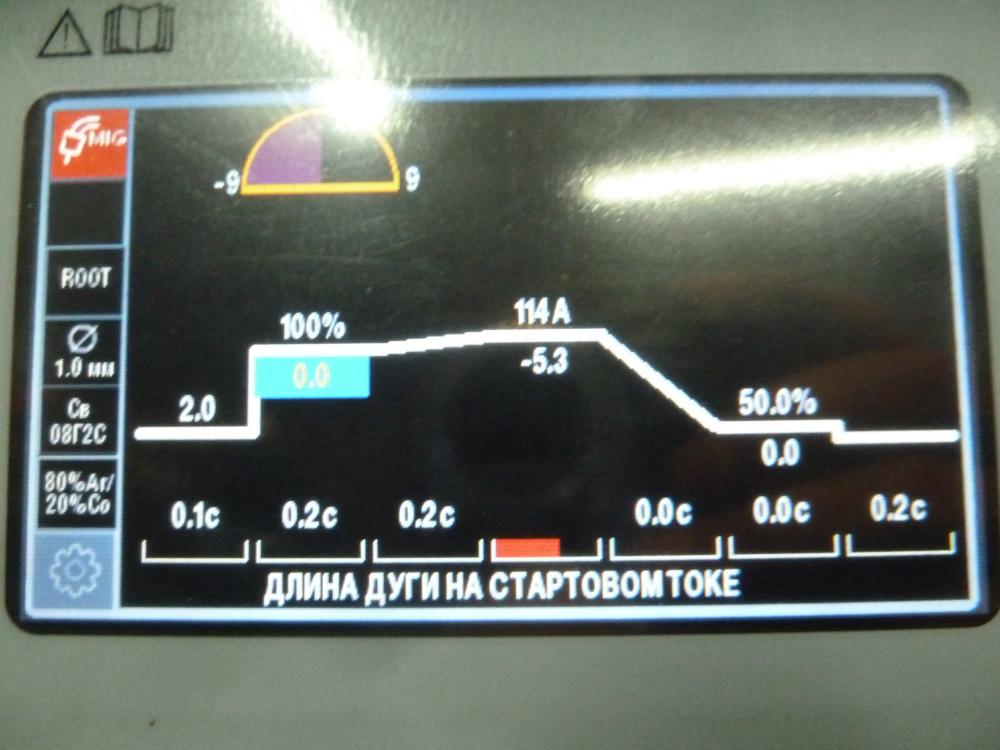
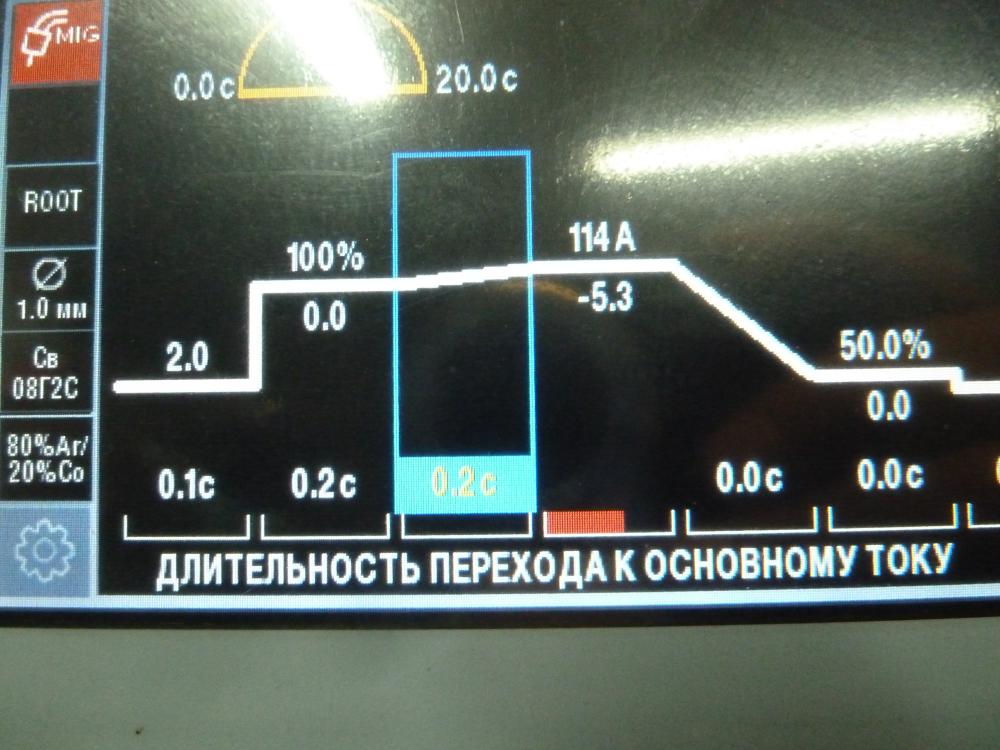
Ну это сути не меняет практически и работает одинаково что по напряжению что по подаче ,,, изменяя длину дуги . На Меркле можно выбирать коррекцию напряжение или подача , но в принципе работает одинаково . Правда надо признать что по подаче наверное можно шире диапазон коррекции сделать , впрочем вот мы сие и видим на Хелви ТР2200 и коррекция только по подаче но аж в 40% и позволяет обмануть синергию в широком диапазоне ну например выбираем черную проволочку 1мм в импульсе , а по факту заправляем 0.6ю ну и конечно коррекцию почти в -40% загоняем. Андрею позвони и скажи ,,,, хочу новую и думаю не откажут . Если тел. его нет , то могу дать.
