MityMouse
-
Постов
395 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент MityMouse
-
@kostik, У вас слишком толстые, да ещё и оцинкованные листы. Для качественной сварки двух стальных листов толщиной по 1 мм нужен ток более 10000 А. Теперь умножьте на толщину и прибавьте процент на выгорание цинка. Плюс конструкцию ещё надо смотреть, если точки слишком близко окажутся, то придётся прибавку по току на шунтирование через соседние точки делать. Требуемая мощность будет адской, на одной электроэнергии разоритесь. А цена оборудования - вообще космос. Послушайте, что вам люди советуют. Проплавные швы или электрозаклёпки - ваш вариант. ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры.pdf
-
@АВН, Я про стандарты Вашей отрасли и не писал. Наоборот мне интересно, почему у Вас так? Строителям и котловикам такие приколы однозначно запрещены. А для чего рубили это место? 100% рентген именно на это место или на весь узел?
-
Могу ВДУ 506 бЭушный продать по сходной цене. Дури там - с запасом.
-
А сколько фаз будет в кузне?
-
@psi, А где вы в правильно спроектированных ёмкостях видели пересечение 3 швов в 3 пространственных положениях? Именно по этому при сварке тройников из труб, например, или штуцеров сосудов продольные швы ёмкости и штуцера должны быть разнесены не менее, чем на 100 мм.
-
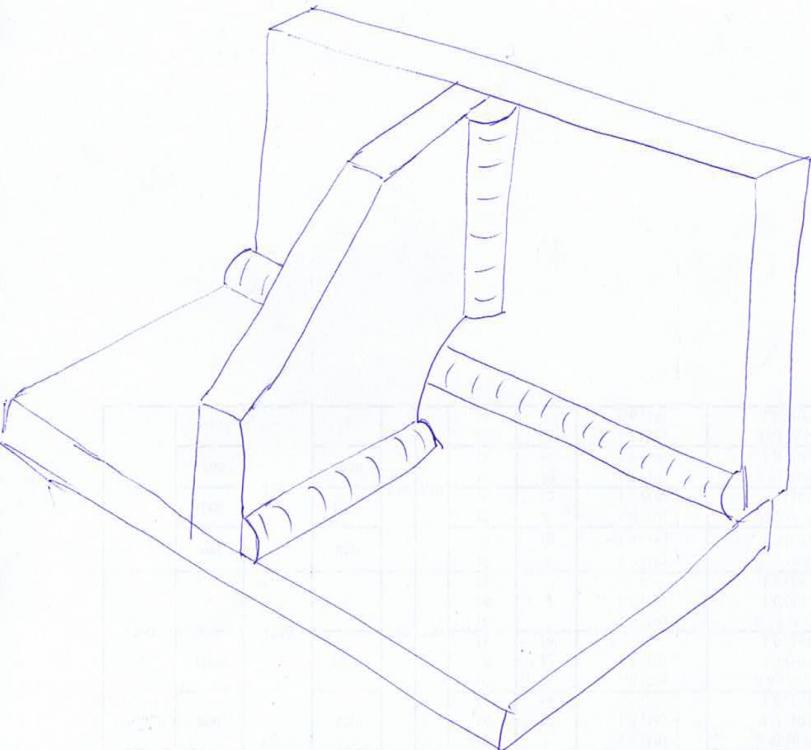
@АВН, Но ведь и вправду интересно. В институте предмет сварные конструкции изучали на примере строительных СНиП, как самого современного документа по расчёту на прочность. Так вот там было прописано, что нужно избегать 3-х осного нагружённого состояния (когда в 1 точке пересекаются 3 сварных шва в 3 разных пространственных положениях). А когда в конструкции такая необходимость есть, такие места нужно проектировать вот так: . Интересно было бы узнать у ваших проектировщиков.

-
@демонстратор, А где они территориально нахлодятся? Тоже интересно где енто такое делают? По москве несколько фирм вроде занимаются, только такого качества не видал пока. А швы из-под аргона как из-под автомата ручками видел только у Питерского завода Компенсатор.
