Лидеры




Популярный контент
Показан контент с высокой репутацией 26.05.2023 во всех областях
-
Поздравляю всех с праздником!!!)
 4 балла
4 балла -
2 балла
-
Поздравляю всех причастных с Днем Сварщика! Желаю здоровья крепкого, успехов фееричных и зарплаты не малой!2 балла
-
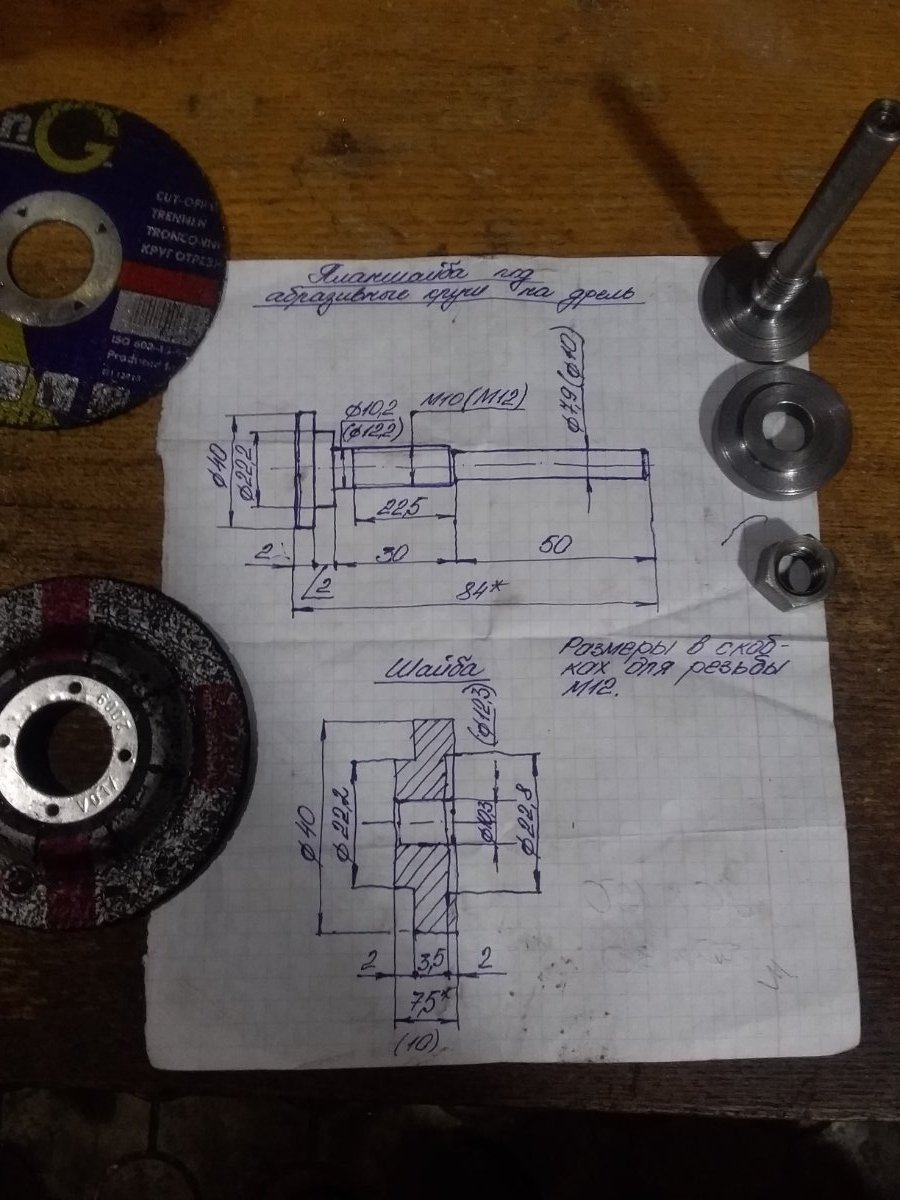
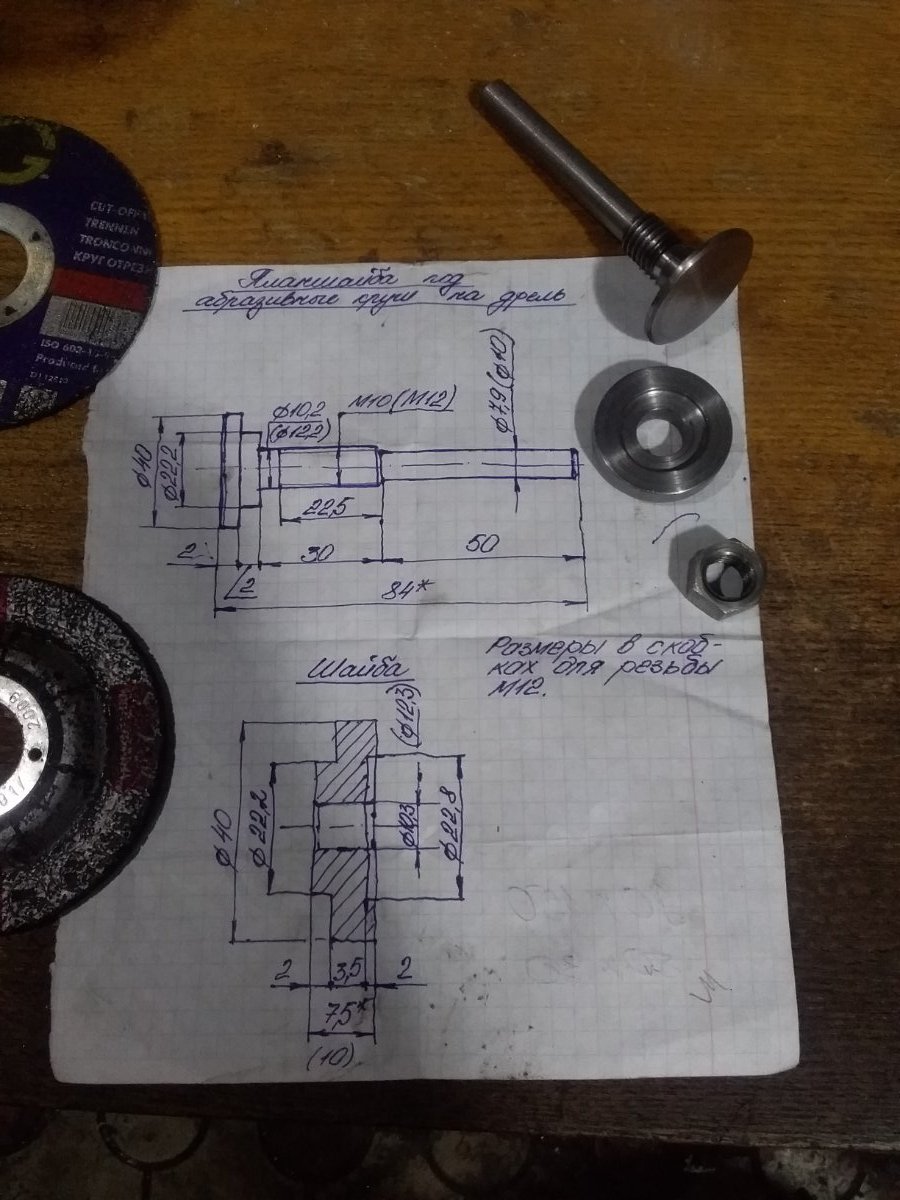
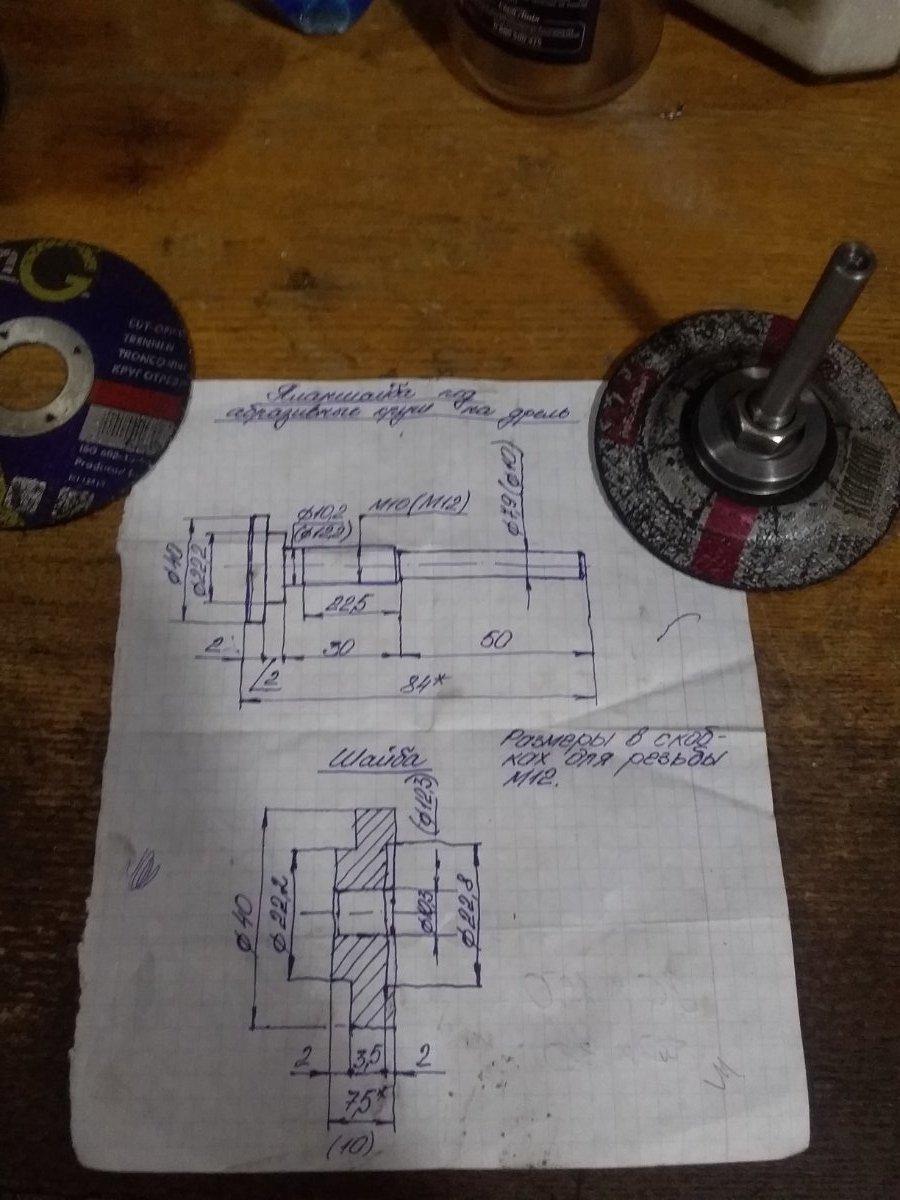
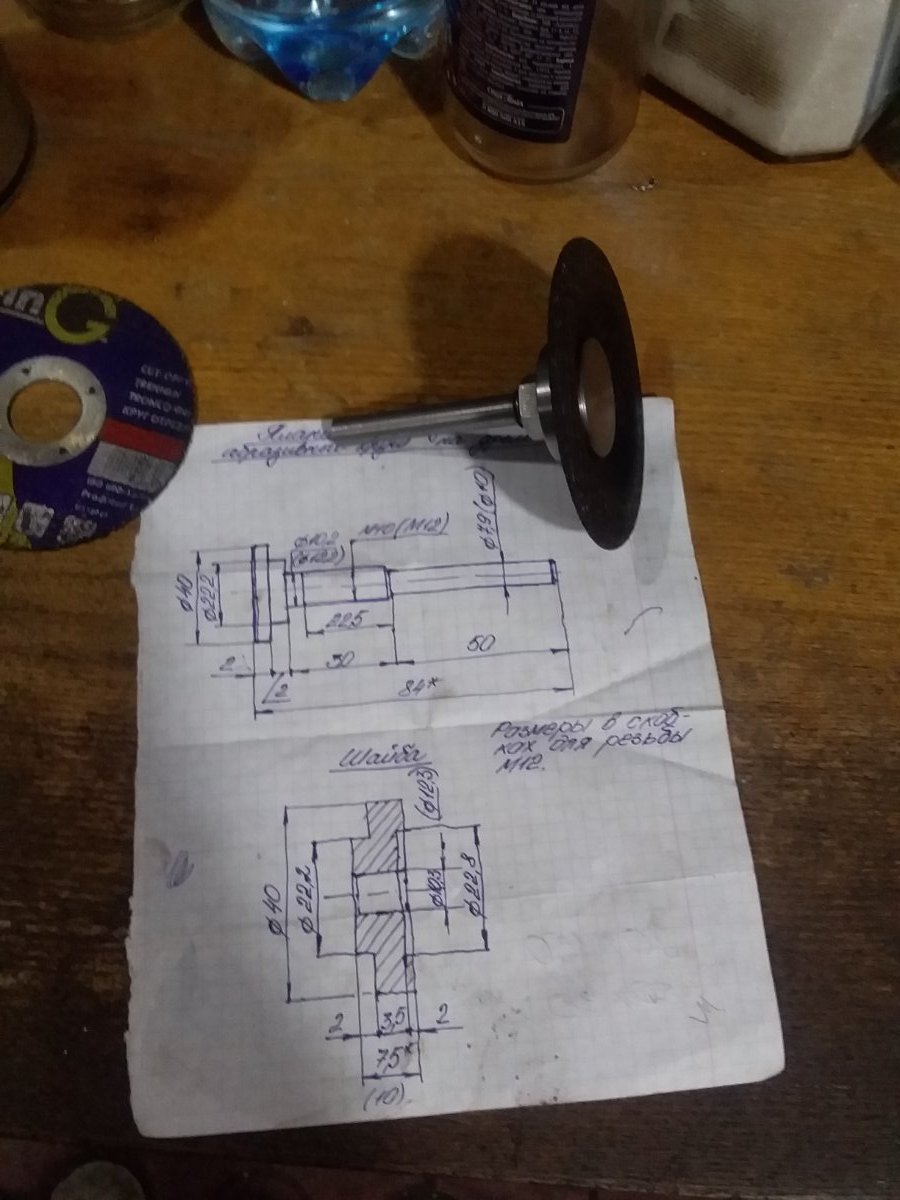
