selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Атак и должно быть да и было , на Газ и Зил усе было притянуто через дерево стремянками , два болта было насквозь через раму к раме кузова да и то для страховки то есть они были закручены через пружину коя давала им некую свободу.
-
Коля , смотри учо написано MADE IN USSR , ааа это значит что буржуи покупали и стоящая весчь , Макиты и другие отдыхают.
-
 Александр , не импульс подразумевает один удар-одна капля и для капли нужно !" расстояние " некое преодолеть не замыкая ванны ну и чем оно короче тем лучше но повторюсь без замыканий. Если происходит замыкание , то во первых аппарат сбивает с толку , во вторых следующий импульс просто "взрывает " ванну и отсель брызги , а он по идеи должен уже вторую каплю скинуть и выходит пропуск процесса . И не только ЕВО накидает брызг при замыкании в импульс реж. , но тот же Меркле да и Дайхен с Фрониус не боги и накидают не меньше ЕВО. В струе то какие замыкания и будет не пойми чо , струя должна шипеть как кошка мягко но угрожающе .
Александр , не импульс подразумевает один удар-одна капля и для капли нужно !" расстояние " некое преодолеть не замыкая ванны ну и чем оно короче тем лучше но повторюсь без замыканий. Если происходит замыкание , то во первых аппарат сбивает с толку , во вторых следующий импульс просто "взрывает " ванну и отсель брызги , а он по идеи должен уже вторую каплю скинуть и выходит пропуск процесса . И не только ЕВО накидает брызг при замыкании в импульс реж. , но тот же Меркле да и Дайхен с Фрониус не боги и накидают не меньше ЕВО. В струе то какие замыкания и будет не пойми чо , струя должна шипеть как кошка мягко но угрожающе . -
Ну ну я не знал или запамятовал что у тебя и такой есть . Вадим , ты музыку в видео вставил и она весь кайф перебивает
-
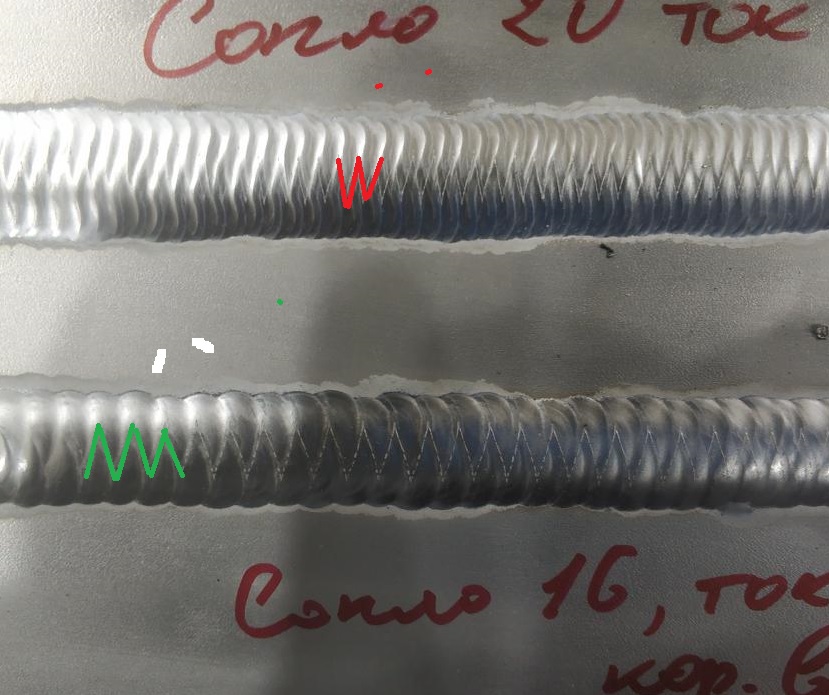
@Вад11, Вадим , спасибо просветил . Смотрю твоя Фроня вроде без импульса , но люминь да еще чистый и проволочка наверняка мягкая, переваривает на урА . Какие токи ставил на шину?
-
А,аа , Вадим запас не тянет . Упакуй и силикагель положи , или еще лучше в неких супер маркетах есть вакуум установки , покупателям упаковывают кому надо , можно и проволочку упаковать . Но не удобно и когды понадобится вакуум нарушать и лучше сухое место+силикагель и будет лежать как миленькая - ждать своего часа. Вот я что то не догнал что за сий токовод и первый раз такой вижу , сколь киловольт или еще чего там , чудной труба в трубе шины
-
Вадим , разные они даже от Ауди , иногда помогает чистый люминь и конечно лучше присадку а не провод. http://websvarka.ru/talk/topic/4793-svarka-avtomobilnykh-poddonov/?p=65515 Вот тут есть некая правда про кремний . http://websvarka.ru/talk/topic/4793-svarka-avtomobilnykh-poddonov/?p=65644 https://www.drive2.ru/b/1277214/

-
Михаил , да так основное посмотри и я так же делаю Вот позволю еще для студентов скинуть , но здесь еще сложнее усе . Не, это не сложно Poster Heat Tints-Stainless Steel A3-WEB-P_RU.pdf А вот туты мда Металлургия сварки и свариваемость нержавеющих сталей Д.С. Липпольд Д.Д. Котеки.text.pdf
-
Михаил , в каком именно ? Ну думаю от опечаток не кто не застрахован , и в основном все по делу написано.
