Welder S
-
Постов
44 -
Зарегистрирован
-
Посещение
Достижения Welder S
")
Новичок (1/14)
57
Репутация
-
Подскажите какую присадку лучше использовать для сварки перил?
-
 Здравствуйте, Все! Случилась беда! Предложили срочную работу, а данный аппарат подвел: собрал деталь на прихватки и проварив около 150 мм сварного шва загорелся светодиод перегрева! После 40 мин ожидания он так и не погас. Решил вскрыть кожух и вот что я там обнаружил На двух элементах (как они называются я не знаю) не было прижима в следствии чего они отошли от радиатора. Подскажите выход из данной ситуации с наименьшими потерями.
Здравствуйте, Все! Случилась беда! Предложили срочную работу, а данный аппарат подвел: собрал деталь на прихватки и проварив около 150 мм сварного шва загорелся светодиод перегрева! После 40 мин ожидания он так и не погас. Решил вскрыть кожух и вот что я там обнаружил На двух элементах (как они называются я не знаю) не было прижима в следствии чего они отошли от радиатора. Подскажите выход из данной ситуации с наименьшими потерями.
- 214 ответа
-
- 1
-

-
- полуавтомат
- MAG
- (и ещё 1 )
-
Изготавливается из листа S=1мм
-
При определение числа проходов (в дальнейшем все расчетные числа проходов, площади сечения металла шва будут рассматриваться только для наплавленного металла) следует иметь в виду, что: сечение первого прохода не должно превышать 30...35 мм2, а последующих - 30...40 мм2; при сварке угловых и тавровых соединений за один проход выполняются швы катетом не более 8...9 ммПри необходимости выполнения шва с большим катетом применяется сварка за два и более прохода. Данные ограничения вводятся для нормального и стабильного процесса, хорошего формирования шва и протекания в полном объеме при сварке всех реакций металлургического характера. При сварке швов стыковых соединений площадь поперечного сечения металла, наплавленного за один проход, при которой обеспечивается оптимальные условия формирования, должна составлять не более, мм2: для первого прохода (при сварке корня шва) F1= (6...8)*dэдля последующих проходов Fn= (8...12)*dэЗная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного при первом и каждом последующем проходах, найдем необходимое число проходов для обеспечения заданной геометрии шва: n=((Fн - F1) / Fп)+1
-
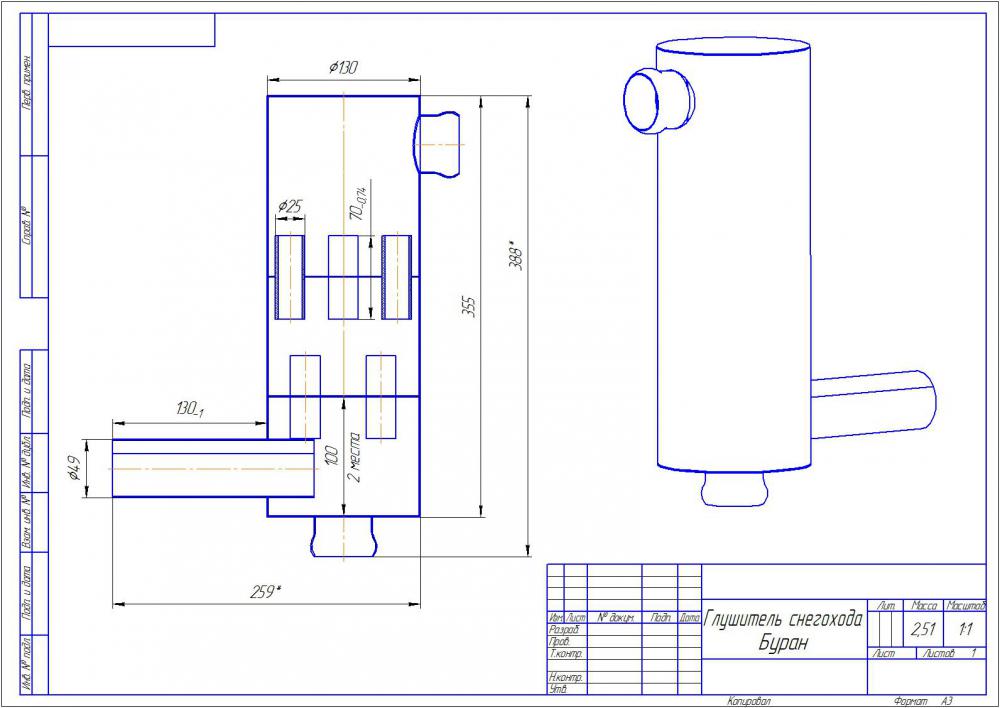
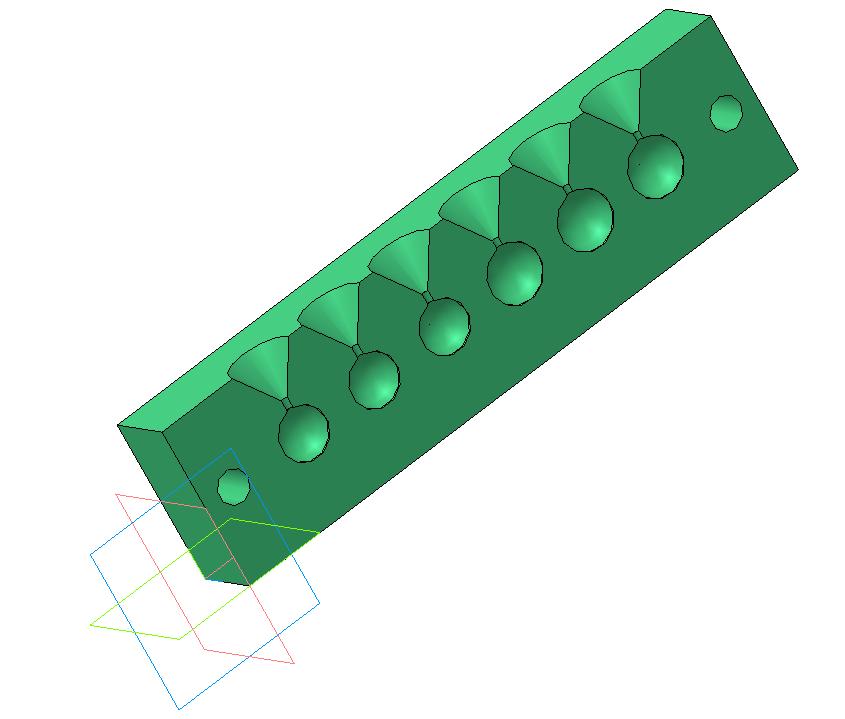
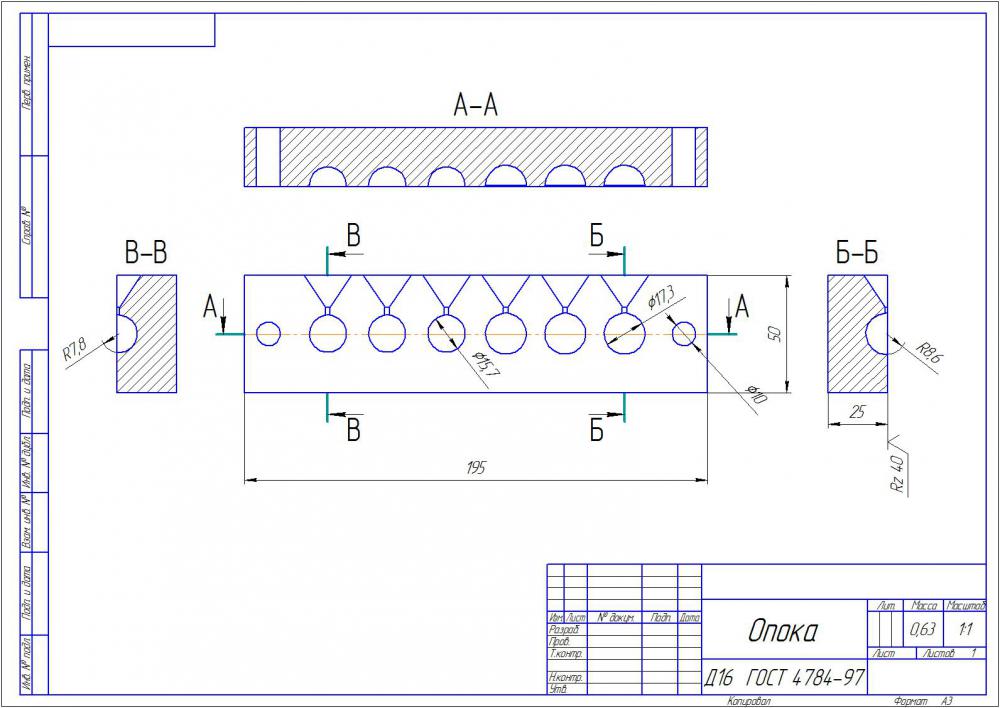
Может кому-нибудь и пригодиться, изготовление пуль 12 и 16 калибров.
