

krech
-
Постов
1 935 -
Зарегистрирован
-
Посещение
-
Победитель дней
55
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
Наверно когда в карман кладешь , что бы ближе к телу прилегало.
-
Приезжала машина ( маленькая , марку точно не помню , девушка ездит ) фольцваген по моему , тоже течь , я когда разделывал бочину блока в районе цилиндра , снизу -рубашка охлаждения , то поразился (я уже где то по моему писал об этом) там толщина стенки , заводское литье около 1мм в некоторых местах. Ну рану я залечил , и продублировал еще в одном месте с противоположенной стороны , где было тонко , что бы и там не треснуло .
-
 1
1
-
-
Ну как бы сказать , я просто на фото не разгляжу , но поверхностная заварка трещины , устранит течь тока наружу , и то на время , мы же не знаем не видем что там внутри , если на подобие как в моем блоке то трещина идет по стенке блока далее масленный сливной канал и далее треснут резьбовой колодец крепления головки.
И так по наружи течь антифриз не будет , но так как масляный канал треснут , и это сливной там давления нет , и значит будет передавливать не масло в антифриз , а наоборот антифриз в масло и далее , головку вы толком не прижмете (затянете к блоку) так как там трещина и при затяжке она еще больше раскроется и скорее порвет все еще более печально .
Нужно вываривать все монолитом на всю и более толщину заводских стенок блока , масляного канала , резьбового колодца , соответственно после разделки , что бы удобно было подлезть и все это выварить .
-
4
-
-
Ага я как то варил себе самогонный аппарат , когда в КБ работал , так он несколько лет простоял в кладовке дома у меня , не опробованный , подарил его потом ..
Хотя было любопытно что получится выгнать .))
-
Злые мы,контрольный выстрел.
 http://websvarka.ru/talk/public/style_images/master/attachicon.gif100_2075.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gif100_2075.JPGА мне тоже привезут на новый год коньяк из Казахстана (наверно такой же ) , из Петропавловска .))
-
А я завтра буду коллектор от JEER латать.
Валера а плоскость клиент буде проходить на колекторе или у тебя есть возможность .
-
1
-
-
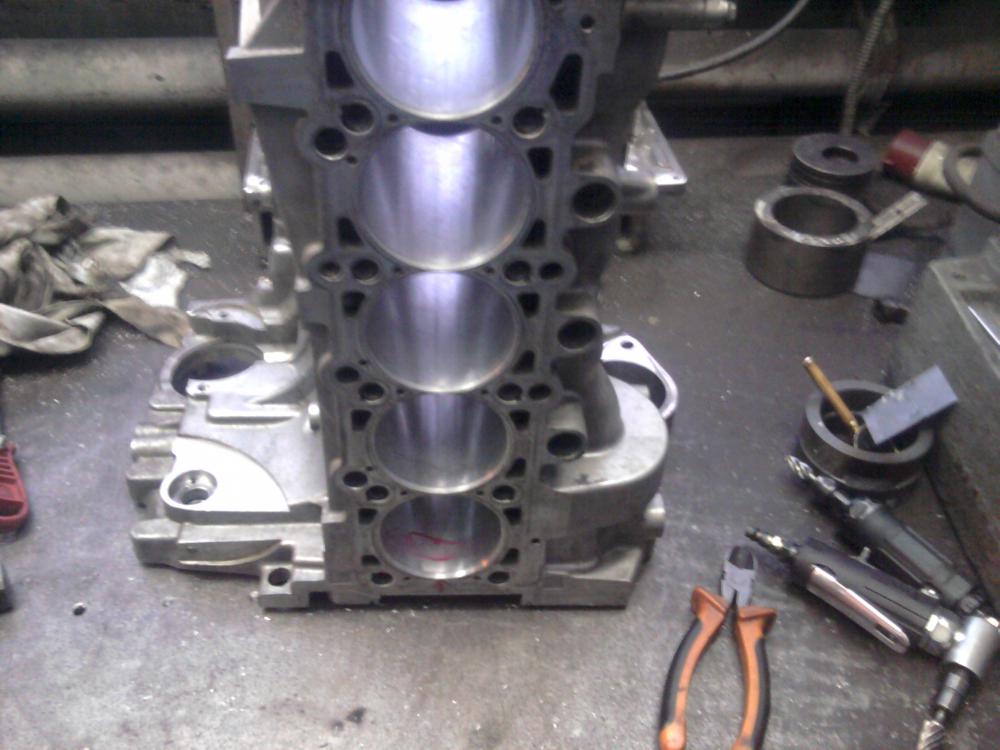
Этот Блок пришел (прилетел самолетом ) из Хабаровска .
Небольшие пробоины с двух боков , трещина плоскости крепления поддона .
Сегодня пришел еще один но фото не делал (V-6) Мерседес) треть блока разбило шатуном , осталось V-4

