Лидеры




Популярный контент
Показан контент с высокой репутацией 13.03.2026 во всех областях
-
В общем возвращаясь к первому сообщению в теме предпринял следующие мероприятия: Прочистил всю систему подачи, поменял канал, перешел на конусообразные наконечники(по ощущениям меньше греются чем тонкие), разместил ПА так что-бы подающий канал был максимально выпрямлен. 0.8 проволокой стал варить прекрасно вообще без вспотыканий и обрывов дуги, приятно шелестит и ровно варит, одно удовольствие. На днях опробую еденичку.4 балла
-
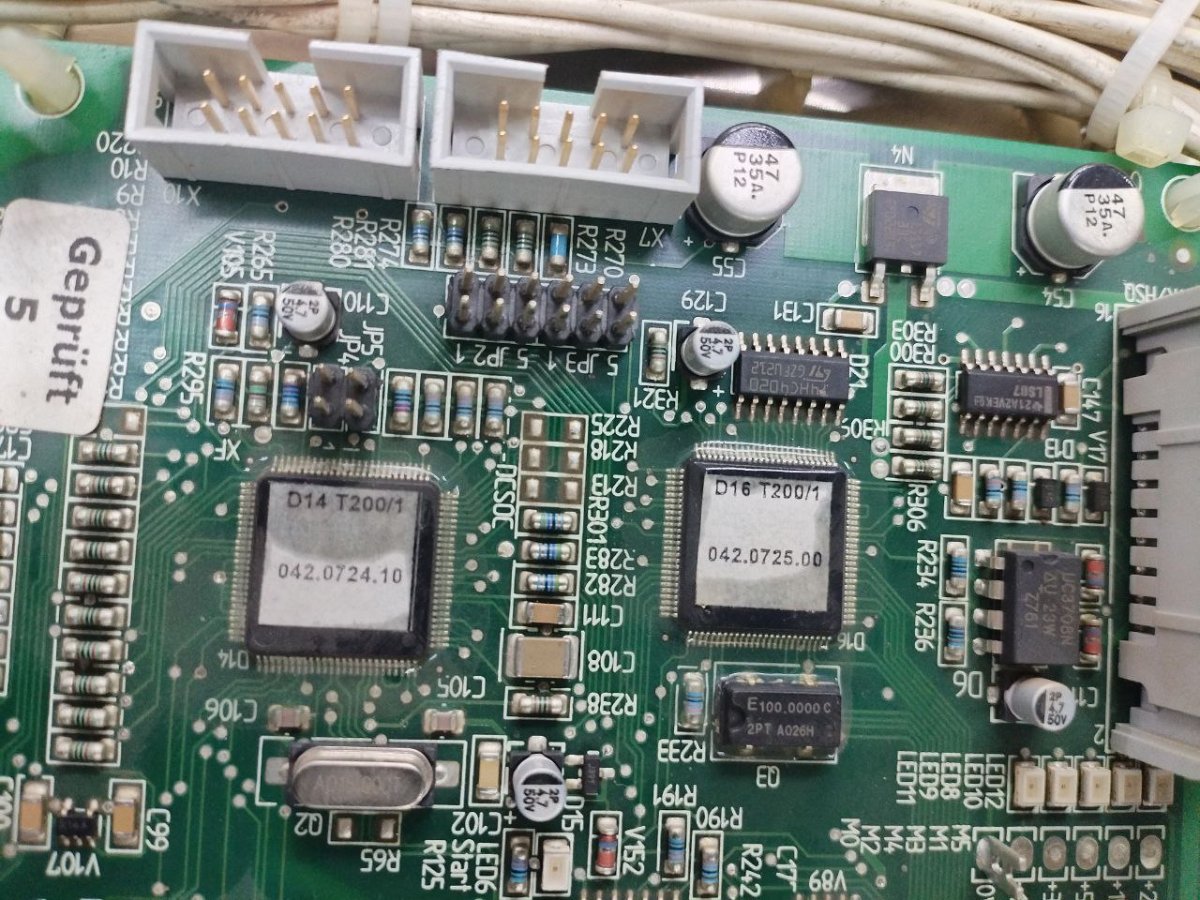
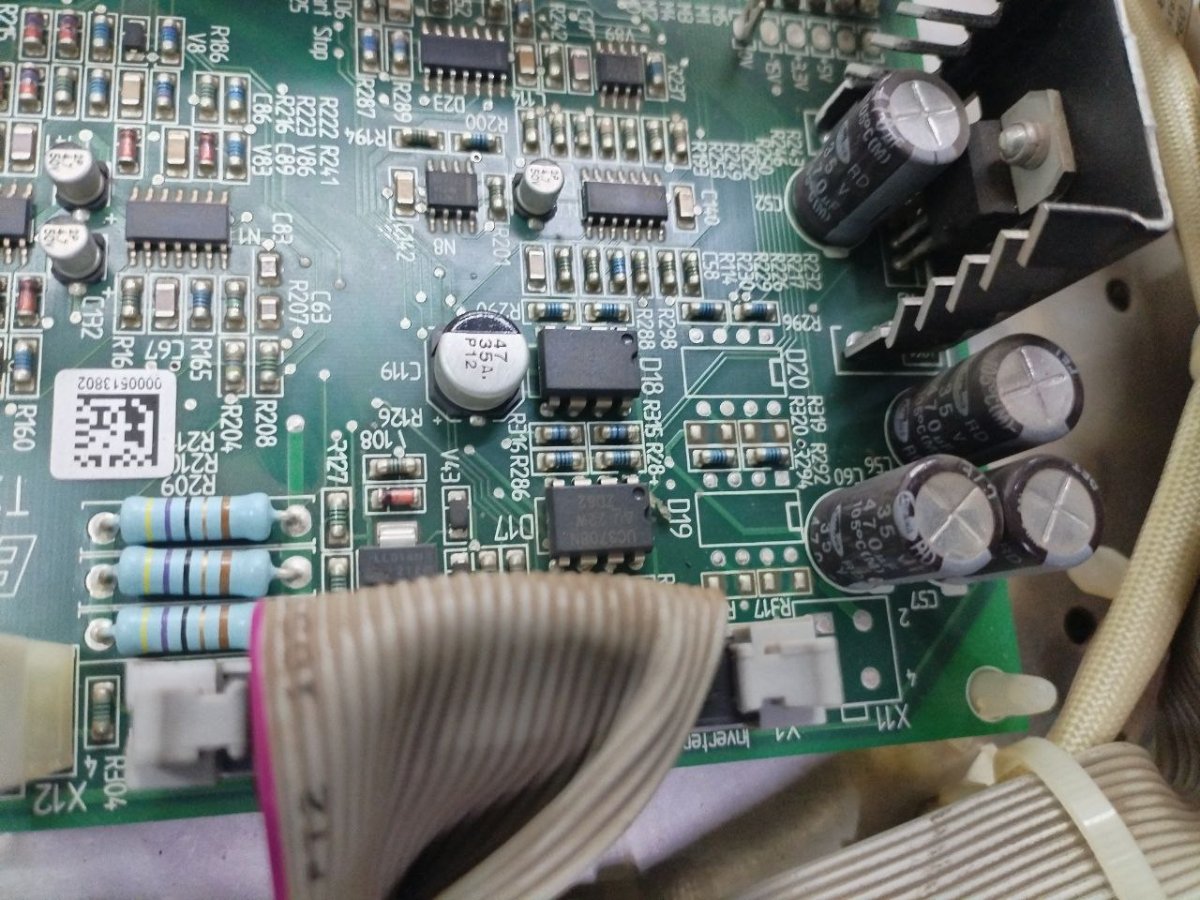
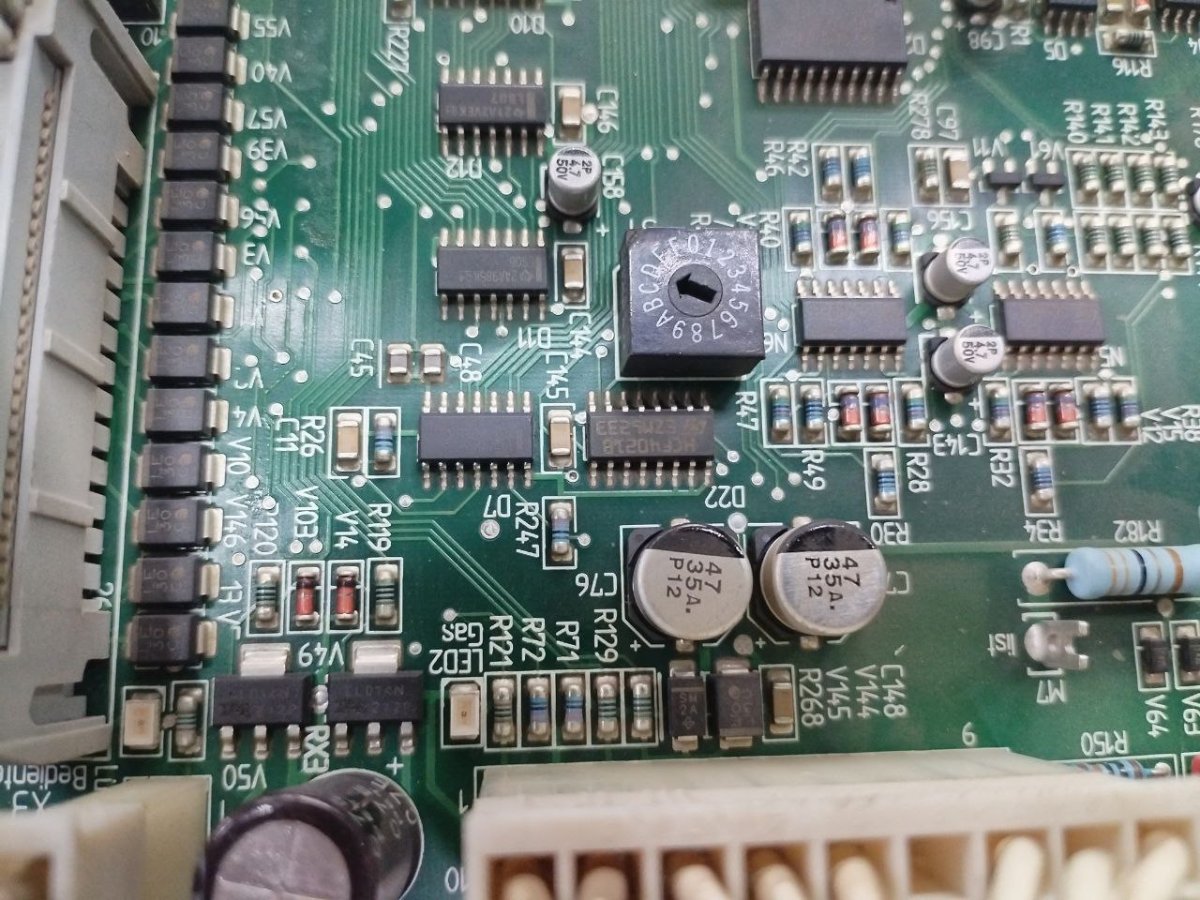
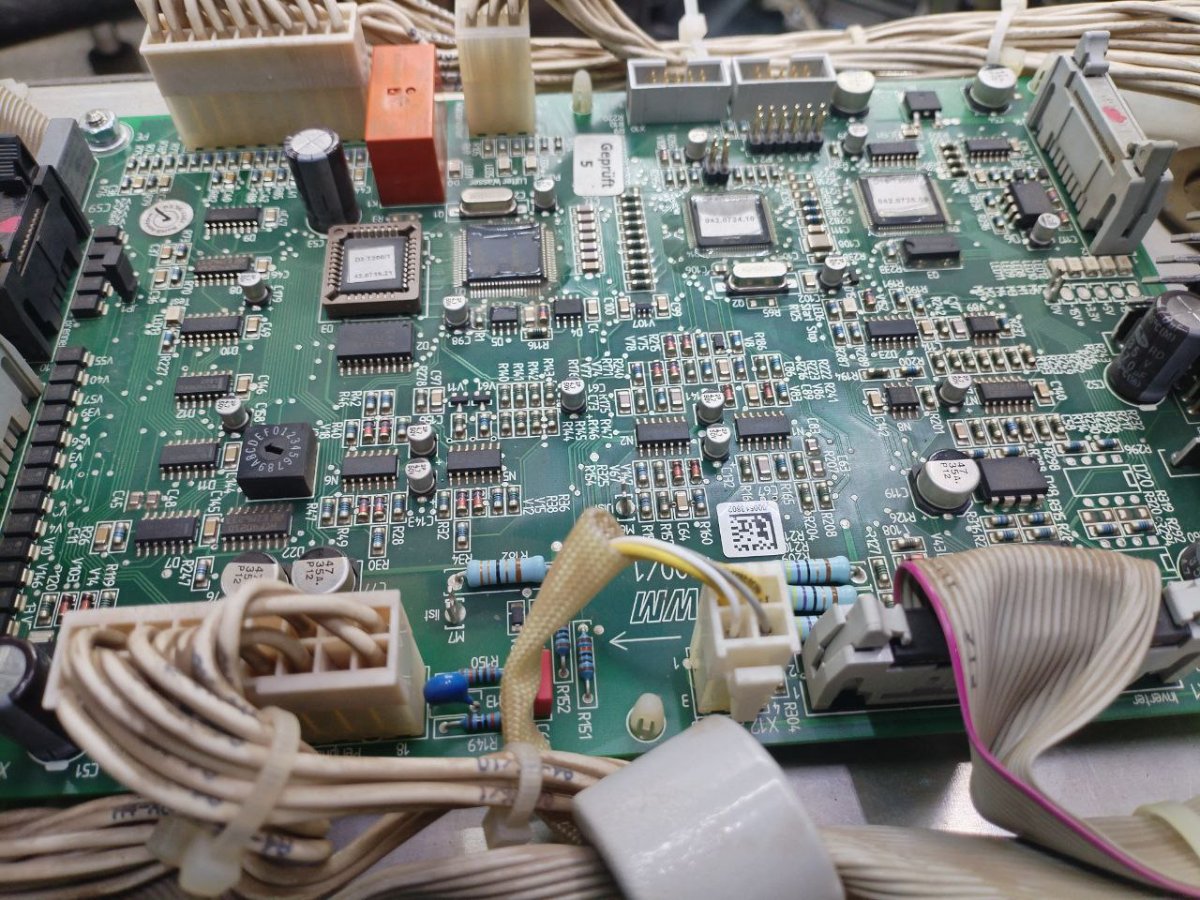
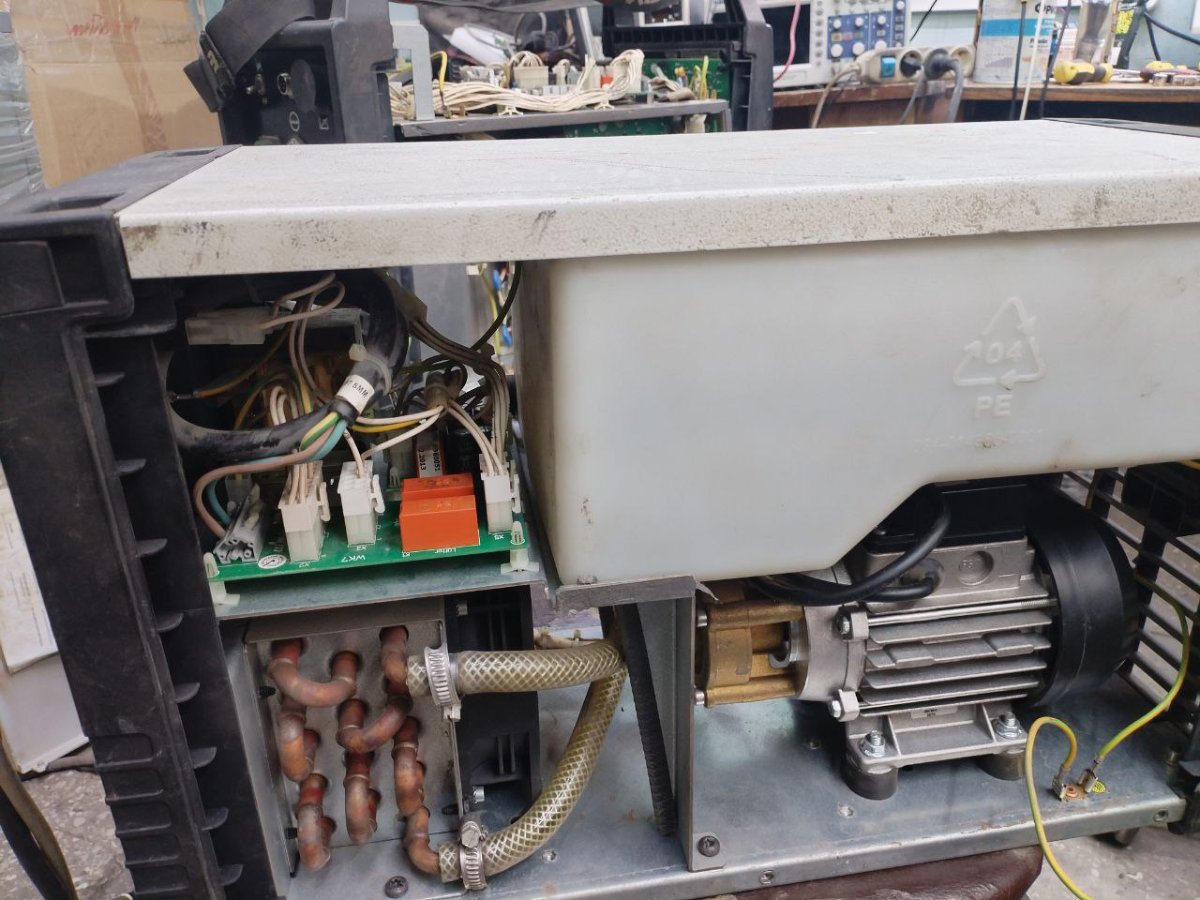
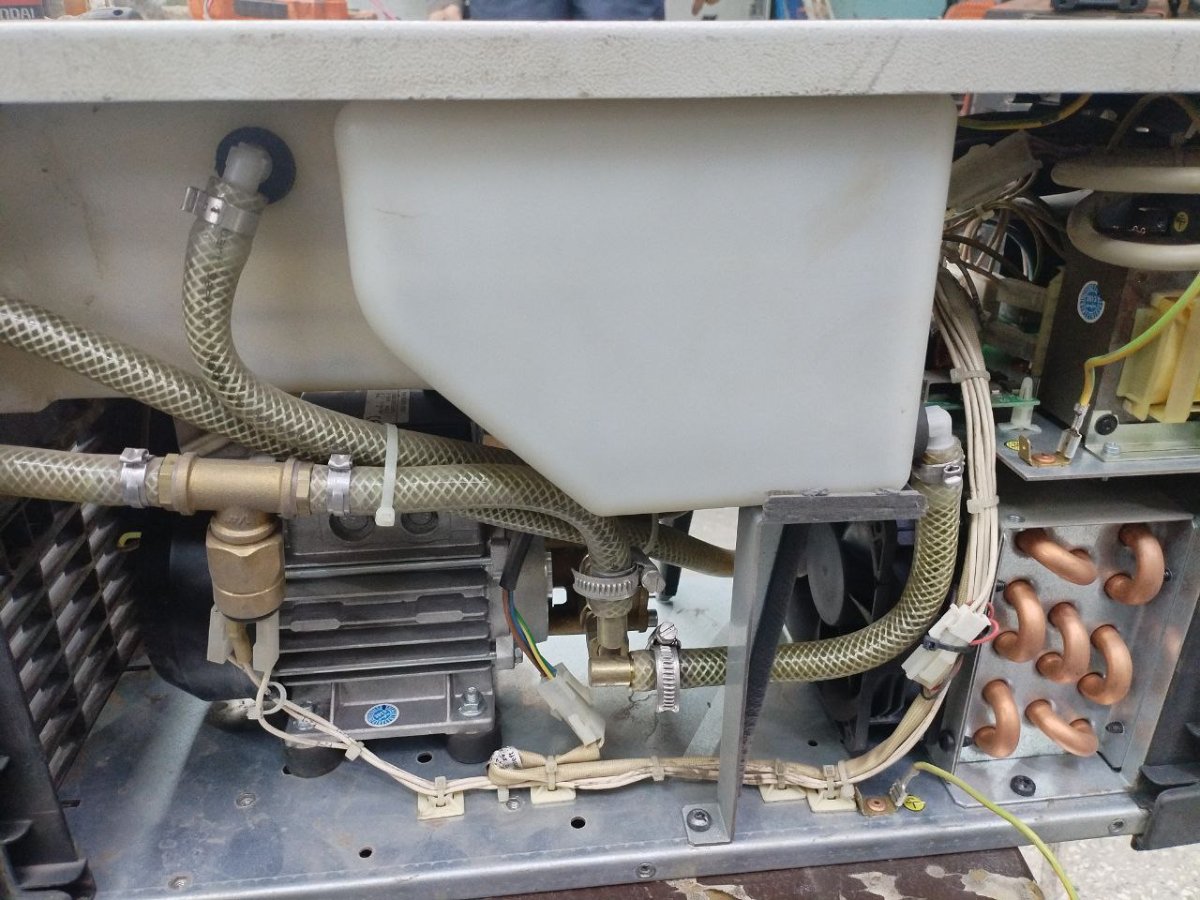
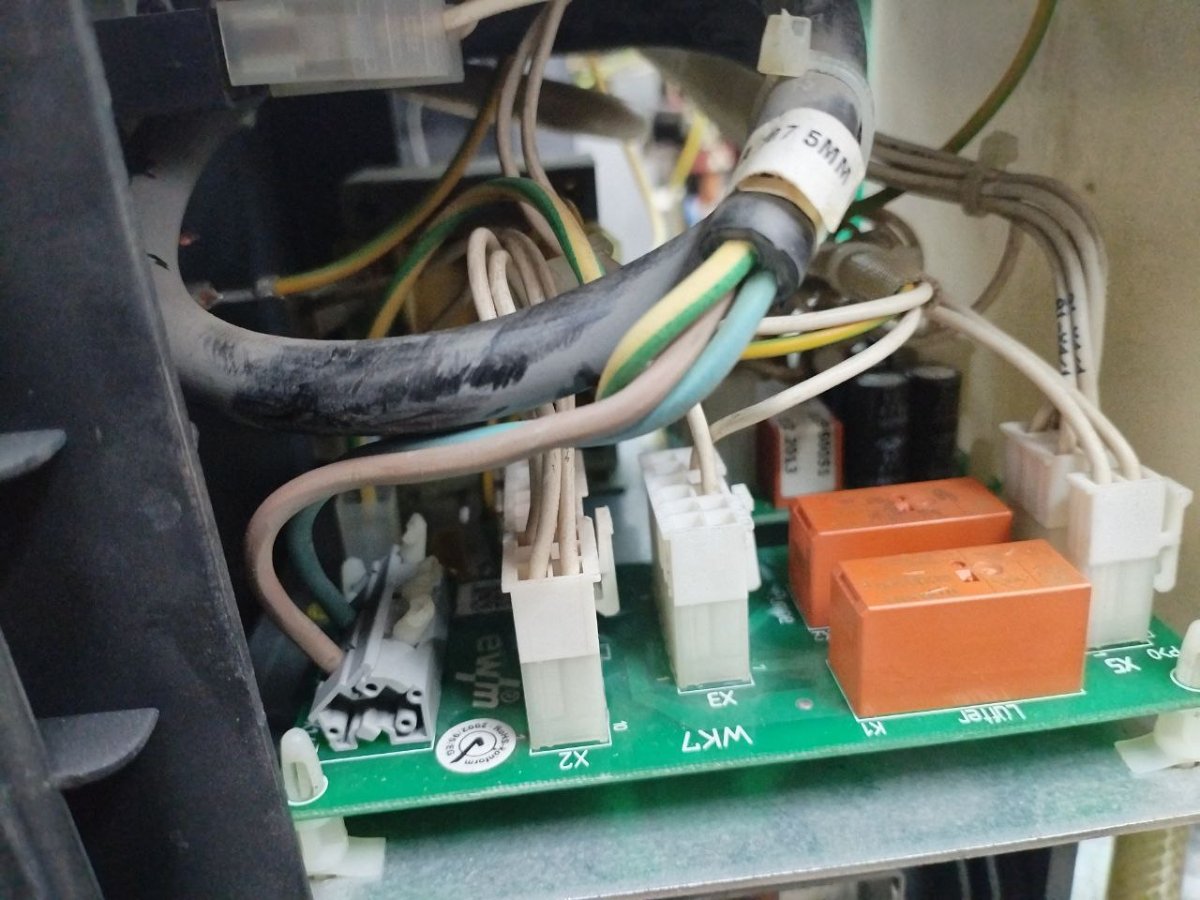
EWM Tetrix 230 AC-DC. Почти из Сибири. Слабый поджиг и не срабатывание БВА с началом работы. Осциллятор восстановили и блок полечили. Естественно, изначально проверили наличие сигналов включения этих устройств с платы управления.
 1 балл
1 балл -
