

krech
-
Постов
1 935 -
Зарегистрирован
-
Посещение
-
Победитель дней
55
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
Шов для расковки как на чугуне в пару сантимов делать длиной или подлиньше можно?
Нет не как на чугуне , к примеру тот фрагмент на Ал. кладем первый шов , допусти пускай он будет 5см - 7см , положили , и в скором порядке скилываем сварочную маску и пока не остыло (остывает идут потяжки , расковываем , расковали кладем следующи и опять быстро-быстро расковываем .
-
 2
2
-
-
@krech, про расковку алюминия подробнее, подробнее...

Ну , как описать , берешь молоток , и быстро пока не остыло куешь - плющишь , он очень легко поддается как пластилин , и снимается напряжение потяжки , не так тянет металл. На чугуне тоже помогает , на алюминии проще .
А вот фрагмент как у
на фото , тоже варил слоями , и каждый слой расковывается . Порой даже когда варишь саму постель колен вала и раскуешь ее , то бывает не стягивает и не требуется фрезеровка поверхности постели колен вала , куда ложатся-прикручиваются крышки .(перед расточкой и хоном постелей.)
-
4
-
-
mikinalexei
Как постели распред вала .? не повело ?
вчера варил блок , Ал. две пробоины небольшие , и так же плюс еще фрагмент выплавлял ,
Там рядом были постели колен.вала и в блоке еще два балансирных вала , поводки категорически не допустимы , пришлось расковывать швы что бы не тянуло.
(фото может завтра выложу)
-
3
-
-
Я делаю разделку к примеру , не знаю узкая она или широкая , но делаю так что бы , можно было подлезть , и заварить (востановить) стенку на всю толщину , что бы было монолитом , если сделать просто надрез ну к примеру на толщину круга отрезного от болгарки 1.2 или 2мм , то сложнее проварить , выплавить стенку всю монолитом .
-
4
-
-
Все это ребята конечно хорошо , все мы немного бываем "безбашенные" и принебригаем Т.Б.
но помню жару 2010 года .
я как раз приехал с моря , загоревший , (я загараю обычно очень хорошо) .
Так вот варил по пояс голый , ни каких ожогов , ни чего , но повторюсь это визуально , а что и какие излучение получил -впитал мой организм это мне не ведомо , заметил только что стал молодеть , из года в год ))
-
9
-
-
Сын председателя наверно ))
-
3
-
-
@Георгий 11, давным давно приходилось. Помню что току много жрал, А у меня 200А однофазник, с резаком варил, умаялся.
Приносили порой часто партиями по 4 диска , нужно было все отверстия болтовые заварить 20 штук получалось ,
Работа вроде бы не сложная но действительно греть нужно хорошенько , у меня на 500 А был аппарат , но представляю как на 200 тяжеловато варить ..
Как кто то тут писал , главное не продешевить .
-
1
-
-
ико прошу прощения, но в двигателе идёт речь всё таки о компрессии и степени сжатия. В дизеле они есесно неплохо больше. Вакуум это немного другое .
Все правильно я о методе проверки , не будет держать вакуум не будет компрессии.
И все верно такой же вакууметр у нас .
Досмотрел до конца , я понял он отправил все в помойку , все делается и головка и блок , не думаю что новый блок или бу на разборке будет дешевле чем загильзовать 1 цилиндр , примерная стоимость работ гильзовка со стоимостью гильзы 4000 р , плоскость 1500 р опресовка 2000 р .
по моему так .(если не ошибаюсь)
-
5
-
-
Это что-то новое в ДВС, поэтому на этом и закончим обсуждение о головках и клапанах.
Зачем же предераться , я думаю кому надо понял .Если для Вас это ново или не знакомо то зачем же грубить ? Тогда лучше все претензии предъявлять к фирме производителю станочного оборудования (по ремонту головок и блоков автомобильных ) Американскому . Точно с Вами о головках разговор не стоило заводить.! Дальше будет не для Вас .
Просто после обработки седел резцом и притирки клапанов (пастой) проверяем герметичность не керосином слышите Карл ? (заливая и смотря на течь) а есть у нас ВАКУУМОМЕТР (что бы ему пусто было ) . Вставляем впускные или выпускные клапана , прижимаем их пальцами (вся процедура проверки осуществляется перед сборкой ибо если не дотерли что бы сто раз не разбирать не собирать.) Включаем пресловутый ВАКУУМОМЕТР ,прижимаем одну из частей Вакуумометра к впускному или выпускному каналу колектора (в зависимости от того какие мы клапана проверяем ) и смотрим на индикатор -стрелочку , показание если не соответствует норме трем дальше . Показания вакууметра при проверки дизельных головок значительно выше до нормы нежели бензиновых.