Работа по тому блоку большая , если клиент даст добро делать сфоткаю.. до и после работы

-
9
-
-
- Популярный пост
- Популярный пост
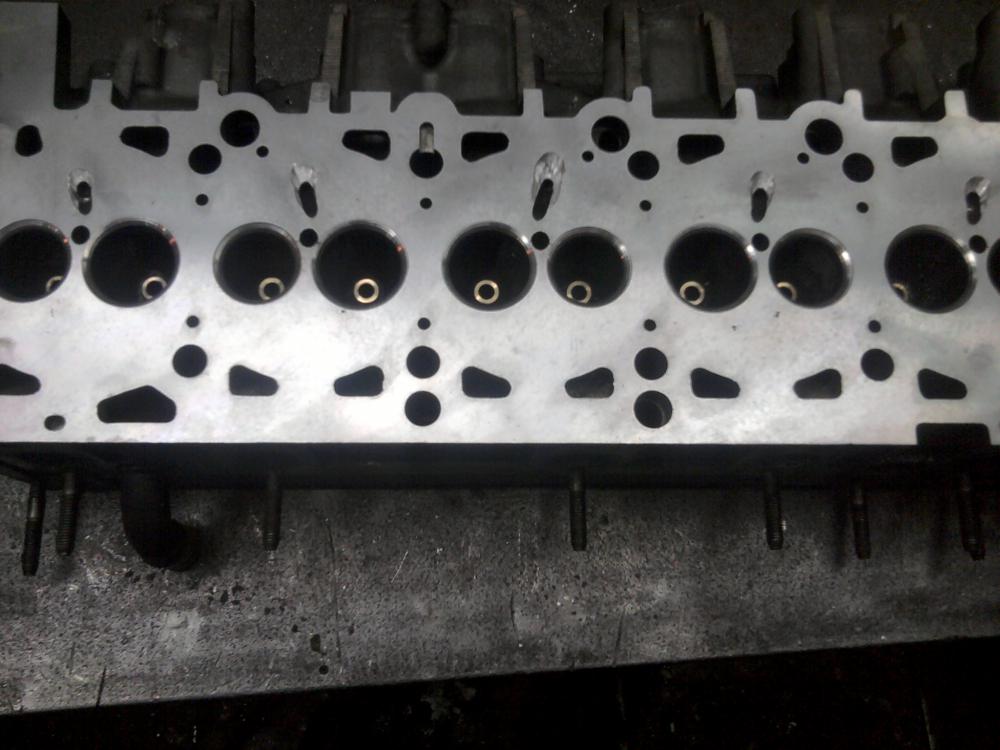
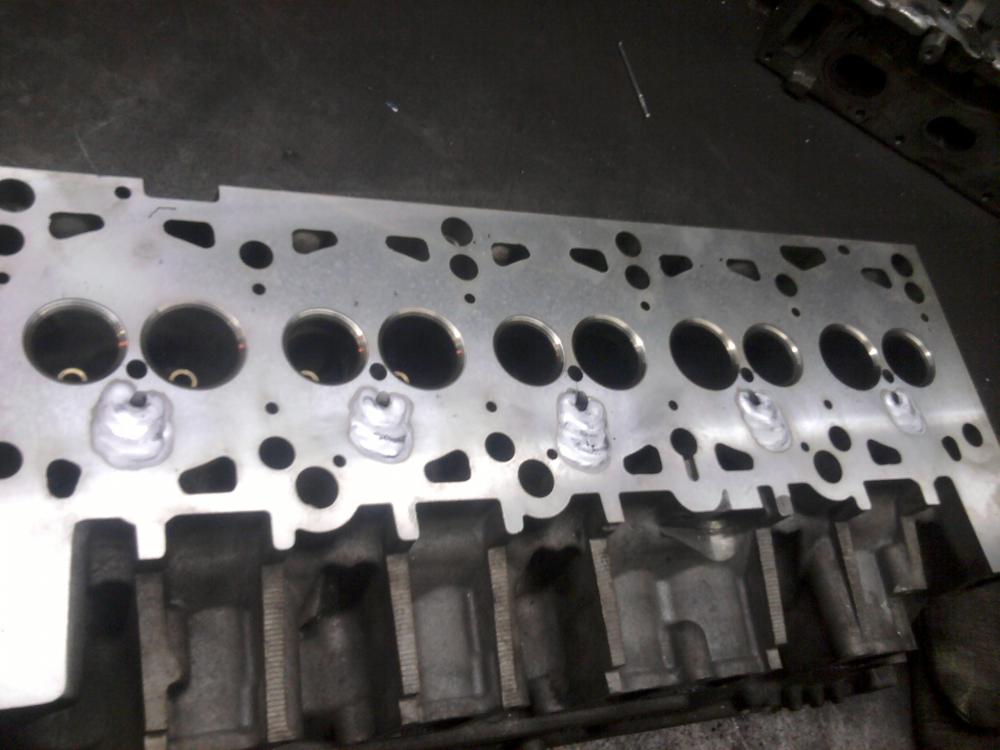
Головка одна из тех наверно что были выше , но тока заварена и расточенна без седел .