Это из серии "Байки из склепа".Есть сварщики, которые не знают теорию, но сваривают консервные банки покрытым электродом 4мм в диаметре так, что это соединение ВИК и РГК проходят влёт.Есть специалисты, сваривающие стык типа С17 20мм стали 12Х17 проволокой 08Г2С сверху вниз на трансформаторном п/а за один проход под РГК, есть умельцы,соединяющие сталь 12Х18Н10Т и ВТ-01 напрямую так, что ломается разрывная машина и т.д.Есть такие специалисты.Очень засекреченные. К ним стоят в очередь унылые доктора наук и кандидаты тоже.Ума-палата!Но в сварке не петрят! Поэтому их никто не видел,как тех сварщегофф и тех кандидатофф-дАкторофф...Но они есть, как тот суслик. Когда я был молод и юн,я тоже верил в подобную ересь.Но Вы уже спец в годах.Не надо транслировать сюда чепуху.1 балл
-
Знаете, гражданин, вы сейчас ведёте себя, как запойный сварной из подрядчиков, которых нанимали в бытность мою главным сварщиком на предприятии, выпускавшем удобрения, для ремонтов (чтобы пдешевле). Приезжали такие- на шлифовальном круге болгарки вольфрам точили- потом куски в шве при просвечивании находили. Работали так долго- пинать устанешь. Расход сварочных материалов просто гигантский! Вольфрам килограммами уходил. Газы- десятками баллонов. На обед уходят- не закрывают- мол, никогда