-
7
-
-
Так что я "варит головки в сборе с клапанами ? скажите КТО ??" Что дальше?
Ну в принципе дальше ни чего ...
Если клиент предупрежден , и если тем более газель и не около седел сварка (не близко) то пойдет.
Если РенджРовер какой нить к примеру и тем более дизель (где вакуум в цилиндрах на порядок больше должен быть).
И тем более если клиент не предупрежден, или тот сервесмен который к вам привез эту головку варить , что бы собрать потом клиенту машину . То они вернутся очень сердитые , или к вам , или к сервесмену (что скорее всего если он предупрежден).
-
1
-
-
Клиент предупрежден, разбирать не захотел. Ремонт небольшой, вроде обошлось. Достали в масле возить, больше не возьму пусть моют. Одних только так отучил.
Хотя да , не так немного выразился , и самому приходилось в сборе варить , но естественно клиента предупреждал о возможных последствиях .
Что Даже при небольшом обьеме сварки на плоскости в районе седел , их поведет , если обьем сварки больше и нагрев больше , маслосъемный колпачки менять , если еще больше менять пружины .
-
1
-
-
Ну если привозят ..знающие люди..тогда да , тогда ага , меняет дело , и тогда этим знающим людям придется все равно разбирать головку и притирать (в большенстве случаев) и они это знают если хотят что бы машина работала по "феншую". Сталкивались уже не раз , делаем головку , притираем , все идеально , фрезеруем плоскость , вскрывается небольшая раковина , варим (чуть чуть ) фрезеруем , собираем , ВАКУУМА -герметичности нет между клапанами и седлами около сварки .
Вад11ну газель наверно да , и так пайдет.(думаю)
-
Вот делал головку ,при шлифовке вылез еще кариес. На фото видно место сварки. Это я так понял разные сплавы, варил 4043.http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20161108_200241.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20161109_191232.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20161109_191224.jpgэто нормально или брак.
Кто варит головки в сборе с клапанами ? "изменено"
-
2
-
-
Здравия желаю, господа специалисты!
Вопрос таки возник.
О манипуляции горелкой при сварке.
Классически - ведём углом вперед с наклоном градусов около 45 к плоскости шва.
А если надо заварить трещину между сёдлами головки? Там узко, тесно и никак по правилам общепринятым.
И насколько кошерно (и правильно теоретически?) манипулировать горелкой от здравого смысла - как удобно? Не соблюдая предлагаемых теорией положений?
Все показывал от ..и до ..делился опытом ..!!!
Эти трещены уже на форуме ставил десятки , есть подробнее видео , в другом разделе.
Да тесновато порой бывает и горелкой там особо не покрутишь изменяя угол .
-
4
-
-
А как седло обрабатывается, под клапан, не представляю?
http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=224235
нужно наверно тоже ролик снять
-
2
-
-
@krech, пока посмотрел только видео про разделку ГБЦ. Возникло пара вопросов для роста над собой. Если не трудно...
1. фрезой зачищали стенку внутри камеры, что ниже посадочного места седла. Эта слегка обниженная фрезой стенка потом наваривается и обрабатывается? Или остаётся без наварки в том шершавом виде, что после зачистки?
2. жидкость какую применяете для фрезы при разделке? И как её удаляете после разделки перед сваркой? или вообще не удаляете.
Фрезой внутри под посадкой под седло , счищал грязь , до чистого алюминия что бы не мешало варить . Навариваю - поднимаю стенки как было , потом обрабатываю фрезой , порой и не заметишь что варили. Жидкость использую-керосин. Потом не удаляю и не обезжириваю , после печи , она вся улетучивается .
-
3
-
-
@krech,ну главное чтобы трещины в процессе работы не появились,блок все таки высоко нагруженная деталь
За это я переживаю меньше всего ( не одного нарекания не было) , по поводу заплаты , по чугуну . По головкам и блокам чугунным есть задачи намного труднее .

-
2
-
-
@krech,доброго дня,обратная сторона вставки проваривалась (на фото №13 виден непровар)?
Здравствуй , нет обратная сторона не варилась , бывает делаю иногда прихватски в "мясистых" местах с обратной стороны , а так большой риск появлению трещин , т.к после сварки снаружи чугун уже отбелился и если мы еще его будем насиловать то черевато .

-
2
-
-
Сергей , ТИР315 да и ты знаете свое дело
 , сколь годков ТИРу . Но надо тебе уже посовременнее с балансом и частотой аппаратик .
, сколь годков ТИРу . Но надо тебе уже посовременнее с балансом и частотой аппаратик .ТИР не продавайте , это практически без отказная машина и по надежности он опередит любой инвертор и бренд.
Тир 197? года ..
Безотказная то да . Но что то в ней нужно отремонтировать- заменить ..не то что то выдает , чувствую.