-
@Амид, Прежде чем что-то греть и бить кувалдой, нужно подумать: 1) Как будите проверять плоскостность рамы? Нам ведь не нужен винт? На производстве такие вещи варят на стапелях или сборочных плитах. Если стапеля нет, то нужно хотя-бы правило для штукатурки купить и вымерять плоскость им. 2) Нужно понимать, что после правки металл уже не будет держать нагрузку как до неё. Поэтому, идеал - вырезка дефектного участка и вварка вставыша, но тогда очень трудно поймать размеры. Выход - один, править, затем делать накладки (можно и на болтах, но я бы приварил). Если накладки будут вариться, то не должно быть ни одного сварного шва идущего поперёк рамы (накладки должны быть в виде ромба или параллелограмма). С правкой - тоже аккуратно, если бездумно кувалдой лупить, то можно так раму замять, что потом вообще не выправишь. Или зажимать, а затем тянуть медленно и аккуратно лебёдками или использовать термическую правку (но тут нужен очень намётаный глаз и уйма терпения).
-
@Алексей51rus, Вполне себе достаточное давление. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды (далее по тексту Правила) устанавливают требования к проектированию, конструкции, материалам,изготовлению, монтажу, ремонту и эксплуатации трубопроводов*, транспортирующих водяной пар срабочим давлением** более 0,07 МПа (0,7 кгс/см2) или горячую воду с температурой свыше 115 °С.Правда в них указано, что они не распространяются на специальные установки военного ведомства,но не думаю, что военные городки - это специальные установки. Так что НАКС положен.
-
@Алексей51rus, Настаивайте на том, что для получения удостоверений НАКС необходим минимум 4 разряд (если варите трубы и котлы, работающие под давлением, то НАКС - необходим). А принять на работу вас могут по любому разряду, независимо от того, что у вас в корочках написано, единственное - что просто так снять разряд не могут, будут оформлять перевод на другую должность, а вашу ставку сокращать. Имеете полное право не подписывать документы на перевод, тогда вас могут уволить только под сокращение, а это - 3 оклада при увольнении (правда скорее всего больше Вам уже не работать в этой конторе).
-
@jumic, Просто скачайте ГОСТ 2.312-72.
-
Ростехнадзору расскажите.
-
@Andrew, Неплохо было бы иметь раздел: автоматизация сварочных процессов. Сейчас люди задают вопросы по режимам автоматической сварки где угодно в зависимости от того, какое конкретно оборудование стоит на портале или установке (TIG, MIG/MAG, АФ и т. д.). Про роботов своих долго думал куда писать. Могут быть подразделы по видам автоматической сварки, степени автоматизации (автоматическое с ручным наведением, программируемое, малая механизация и т. д.) или по назначению (цеховое, на монтаже и т. д.). Кроме того, можно разделы для вопросов по режимам и фото автоматических швов. Кроме того, автоматизация сварочных процессов часто влечёт за собой повышеные требования к качеству сборки, под решение проблем сборки под сварку тоже неплохо зарезервировать подраздел. Сборку под сварку и в самостоятельный раздел можно вынести. Схемы сварки и борьба с деформациями тоже, на мой взгляд, заслуживают своего отдельного раздела.
-
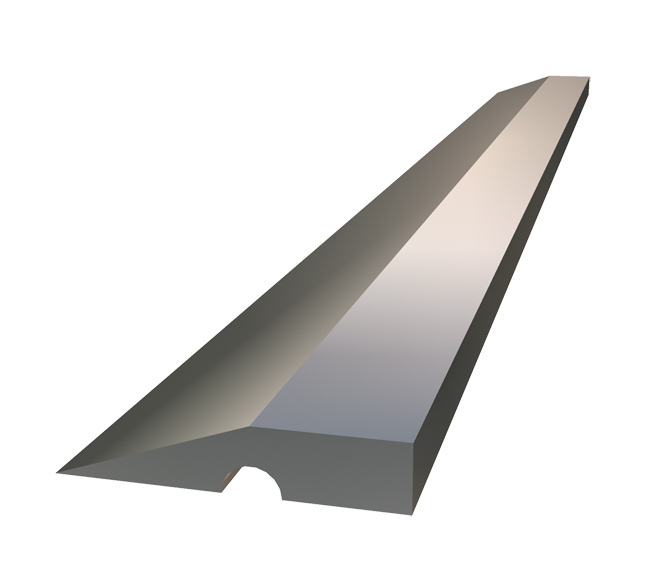
Чтобы не ломать копья по поводу оптимальной длины кабелей, можно использовать удлинители с байонетными соединителями . Когда надо, длиннее, но больше сопротивление кабеля, когда не надо, лежит себе на полке, есть не просит.
