Лидеры




Популярный контент
Показан контент с высокой репутацией 11.05.2022 во всех областях
-
6 баллов
-
@krako, Мы с коллегой недавно сдавали. Тоже угол. Он как и вы PB, я PF (снизу вверх). У нас на бумажках 9606-1 стоит. Сроком на 2 года. После дроби и песка поверхность металла серая и шершавая. Как тут:
 4 балла
4 балла -
Извиняюсь,возможно пропустил,небыло возможности прочесть всю тему,зато сейчас вижу повод и надобность сделать видео на тему,как и чем определить сплавы в ремонтной сварке при отсутствии клейма.2 балла
-
@KK27, прямая линия - это усредненная ВАХ дуги. Горячий старт на ВАХ не отображается, да и не связан с формой ВАХ. Это кратковременное повышение сварочного тока в момент розжига дуги. Облегчает зажигание, на процесс сварки не влияет. Излом верхнего участка, это особенность данного аппарата. У него повышение НХХ обеспечено использованием вольтодобавки. Наброс тока при напряжении ниже 10 вольт, это и есть форсаж. При малых токах увеличение тока в разы, это и обеспечивает стабильное горение дуги. Дуга гаснет в момент схода капли, кода происходит КЗ. При малом токе она повторно не возбуждается. Поскольку это кратковременные процесс, кратковременное увеличение тока на среднее значение почти не влияет. Зато дуга горит стабильно. Да, вблизи рабочей точки, т.е. места пересечения ВАХ дуги и источника, источник -почти стабилизатор тока. Чисто стабилизатор используется для TIG, для ММА есть оптимальный угол наклона ВАХ, то есть оптимальное выходное сопротивления источника. Для разных типов электродов оно несколько отличается. Для рутила чуть более пологая ВАХ, при укорочении дуги ток возрастает. Для основных и целлюлозы это не нужно, их нельзя в ванну тыкать, как рутил. Покрытие тонкое, липнут.2 балла
-
@Hlorofos, Ссылка в контакт это одно, а на явь это другое... Прекрасное сравнение для некоторых жабоудавленных...)) https://youtu.be/fR_lgnWVip0 https://youtu.be/sPyE0tsosY0 https://youtu.be/gV7XwM7IPlA https://youtu.be/EssM4cjBcC42 балла
-
@Romingood, копоть вытирается тряпочкой после остывания. На ваших швах, нагара не вижу, кроме как немного окисленного метала от не достаточной защиты. На левой части железяки, так там на одном шве вообще поры. А это явно проблема с газом (не достаточно продули, не достаточный расход). В П\А расход газа зависит от применяемой горелки. Но 5 литров, это смешно, столько и на ТИГ то не сделать. Плюс, как высоко держите горелку. И конечно не забываем про сквозняки. Газ легко сдувает не ветром, а еле уловимым сквозняком, особенно если горелку держать достаточно высоко. И еще... А вы что оцинковку варите? Ну так о какой защите тут говорить!? Возьмите черную сталь без покрытия, и ее варите. А если вам надо оцинковку варить, то лучше делать пайку CuSi проволокой, только газ, чистый аргон надобно и проволока CuSi .1 балл
-
@KK27,раньше ВАХ была, какую Бог дал. Трехфазный выпрямитель с жёсткой характеристикой и балластный реостат. На таких малых токах, как от хорошего инвертора, варить не получалось. Да, электроды ведут себя по разному из за разного химсостава покрытия. Потенциал ионизации компонентов покрытия разный. Рутил и на перемене горит, а основные и целлюлоза только на постоянке .1 балл
-
Поддоны,КПП,АКПП - 4043. В случае,если кипит - 4047. Магниевые- магнием. р.с. даже если поддон из 5356,то 4043 ложится отлично и держит. Игорь,вы так скоро "Евгением" станете с таким подходом.1 балл
-
С Праздником Великой Победы.1 балл
-
С Днем Победы!1 балл
-
так вы темку то прочитайте и еще одну про ТИГ проглядите. Ну поработайте сами, а если что-то будет не понятное, то более конкретный вопрос задавайте. P.S. на любом изделии промышленного изготовления, пластик, алюминий, имеется маркировка того материала из чего изделие.1 балл
-
Осваиваю новое занятие. Сгнила скамейка перед "водоёмом". Купил профелегиб или трубогиб и в бой. Пока боковины сделал.


 1 балл
1 балл -
Я себе такую сделал. Можно в руке держать, можно прикрутить куда нибудь.

