MityMouse
-
Постов
395 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент MityMouse
-
Можно и так, если корень вырезать как следует. Всёравно считаю, что вырезка корня нужна, так как никогда не знаешь насколько хорошо было зачищено, плюс ровный обратный валик держать на Al - тяжело, соответственно возникают бугры, соответственно при сварке с обратной стороны можно и не переплавить их полностью. Не претендую на истину в последней инстанции, просто мне тогда в цехе на сварку алюминия ещё тех сварных поставили. Варит, у него не получается, вызывает инженера, я ему: "Давай вместе разберёмся, так попробуем, так попробем", а он ни в какую: "я так всегда делал и всё хорошо было, а шире пропиливать и больше чистить мы не будем". Пришлось перестраховываться.
-
Дык про 6 мм никто с 2 сторон варить и не будет. Зачем некоторые варят с 2 сторон - загадка. Мы даже если и не плазмой а полуавтоматом, всё равно варили на керамике с одной стороны, выдавливая примеси в корень. Вот 30-ка там да.
-
@МИХА75, Речь про зачистку корня при двусторонней сварке ведём. Хз, никогда с задувкой алюминий не варил, всегда корень вырезал. Я про то и говорю, что прорезать надо при двусторонней сварке или выдавливать примеси в корень шва при односторонней. Не знаю как там в судостроении, а в котельном производстве все подобные швы проходили рентген. И стоило не вырезать корень, сразу следовала браковка. Для всякого производства - свои требования, кому-то и так сойдёт, а кто-то вынужден ухищрения всякие придумывать. Кстати, пришёл я как-то устраиваться главным сварщиком на МССЗ (Московский судостроительный и судоремонтаный завод), мне сказали, что у них там проблемы со сваркой алюминиевых катеров для МЧС. Типа мол: "объясните сварщикам как нужно варить". А там: мама дорогая, ничего не зачищено, цех грязный прегрязный, об обезжиривании вообще никто не задумывался, сварных гонят как сумасшедших, короче руководство вообще не понимает, что такое сварка алюминия, а пальцы гнёт, что у них там кругом европейское качество. Так и отказался от этого счастья.
-
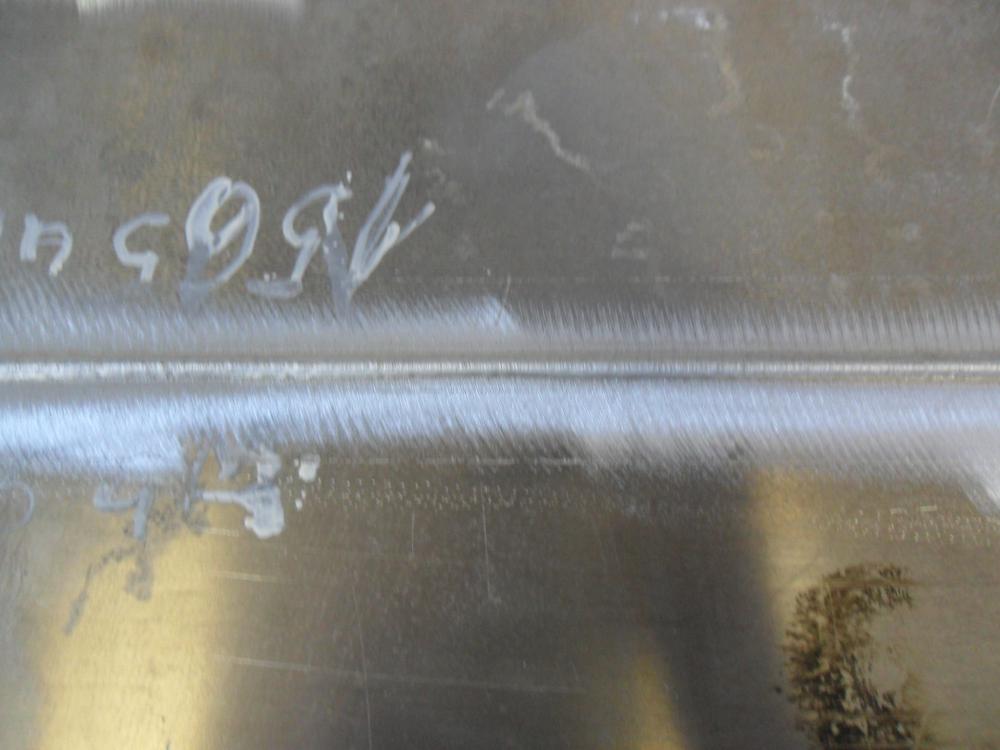
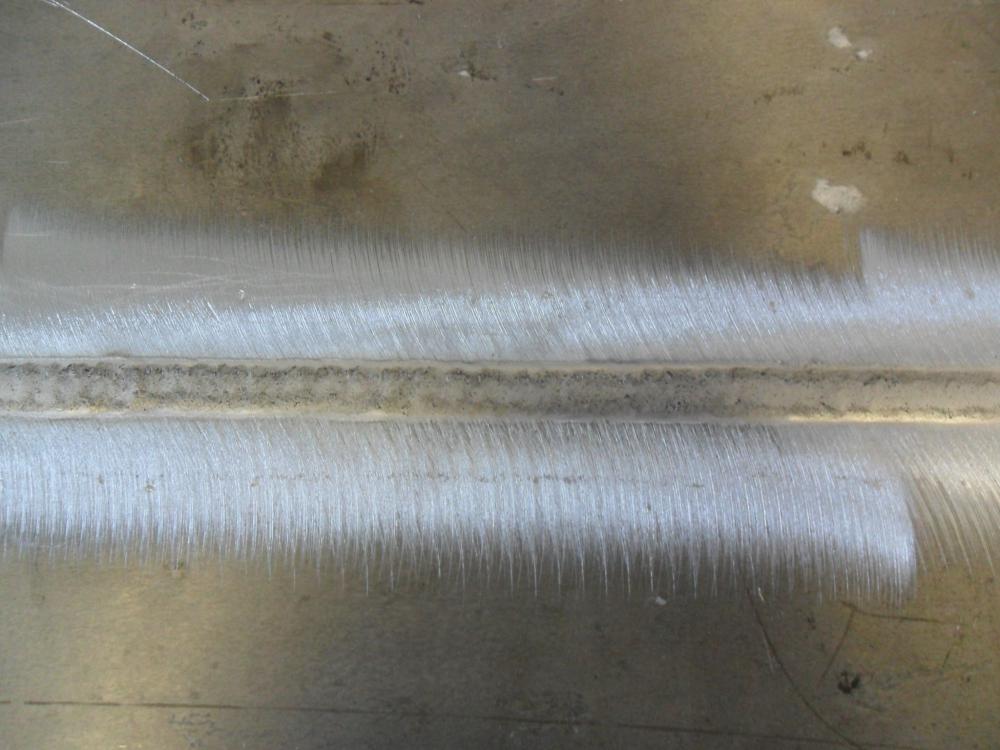
