Лидеры




Популярный контент
Показан контент с высокой репутацией 14.02.2024 во всех областях
-
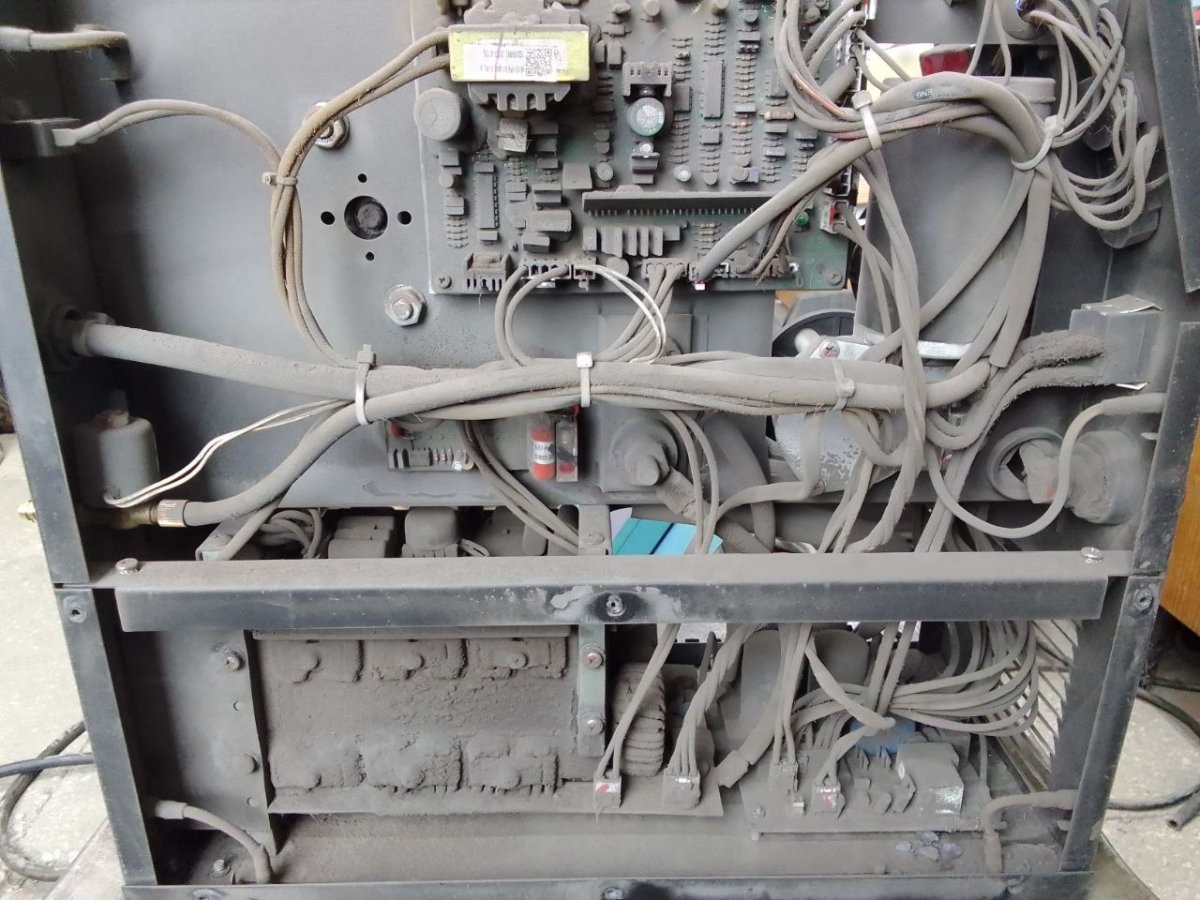