-
Роман , в общем я посмотрел ваши картинки со швами и вывод ,,, металл и ваши трубы нормальные и нечего на них грешить. А вот подготовка не куды не годиться под ТИГ сварку да и под ПА тоже. И так с вашего позволения скопировал ваши швы и по каждому отдельно поболтаем . --------------------------------------------------------------------------------------------------------------------------------------------------- Это че такое ???? и такое не прокатит в ТИГ . Чем прорезали плазмой или резаком , в прочем какая разница и вот облой и окалина должны быть удалены до чистого металла и даже внутри трубы фасочкой снять облой и окалину , да и отверстие под резьбовую должно быть поплотнее . и так туты меняем технологию отверстия или сверлим или прожигаем с меньшим диаметром и фрезой доводим до ума. -------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Тут похоже "пьяная" горелка (не обижайтесь ради бога) работала , но в принципе понимаю зазоры не равномерны лезет окалина и облой и так приходится "махать" горелкой . ВЫвод от такого тоже надо отказаться и набиваем руку , впрочем если все правильно подготовлено то и махать не надо будет , ведем равномерно и подкидываем присадок. ------------------------------------------------------------------------------------------------------------------------------------------------ и вот и опять подготовка ???? , не так нельзя и подрезы усю грязь в шов заносят ------------------------------------------------------------------------------------------------------------------------------------------- Вот тут подготовлено и металл чистый и шов нормальный даже для новичка --------------------------------------------------------------------------------------------------------------- посмотрите вот сие видео и особое внимание на подготовку , металл блестит и даже не значительный жучек ржи или окалины влияет на шов очень негативно. Запасаемся , лепестковыми кругами , мех карчётками на УШМ ну и фрезами с бор машинкой и тогды будет работа в радость да и времени на сии конфузы отнимать не будет .
-
Ну я ММА практически не варю ,,, но от ПА и особо от АЛ сплавов налет тоже не хилый , но после полироли достаточно тряпочкой терануть ну и опять свежее . Без нее родимой думаю защитных пленок бы не напастись , а у меня маска уже лет шесть и родные еще в запасе есть 5 штук .
-
Во , я ее пользуюсь авто полироль и лучше нет не чего , царапины "забивает" очищает лучше всех стекольных составов . Я ей и очки свои и лобовое стекло авто с наружи и внутри, да и всю маску с наружи и фильтр из нутри , намазываем подсыхает и растираем сухой мягкой тряпочкой и усе чисто + защитная пленка почти на неделю .
-
Не , срезать надо с умом и не УШМ , фрезой (шарошкой) снять нитки резьбы, разделать до нужного диаметра (но это уже по втулке стальной) ,, изготовить стальную (не каких чугунов) втулку резьбовую и желательно с нерж , ну и вставить в подготовленное место и вот уже и ПАНЧУ работа.
-
, тележечку покажите при случае и не важно что швы разные и это наживное и придут одинаковые не переживайте.
-
Андрей , а черт его знает ????? Я больше склоняюсь что от химии что дороги поливают + электро коррозия , но это мои догадки. Вот от Порш заднюю дверь багажника привозили , как новенькая и с наружи и внутри да и годов мало , а в трех местах насквозь люминь прогнил во вам и Порш .