-
Тогда всё в порядке.
-
Ребят, ну вот как объяснить человеку, что нужно делать как положено, а не как хочется?
-
@x125yura, А что ещё обсуждать кроме компоновки системы? Вы ведь для этого вывесили её? А эта самая компоновка прописана, на самом деле, в куче нудных нормативных документов. Не знаю как в Казахстане, а у нас в России, есть специальный порядок проведения работ и нормы на проектирование таких дел. Ну это если всё официально проводить. Думаю и Казахстан ничего принципиально отличного от старых советских норм не изобрёл ещё.
-
@x125yura, Не нужно так горячиться. Послушайте, что Вам люди говорят. Знание правовых основ Вашей деятельности нужно в первую очередь - Вам. Так как с котельными не всё так просто. Стоит Вам быть зафиксированному как исполнитель работ при работе без проекта, а так же не дай бог быть назначенному ответственным за сие, то стоит произойти какому-либо несчастному случаю - сидеть на нарах - Вам.
-
@мутный, Если @x125yura под актами сдачи - приёмки работ не расписывался и сделал работу без оформления документов - ничего ему не будет, кроме мук совести.
-
@kopeysky, У меня в конторе есть стт аппарат. На складе где - то валяется. он ни для чего кроме корней не подходит. Даже облицевать на нём нельзя. А скорость сварки вообще черепашья. На фрониусе есть ещё режим стил рут, но без нормального доступа к корню ничего из этого не поможет. На крайняк можно забить на ГОСТ он сейчас рекомендательный характер носит. Пропишите в документации свой шов и варите по этим документам спокойно. Если валик ровный, кто посмотрит, что он шире на 2 мм? Лишь бы без наплывов, подрезов и чешуи. Да, Бецема когда цистерны собирает, тоже на подкладных пластинах донца с обечайками стыкует, но там сварка - под флюсом! Кстати, если не секрет, как вы на 5 мм подкладке добиваетесь нормального прилегания по кольцевому шву, ведь полоса - жёсткая?
-
@kopeysky, Ну что я вам хочу сказать. Я тоже сейчас работаю на предприятии, которое варит то же самое. Как трубник трубнику, корень и облицовка ВСЕГДА варятся отдельно на разных режимах. Люди не просто так аппараты с STT покупают. Хотите за один проход, и с одной стороны, извините, но так не бывает. Продольные швы труб без разделки замечательно варятся под флюсом, но подварочный шов обязательно должен быть. Единственный раз, когда я видел качественную сварку с одной стороны за 1 проход - это сварка плазмой. Какие проблемы сделать 2 слоя автоматом? Что программировать, что выставлять всёравно 1 раз. Время программирования не меняется, меняется только время сварки.
-
@kopeysky, Только настраивать заколебётесь, ваши бойцы если уж фаску делать не хотят, то собирать с постоянным и каждый раз одинаковым зазором - не смогут, а если зазор будет гулять - то швы будут или горбами ложиться или проваливаться.
-
@kopeysky, Потому и не проплавляете, что доступа нормального к корню нет. На С 19 варите в 2 прохода, один режим на проплавление корня, второй - на облицовку. В один проход не получится, слишком задачи разные. На С5 - зазор побольше и тоже в 2 прохода. Задача 1 прохода - проплавить, соответственно - большая подача, маленький вольтаж (или напряжение в - 2 а то и минус 4 если источник - синергетический) только в импульсе и смеси, чтоб дуга горела стабильно. А потом спокойно, комфортно облицовываете как вам надо. На своём роботе, думаю, что смогу такой фокус провернуть. Если за 1 проход фигачить проплавление, то формы шва не будет и подрезы сплошные. А по хорошему - не лениться, купить трумпф и рубить разделку.
-
@kopeysky, Ещё раз, скажите пожалуйста что за стык? Труба или пластина? Если труба, то какая среда? Давление? В сколько проходов варите?
-
@kopeysky, А что за соединение? Кольцевой стык? Плоский? Доступ к обратной стороне?