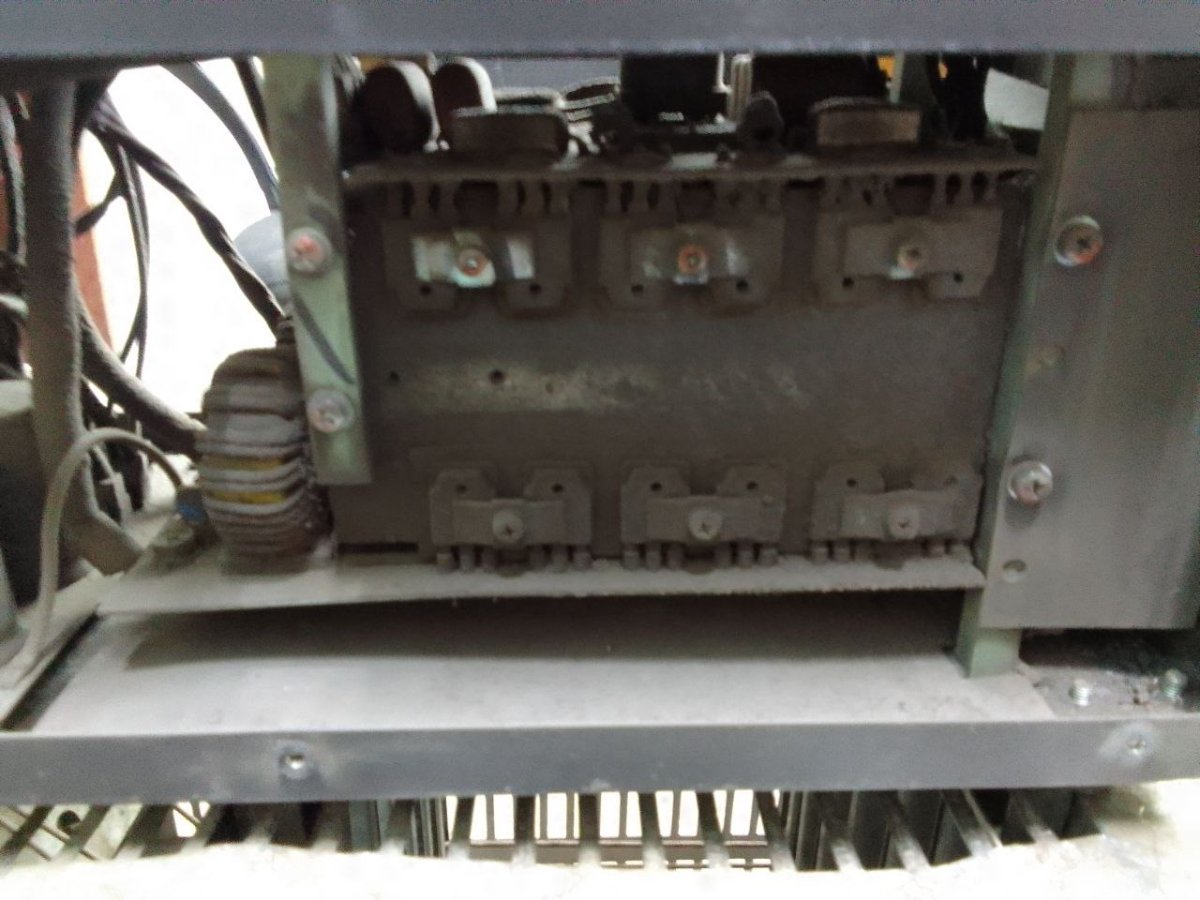
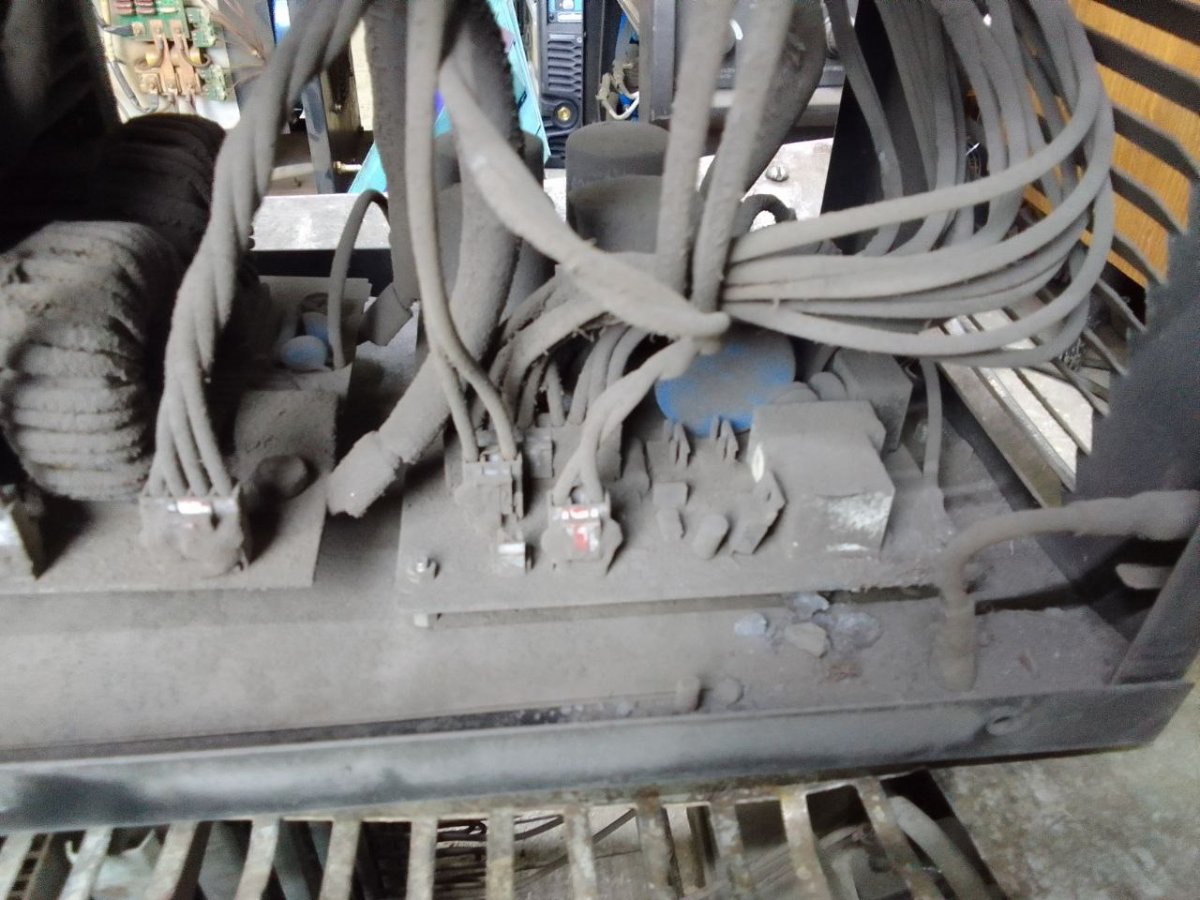
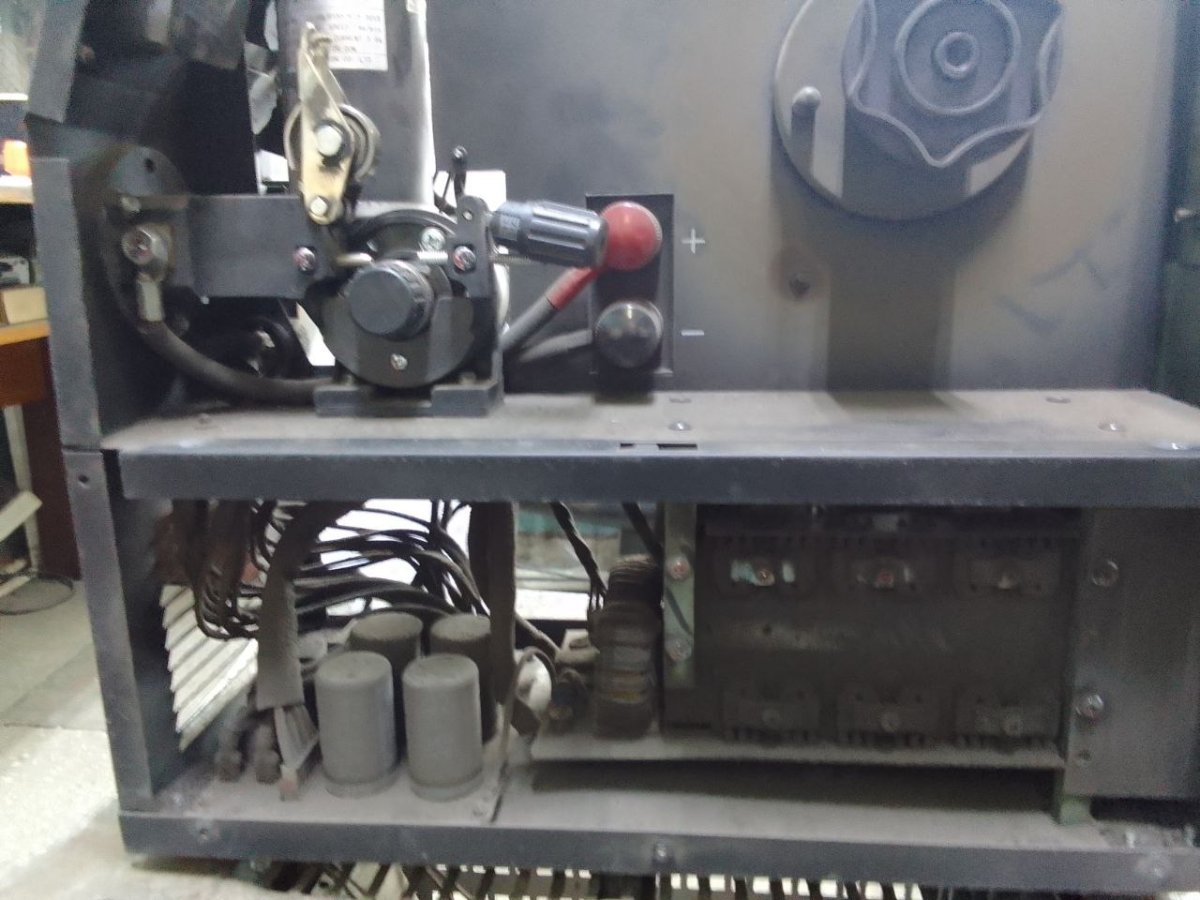
Иногда и такие аппараты приходят. Аврора Оверман 200. Перегревается. Немудрено. Вентилятор наглухо забит. Радиаторы также. Я его только чистить устал. Причём пыль с мелкими каплями краски. Это не сдувается продувкой компрессором.