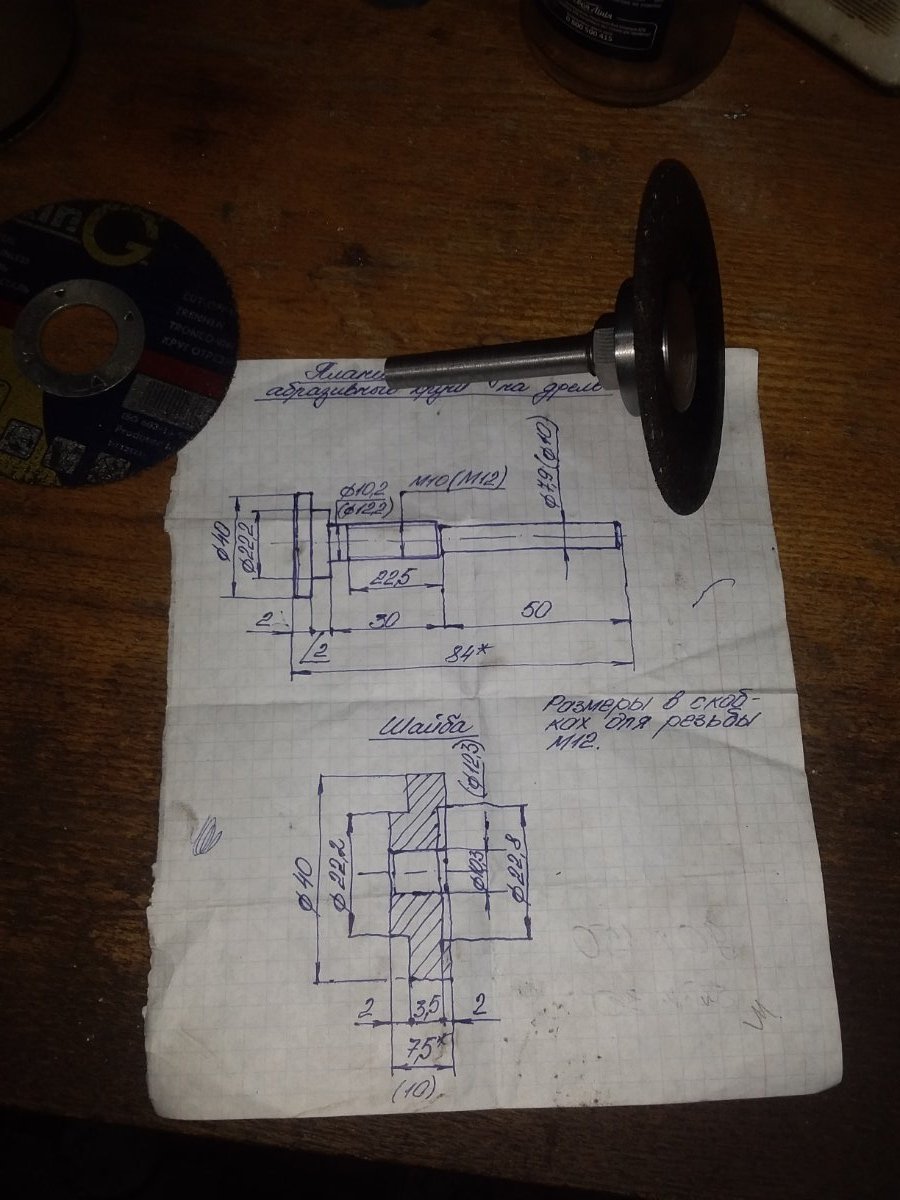
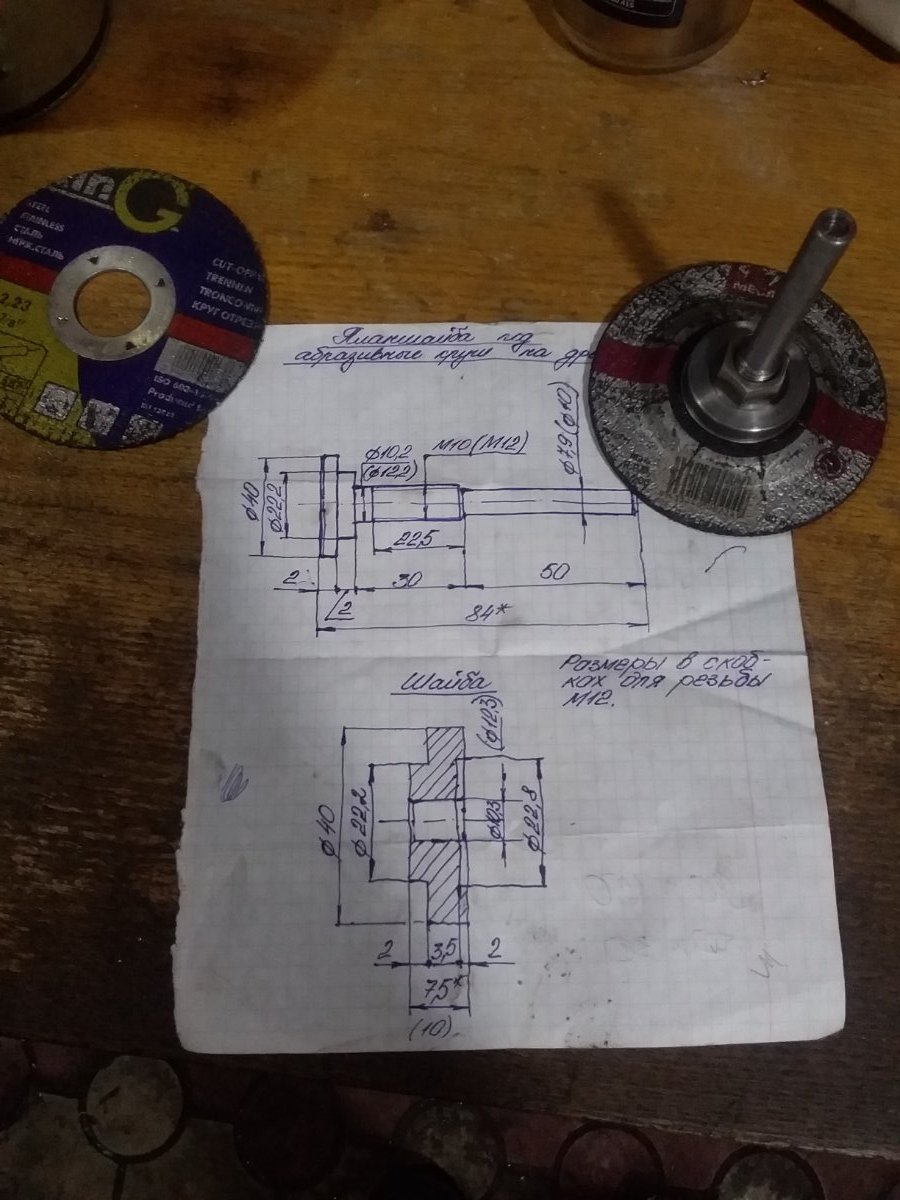
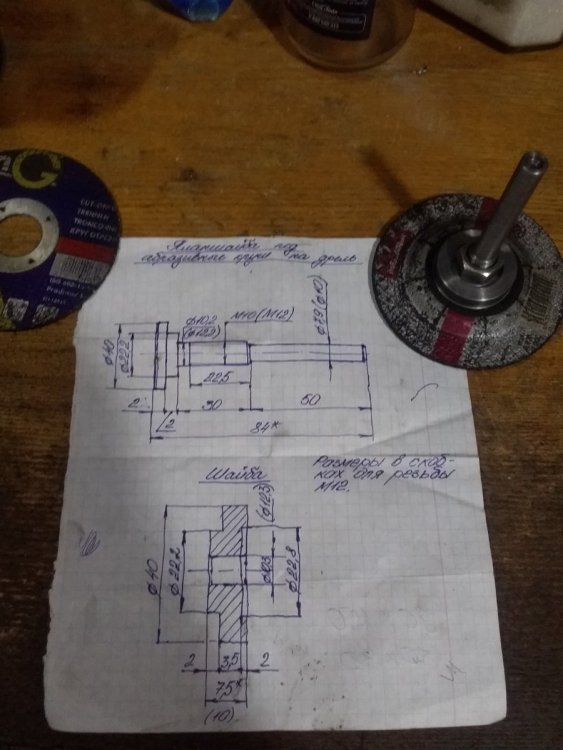
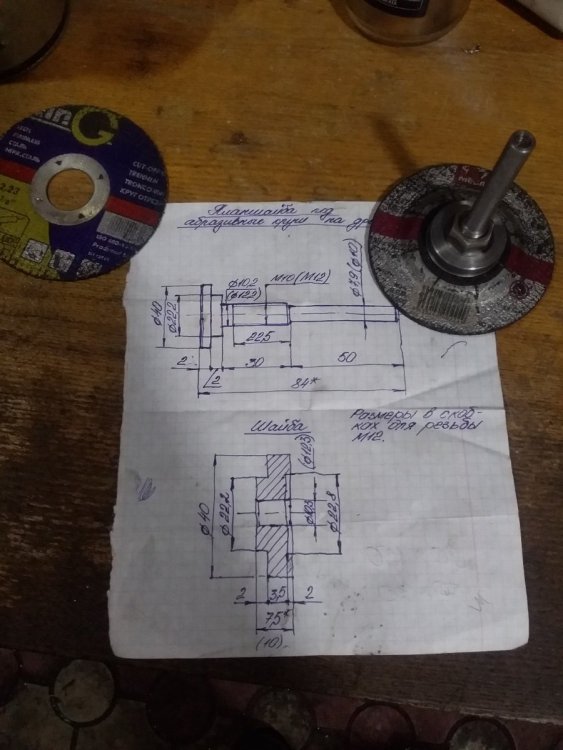
Добавил фото с отрезным кругом.