@МИХА75, Так вы с Криогенмашем знакомы? Астахина Владимира Ивановича знаете? Вопрос о переходе от стальных к алюминиевым конструкциям автоцистерн для перевозки нефтепродуктов и цементовозов встал в полный рост на Красногорском заводе Бецема ещё до того, как я пришёл туда работать. Тогдашний Главный сварщик с помощью директора завода обратился к Астахину (который в ту пору уже был на пенсии) по этому поводу. Рассмотрев несколько вариантов остановились на таком. Сварку карт из АМг5М производить на плазменной установке в узкощелевую разделку с применением формирующей подкладки без газовой защиты корня (смотрите фото поста № 33). Таким образом сварку вести для того, чтобы примеси вытеснялись в специально увеличенный корень шва, формируемый подкладкой специальной формы. После сварки, выступающий корень сошлифовывали заподлицо с основным металлом. Сосуды изготавливали по ОСТ 26-01.1183-82 и проходили рентген в обязательном порядке. Кроме того, было принято решение производить составные фланцы для крепления крышек бункеров цементовозов (диаметр внутренний - 600 мм, ширина - 300 мм, толщина - 30мм). Сварку секторов фланцев предполагалось вести в Х-образную разделку с применением выводных планок и предварительным газовым подогревом (так как 30-ку АМг5М прогреть дугой и положить качественный шов - та ещё проблема) крепко прижимая сектора к специальной кантуемой приспособе с окнами для доступа к стыкам (полуавтомат Phoenix 401, проволока LNM Al Mg 5 диаметром 1,2 мм). Порядок заполнения разделки таков: провариваем корень и ещё один проход сварных швов с 1 стороны, кантуем приспособу с фланцем, выбираем фрезой первый проход сварного шва полностью, увеличиваем подачу проволоки и варим 2 прохода стараясь выдавливать возможные окислы в усиление шва (чтоб всплывали). И таким образом, кантуя и, при необходимости, подогревая, варим фланец. Затем оставляем остывать в приспособе. Все эти ухищрения связаны с возможностью образования окиси и оседания пыли на поверхности зачищеных деталей в процессе производства (кто работал на больших производствах - понимает, что зачистить, тут же обезжирить и сразу сварить настолько габаритные конструкции удаётся не всегда, а на чистом аллюминии окись образуется с ураганной скоростью). Как-то работая ещё в авиадвигателестроении зачищал, обезжиривал и протравливал алюминиевую присадочную проволоку. В первые несколько секунд она белая как только что выпавший снег. Но пока я нёс эту проволоку в другой пролёт цеха она успела посереть прямо на глазах.