-
Михаил , ну если клиент оплачевает "банкет" то почему и не применить . Во "вело" варил и швы должны быть чистенькими иначе бы на их травление клиент потратит больше сил и денег. Так вот усе ТИГом варил-изворачивался и проще было бы МИГ и попробовали Хелвиком пару швов , нормально но окалины много и отказались от сего . За супер смесью надо в Балашиху а это день потери , в общем пару дней ТИГом и управились без МИГа , но бывают задачи что без МИГа не куды и тут надо спрашивать клиента вам "какие швы" , попроще - дешевле но будете чистить долго , дороже - там может и вообще не надо к швам прикасаться не щеткой не химией.
-
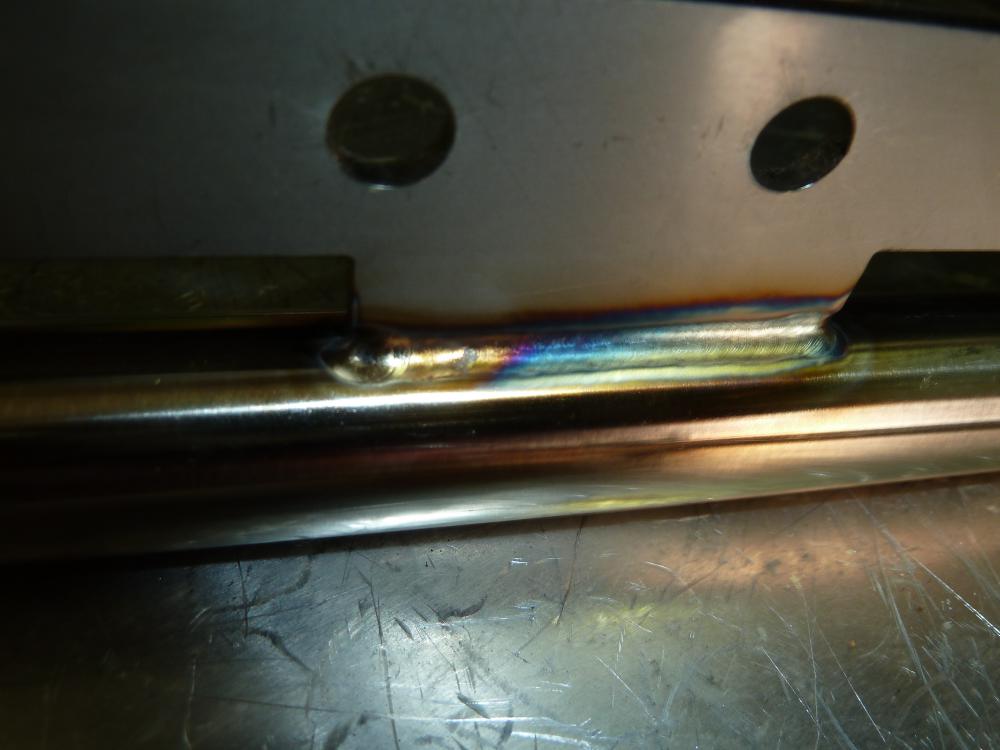
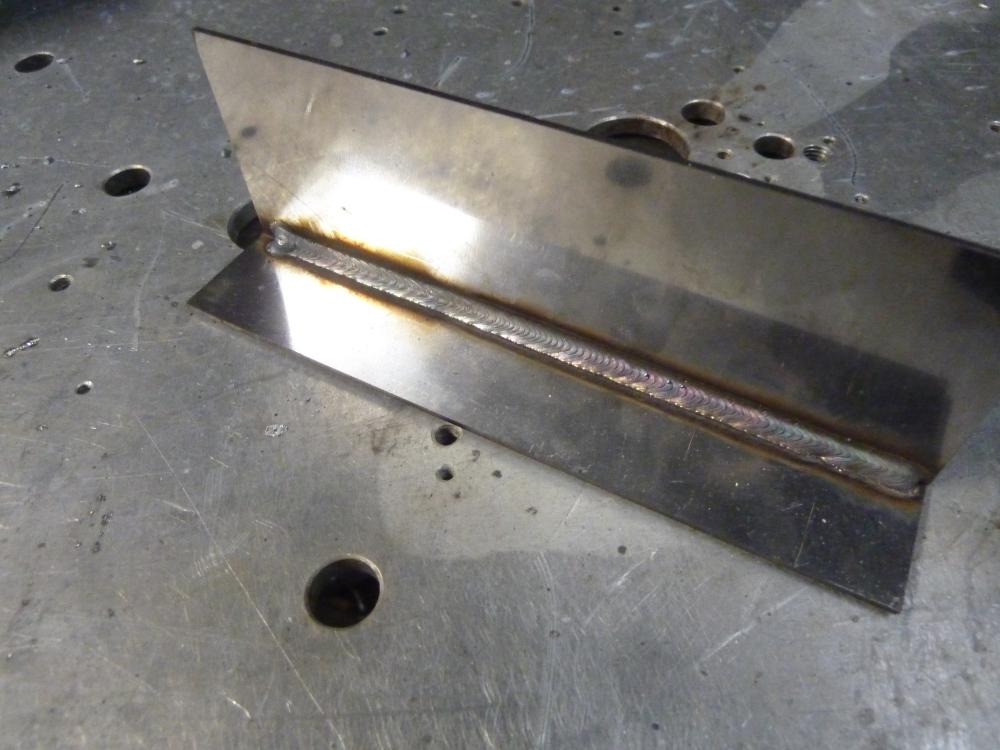
Да если чистый аргон , но говорят даже в супер чистом то есть 9999.9 есть влага и шов может иметь окалину на нерж . Да и очень горячий процесс особо в импульсе и не успевает нерж остыть и выходя из под защиты газа получаем окалину . Ну да есть сейчас смеси борющиеся с окалиной и с водородом впрочем она как бы под ТИГ но видел варят и в МИГ сварке (импульс) Во с выставки притащил и ИМПУЛЬС РЕЖИМОМ и РОБОТ со спец смесью от Линде , правду состав ее не скажу ну и во чо получается , а это хороший вариант шва в смысле защиты газом . ---------------------------------------------------------------------------------------------------------------------------------- Вот