 2 балла
2 балла -
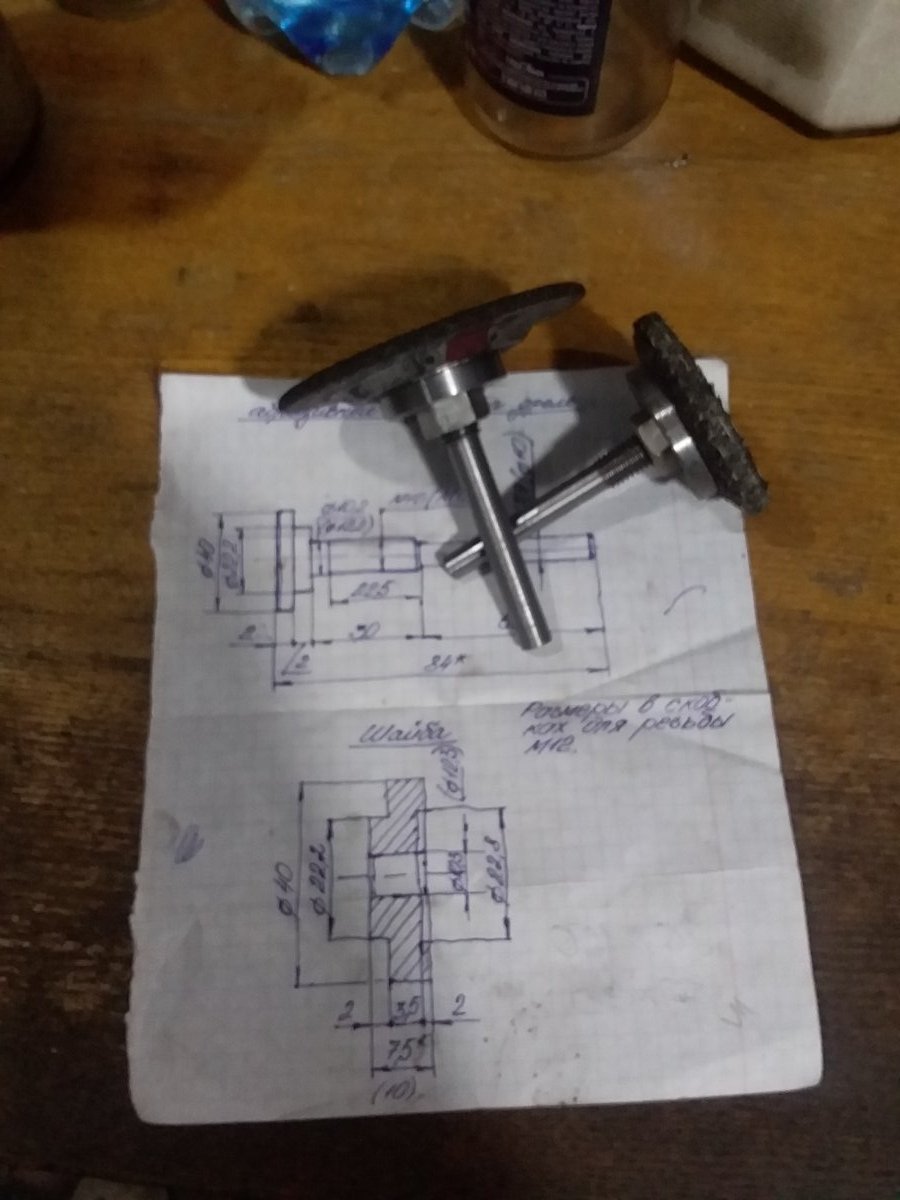
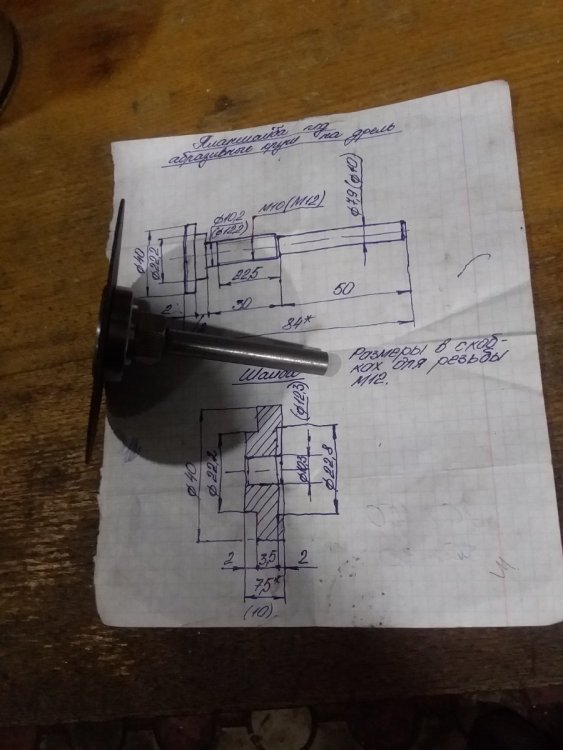
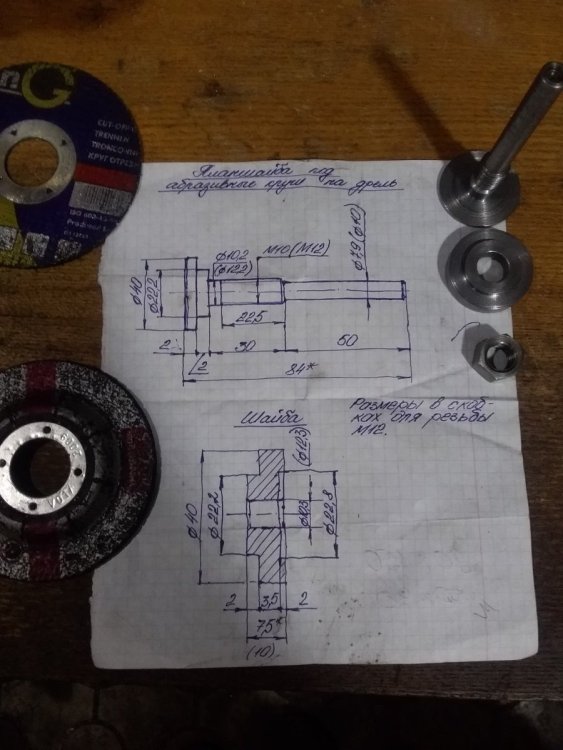
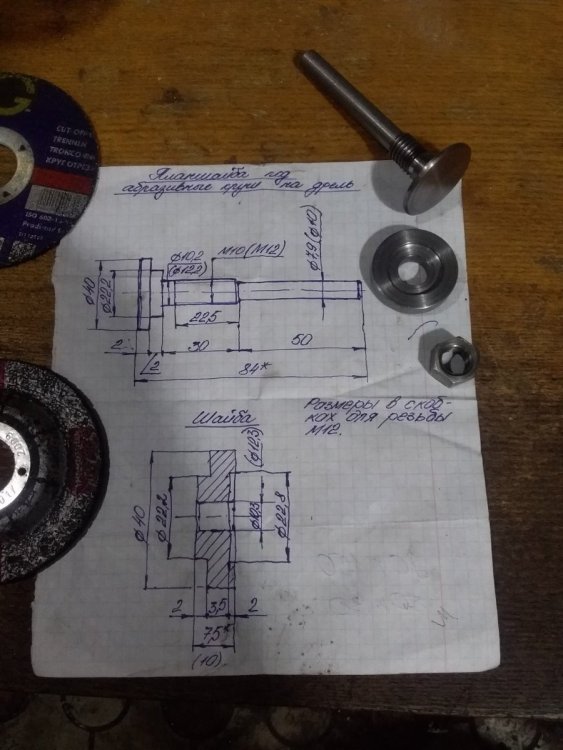
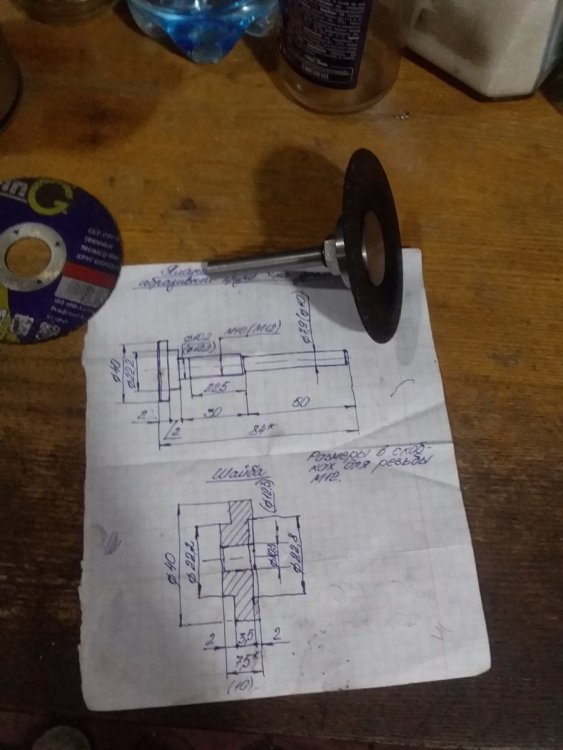
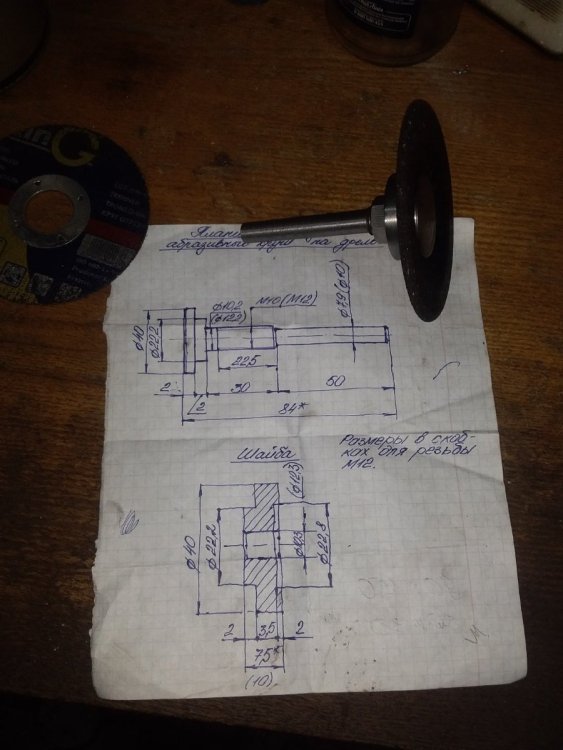
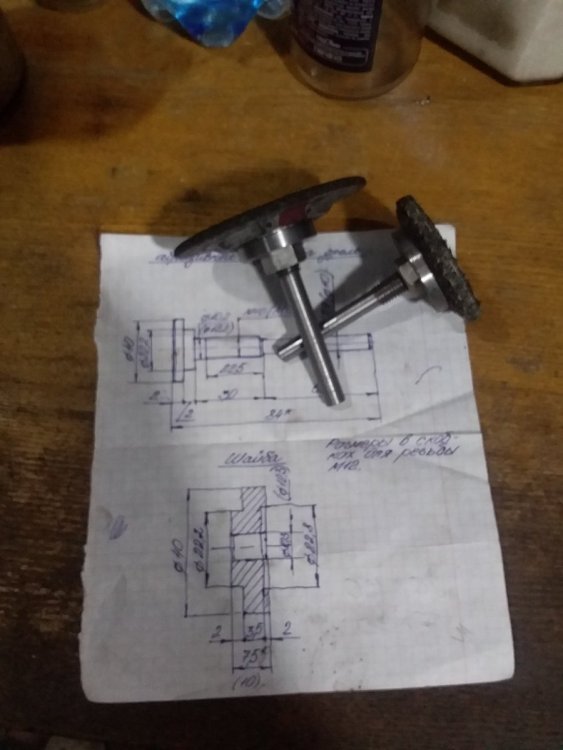
Здравствуйте, уважаемые товарищи и коллеги! Хочу поделиться с вами в этой теме своим маленьким инструментом собственной конструкции и изготовления. На первенство первооткрывательства не претендую, но данное приспособление нигде не подсмотрел и плагиатом не занимался! Вашему вниманию представляется планшайба под абразивные круги для дрели. Насадка сия для дрели очень помогала зачищать металл и разделывать трещины под сварку при ремонте полуприцепов, куда УШМом было не влезть. Конечно, число оборотов на дрели ни в какое сравнение с болгаркой не идёт, но дрель позволяет работать без защитного кожуха на круге, но не отменяет работу в очках!!! По конструкции: изделие выполнено из цельного куска стали неизвестной марки в двух вариантах - под резьбу зажимной гайки М10 и М12. На фотографиях приведены оба варианта (с маленьким зачистным кругом - М10). Эскиз изделия прилагается.