-
1
-
-
Разделка головки Тойота , трещина меж седлами.
Сварка трещины головки блока цилиндров Тойота .
наверно смотреть просто на "дугу" скучновато , монтировать пока не задавался целью , времени нет , но тем кто варит может будет интересно там видно что варю "клацкая кнопкой горелки , не держу определенный одинаковый "ампераж" так как стенки внутри головки разной толщины и приходится то прибавлять ток то снижать. , так же менять угол наклона горелки ( можно остановится и руками изменить , благо грелки Агни позволяют это сделать , вращается головка горелки в двух плоскостях . но прерываться нет времени .)
https://www.youtube.com/watch?v=KO8L6QSLO1Y
Сварка второй головки Тойота .
-
9
-
-
Варил каую то подножку с Рендж Ровера , варилась хорошо , на форуме тут по моему ставил фото.
Была из люминия.
-
1
-
-
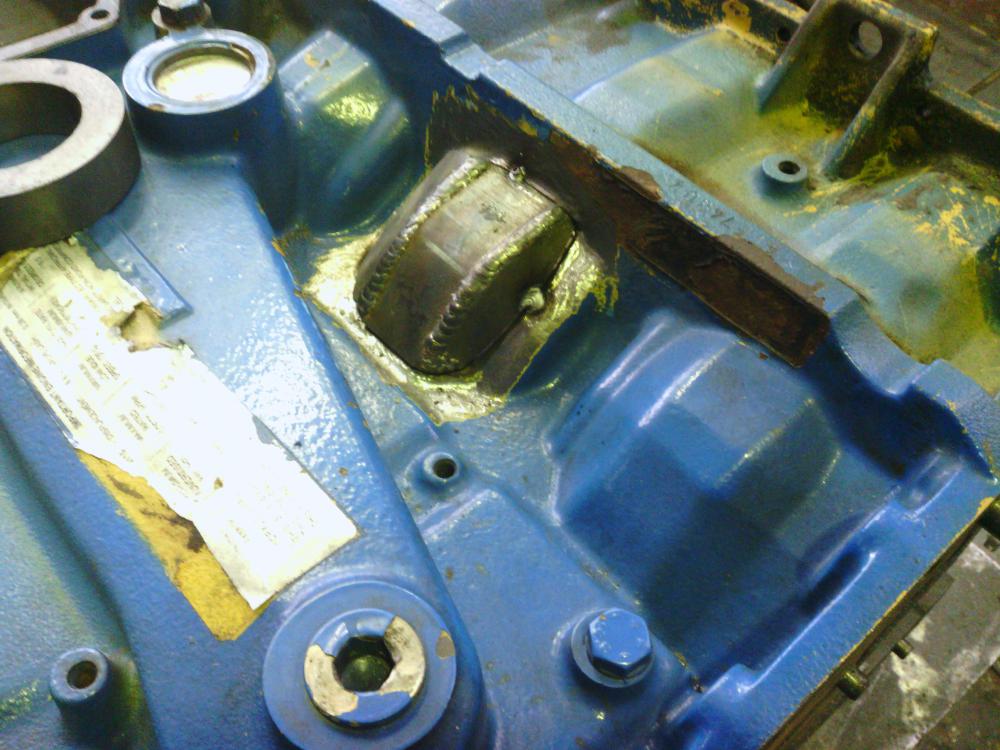
Какая необходимость прихватки делать по углам латки? Сделать ее еще жестче ?
Ну по разному делаю , тут как посмотреть , жесче значит тянуть уже ее меньше будет , в тоже время прихватки может отрывать , а по другому , вести будет тянуть ..(чугун приходится думать , по разному подходить к тому или иному блоку).