-
11
-
@krech, Сергей у тебя под Новый год работы подвалило. Сварочник тебе новый не купили?.
Не )) не купили пока старым мучаюсь , а работы ? да так постоянно , просто не все я фоткаю и до компа добираюсь что бы выставить тут , а то завалю весь форум ))
-
5
-
-
- Популярный пост
- Популярный пост
Колектора , Мерседес грузовик ..
деталь дорогая
Уши крепления
Варил к родному телу Панчем , усилял наваливал сверху (для мяса) , полуавтоматом .



-
16
-
- Популярный пост
- Популярный пост
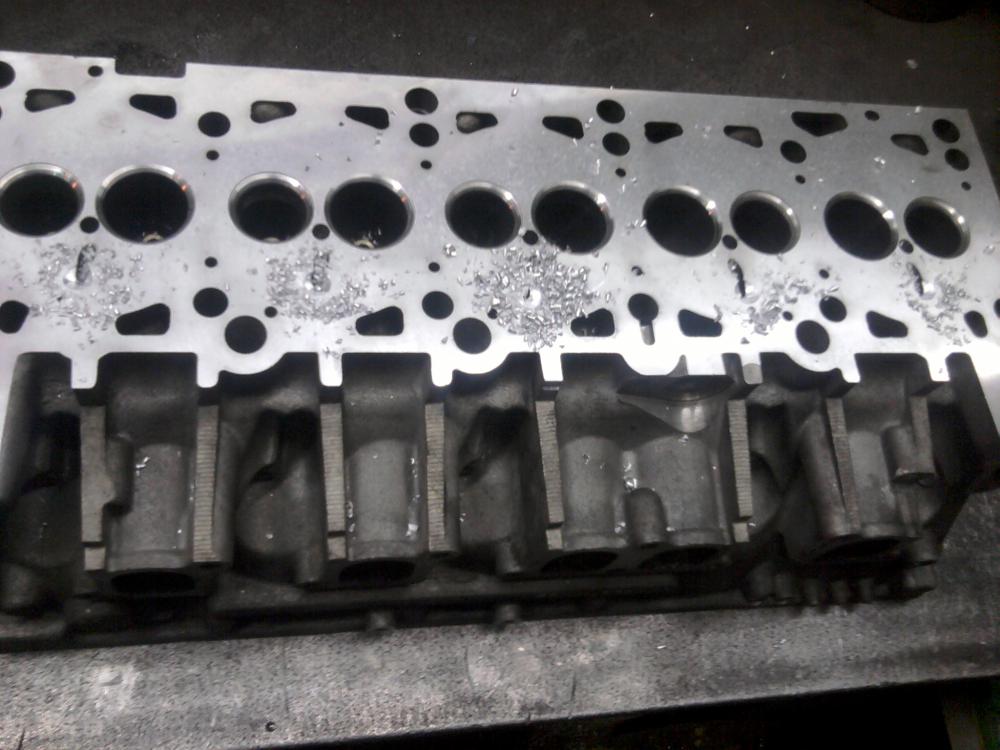
Головка Фольцваген , 5 трещин -5 цилиндров .
До этого была притерта , плоскость отфрезерована .
Но клиент захотел заварить трещины от свечного отверстия , пришлось варить , плоскость заново делать и естечтвенно повторно притирать , ибо , Вакуума , не было , потянуло ))