 2 балла
2 балла -
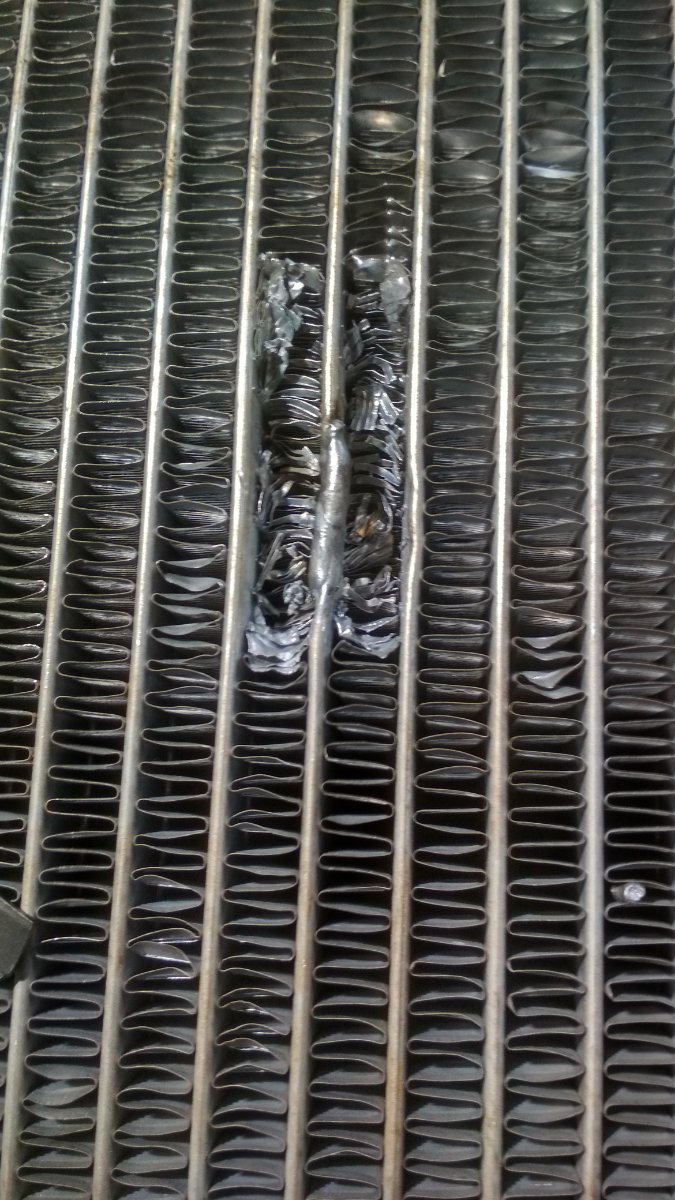
Радиатор охлаждения МТЗ, что-то случилось с муфтой виска



 2 балла
2 балла -
В тему. Ну очень нравится.1 балл
-
Если сварщик или слесарь имеют большой опыт работы с тем и с другим, надо шлифануть болгаркой и посмотреть на искры. Опытный слесарь сразу отличит чернягу от нержавейки. Чёрная сталь даёт яркие желтые искры широким пучком, которые на излёте могут распадаться, как бенгальский огонь. Высокохромистые стали дают тёмные искры плотным пучком и гаснут быстро.1 балл
-
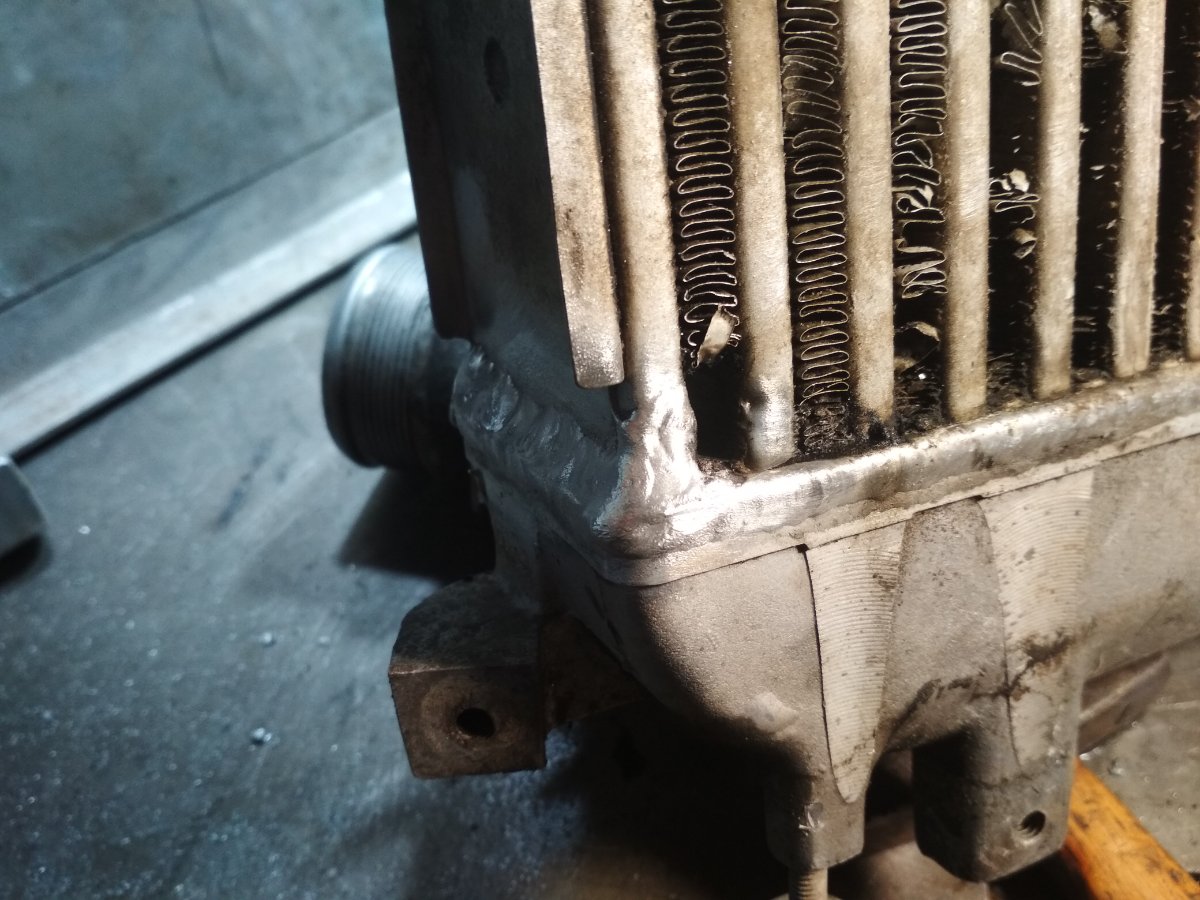
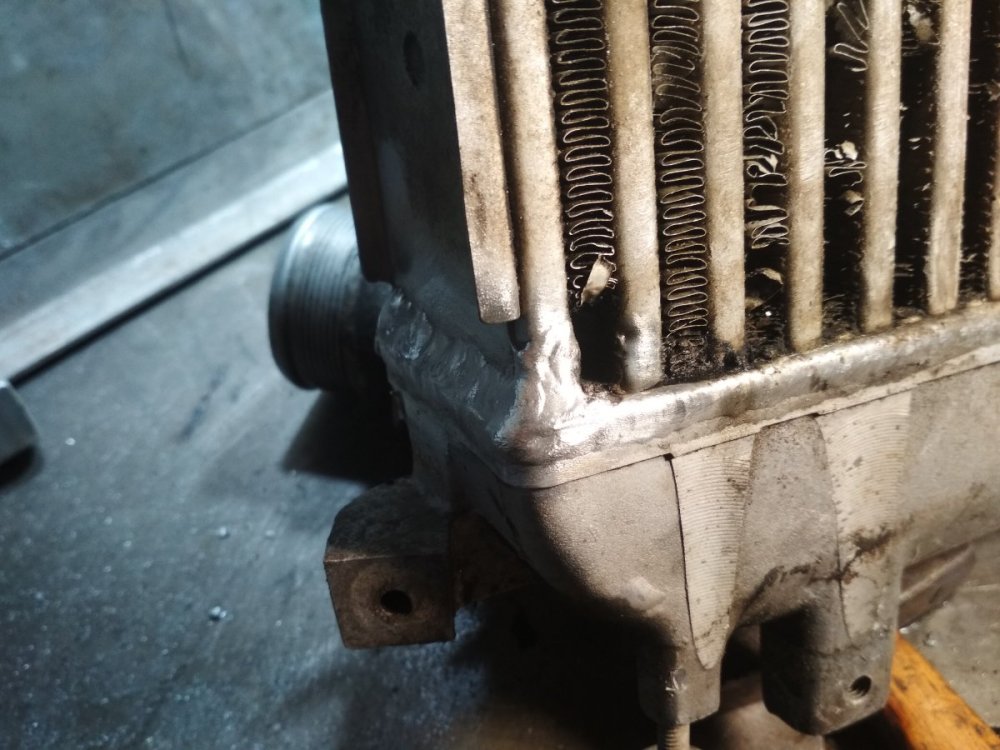
Пара интеркулеров Ауди. Бачки AlSi10Mg. Конструктивная особенность в том, что боковые усилители припаяны к трубке и приварены к бачкам.Варианты. Либо срезать бачки и заглушить трубку, либо прорезать усилители и аргоновой сваркой трубку к трубной доске через прорезанный усилитель. Прежде один из интеркулеров уже ремонтировали. Пошли по простому пути: срезали усиление и трубку, что не есть хорошо.




 1 балл
1 балл -
Mercedes Vario Неудачно установленный домкрат Помогли, подлечили
 1 балл
1 балл -
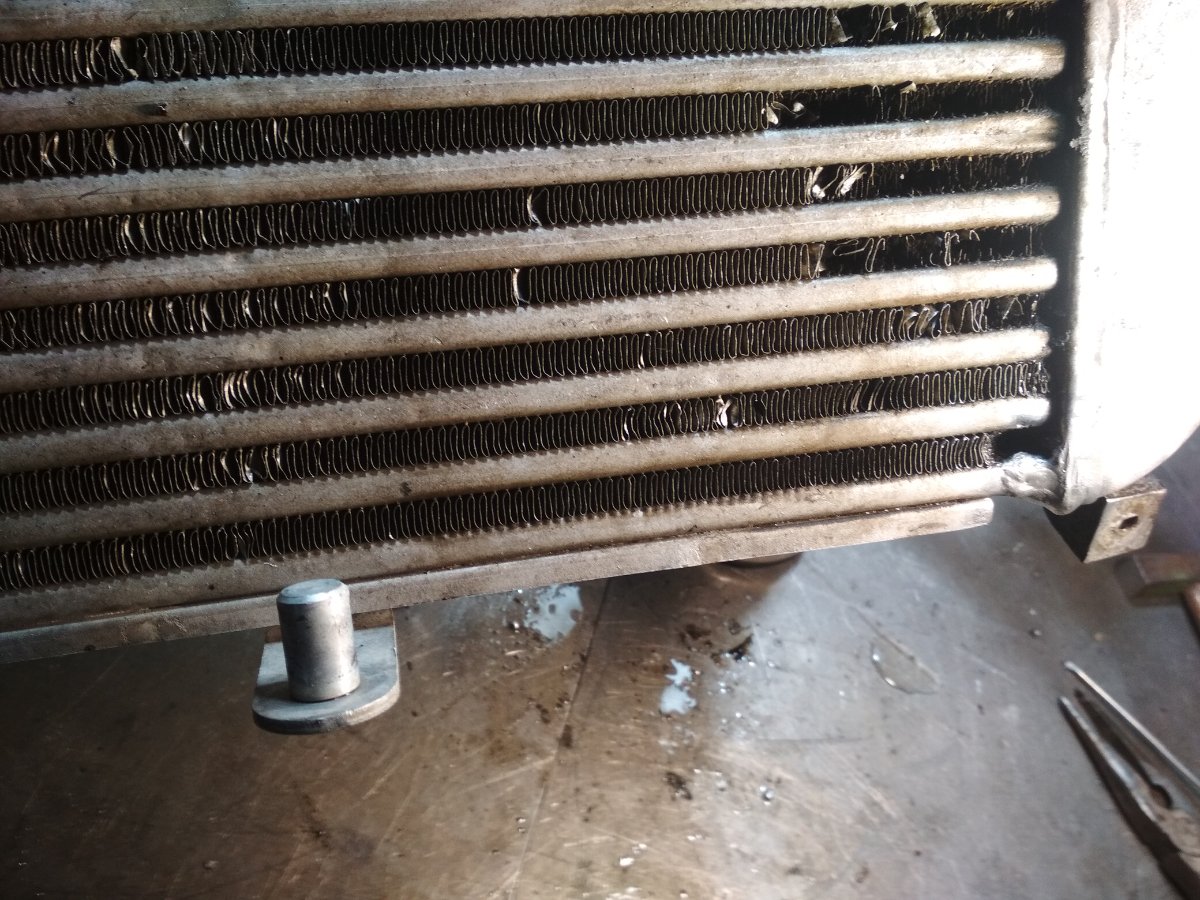
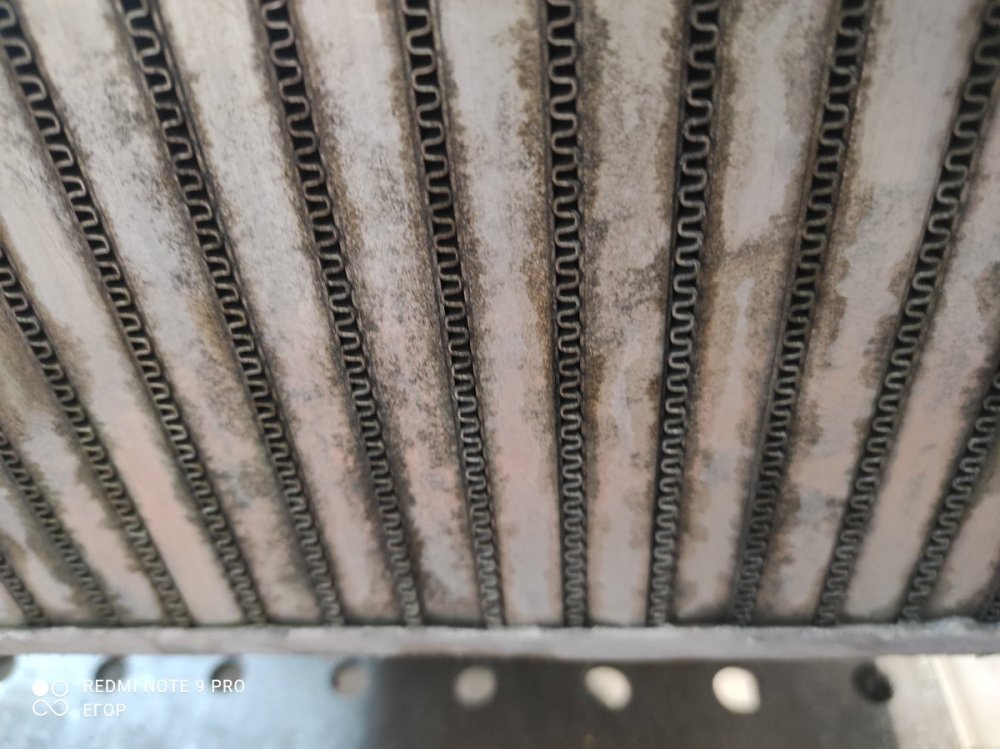
Вот, радиатор, устройство сот. А это обед, в ночную смену



 1 балл
1 балл -
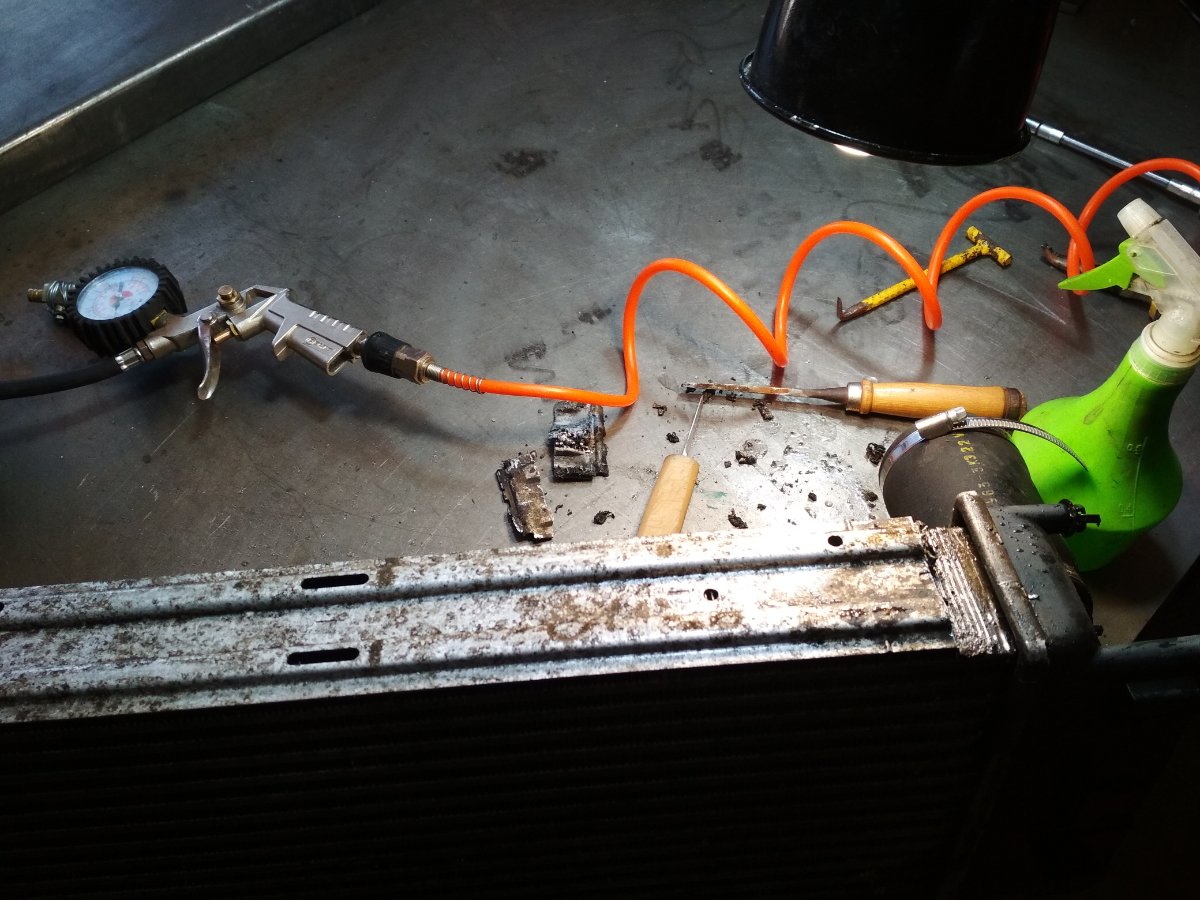
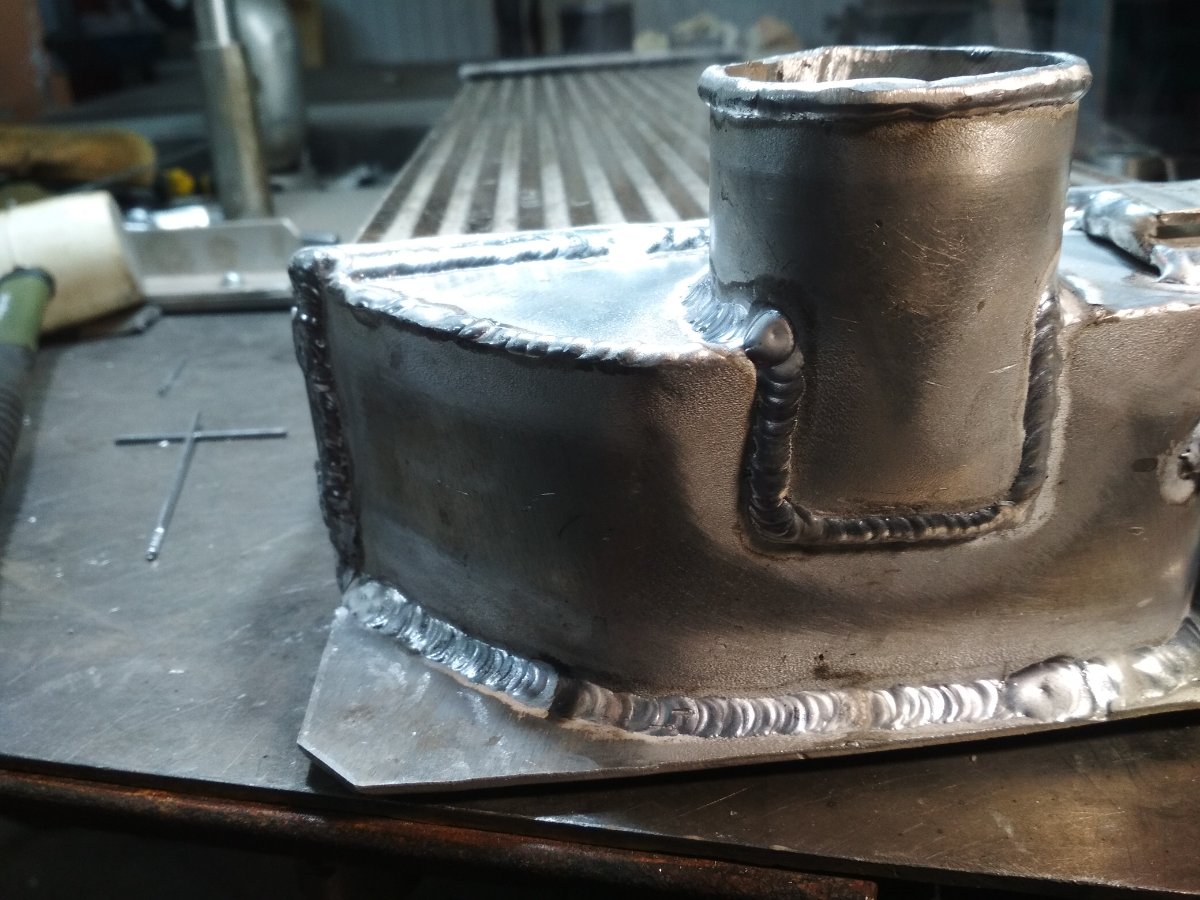
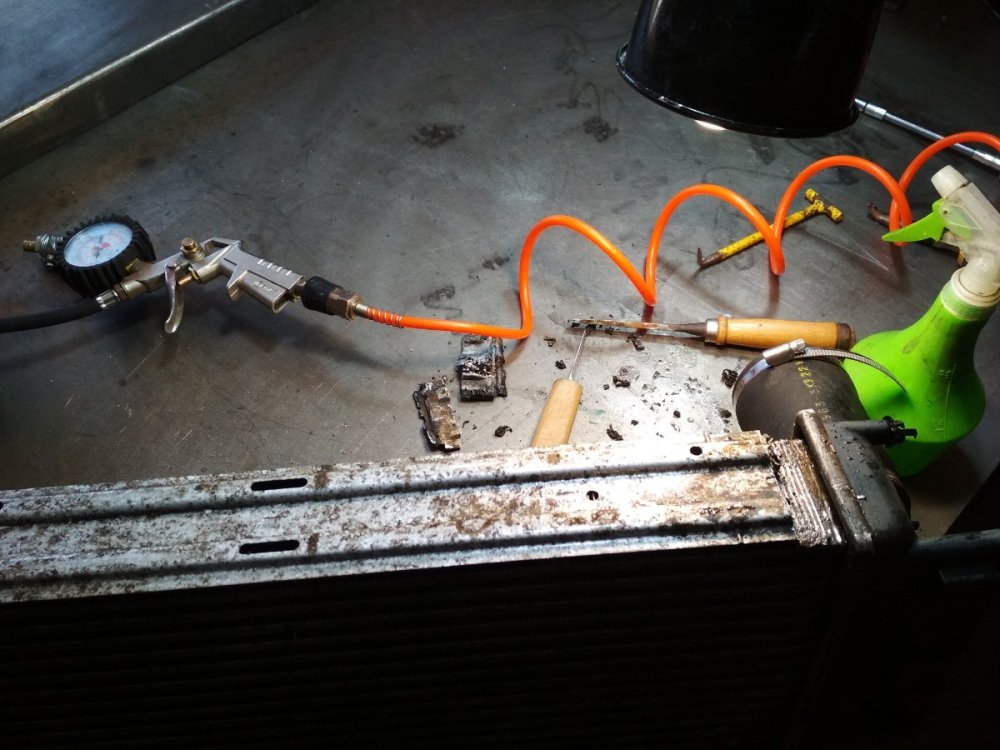
