Лидеры




Популярный контент
Показан контент с высокой репутацией 20.01.2026 во всех областях
-
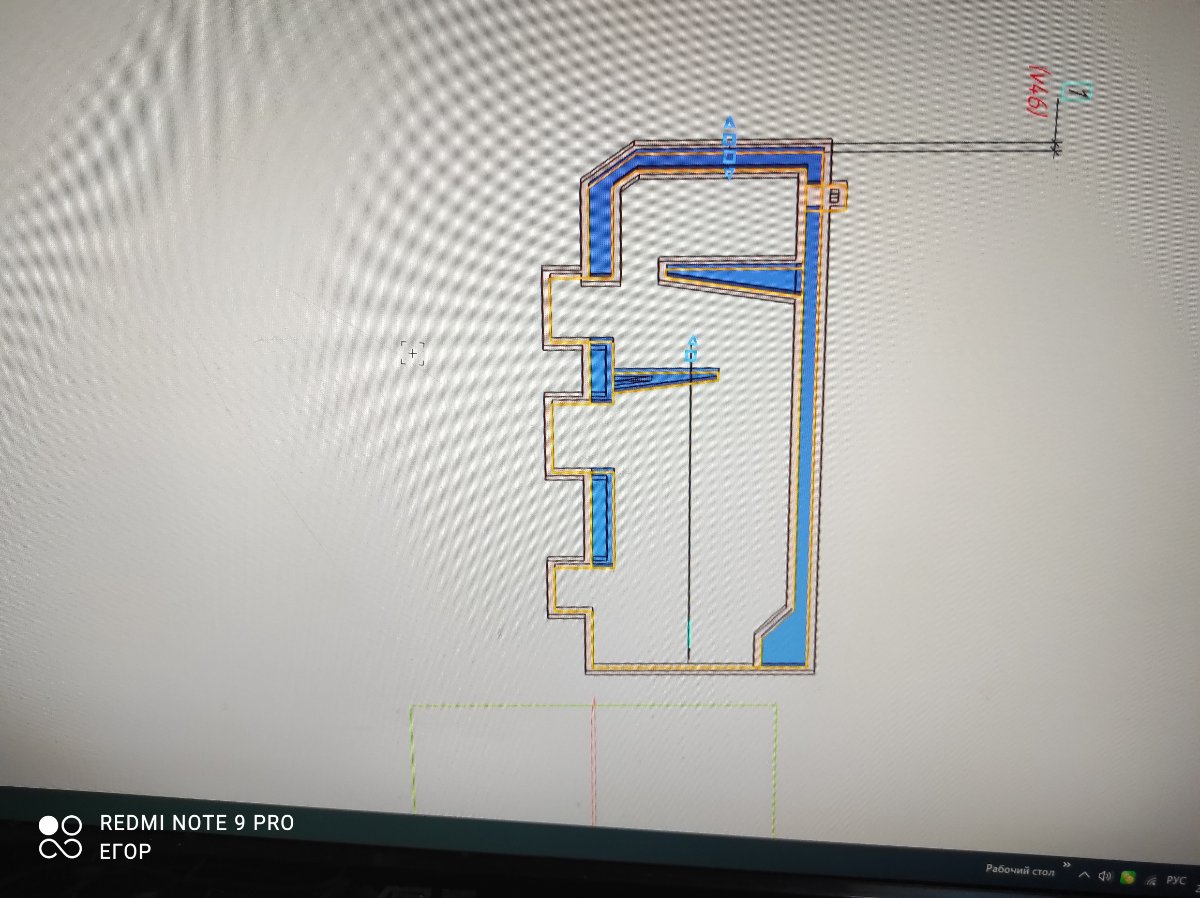
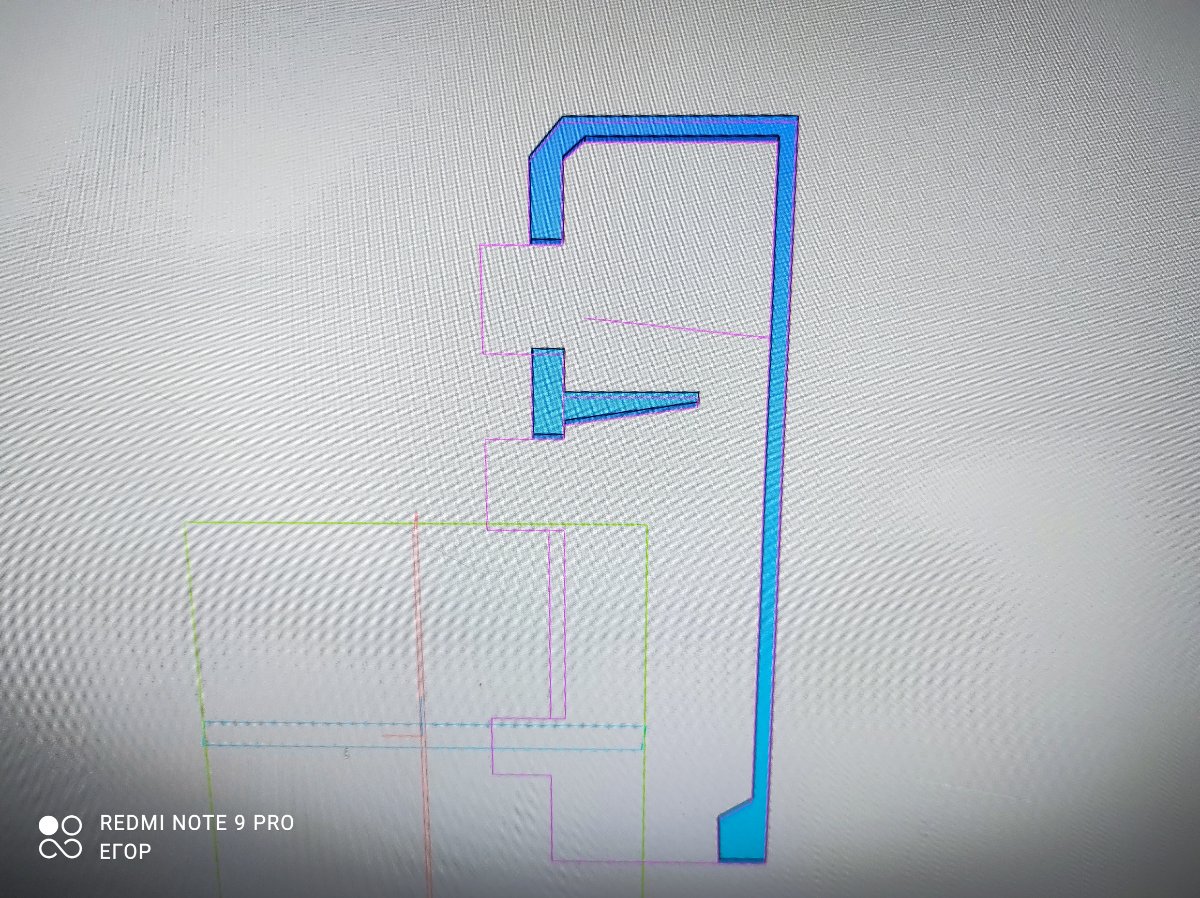
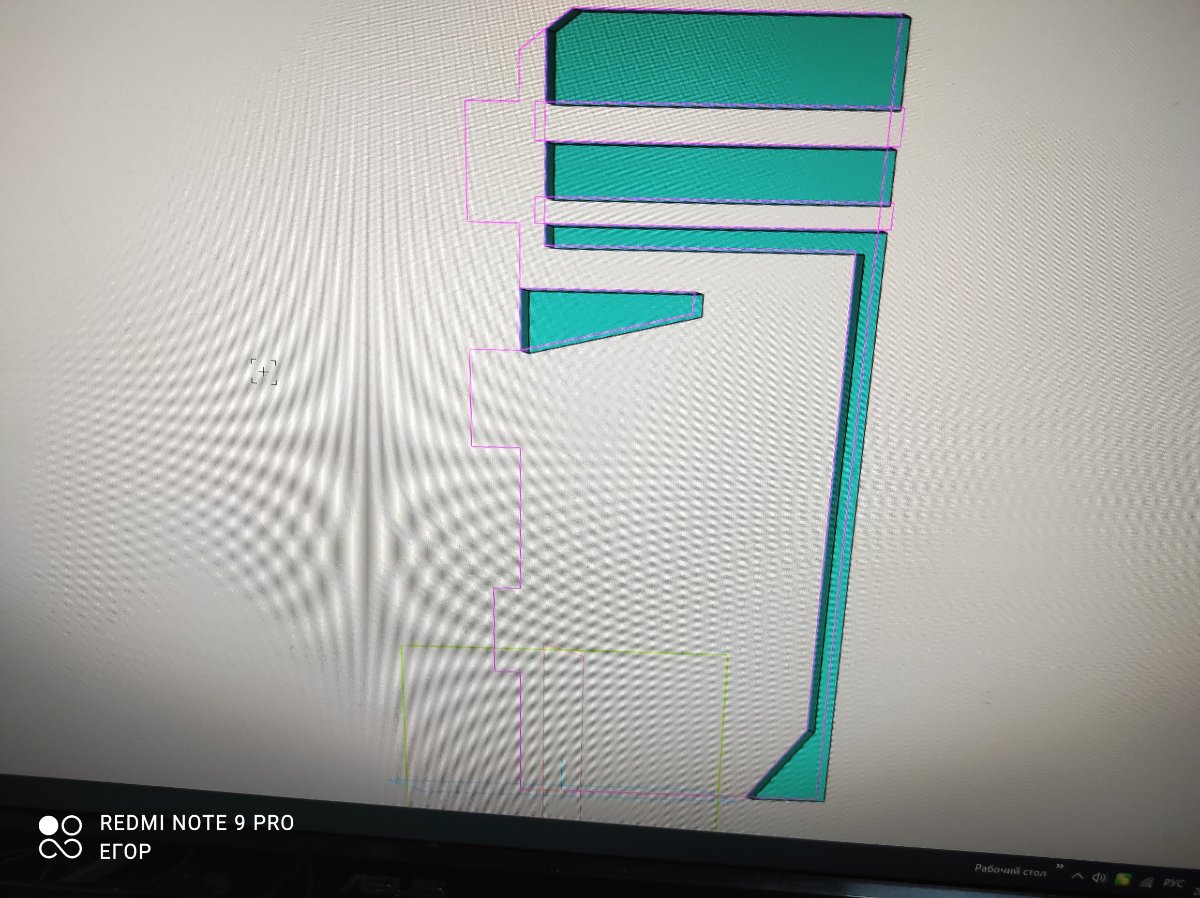
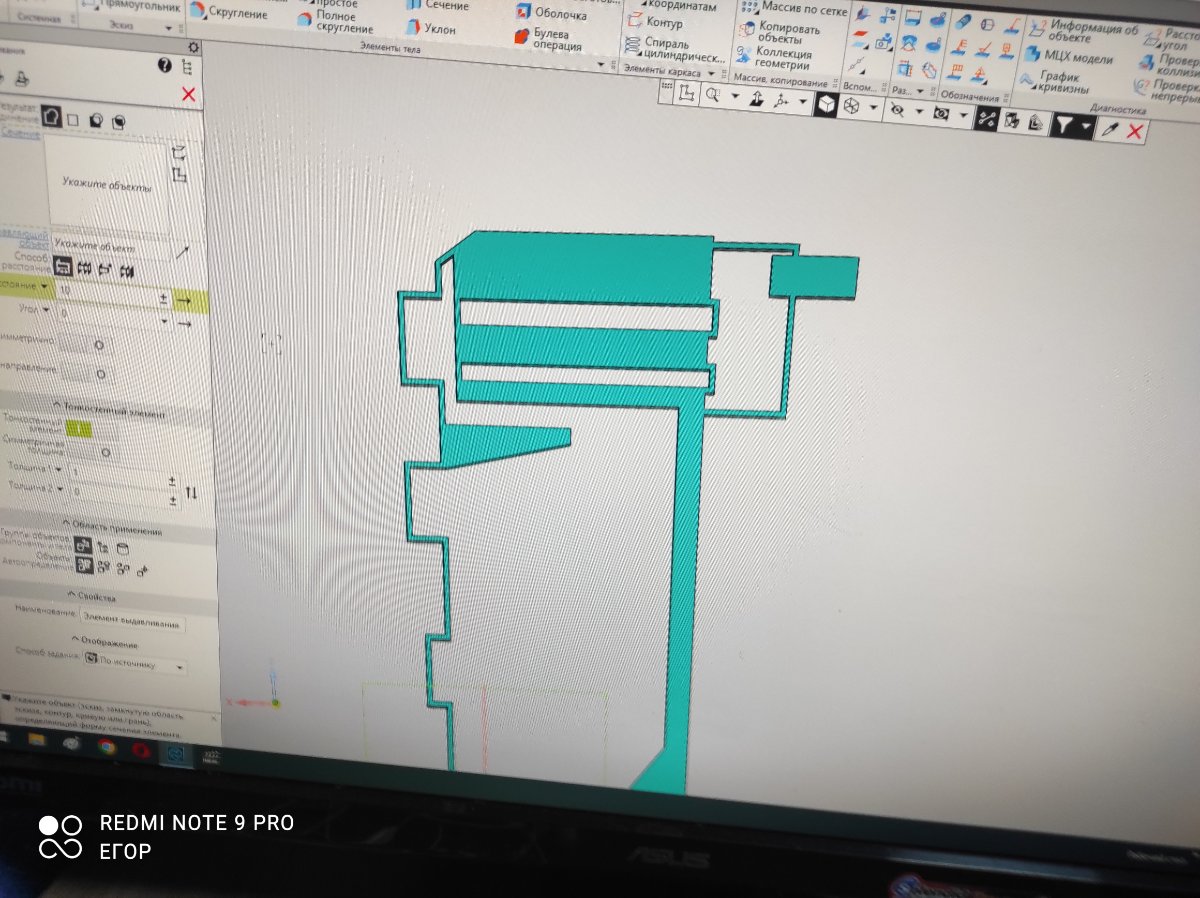
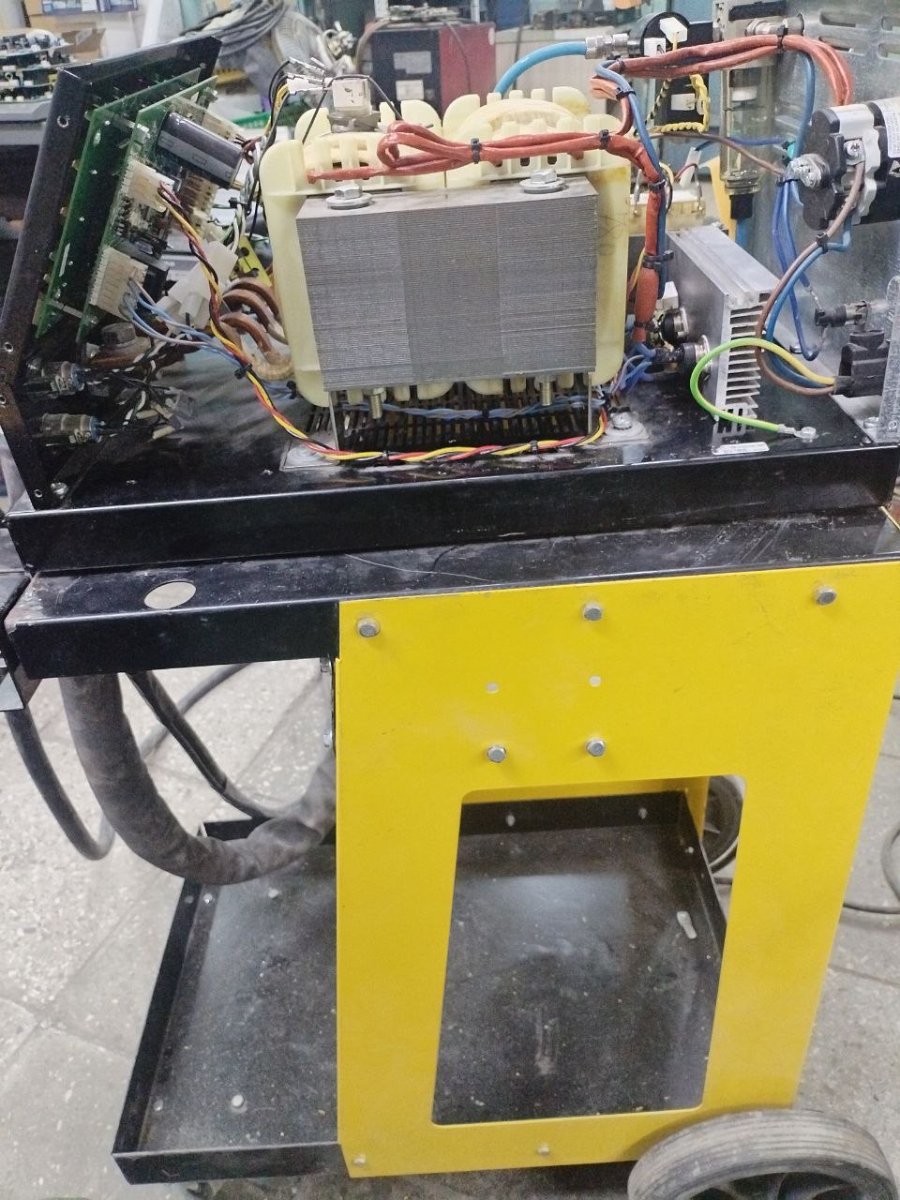