так не делалаи, не душни. Газовый клапан из аппаратов выдирали- мол в совке не было, так и нам не надо. А как стыки просветим- так хай на весь свет- переделывать надо. Вы лично пробовали сравнить, чем варить лучше? Дрючком ободранным, с дугой, которая бьёт во все стороны и куски отваливаются или правильно заточенным электродом с полированным конусом? А мне про это в 2000 году профессов рассказывал, который в СССР исследования проводил. Тогда ещё можно было беспристрастно без грантов всяких... И называл зернистость наждачного круга, которым нужно затачивать электрод. Не помню, кстати, за давностью лет. Но он пояснял, видео демонстрировал. Поэтому прошу эту дремучесть мне не толкать. Просто сегодня есть компактный инструмент, а тогда три наждака надо было. И поверьте, когда я добился, чтобы мне в ремонтный цех купили такую машинку- то сварщики говорили точно также. А потом я у них взял по одному электроду и заточил. Остальные на шлифмашинке ободранные были. Конус длиной 30- 40 мм, поверхность заточенная была вся в ямах и рытвинах, притупление- как преступление... И поверьте, на следующийй день подошли и попросили показать и объяснить. И потом не в домино рубились, а в очередь запасные электроды точили. Потому, что правильно заточенный электрод работает дольше и варить легче- не надо изворачиваться, чтобы пятно эмиссии в разделку направить. А инструмент пришлось привязать- во избежание... Возьмите книгу про источники питания сварочные и прочтите про саморегулирование процесса. Вас ждут удивительные открытия и не менее удивительные разочарования. Знаете, на производствах повидал всякого и вывел одну истину- всякий инстумент идеален, если им умеешь пользоваться и настраивать. А ещё- всякое оборудование надо обслуживать. Аппараты продувать, за соединениями следить. В ремонт отвозить... Когда добился, чтобы каждому сварщику по кемпику выдали, в карточку записали- тогда и дрюкнул каждого, кто за аппаратом не следил. Сломался аппарат- сиди в цеху. Все на ремонтах, деньги зарабатывают, премии и сверурочные- а этот с КТУ 0 ждет, пока электрик починит, клемму новую поставит. Как бабка отшептала- перед ремонтом все проверяли аппараты, чистили, блистили, подкручивали... И сопла керамические берегли и горелки на плече носили, а не в прицепе отправляли. А давайте вспомним, как на химических