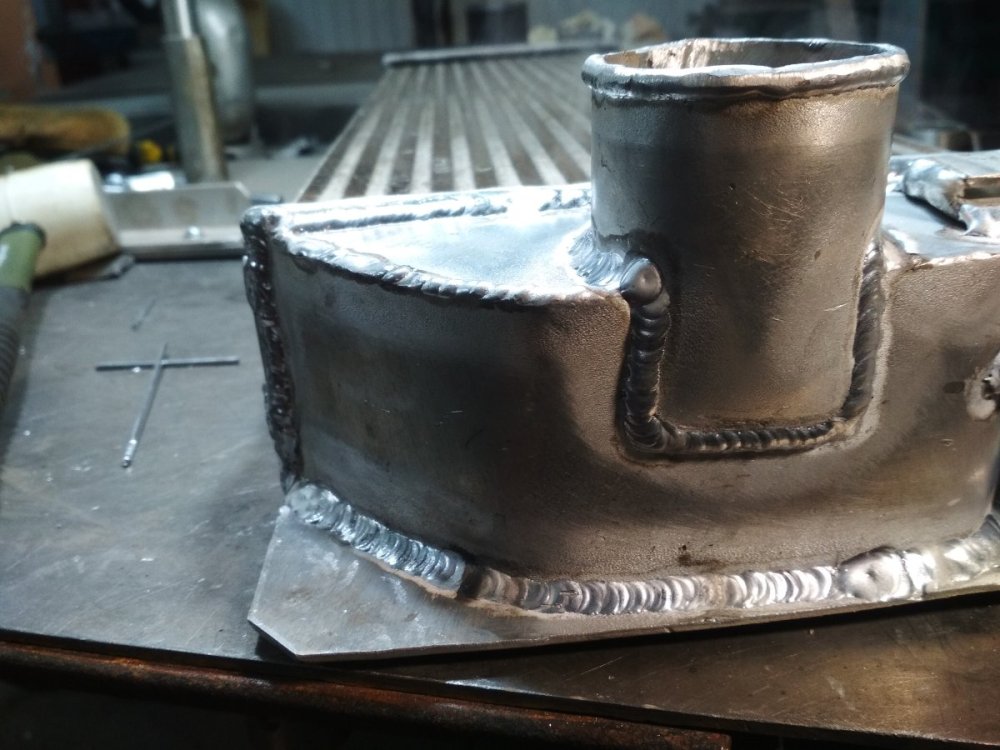
Работа над ошибкам. Это из разряда,когда показалось. А показалось, что смогу поставить бачек интеркулера Мерседес быстро и без проблем.Это бывает.Одна трубка надорвана почти полностью с одной стороны, вторая частью. Пайка,опрессовка ...все в порядке - прокладка сошла с места. Думал, без фиксации прокладки клеем посажу,однако нет. Пришлось быстренько сделать алюминиевый бачек в присутствии заказчика...кусок листового алюминия был, а остальное дело техники. Безусловно,можно вылезать эту конструкцию -чешуйка к чешуйке, но не было времени.Надо было сделать все очень быстро и в размер.




 1 балл
1 балл -
вот такой образец , вид ремонта пеной,холодной сваркой другого варианта не видел






 1 балл
1 балл -
Это вы варите или только фото выставляете? Какой у сварщика стаж? Какие требования к сварным швам, какое назначение изделия? Есть разделка или нет? Какой катет по чертежу? Какая марка сварочного и основного материала (прошу то, что указано на упаковке и на металле)? То, что показано на первых фотографиях вполне прилично. То, что названо "ожогами"- цвета побежалости. Если их нет- то с проваром будут проблемы. То, будут ли они на обратной стороне или нет- зависит от скорости сварки. А она- от тока и размера шва. Так что если катет нужен 3 мм, то это одно. Если катет 5 мм- это другое. При толщине 5 мм и катете 3 цвета побежалости будут в районе желтого. А при катете 5 