-
@Piratwar, На прошлой работе использовали их плазморезы ZIP 3 и ZIP 4. Неплохо себя показывают. Резали алюминий. Использовали сварочный аппарат - аргонник, марку не помню, сломался - починить своими силами не смогли (сами виноваты, долго гоняли аппарат на токах, для длительной работы на которых аппарат не предназначен). Больше ничего у них контора не приобрела, хотя предложений было много. Основное препятствие - дорого. По качеству того, что использовалось - нареканий нет.
- 3 ответа
-
- 1
-

-
@МИХА75, А теперь к вопросу: а был ли мальчик? Варили с поддувом? На трубе-то не вопрос: заглушил, накачал и готово. А лист? Уже спец. приспособа нужна. А без поддува у вас в корне как не старайтесь кака скопится. В зависимости от типа производства иногда проще вырезать. Хорошо когда производство - единичное. Тогда изделие можно вылизать и сразу же проварить. А когда условия производства чутка пожёстче? Аллюминий стоит на 30 минут зачищеный оставить в пыльном цехе и, по идее, уже перечищать надо. Просто работал в конторе, где производство аллюминия ставил бывший главный сварщик Криогенмаша. Вычищать, вылизывать детали - это да, но и от вырезки корня ни кто не отказывается. Под рентген лучше перебдеть, чем резать и переваривать.
-
@МИХА75, При таком подходе, рентген вам никогда не пройти, включения в шве останутся. Можно попробовать варить на формирующей подкладке, выдавливая оксиды в корень шва. Затем просто срезать обратный валик заподлицо с основным металлом. Вот здесь сварка аллюминия на формирующей подкладке , правда плазмой (форма подкладки - узкое V с постепенно расходящимися полками): - корень - лицевая сторона. сильно выступающий обратный валик с окислами потом зашлифовывают. Рентген проходит "на ура".

-
@kopeysky, В принципе, сварка под флюсом - хороший вариант, если можно выполнить предварительную подварку изнутри. При сварке на подкладном кольце нержавейки, в отличие от чёрной стали, в корне образуются окислы, которые и не дают вам пройти рентген. Можно или проварить корень шва полуавтоматом с обратной стороны, затем вырезать с лицевой стороны окисленный слой до металлического блеска и заварить под флюсом окончательно (по времени надо посчитать, может быстрее сварки полностью полуавтоматом получиться, плюс - качество). Фаска - обязательна (ГОСТ 16037-80 - под полуавтомат или ГОСТ 8713-79 - сварка под флюсом (способ сварки АФш - с предварительным наложением подварочного шва)). Или сделать разделку и пройти корень с лицевой стороны в один слой полуавтоматом, а потом заполнить разделку и облицевать под флюсом (если требования по образованию окислов в корне шва - жёсткие, то перед проходом корня полуавтоматом нужно заполнить сосуд сварочной смесью или чистым аргоном). Это, если нет требования к стойкости к МКК - межкристаллитной коррозии и содержанию ферритной фазы. Если стойкость к МКК и контролть содержания ферритной фазы - прописаны в документации на изготовление изделия, то сварку под флюсом лучше не применять. Когда я, у себя, варю отводы под стойкость к МКК и контроль ферритной фазы варим полуавтоматической сваркой в среде смеси 2,5%СО2 + 97,5% Ar проволокой диаметром 1,2 мм марки Ok Autrod 318Si. При подборе марки проволоки нужно посчитать по диаграмме шеффлера какой материал получится при смешении материала присадки с основным материалом (металл должен попасть в аустенитную область с содержанием 5% ферритной фазы). Плюс в марке должен присутствовать 1% Nb или Ti - для снижения вероятности выпадения карбидов хрома по границам зёрен металла и, соответственно, обеднения границ зёрен хромом (снижение вероятности межкристаллитной коррозии). Сварку нужно вести на подачах не более 6,5 м/мин, цвет наплавленного металла должен быть розовым (значит лигатура не выгорела при сварке, т. е. мы не перегрели шов при сварке). Думаю, что вам можно не париться, а варить под флюсом на подварке. Во всех случаях нужно зачищать и обезжиривать поверхности разделки, внутреннюю и наружнюю сторону стыка на ширину 20 мм от шва. Применение сварки на подкладном кольце - для сварки под флюсом чёрных сталей, здесь - не прокатит.