заводах резали газом нержавейку? Кто знает как это? А элементарно- берётся железная проволока- Св08А и подаётся в струю кислорода резака. Железо горит, плавит нержавейку, расплав выдувается из зоны реза. Виртуозы- слесалюги резаком так кромки готовили- криворуким с болгаркой на зависть! Но потом что будет со стыком? Когда кислота по трубе пойдёт? Там "Жырных полярных белых лисов"- на каждосм стыке... Или азото- водородная смесь- 400 градусов, 400 кГ. Просто если не говроить про это- то как бы и нет. А что же делать? Элементарно! Нормальные бригады устраивали себе кунг, который подключался к сети и в нём был токарный станок, на котором можно было обточить маленькую катушку, или отвезти в цех, на большой станок- кромки готовить... Но зачем, если и так сойдёт? Теперь же можно взять набор инструментов, который влазит в средних размеров чемодан. Да, стоит дорого. Но оно того стоит- просто работа ускоряется в десятки раз. И подготовка и сварка. И переделывать потом не надо! А как боролся, чтобы щётками зачищали прикромочную зону, а не дрочили болгаркой? Это песня была! Поспорил с самым упрямым слесарем на пачку сигарет, что быстрее его 325 стык зачищу. Он зачистным кругом, я- стальной щёткой. В общем, после того, как я полчаса курил, а он только половину зачистил, он подошёл и попросил показать и рассказать, как и что. После этого перестали использовать зачистные круги практически совсем. Только когда щётка не брала. Поэтому убедительно вас прошу не смотреть видео с тытупа, больше читать литературу и советоваться с профессионалами. И инструкции, кстати, тоже читать. Перестаньте держаться за прошлое- там это всё работало потому, что другого просто не было. Физически.1 балл
-
с учетом З\П, мне кажется, они уже не в таком почете как раньше и короны то не у многих остались. А следовательно и таскают, и пилят, и сверлят уже САМИ А если у тебя есть и те кто таскает, возит, подстилочку подкладывает... то купить печурку не сложно, даже новую1 балл
-
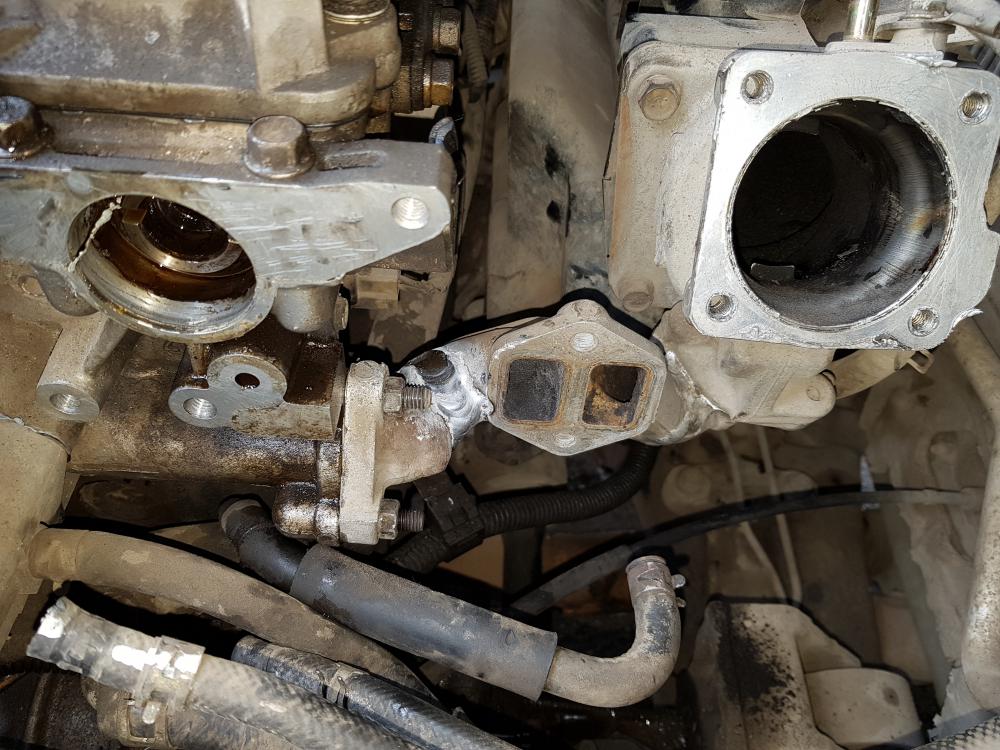
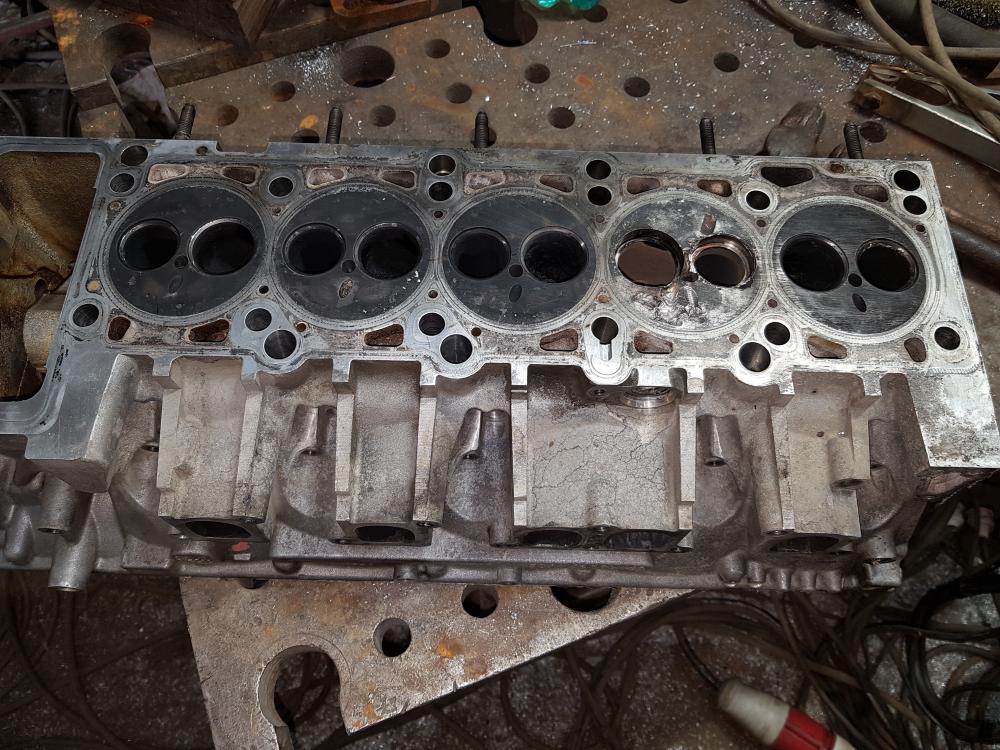
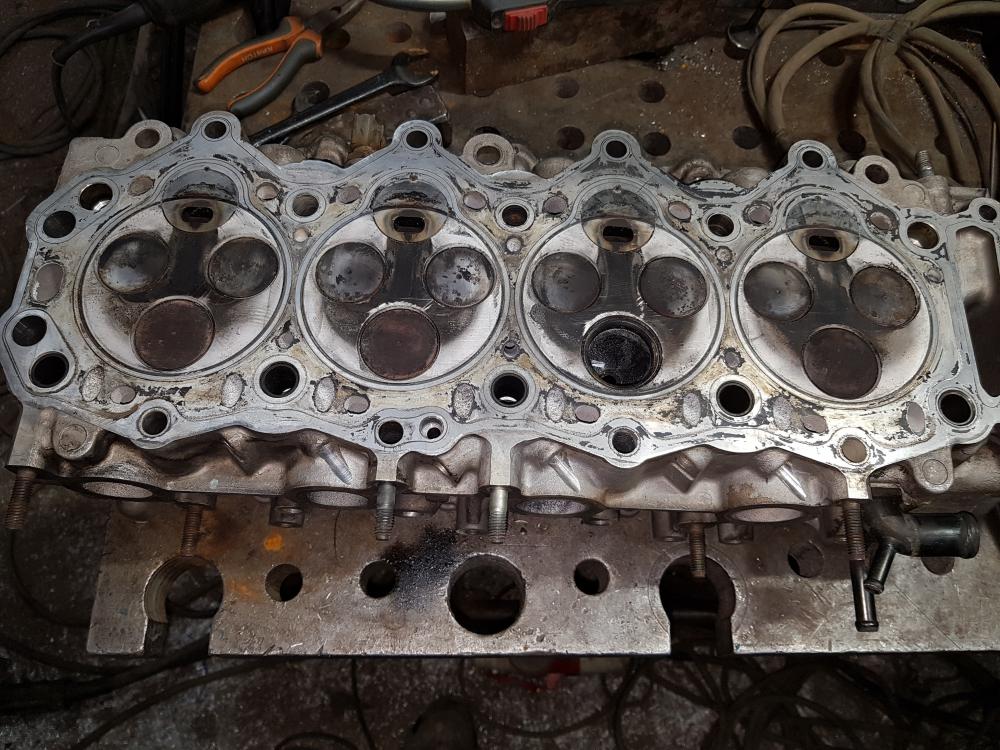
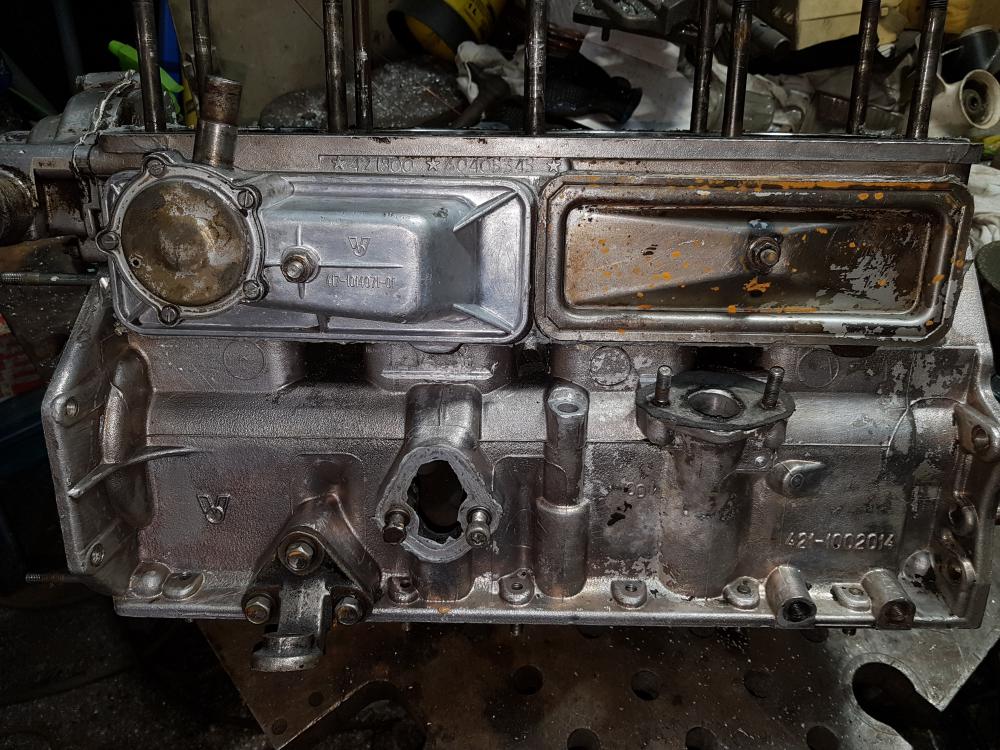
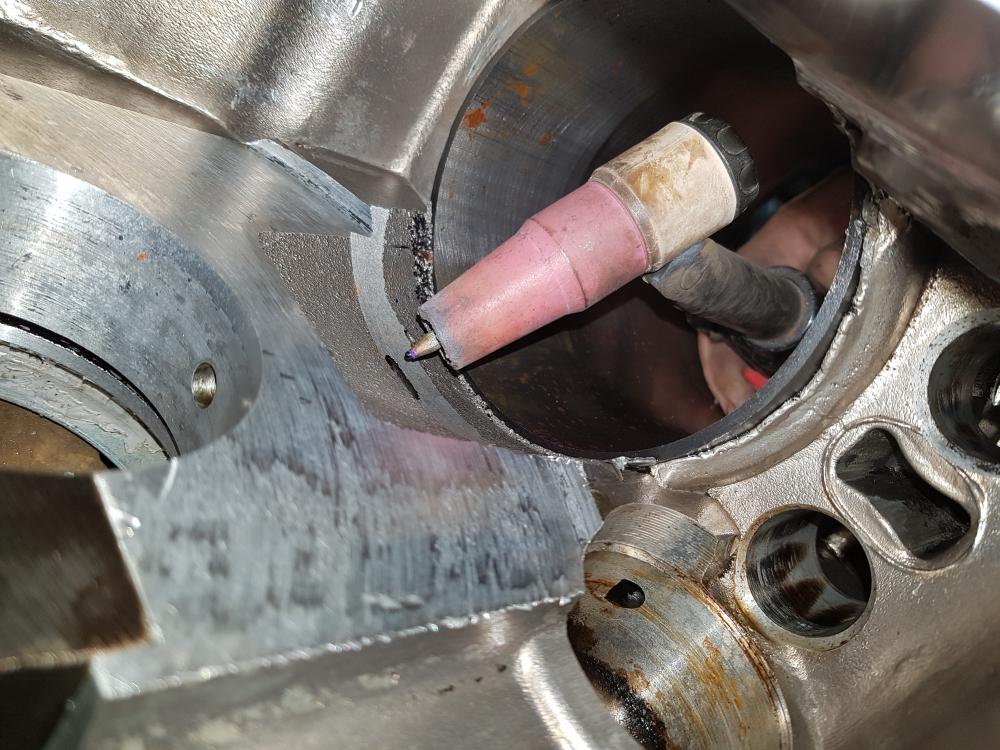