уже синие. Цвета побежалости- это прозрачная плёнка окислов, которая на поверхности изделия отражает свет, преломляя его. Чем сильнее нагрев- тем толще плёнка, тем синее цвет. А потом серый. Это не брак. Цвета побежалости должны легко зачищаться проволочной щёткой. После сварки детали должны обрабатываться. Даже из нержавейки! И перед сваркой! Обязательно нужно пройтись чистой проволочной щеткой и обезжирить. Особенно, если дело происходит в большом цехе. Недостатки формы швов имеются- это бесспорно. Вопрос в том, на сколько изделие выполняет функционал. Перфекционизм в гараже- это одно. А выполнение нормы на предприятии- это уже заключение ОТК. Если проходит- то удовлетворительно. Если неудовлетворительно- то плохо. Не проходит. Тут либо поддув городить, либо последующее травление. Если не будет цветов побежалости- то может не хватить шва. По провару и размерам шва будет провал. На фото стыковые швы, заваренные не очень опытным сварщиком. По внешнему виду швов- предплечье слабовато. Надо брать гантельку или бутылку с водой 1,5 л и держать на вытянутой руке несколько раз в день в несколько подходов по 10- 15 минут. Через пару недель результат не узнаете! Второе- манипуляции. Надо начертить три параллельные полосы с инералом 3-4 мм, длиной около 200 мм (обычно столько варит сварщик до отрыва) и без присадки тренировать "бабочку". В интернете много видео по технике. Когда набьётся рука на прямолинейное