-
18
-
- Популярный пост
- Популярный пост
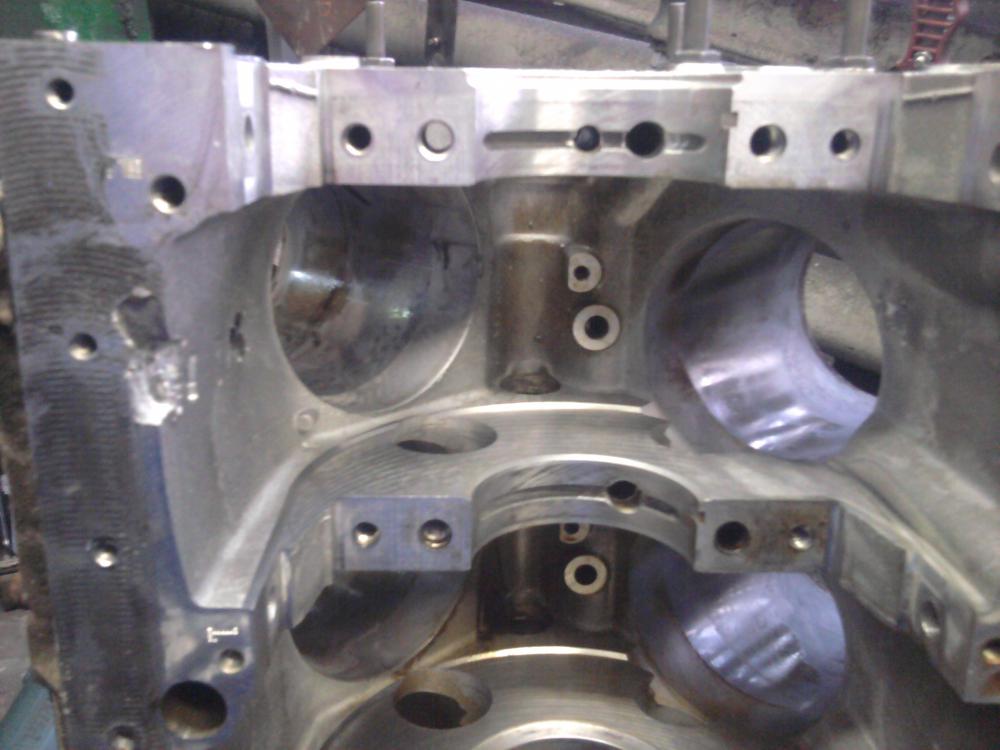
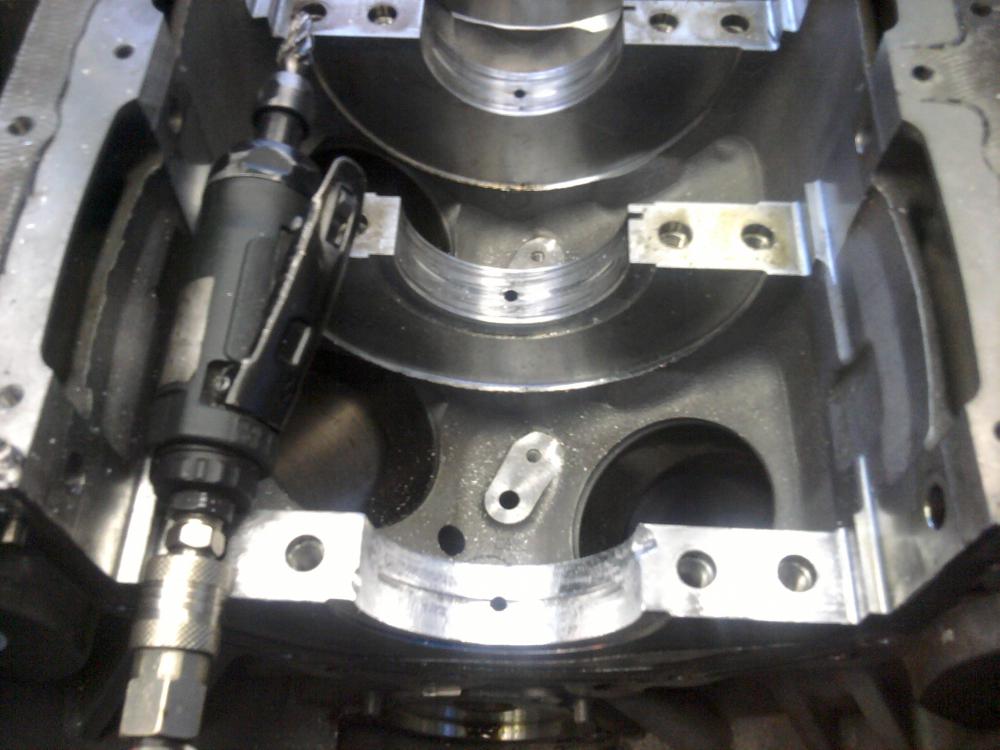
Постель уже алюминевый блок .