накидаю вам интересной инфы о сварке нерж тут и смеси есть и не только 98\2 но много других . особенности МИГ-МАГ сварки.pdf сварка нерж.pdf ----------------------------------------------------------------------------------------------------------------------------------------- ЗЫ , а это газовая азбука в архиве и доступна всем , кстати в ней смесь с гелием 85% рекомендуется для МИГ сварки и получения "чистых швов" . Мда Гелий дорог но похоже нам без него не туды и не сюды . http://websvarka.ru/talk/files/file/861-gazovaia-azbuka/
-
Виктор , вот я давно чесал лысину ,,, аааа Фрониус опередил , правду люминь но на нерж прокатит и суть не меняется . Но все равно попытаю на Меркле в интервал сварке и думаю будет нормально , да кое чо еще нашел в Меркле но нужно опробовать . И вот тогды создам тему " Merkle против ,, против...... всеХХХ" , а то скучно что то на Форуме стало
-
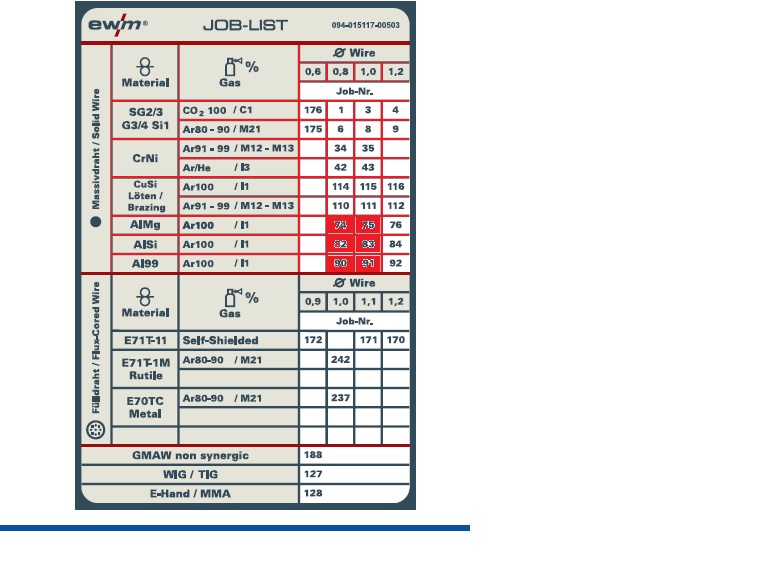
Вот смотрите , выбираете Job№ и давайте на примере и например выберем АМG проволока 1ММ и это Job № 75 Далее на аппарате выставляем требуемую толщину металла который будем варить , ну и практически все готово . Коррекция напряжения правая крутилка и корректируем длину дуги 2-3мм для импульс режима (брызг не должно быть) самое то , малая длинв дуги будут брызги , большая тоже плохо ,,,, то есть крутилка напряжения главный инструмент сварщика .