движение- тренировать заварку корня разделки. Толщина одного слоя не должна превышать 3 мм, ширина- 5- 7. Если разделка больше- сделать несколько проходов. Большая толщина прохода- перегрев + коробление. Не говоря уже об огромной площади цветов побежалости... Третье- правильный подбор сопел и расхода газа. Сопел придумано огромное множество- и просто сопла, и линзы, и конусы... Так как у каждого сварщика своя техника, то у одного может получаться, у второго нет. Надо экспериментировать. На фото недостаточная защита- шовчик сероватый, окислившийся. Сварщику из-под линзы (сопла) должна быть хорошо видна разделка, а то шов будет не там, где надо. И еще раз про зачистку. В цехах, где варят цветнину стоит чистота- ну, не как в операционной, но как на вашей кухне точно! Перед сваркой детали должны быть зачищены. Тогда будет гораздо проще!1 балл
-
Когда вваривал в штуцер трубочку (диаметр 2мм, толщина стенки 0,15мм), то прибегнул к хитрости) Внутрь трубки плотно вставил медную проволоку. В довесок внутрь "пыхнул" аргончику и заткнул ваткой. Очень помогло.
 1 балл
1 балл -
@pashin76,При сварке аустенитной нержавеющей стали не перегревайте сварной шов, после прохода давайте сварному шву остыть до 100град (аустенитная нержавейка не любит перегва),старайтесь сваривать ниточными швами без поперечных колебаний. После сварки применяйте травильную пасту для удаления обедненного слоя хрома.1 балл
-
1 балл