 1 балл
1 балл -
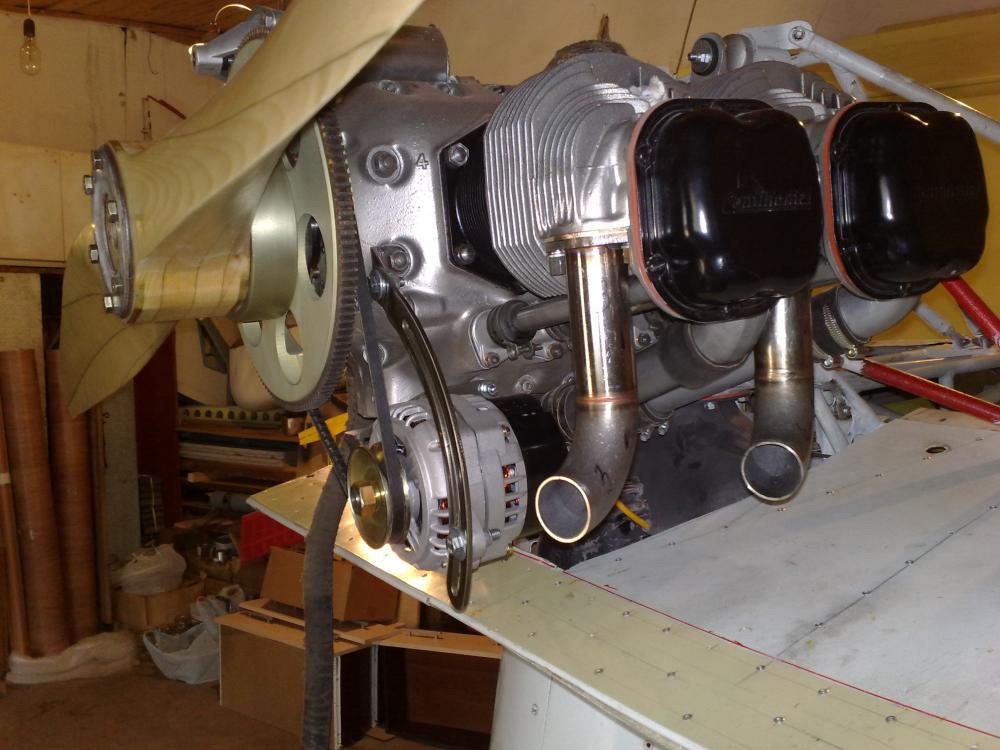
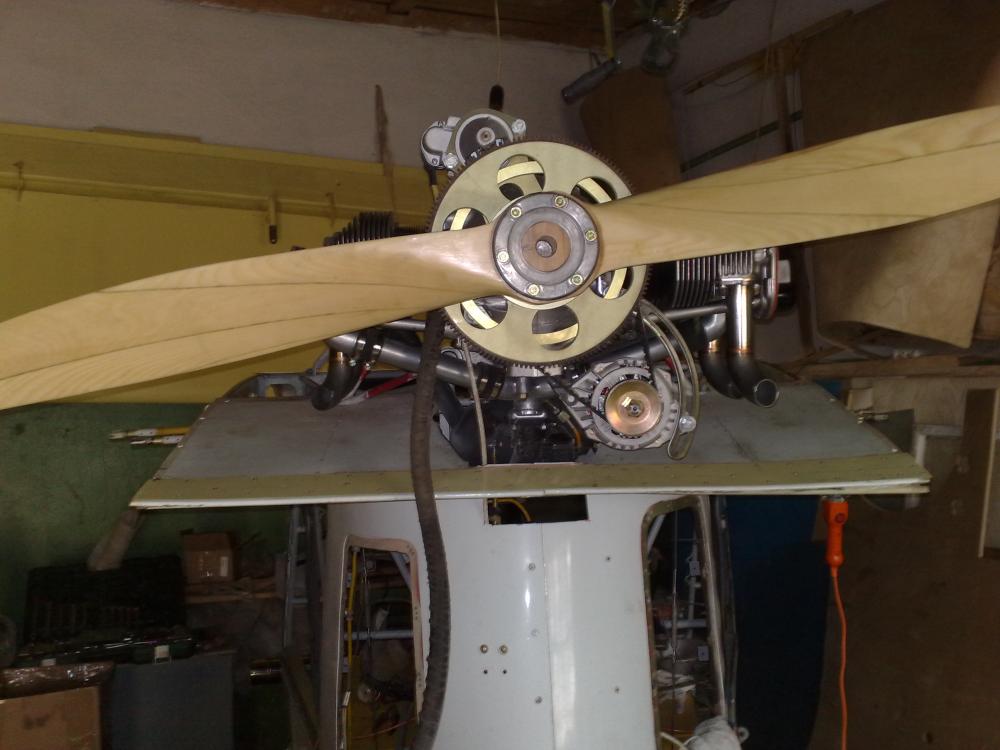
В завершении темы. Изделие на самолете.


 1 балл
1 балл -
Вращением стола управляет частотный преобразователь. Индикация на нем соответственно в Герцах. Программное обеспечение интерпретирует значение частоты преобразователя в скорость сварки и наоборот - скорость в частоту. Положение поворотного стола вращателя контролируется счетчиком импульсов, которые задает оптрон на валу редуктора вращателя. Вот еще из этой же серии деталей. Контроль обратного валика сварного шва.

 1 балл
1 балл -
Выхлопные трубы авиационного двигателя Continental. Труба 40х1,5 AISI 304 (фланцы не мои, мои только отводы).







 1 балл
1 балл








.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)