-
16
-
- Популярный пост
- Популярный пост
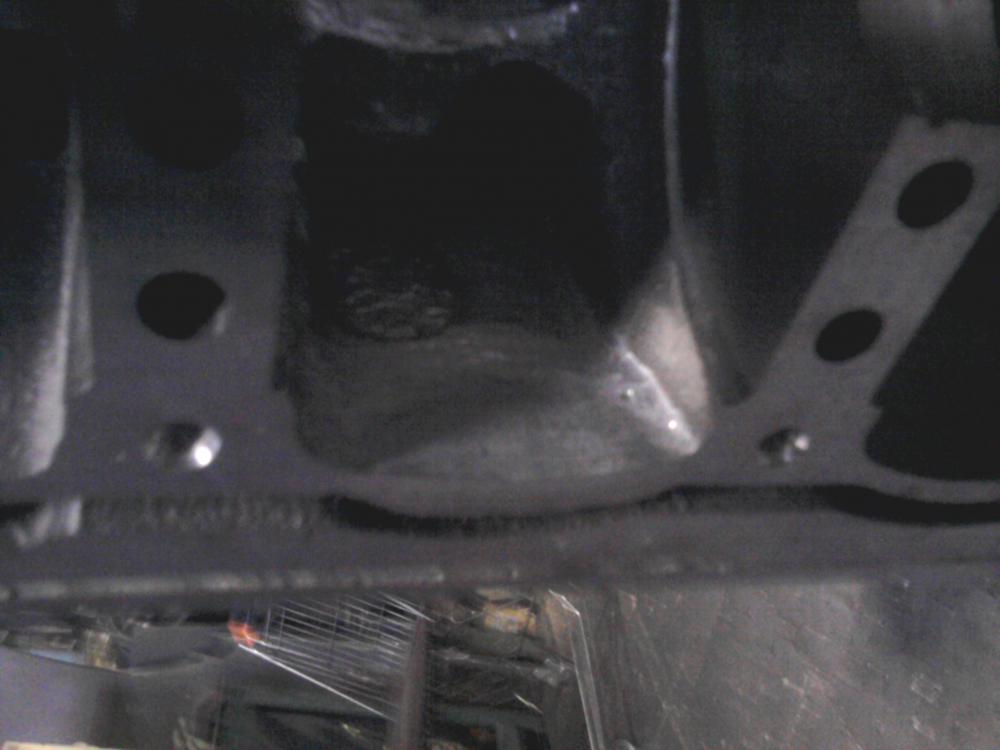
Блок чугун , бабышка крепления или навесного но скорее лапы .





-
12
-
- Популярный пост
- Популярный пост
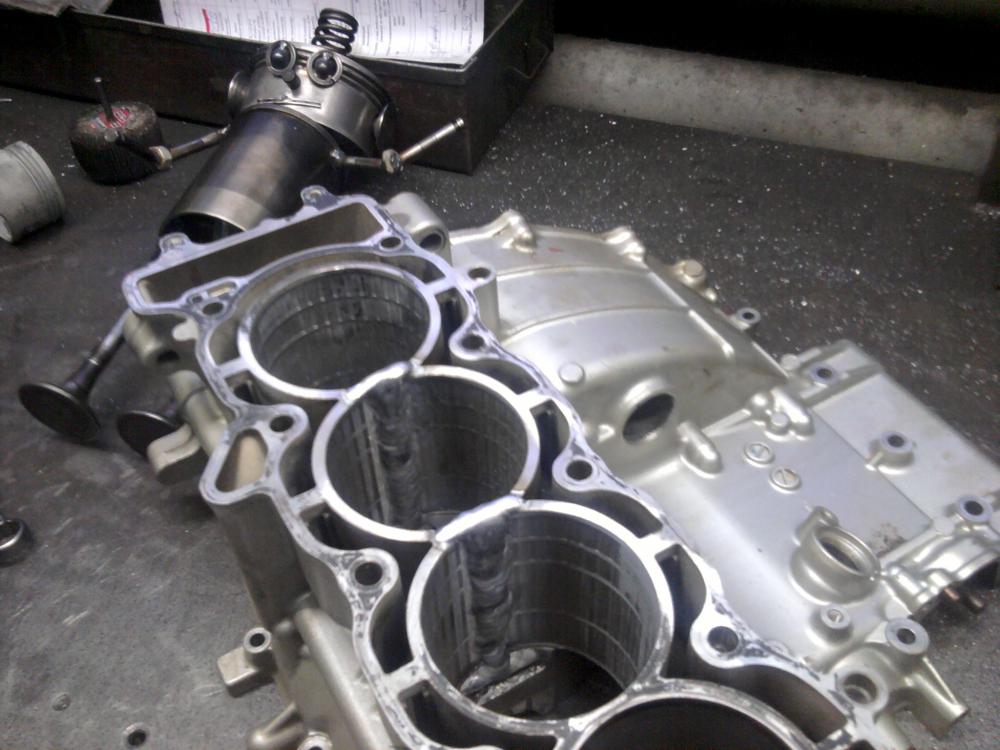
Блок Алюминия , разбило две бочины шатуном , много подробных фоток делать не стал , некогда ,
выварил юбку отколовшуюся , слоями с проковкой что бы не вело около постелей . За юбкой масляный канал , нужна герметичность . По этому тяп-ляп приварить кусок не вариант.