-
@kopeysky, Не очень тогда понял про нержавейку. Под воздух сроду стальные делали, ну да ладно. Про разделку не сказали. Делаете? Сколько градусов угол разделки? Скиньте пожалуйста фото маркировки на коробке с проволокой (шильдик). Кстати, чем делаете раскрой перед сваркой? Плазмой? Окисленный слой вырезаете? Судя по вашему Рассказу, складывается впечатление, что вы всегда варили эти изделия из простой стали, затем решили заменить простую сталь нержавейкой, а варить продолжили как раньше. На ПДГУ скорость подачи проволоки выставляется гитарой скоростей (пара шестерён)? Шестерни к аппарату все в наличии, или стоит то, что стоит и сроду их не меняли?
-
@kopeysky, Хз, у поставщика надо сертификат спрашивать. В нормативке он однозначно не прописан. Про чистку проволоки сказал просто по тому, что марка - советская. Если она - древняя со склада, то тогда надо разматывать, чистить и назад на катушки мотать (в союзе и мотали и чистили). Если проволока - современная, от известного производителя, то ничего не нужно. Условия работы соединения? Давление? Среда? Газовой защиты корня шва - нет, поэтому металл плохо ложится и окисляется. По ПБ 03-584-03 или по ПБ 03-576-03 работаете? Без подкладного кольца не пробовали? Кстати, разделку то делаете? Какой угол разделки? сколько миллиметров - притупление? А то только про зазор написано.
-
@kopeysky, 1. Как зачищена и обезжирена обратная сторона стыка вокруг зазора под подкладной пластиной? 2. Как зачищена и обезжирена сама подкладная пластина? 3. Как зачищены и обезжирены поверхности разделки и притупления? 4. Как зачищаете и обезжириваете сварочную проволоку (если используете советскую, то надо бы каждую катушку проверять, чистить, обезжиривать)? 5. Заполняете ли ёмкость смесью (или аргоном) перед сваркой? 6. Насколько хорошо пластина прихвачена к стыку с обратной стороны (какие зазоры между пластиной и стыком)? 7. Расход газа? 8. Токи (или величина подачи проволоки)? Если хотите "стеклянный" шов, используйте: проволоку SAS 2-UP и флюс BB 202 производства бёллер велдинг (матовый или глянцевый вид шва зависит от типа сварочного материала, но на качество это ни как не влияет). После полуавтомата ни разу не видел глянцевого шва (только после сварки под флюсом и штучным электродом, и то не всяким). Можно поработать травильной пастой: avesta blueone pickling paste 130.
-
@АВН, Ок. Тогда начнём с начала. Как-то на работе поступил заказ на сварку отводов сварных секторных по ОСТ 36-21-77 с диаметром 630 мм, углом 90 градусов, стенкой 12 мм под давление 2,5 МПа, и по типу ОСТ 36-21-77 диаметром 325 мм, углом 90 градусов со стенкой 8 мм под давление 1,6 МПа. Все из стали 12Х18Н10Т, с требованиями на стойкость к МКК и контроль ферритной фазы + ВИК и Рентген по ПБ 03-585-03. Изначально, по инерции, руководство предполагало варить продольные швы труб из которых потом изготавливаются отводы под флюсом. Так как со сваркой под флюсом нержавейки я был слабо знаком, побоялся перегрева зоны сварки и выгорания лигатуры (т.к. под контроль ферритной фазы и стойкость к МКК). Предложил альтернативный вариант: варить продольный шов на роботе IGM в среде смеси газов 2,5%СО2+97.5%Ar проволокой диаметром 1,2 марки Ok Autrod 318Si. Так как подварить 325 трубу изнутри можно, но проблематично решили попробовать сварку на керамической подкладке с минимальным размером канавки без защиты корня шва аргоном. Сварку вели в 2 слоя: корень и облицовка. Когда настроили режимы выяснилось, что сварка идёт с полным проплавлением и образованием выпуклого обратного валика на зазоре, но в местах прихваток полного проплавления достичь не получилось (хотя прихватки подпиливали до последней возможности), так как режимы мягкие, подача проволоки маленькая - 6,5 м/мин, плюс нержавейка - достаточно тугоплавкая и растекается хуже углеродистой или низколегированной стали. На более высоких подачах перегревали шов и наплавленный металл был чёрного, а не розового цвета (соответственно - лигатура выгорела). Формирование обратного валика - удовлетворительное. Обратный валик - сильно окислен. Так что от этого способа отказались в пользу сварки на подварке (подварка велась без защиты обратного валика с последующей вырезкой окисленного слоя). Думаю, что с поддувом аргона в корень можно было достичь более качественного формирования обратного валика. А на менее ответственные изделия можно было и без поддува варить.