-
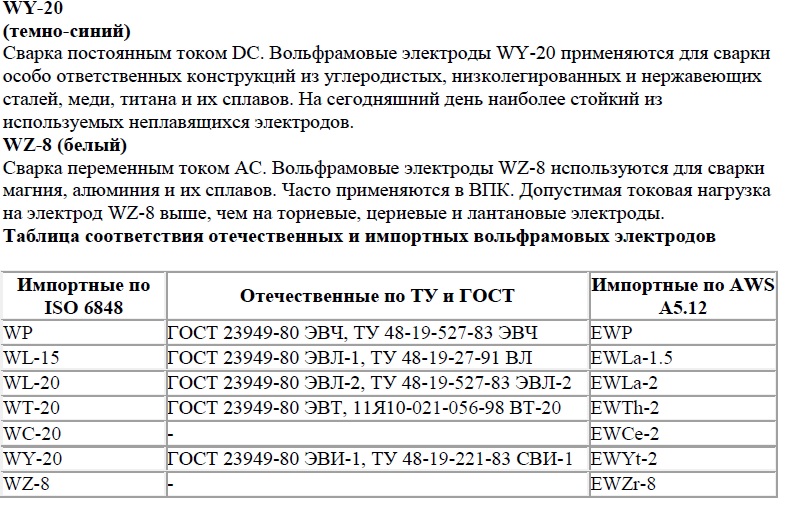
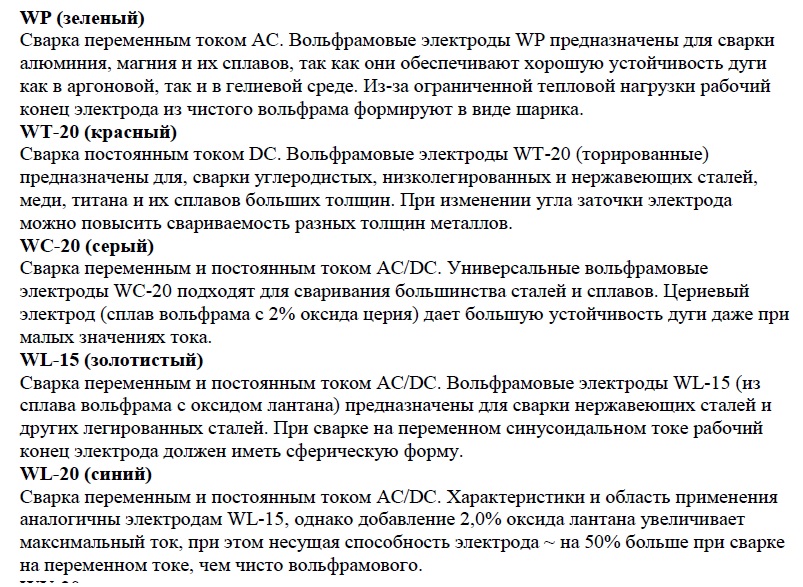
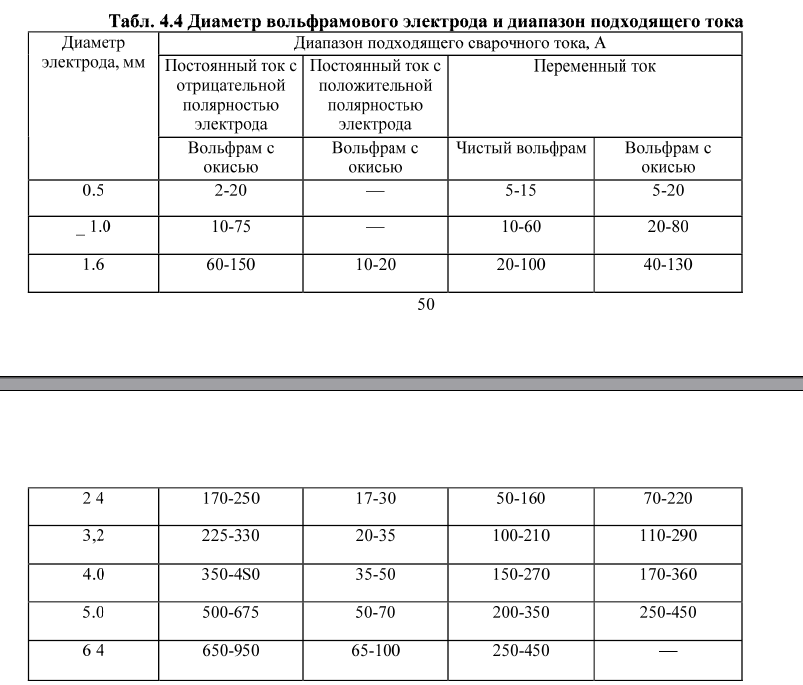
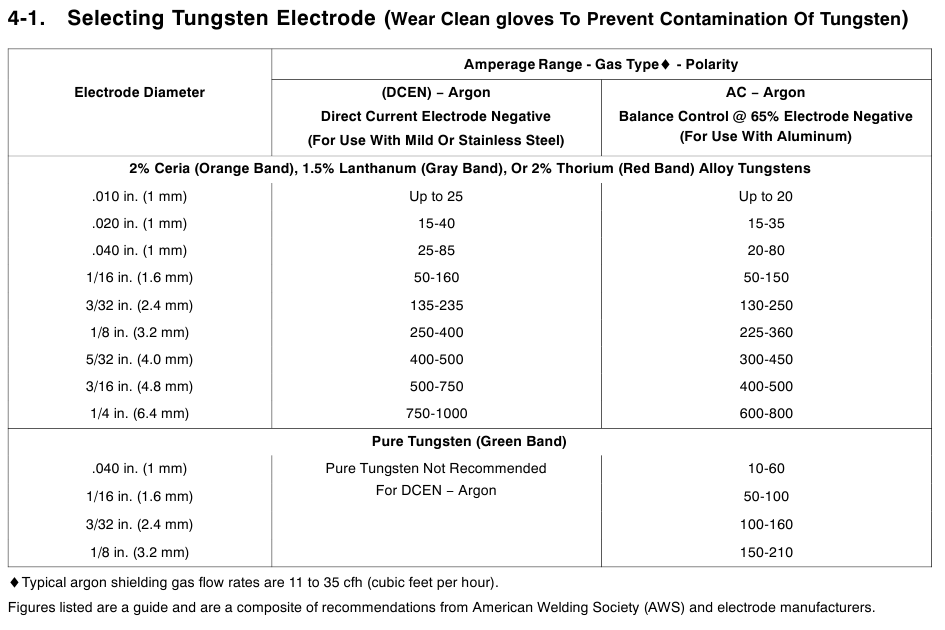
Электрод (вольфрам ) и если он качественный и некачественных очень малый% даже китайских а они сейчас во всем мире китайские , то на процесс не как не влияет , должон быть заточен и чистый без окисления . Марка , тоже не особо роль играет и конечно есть рекомендации но они и есть "рекомендации" и не более все решает сварщик . Ну на постоянке (DC токе) он практически не изнашивается , конечно если не макать в ванну и не превышать допустимые токи для данного диаметра . Ну если макнули или превысили ток то может поправиться и не куды дальше шва не улетит там и останется в виде вольфрамового включения в шве , и это оХ как не желательно. ЗЫ, а вот вы на какой полярности варите то , а то у меня закрались "смутные" сомнения . Прямая полярность и на горелке должон минус быть и не как иначе , на крокодиле плюс .
-
Ну , это со всеми бывает и туты страховки не какой . Ну и из пакетика не усе на выкид что то пойдет в работу , да и линзы может где и сгодятся , кстати у американца есть видео и он китай линзы переделывал и поробую отыскать видео.