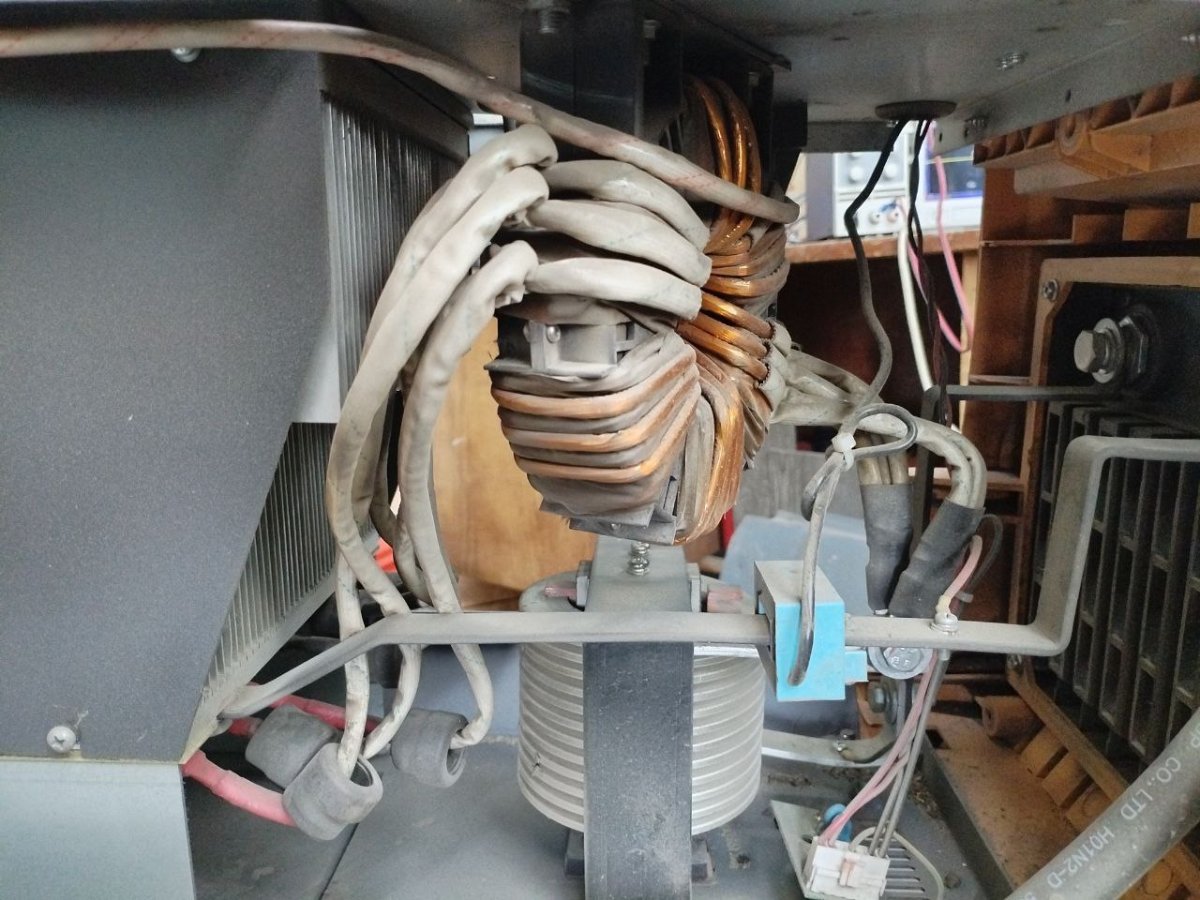
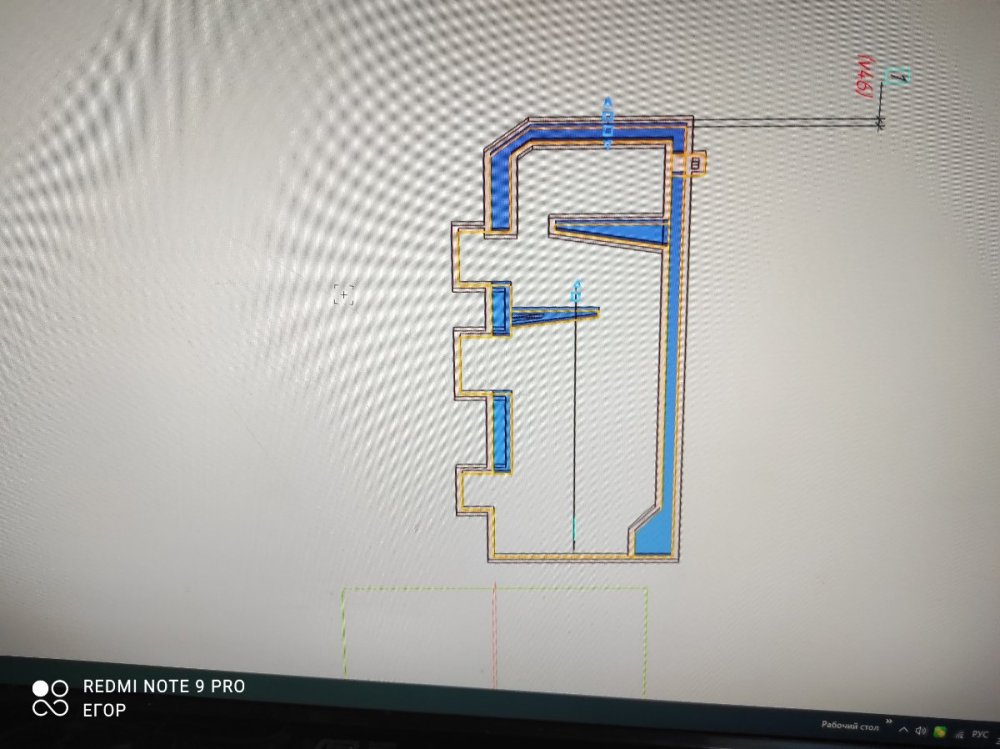
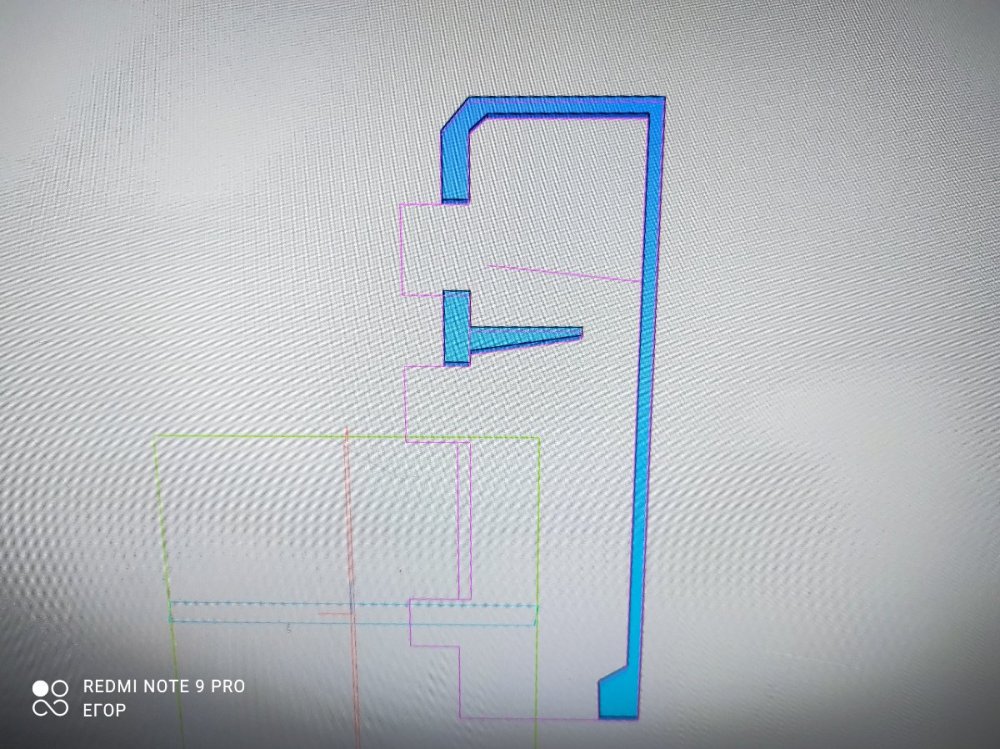
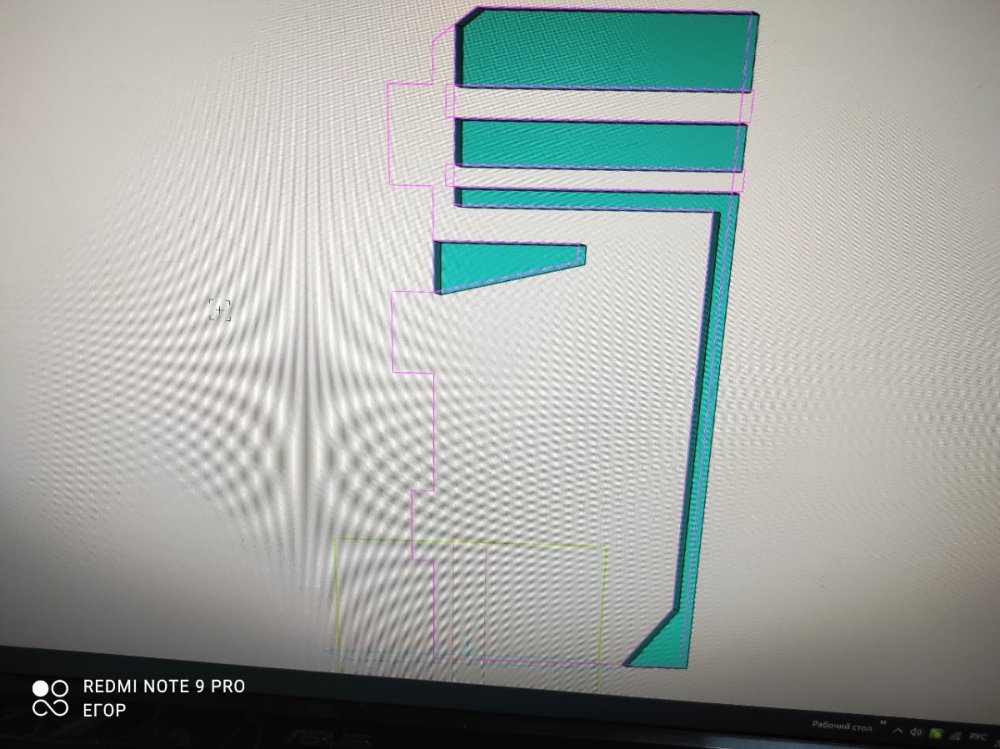
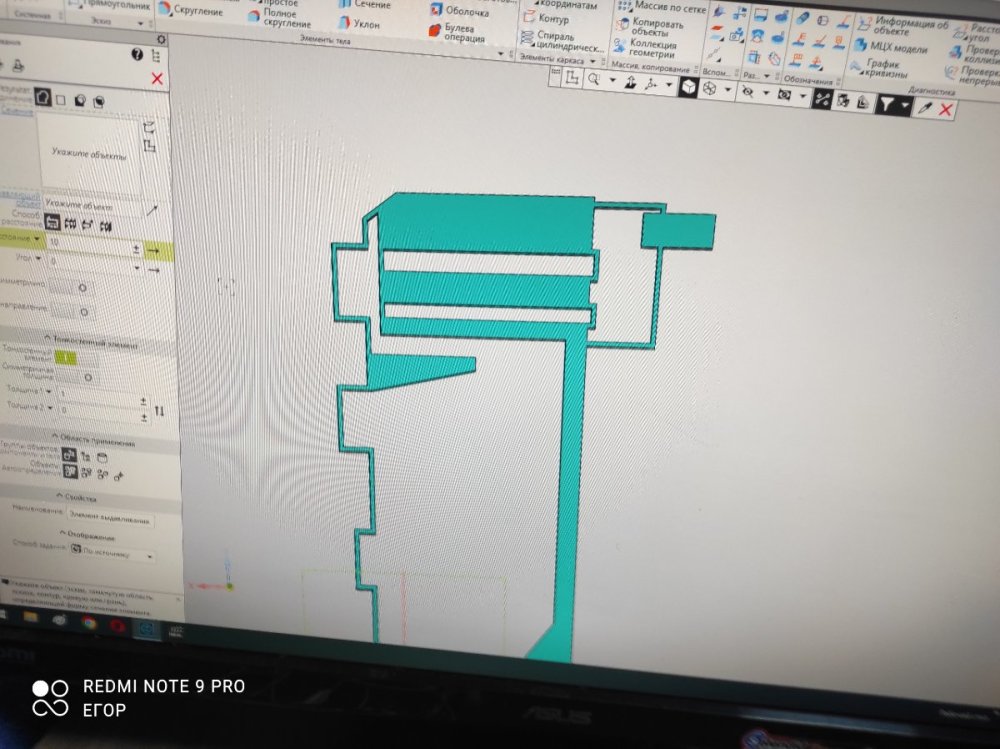
Решил повысить КПД котла отопления, осенью купил, но он что то греет плохо, решил я сделать маленькую