 3 балла
3 балла -
В общем доступе мануал на этот кемпарь есть.Пролистал-вполне вменяемо написан.Так что просто надо разбираться. И функция TSI-это несколько не то,что пишет тов.asdfer1 балл
-
да ну... таких часто привозят. Рядом поршневой компрессор. Или тут же малярка и обливают грунтом и это далеко от сервиса или еще чего подобного. Такое часто встречается и на больших заводах. Одни варят, следующие тут же идут и красят... Культура производства? Не. Не слышали1 балл
-
Только от её реализации толку немного.Какой в этом смысл? Коммерческий? Кто платит за банкет? Иной? Есть масса прикладных программ, даже у нас на форуме есть автор, кто их пишет , hvr63, купите прогу себе от него или другую. И пользуйтесь на здоровье. Вот для смартфона есть WeldConnect. Иногда угадывает неплохо...1 балл
-
Рискну предположить: реклама или автосервис...кузовной1 балл
-
И как работает? Вы уверены, что правильно интерпретируете данные с мануала? мне так вот кажется(на Вашем фото не видно),из опыта общения с финскими машинками, что TSI–это время действия стартового импульса( напряжение и ток). если я не прав-покажите мануал, где этот параметр(TSI) трактуется по-Вашему.Или что там вообще разработчики написали.( Они могут быть великими затейниками, или перевод кривой, тоже вариант) Пока Вас дождёшься–проще самому найти Touch Sense Ignition Функция Touch Sense Ignition сводит к минимуму разбрызгивание и стабилизирует дугу непосредственно после зажигания. Для включения или выключения функции Touch Sense Ignition с помощью панели Control Pad выберите Настройки > Логика пуска и останова > Touch Sense Ignition. Функция мощности постепенно повышает мощность сварки / скорость подачи проволоки до необходимого уровня. Пользователь включает или выключает функцию и устанавливает начальное значение мощности / скорость подачи проволоки для функции нарастания мощности.1 балл
-
достаточно смонтировать приспособление, на чем будет висеть аппарат. В некоторых цехах видел как 3-х фазный сварочник висит. И ни чего, нормально работают. И ни чего не катают. Вопрос уже чисто частного случая, кому и что удобнее и от того какие конструкция варятся. Поэтому отдельный подающий или интегрированный в аппарат, этот вопрос сам покупатель должен себе задать и ответить. а вы видели однофазный аппарат с отдельным подающим? А есть ли в этом вообще смысл? В однофазном аппарате, даже если правильно сконструирован, а не китайски минимизирован по массе, легко можно подвесить целиком. Не великая масса получается и катушка соизмеримая по массе с самим аппаратом. Отдельный подающий, это соответственно и хороший соединительный кабель должен быть. А так же, если работать, ну вот пришлось, сняв подающий, то накручивать соединительный кабель в катушку не рекомендуется ни одним производителем. То что кабель и в катушку свернутый не всегда влияет на процесс сварки, мы оставим за скобками данного диалога. в некоторых случаях и канал подачи проволоки бывает с роликами и вообще можно использовать бочку с проволокой и ни каких катушек не надо менять долгое время. Можно и по средству пуш-пул обойтись... Была бы задача, а как ее решить это уже другая история. Но к выбору оборудования не особо это все относится. А вот использование 1.0 проволоки или найти аппарат, который от однофазной сети заберет 250А по выходу, это да. И то что предложенный список аппаратов особой разницы не принесет по сравнению с используемым аппаратом, так же согласен. Ведь наличие импульсного режима, может быть просто не использоваться, т.к. уровень сварщиков не позволит это внедрить в производство.1 балл
-
а зачем при таких вводных такой газ? 2-е фото сверху, что означает? лучше английское меню, чем такой перевод... 3-е фото сверху, тут пробовали менять? Интересует, замедление старта. Это на сколько понимаю плавный разгон проволоки, чтобы в начале как раз и формировать качественный старт. И еще вопрос, заземление робота и аппарата, есть? Какой кабель используется от робота до аппарата? Фроня или кемпи не играет роли, это как вот старое кресло дырявое но удобнее было. А новое после некоторого времени сможет оказаться еще удобнее предыдущего... Т.е. не надо судить сразу, плохо или хорошо, если в вопросе не разобраться. И еще один вопрос, а продавец вас кинул и не отвечает на телефон? Может у него получить консультацию? не надо все подряд крутить. Надо понимать что за что отвечает и тогда уже смотреть как тот или иной параметр будет проявляться.1 балл