-
@АВН, Неправильно выразился. По сравнению с флюсовой подушкой - нет. Чтобы обеспечить защиту корня шва при сварке нержавейки полуавтоматом на керамике, нужно поддув газа в корень организовывать. Если это не ёмкость и не труба, которые можно газом заполнить - защиту корня шва организовать сложно (сама керамика как подкладка - мешает). А без поддува корень формируется плохо (не растекается присадка).
-
@Shaman, Про "покойников" вам правильно подсказывают. При сборке деталей, когда из-за резки образуется слишком большой зазор, меньшую деталь (в вашем случае - заглушку) нужно снять, наплавить электродом по торцу и подогнать болгаркой, а не газом. Варить обязательно по комфортному зазору.
-
Процитированное нужно для одного: защиты зоны сварки от атмосферного воздуха, так как титан более химически активен, чем даже алюминий, и просто поддува в корень и большого расхода газа из горелки для обеспечения качественной защиты - недостаточно. В общем нужно - для одного: качественной сварки. Ну а замазать стык всегда можно, только вопрос - как он будет держать? И сразу всё будет на своих местах. Оно и так на своих местах, достаточно прочитать любой технологический процесс на сварку ответственного изделия.
-
Пока основной металл не прогрет (алюминий - очень теплопроводный) присадка плохо ложится. Нужен подогрев перед сваркой или выводные планки.
-
@мутный, Хз, у титана тоже разные сплавы бывают.
-
@Xmel012, Что было понятно, чегой-то народ взбеленился. Действительно качественной сварки титана можно добиться в камере с контролируемой атмосферой или другими специальными методами. Просто взять аппарат и качественно сварить титан без применения специальной защиты- невозможно. Если Титан сварить просто ТИГ-ом, он будет хрупким как стекло. Стоит слегка ударить деталь молотком и шов треснет. Титан плохо работает при повышенных температурах. Так как он очень химически активен, то активно реагирует (окисляется) с атмосферным воздухом, а при сварке простой защиты аргоном из сопла - недостаточно. Если его просто нагреть без всякой защиты от окисления атмосферным воздухом - титан просто сгорит (P S а вы думали почему так страшен пожар в титановой подводной лодке? Потому, что даже материал стен - горит).
-
Хм, СОЖ - смазывающе-охлаждающая жидкость. Что в воде с мылом смазывает? Может тогда и просто вода - СОЖ? Видать не понял течения вашей мысли. В СОЖ (если это - действительно СОЖ) всегда введено смазывающее вещество, которое не смывается с детали и горит при сварке. По всем нормативам после СОЖ требуется обезжирить алюминиевую деталь. Поясните вашу мысль подробнее пожалуйста.
-
По всем правилам круг может оставлять в мягком аллюминии включения абразива, соответственно рентген такие швы не пройдут.
-
@Anatoliy9971, НА самом деле, возможность сварки по шлаку зависит от типа покрытия электрода. На практике на МОСГАЗе учебный мастер рассказывал, что некторорые электроды допускают сварку с отрывом, некоторые - нет. Но по технологии, сварка по шлаку - категорически запрещена, именно из-за того, что при неправильной технике наложения шва шлак может остаться в металле. Если шлак отбивается не весь, совершенствуйте технику сварки (а пока не усовершенствовали, берите болгарку и чистите до чистого металла, т. к. пусть лучше часть металла срежете, но шлака в шве гарантированно не будет). У новичков часто бывают зашлаковки и крупная чашуйчатость, которая и не даёт хорошо отбить шлак.
-
К тому, что сож при фрезеровке в основном на станках используют. Можно конечно и так, только потом обезжиривать после неё надо.
-
1. Не у всех есть фрезерный станок. 2. Не каждое изделие можно поставить на фрезерный станок. Для снятия фаски на листах можно использовать кромкорезы: http://www.stanki-proma.ru/production/metal/bevelling/item_350.html например. В труднодоступных местах ничего страшного не будет, если разделку сделают камнем, а затем выгрызут поверхностный слой щётками. Ну и качественная бормашинка (с качественными фрезами) - как идеал.
-
@Ferio, Отвод из шовной трубы не напугал, так как она и так шовной получилась, да и стандарт разрешает. Напугала сварка под флюсом. А именно - большое тепловложение. Выгорания лигатуры побоялся. Может и не прав, может можно было просто компенсировать дополнительным легированием через флюс и проволоку.