-
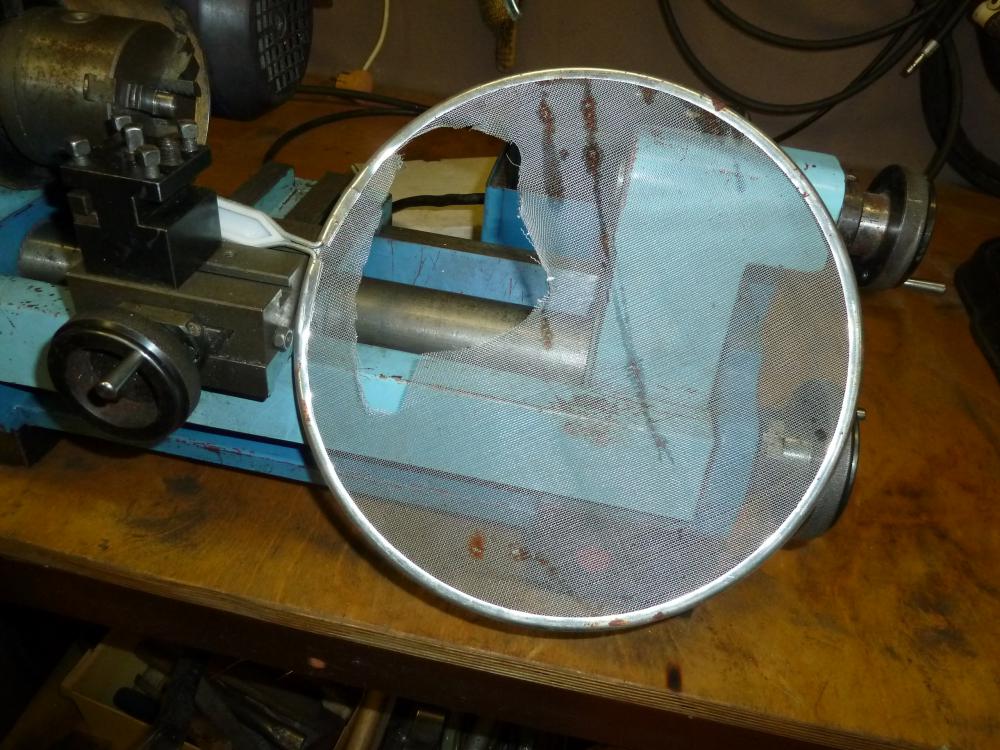
Весьма Интересное сравнение . Вот чо я скажу , у меня уже года четыре валяются китайские линзы новые и я на них даже не смотрю когды в "чемодане" роюсь, вот они скорее больше подходят под ваше сравнение "сопли" ЗЫ , вырезаем сеточку из чего угодно и можно из чайного ситечка что Астап Бендер подарил ЭЛЛОЧКИ . , и это будет в два раза лучше ситечка китайского. вОТ сейчас видео добавлю . А можно еще проще , вырезаем и ровненько вставляем в сопло и достаточно одного слоя.
-
НУ я же выше отписал и если прихватка не "гора" то переплавится и не найдете где было и по сему не обязательно ее УШМкой..
-
Роман , вот это что то я не совсем понял Да так оно и есть , может очень длинную дугу держите и надобно 2-3мм , поиграйтесь с подачей газа и не смотрим на приборы , на щеку 3см от нее и должны чувствовать "ласкание " щеки аргоном. Присадок у вас 12.64 и спец против пор (если конечно не ржавый и тогда наждачка) https://www.ventsvar.ru/catalog/esab-ok-tigrod-12-64.html?pid=11362 Ну и подготавливайте металл , должно блестеть как с наружи так и с нутри ну хоть 10мм должны чистые быть , это я о трубах. И тогды вот так должно все красиво и не каких намеков на поры
-
Александр , да вроде есть коррекции на ЕВО и как у всех вроде , правда в попугаях но думаю можно переключить в % , и может у вас коррекция просто напросто отключена и надобно включить ее . ЗЫ ,,,Александр, ну на край поправят и поставят новейшую прошивку и вам легче в 100крат , чем мне с прошивкой Меркле. Вот у Меркле в % -30--0--+30% с очень мелким и точным шагом в 0,1% ЗЫ ,,,,, а вот INTERPULSE (двойной пульс) у Меркле не имеет по отдельности коррекций 1го и 2го импульса и общая коррекция и справляется на ура и обманывать синергию позволяет , вот туты немцы на высоте и поработали над коррекцией .
-
Конечно поверх , но щеточкой почистить прежде и переплавится и не найдешь где была ,,,. ну конечно если она нормальная а не как гора Арарат . Вообще желательно запилить прихватку но это если позволяет пространство .
-
А аа ,,,,, смотрите что творят азиаты .
-
Но это другая тема , в смысле что аппарат не совсем адекватен в ММА или вы по бракованному шву от ТИГ подваривали и не совсем ему сие нравилось . В общем одного раза совсем мало ставить оценки аппарату в ММА и еще погонять его с разными ляктродами .
-
Дмитрий прав 1000% //////
-
Ну вот и дождались . Хорош.. хорош и не терпится попытать