Как показывает практика, доли пациентов, поступающих от агрегатчиков и костоправов-почти равные. Итак, алюминий. Хоть я и стараюсь следовать правилу "варить только снятое", но иногда приходится ему изменять. "Штаны" системы рециркуляции пришлось варить по месту. Часть обварил сверху, часть-снизу, с зеркалом. Снял, убедился, что без недоваров и подрезов. Поставил назад, убедился, что поводок нету, всё встало ровно. Обрыв клапана и его последствия-столь же частая хворь, как и коррозия алюминия. Немного реже-трещины от перегрева. ГБЦ маздовского дизеля. Фордовская бензинка. Началось с малого, холостой прогон дугой "несколько" удлинил разделку и шов... В достаточно узком канале горелка Агни-35 чувствует себя вполне вольготно. Блок УМЗ-421. Глюк расточного станка привёл к тому, что расточная головка проскочила низ гильзы и прогрызла отверстие в масляный канал. Подлез и заварил. Зачистил бор-фрезой. Бросилось в глаза "какчество" нонешнего УМЗшного литья. Точки на коренной постели-это не грязь, а поры... Механоиды отличились, "треснули" корпус ТНВД ЯМЗ-238. Всё как всегда-разделка, корень, заполнение, обдирка обратного валика. К слову о коррозии алюминия. ГБЦ Хёнде. Формировал водяные каналы с помощью угольного электрода ф 5 мм. "Подгоны" от кузовщиков. Картер КП. Выкрутил заломыши методом приварки гаек.