-
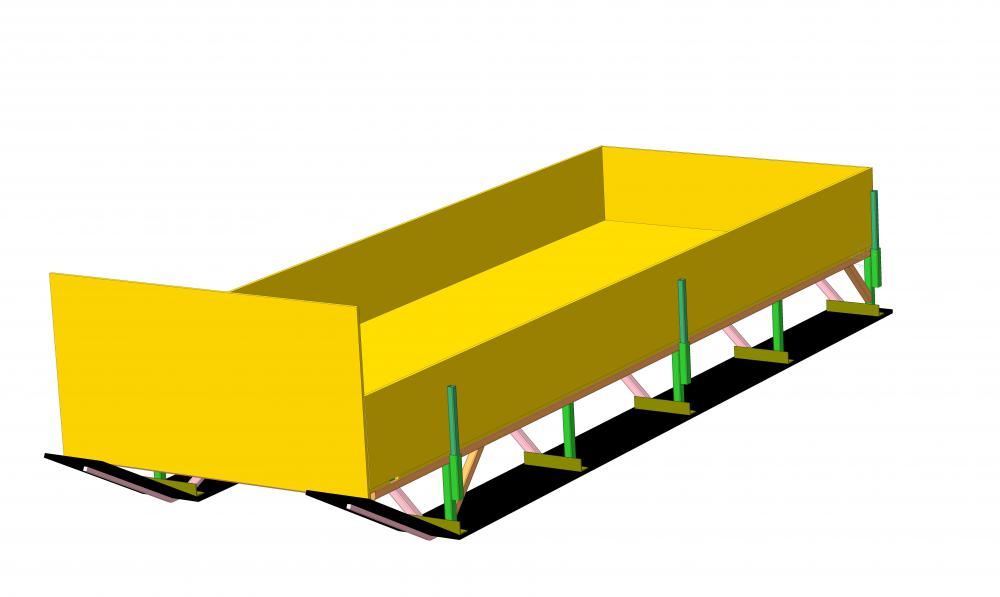
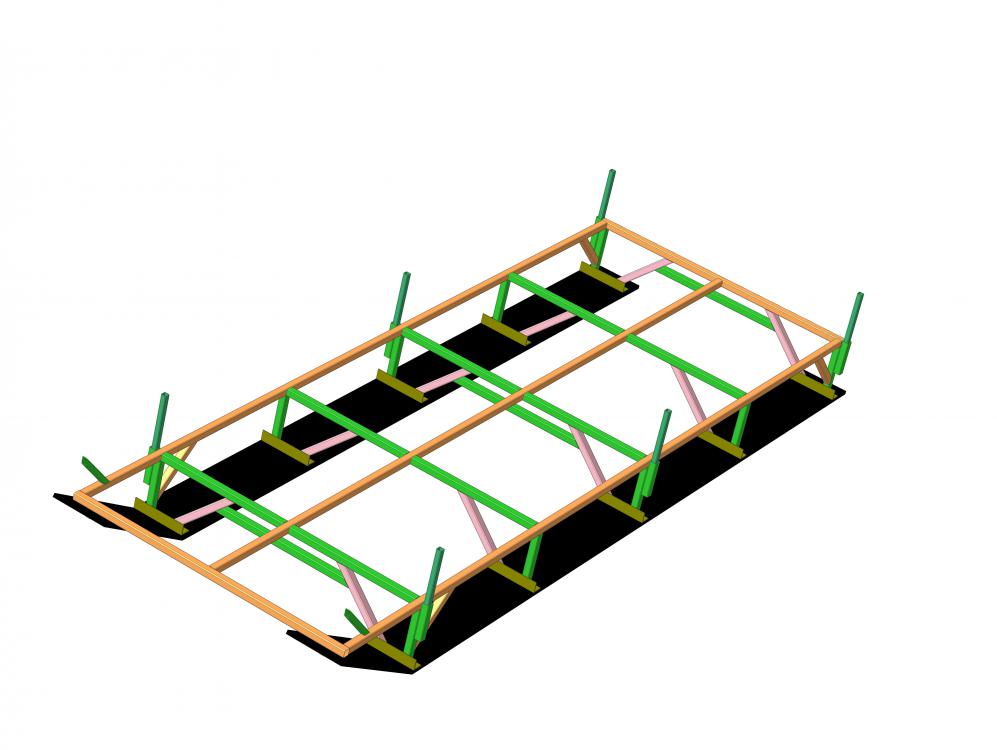
Нарты для снегохода на выходных буду воплощать в жизнь. Размеры 2300х800х250.