-
5
-
-
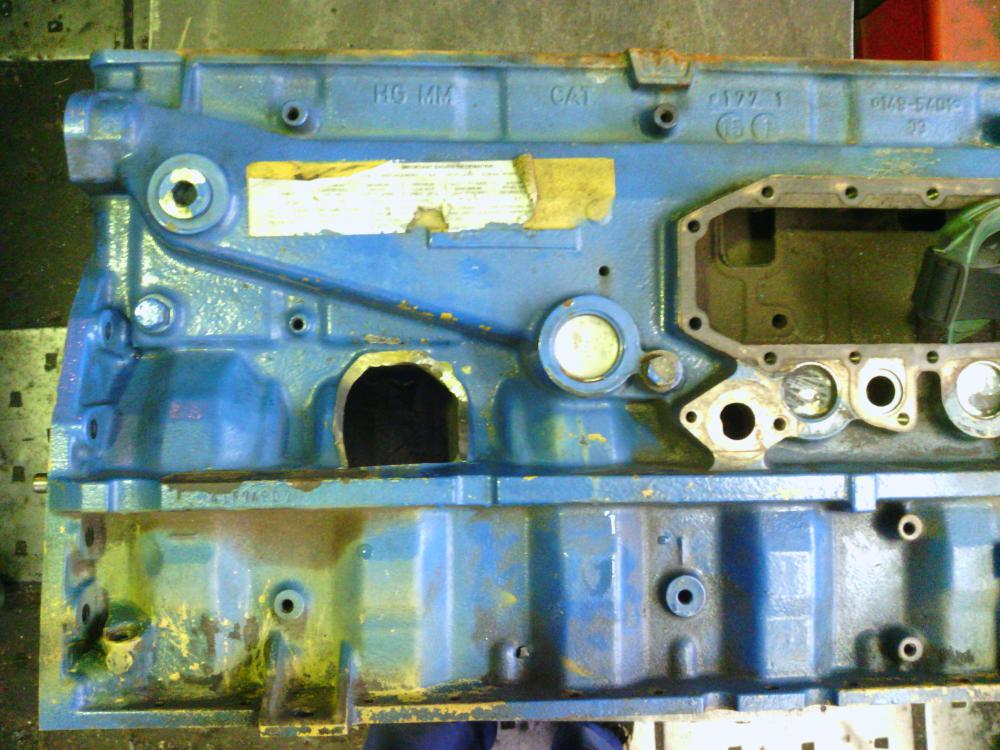
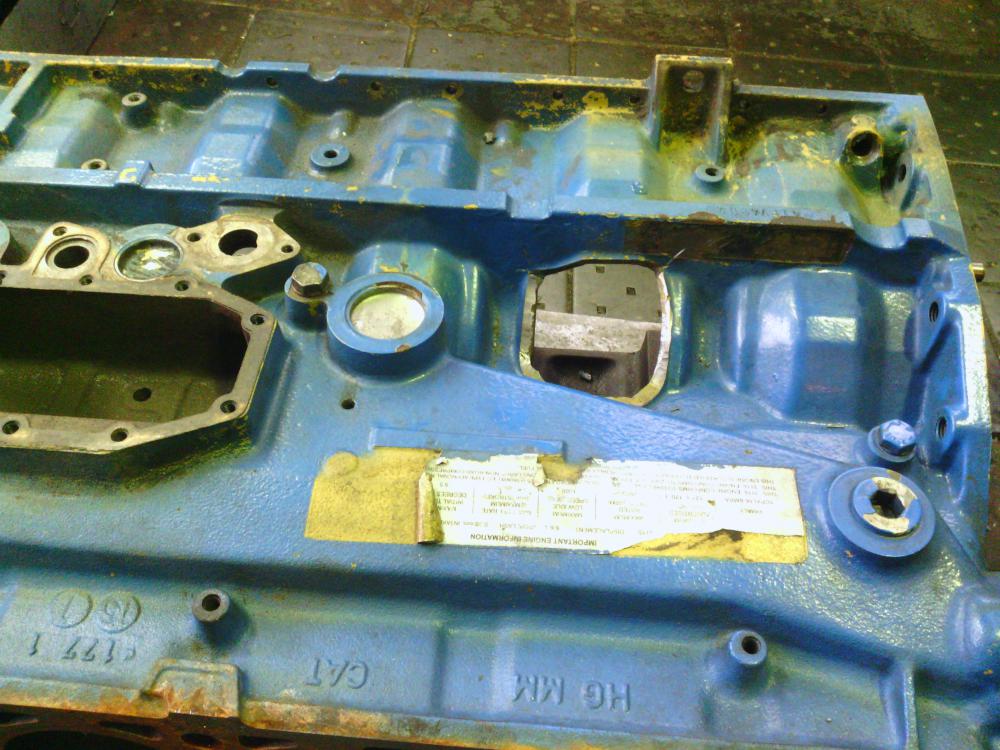
В заказ-наряде написанно трактор , значит трактор.)))Катерпиллер
-
2
-
-
- Популярный пост
- Популярный пост
Блок,чугун,трактор...наверно..











-
26








Сварка алюминия, часть 2
в Аргонодуговая сварка — TIG
Опубликовано
Пацаны то они знают , что за снять -поставить , денгт нужно платить , и время это , а тут быстро ))
Ну вопервых уже писалось за такую работу нужно брать дороже ( экономия снять поставить , прокладка антифриз -ПОПОЛАМ плюсуй + сам сварщик кверху попой варит ), не как если бы она (головка ) была в вас чистая и на столе . (это факт иначе разбалуются).
Во вторых ( наши бы мотористы не стали бы делать , потом, по крайней мере гарантии давать , из за стружки .) Ну не избавится от нее как не закрывай тряпками ).