-
10
-
- Популярный пост
- Популярный пост
Снегоход , трещины внутри цилиндра.



-
14
-
- Популярный пост
- Популярный пост
Трещины меж седлами , уже заварены и обработаны и седла изготовлены , нарезаны и притерты .



-
11
-
- Популярный пост
- Популярный пост
Немного постелей , блок чугун , варил Панч.




-
14
-
- Популярный пост
- Популярный пост
Блок трещина в цилиндре .


-
10
-
Спасибо! Там Вы извлекали сёдла еще и к заварке трещины между ними. Да и места хватает. Надо пробовать.
Да там извлекал седла из за трещины между ними , но можно было не извлекать (если бы трещины не было .) И акуратно заварить свечное отверстие.
Но будут все равно "потяжки " и деформация посадочного места под седла , и седло может вылетать , тут чисто индивидуально , смотреть нужно .
И если посадочное будет конусом , то все равно извлекать седла и растачивать под новое седло.
-
Вот нашел , по ссылке
левое верхнее фото
http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=210262
есть на форуме еще фото , но долго искать .
-
1
-
-
Так горелкой не влезть в отверстие. А у 16 клапанных моторов так и разделывать отверстие не куда - плотно там, сёдла рядом.
Если мешают седла . то они извлекаются и заваривается свечное отверстие , потом растачивается посадка под седла и ставятся новые седла.
Другой вариант без сварки , по другому сказать изготавливается футорка .
-
Здравия желаю, господа специалисты!
Вопрос - а кто нить имеет опыт заварки отверстия под свечу в ГБЦ? И если есть такие, поделитесь технологией такой работы.
Потому как пристроится горелкой к этому отверстию у меня не получается.
Есть опыт , куча такого )) должны быть и фото тут на форуме .
В чем проблемма "пристроится" конкретно , ? то что мешает , выгрызаем и заного выплавляем , свечное отверстие разделываю конусом - морковкой и заливаю монолитом.
-
1
-
-
Точмаш 23
Швы зачищены - обработаны , зачем ?
-
Получается ориентиры будут умозрительные, по длине шва не более 5-7см, а по продолжительности проковки порядка 20сек. Примерно так?
Ну по разному , трудно обьяснить я когда варю у меня как бы образ вырисовывается как себя примерно щас ведет метал .
К примеру нужно слоями выплавить фрагмент , горизонтальная полка 5 см и две полки вертикальные по 3см , горизонтальную навариваю спокойно все 5 см сразу а как перехожу на вертикальную то понимаю щас начинает металл "цепляться" и тянуть - стягивать , вот там поменьше 3 см и сразу проковка .что бы навстречу друг к другу не стягивались.
-
7
-



























Сварка деталей двигателя,трансмиссии и подвески, часть 1
в Сварка в ремонте автомобильного транспорта
Опубликовано
Настройки мне трудно озвучить у меня аппарат ТИР 315 на "ампераж" не смотрел , амперметр на самом аппарате который от меня отвернут и мне стрелочку не видно. Нет так же импульса не меняю частоту и все и что там еще бывает на современных аппаратах .
Могу сказать лишь одно подогрел градусов 200 . и варю смотрю как плавится метал , образуется ванна если приблизительно может ампер 200.