модернизацию. Маленький плазморез, аппарат РДС, и начал кромсать. Там были 2 полочных теплообменника, что на мой взгляд для мощности котла 25 кВт как то маловато, может в лабораторных условиях, на угле он и способен столько выдать, но на дровах, даже с автоматикой ( наддув и включении насоса циркуляционного) 14 батарей выше 60 градусов он не мог нагреть. Посидел я в Компасе часок, нарисовал модель котла, потом нарисовал то что хочу с ним сотворить, ( получив сразу ещё и все размеры), ну и с утра субботы приступил.получился у меня жаротрубный теплообменник, вчера вечером пустил дым. Получился очень впечатляющий результат, мощь и сила ЭТОГО Франкенштейна превзошли мои ожидания, он сейчас легко нагревает до 85 градусов, в цехе стало тепло, сегодня работал первый раз в одной ХБ спецовке.


 7 баллов
7 баллов -
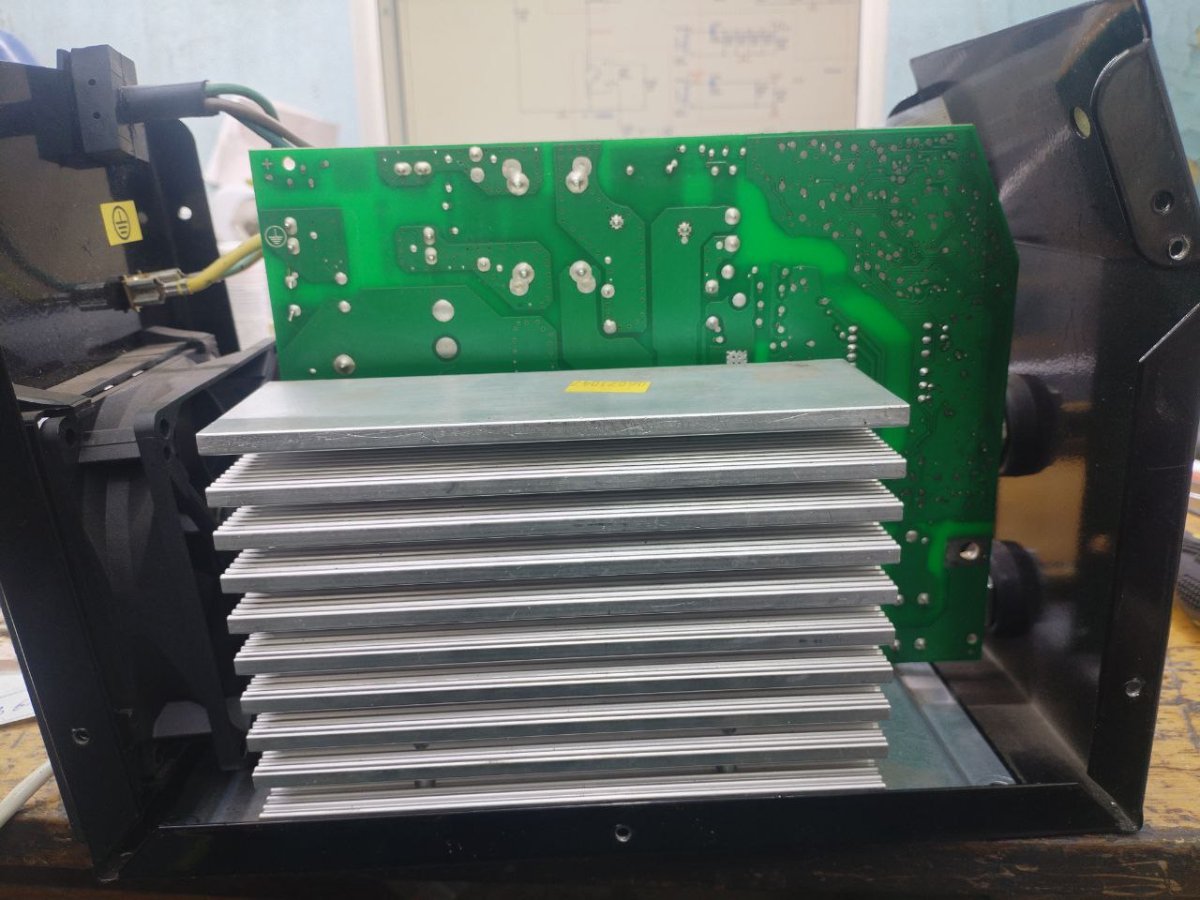
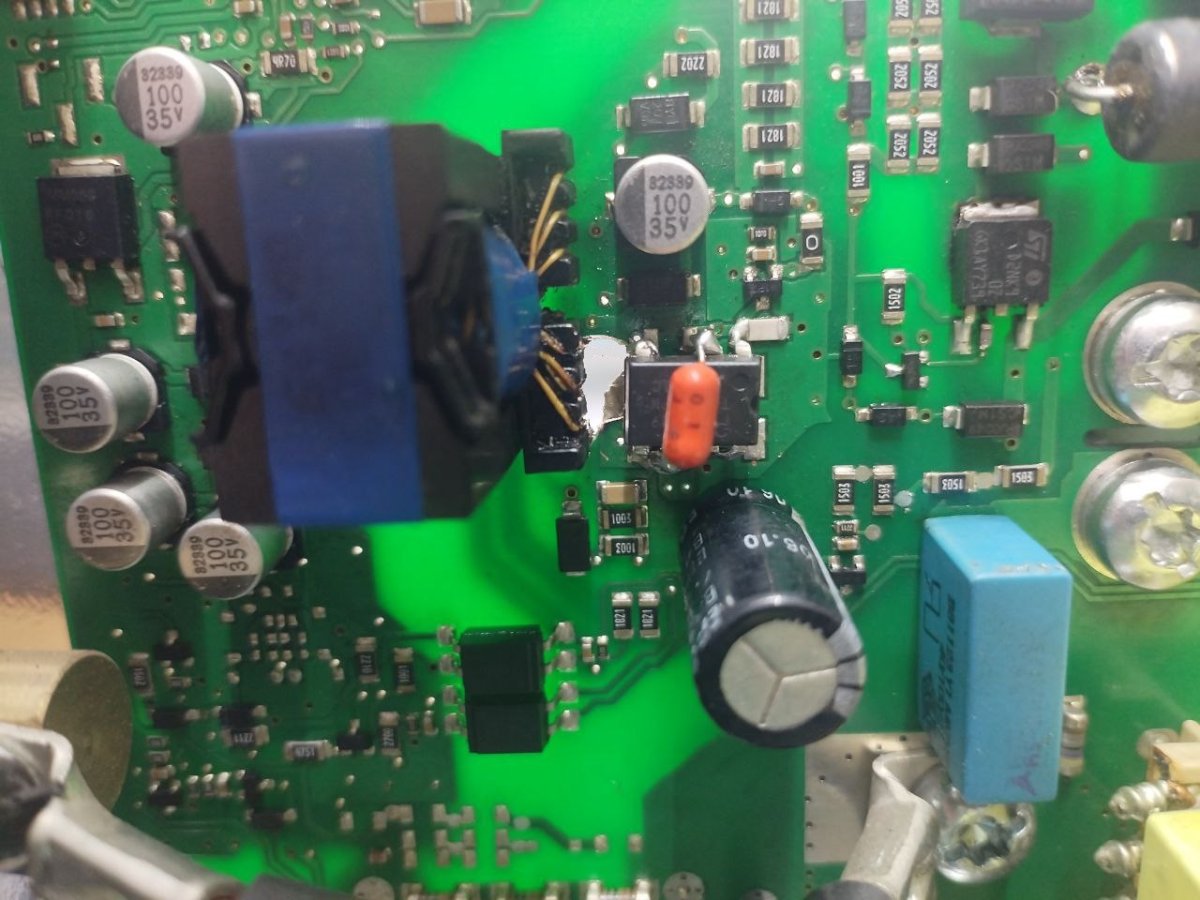
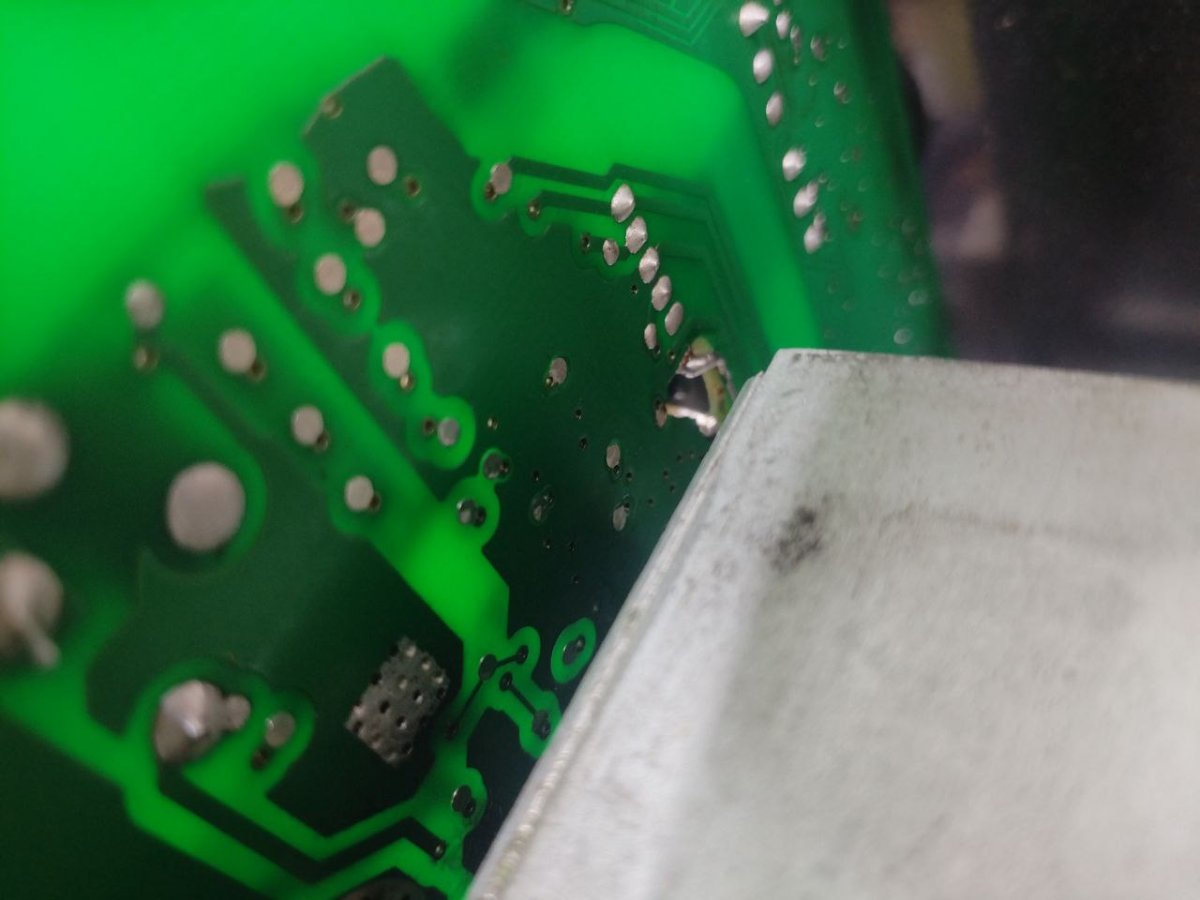