-
Никуда не понесло. Про 3 фазы я не упомянул прямым текстом и остался не правильно понятым... Если мощность подающего механизма позволяет. А то рост усилия при размотке (т.к. тормозное сильнее затягивать надо), плюс рукав 5 метров (зачем в цехе с "коротышом" тележку катать туда-сюда) и имеем рывки подачи и недовольство от процесса. Меня самого периодически такой вопрос о выборе полуавтомата для около промышленной эксплуатации интересует, но пока простого "аналогового" 200-амперника хватает. А там где не хватает, есть совсем другие ограничения.1 балл
-
ну если допечатать, то из Арарат получится аппарат. А вот Кемпи, это название П\А сварки как МИГ\МАГ или конкретно производитель? А если это производитель, то какая модель и т.п. и вообще... Сейчас кофе народ допьет, может получится ответить вам, основываясь на кофейной гуще... Мало данных - нет ответов. Гадать, предвидеть и т.п., не многие могут. Поэтому если не будет данных, то и ответа вам скорее всего не дождаться.1 балл
-
пульс все же позволит интереснее получать швы, да и уже целесообразно становится применять смесь. В таком случае и 6-8 мм станет легче доступно. Поэтому категорически отметать пульс я бы не стал. И задающему виднее его задачи и необходимость того или иного опционала. И куда вас понесло с отдельным подающим? Разговор за 1-о фазную сеть. С отдельным подающим это за 3-и фазы разговор. А 300мм катушка или 200мм катушка, не зависит от фазности аппарата. Т.е. и на одно фазном аппарате можно 300 мм катушку использовать как изначально спроектированный аппарат, так и сделать приспособу которая позволит зафиксировать катушку 300мм и использовать в аппарате предназначенным для 200мм катушки. Другой момент слово ЦЕХ и нет 3-и фазы. Вот тут да... докатились. А отдельный подающий в большинстве своем нужно когда надо обрабатывать довольно большой периметр. Чаще, что я вижу, берут отдельный подающий, но он как стоял с покупки на самом источнике так и продолжает стоять пока не помрет. Возвращаясь к первому, что надо варить 6-8 мм, то понимание объема перевариваемой продукции, даст понимание загруженности. И следовательно тогда будет понятно как ПВ так и на сколько будут насиловать оборудование. Если это разовое, то конечно можно обойтись и однофазным, а если это более чем постоянно, то тут надо уже думать за 3-и фазы, т.к. энергию которую надо вкладывать в такие швы, не обмануть. А следовательно конечно и выгоднее проволока 1.0 или 1.2 и следовательно аппарат уже 3-и фазы. По опыту, кто каждый день использует на однофазном аппарате 1.0-1.2 долго не живут, год, а после начинаются проблемы. А если такое оборудование не обслуживают, то повышенные нагрузки и ухудшающееся охлаждение быстрее приводят к смерти аппарата.1 балл
-
asdfer,Вы сами внимательно прочитайте. что Вы пишете.Вам сейчас подзатыльников полную панамку накидают, потому как ничего не понятно.Причём тут Арарат?Это гора в Турции.1 балл
-
С тех пор много воды утекло.Вот не самый плохой, на сегодняшний день.Для начала-пойдёт. В рецензентах -сварщик 6 разряда.!!Не академик, не профессор, не главный специалист профильного НИИ... так что так себе уровень...только для начала..как говорится, за неимением лучшего... Ну и далее-изучайте работы Потапьевского, Шарапова, Николаева, Ольшанского и других генералов от сварки... А это-ефрейтор. Юхин Н.А. - Механизированная дуговая сварка плавящимся электродом в защитных газах (MIG-MAG) (...pdf1 балл
-
Если Вам нравится оставаться при своих заблуждениях - оставайтесь. Если хотите кого то ещё убедить в этом - так нам оно не надо. А верить - это Вам не на сварочный форум надо, а на религиозный. Здесь привыкли другими понятиями оперировать. Мы как то более склонны к пониманию сути процессов, чем к вере . @Глобул, извини, что нафлудили . Почисть потом эту болтовню.1 балл