-
Сергей , во посмотри и аппарат STT , но спасаясь от поводок рекомендуют герметиком замазать . https://www.chipmaker.ru/topic/227008/?tab=comments#comment-4318542 Да только теперь здесь и можно , Чип превратился ,,,,, превратился ,,, а черт его знает во чО он превратился , видео и фото просто так не выложишь , маразм со стороны руководства и я там практически не бываю .
-
Александр , красиво- хорошо ,,,, но след все же есть У меня побольше , но я особо и не ставлю перед собой задачу "бабочки" на Ал сплавах и она ущербна ниже отпишу почему. Мне больше вот такое нравиться Вот типа бабочки но сопло на весу и присадок под 90г ЗЫ , ну и теперь о ущербности бабочки Вот присадок да еще умноженный на 3 у вас лежит и дуга там не в состоянии "покрошить" оксидную пленку и она ровно в середине шва и останется Видео есть у меня плохое не плохое но видно где крепче , присадок каплей подают или льют лежа на детали . Да вот классика , корень 6061 труба и любят американцы бабочку и чо не применить , но увы не так все просто с Ал и классическим и проверенным методом заполняет зазорчик .
-
https://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/
-
Это и есть настоящий Selco , впрочем почитай туты..... http://websvarka.ru/talk/topic/12586-weldex-2019/?p=399668
-
Ну , наколнец то они родили ПА в современном стиле , а то ТИГи у них были оформлены по супер современному , а ПА с крутилками . Да нет и спасибо , в декабре не как , да я и не представитель Selco а просто пользователь сего ТИГа и пока по стабильности АС дуги да и DC тоже и настройкам кои не имеют не каких ограничений (например вольфрам 3.2 и ток начинается у многих с 80А , здесь хоть 3А и главное будет работать) Вот это ДА и согласен , может весной выберусь на экскурсию и к вам заскочу ,,,, или может будете на следующий год на WELDEX2020
-
Но не знаю не знаю и вот вернулся очень сильный конкурент и пока не превзойденный да еще будет в новой одежке . Вот и наши не хуже а может даже переплюнули , в ПА точно переплюнули http://websvarka.ru/talk/topic/8744-evospark-rosweld/ http://websvarka.ru/talk/topic/12389-obzor-evomig-350/?p=402910 ЗЫ , Александр ,,, знаю хорошие у REHM тиги , ПА немного отстают от конкурентов . Попытать бы ,,,,, впрочем не чего нового думаю не увижу .
-
http://websvarka.ru/talk/topic/10443-svarka-aliuminiia/?p=381356
- 3 331 ответ
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
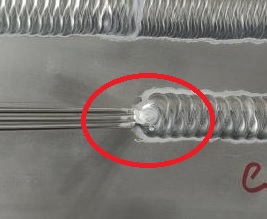
Сергей , ну это скорее что то экзотическое или присадку не ту применяли и присадка для газосварки не годиться и только СВ - 08 - Г2С подходит или ну это тоже самое проволочка от ПА 70S-6 . Может закипеть если газ защита плохая или ветерком сдувает и если уж закипела то сие место усе вырезать иначе не поможет не что и даже нерж. присадка . нормальная присадка и черная труба отлично вариться
-
Да так оно и есть . Можно "поставить руку" потренировавшись на черной трубе такой же толщины (нерж дорого ) поиграться с импульсом хотя на вашем аппарате он урезан но настроить можно под себя и т.д.
-
Егор не страшно , на Меркле есть АК 5 и АК3 и АМГ 5 и не помню может еще из АМГ чо забито . Пробовал АМГ в АК программе и наоборот и разницы большой не заметил и похоже разница в скорости подачи , коррекция усе это решает без проблем
-
Вот только хотел тебе отписать что два режима и обзовем по привычке" Двойного" у него . booklet_EVOSPARK.pdf Обмануть получиться , то есть выбираешь АЛ и думаю лучше АМГ проволочку 1,2ММ , а в аппарат черную 0.8мм и сим самым уровняешь скорости ну и коррекцией доведешь до идеала . На Меркле сие выходит . ЗЫ , не дело и Андрею отпишу или позвоню и пусть забивают Пульс2Р и черной проволокой и нерж да и SuSi3. SuAl не повредят и только на пользу пойдут.
-
Егор , ну усе класс , брызг вообще ноль да и ПА поет достойно Видео с 2.48 и так понимаю режим с ВЧ импульсом ?