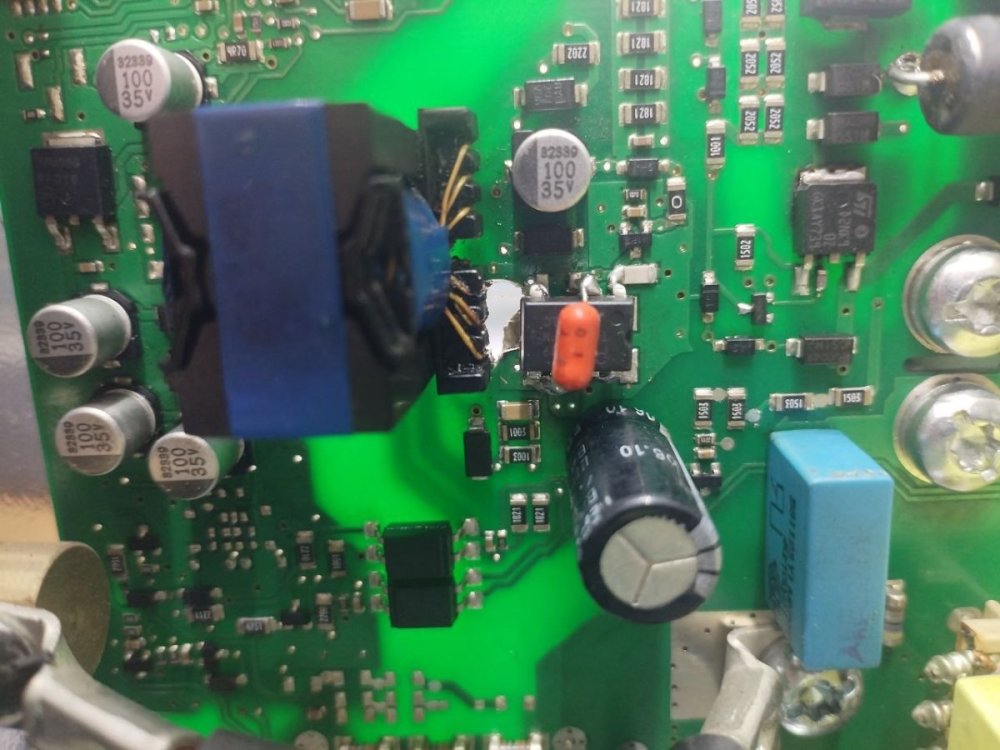
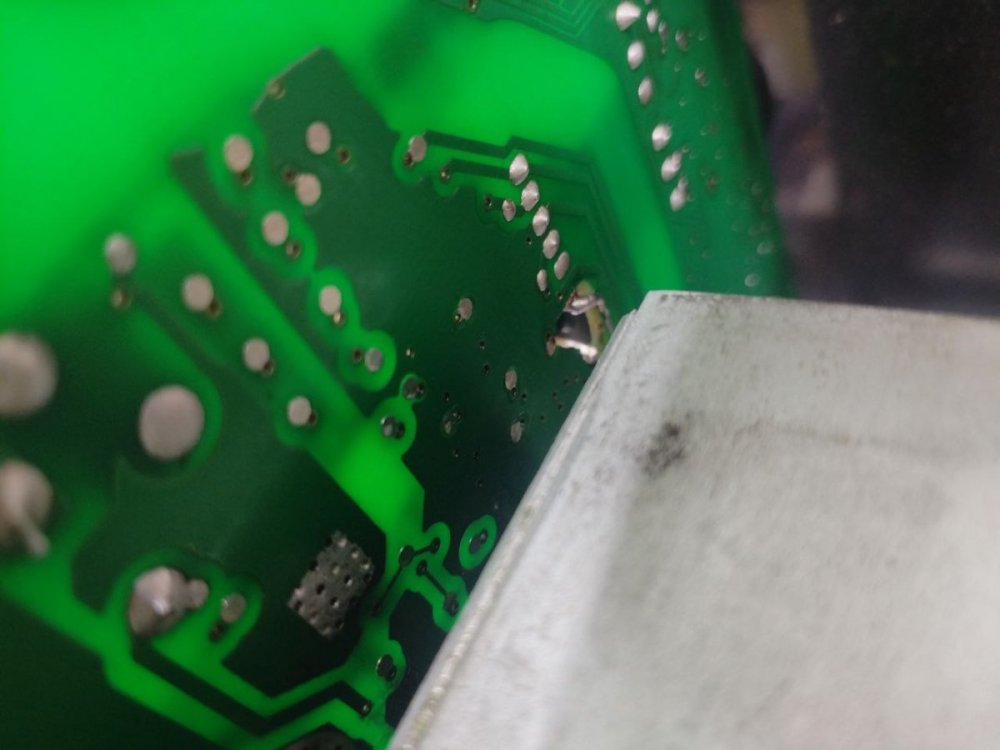
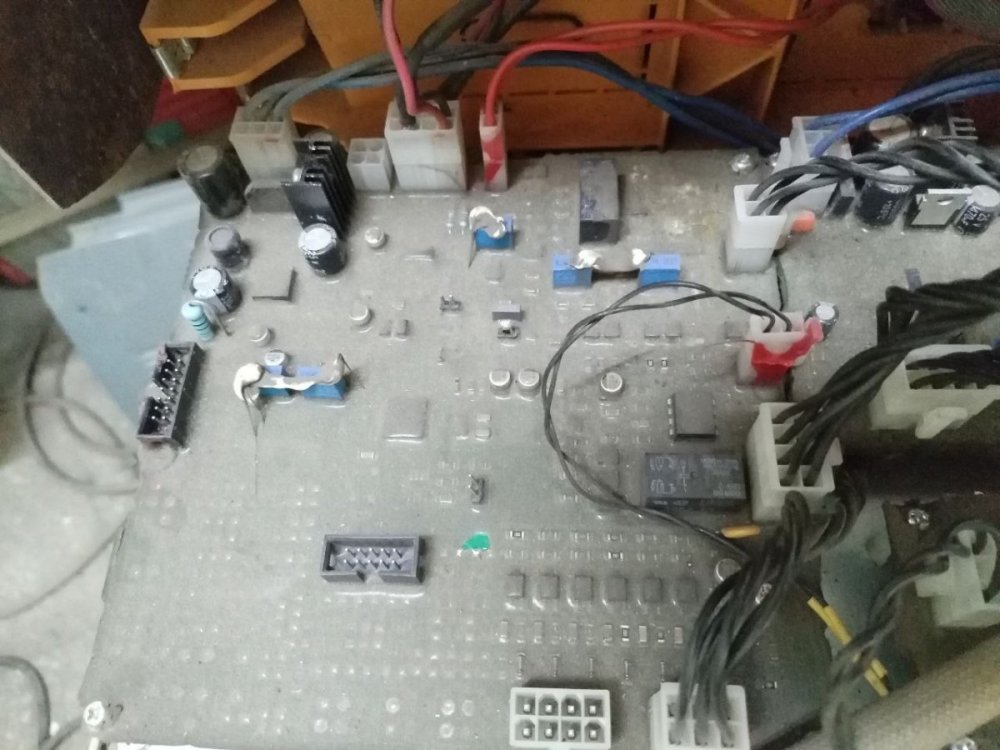
Выгорел кусок платы в Fubag IN170 с кнопошным крутым управлением. Принесли его до НГ, сказал, что займусь к концу января. Так и получилось. Уже попадалась такая же неисправность, присылали аппарат с Владимира. Транс восстановил, выгоревший кусок скальпелем вырезал, соединил дорожки как нужно и установил другую микру вместо заводской. У них постоянно подобный баг был с родной микрой. Вылетала часто. Менял на другую, с небольшой переделкой, работает долго и счастливо.