1 балл
-
И будет ходить - соединение чугун - сталь вполне работоспособно при сварке ЦЧ 4,да и той же нержавейкой.Пластичность стали компенсирует напряжения Не отрывай:эти электроды предназначены для сварки чугуна с низкоуглеродистой сталью Микротрещины в чугуне будут в любом случае при сварке любыми электродами на холодную1 балл
-
@Nail02,Хорошая работа,но только электроды которые вы применяли АНЧ-В не предназначены для сварки чугуна на холодную: в их составе нет ни грамма никеля.По хим составу они не далеко ушли от цч-4,сварка такими электродами ведется при подогреве как минимум 400 град.Хотя производители упорно пытаются доказывать обратное. @Serj55441, с электродами АНЧ-В или ЦЧ-4 такое не прокатит: основа этих электродов сварочная проволока св-08А,главное в этих электродах обмазка, в которую вводят ванадий.При сварке он образует карбид ванадия не допуская появления отбеленных зон.1 балл

.jpg.6e71c6c3998c01ea7920ab01001a1b38.jpg)
.jpg.49925af524721dc38416772c91046971.jpg)
.jpg.3a92d02e12a0b7d17ca4195aeccf177e.jpg)
.jpg.06d4bb2b12586b00e17eef611361c92b.jpg)
.jpg.47e119dbd447552cb8577ecc7560d9bb.jpg)
.jpg.829f73cbf1d45dc9aab16abbd8972e69.jpg)