-
Заказ на Транснефть, когда-то сам такие вещи варил. Сейчас только контролирую технологию сварки.
- 1 853 ответа
-
- 21
-
-
Надо хотя бы секторные отводы!
-
Плазморез и циркуль к нему и будет вам счастье.
-
Правильно выбранные режимы сварки: обратная полярность; скорость сварки; сила сварочного тока и т.д..
-
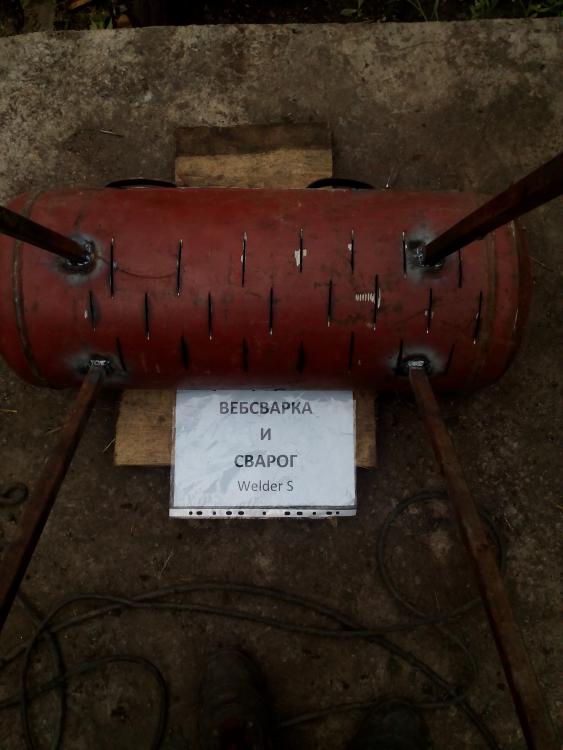
Здравствуйте, Все. Давно собирался изготовить новый мангал, но было очень много НО, и вот нашел свободную "минутку" поработал руками Маленький баллон был подготовлен уже давно, но для этого проекта пришлось маленько доработать. Даже сын вызвался помочь. Все чертежи держу в уме на сколько это возможно Примерно будет так Примерил одну крышку и приварил шарниры и ручку к ней Доработал вторую крышку и также закрепил шарниры Прорезал отверстия для лучшего горения углей. Конечный результат установил на своё определенное место в зоне отдыха на приусадебном участке. Хотелось бы покрыть термостойкой краской, но это в планах на будущее. Конкурсная работа №18 в рамках Конкурса сварщиков «Мангал своими руками» Генеральный спонсор конкурса ТМ «СВАРОГ» — российский бренд сварочного оборудования. http://websvarka.ru/images/forum/logo_svarog250.png
-
У нас было на TETRIX 350, что держак с электродом замкнут на корпус тоже очень долго искали неисправность!
-
А Тех.Карта имеется? Вообще С17 без подкладной пластины варится, если сварщик знает как варить круглую трубу то я думаю прямоугольную заварит без проблем и без подкладки.
-
Я такие вещи делаю по цене 100 руб. - 10мм
-
А чем рутиловое покрытие хуже основного если стержень обоих электродов будет Св-08ГС?