 4 балла
4 балла -
Дружище, я про котел вообще...) Тема модернизации понятна... А я сделал "пассивный" радиатор - на трубу 32 мм наварил "блинов" и обдув сделал. Уже 6 лет пользую - проблем с сажей нет. И на нем еще валенки и рабочие штаны с носками греются. И управление по wifi сделал - за час-полтора до прихода в гараж включаю. И камеру повесил - паранойя - страшная вещь! ))))3 балла
-
Котел Лаворо, производство Кострома, 25 кВт, две полки водонаполненых, вскрыл верхнюю рубашку, и вскрыл среднюю полку, отрезал от нее верхнюю часть. Вставил вертикальную пластину, в которой вырезал 8 отверстий под 40 трубу. В задней части котла тоже ответная пластина, сварил трубы, закрыл верхнюю крышку. Там изначально теплосъем никакой, решил так пока, было в мыслях набрать 5 рядов труб, но нужно было отрезать ревизионную дверь, много переделки, а на дворе зима. 2 дня стояла погода - 3- 5, сегодня уже - 20 ночью, отложил врезку остального на лето. Теперь это просто, к этой пластине в стык приварю пластину нужной высоты, подниму боковые стенки, крышка останется той же. Изготовлю новую дверь для обслуживания теплообменника. Оно все туда выходило, Чистить буду, шомпол с ёршиком стальным сделаю, или что то типа того, и дрель На старших моделях они делают, но от 70 кВт. А так я думаю в целях экономии.2 балла
-
Хорошо горело!2 балла
-
а чего там рассказывать. Много тепла уходило в трубу вот теперь часть тепла будут отбирать трубы с теплоносителем. Я на печурку на дизеле, на выхлоп прикрутил батарею. Теперь воздух вылетает не горячий, а вполне слегка теплый. Больше тепла остается внутри. Только тут больше будет вопрос, как дела будут в дальнейшем, что с сажей будет ... И в данном случае это так же будет актуально. Ведь все что холодное так или иначе покрывается сажей и холоднее, тем быстрее. И тут нужно время для тестов. И главный вопрос: а вот почему производители такого не делают? Эффективность выше, вроде бы и товаром больше должны заинтересоваться. Либо банальная лень усложнять изделие?2 балла
-
Егор, а можешь чуть подробнее и о котле, и о его модернизации рассказать?2 балла
-
У меня пока ТТК стоял, сажа пару раз нехило так горела,дымоход докрасна...опасное дело1 балл
-
Вот так
 1 балл
1 балл -
это типовуха ... гусь он и есть гусь хотя не часто так, до дыр1 балл
-
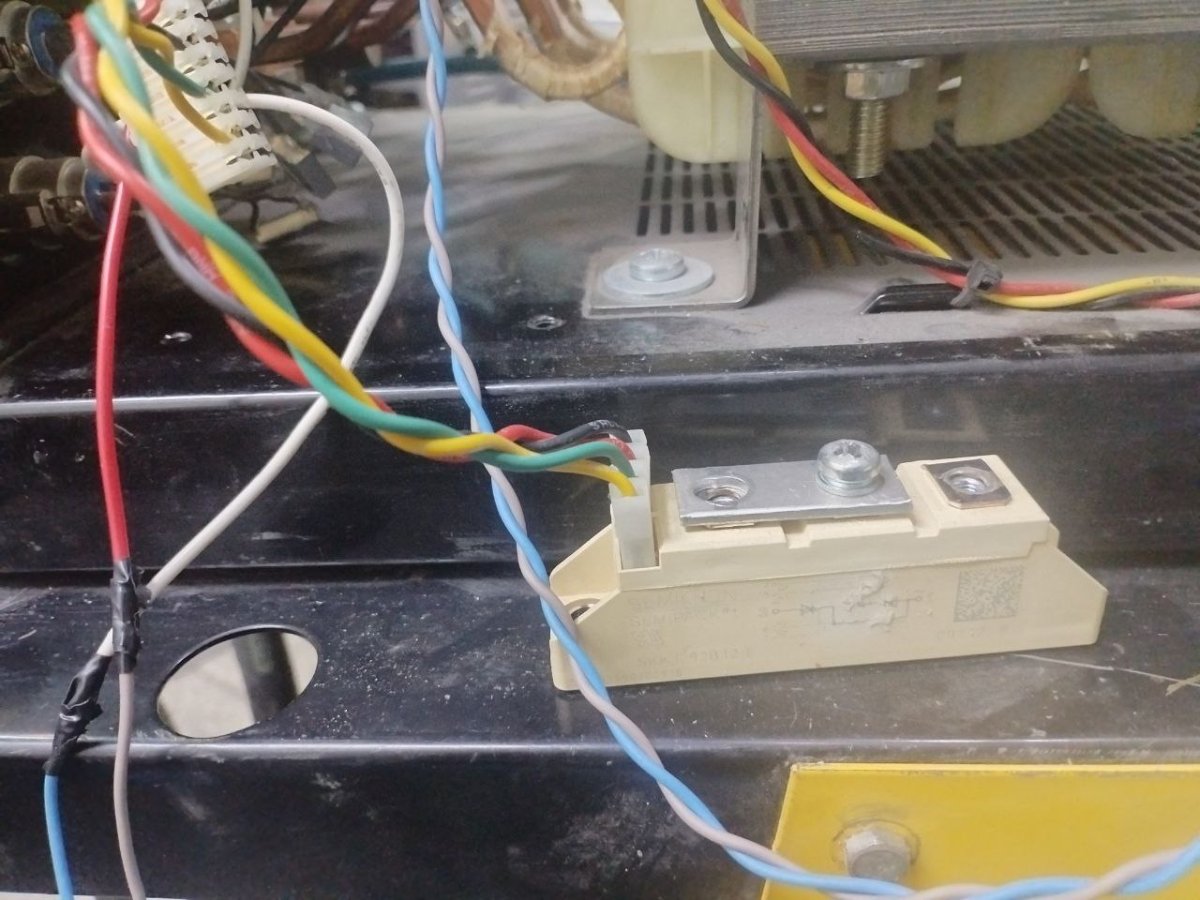
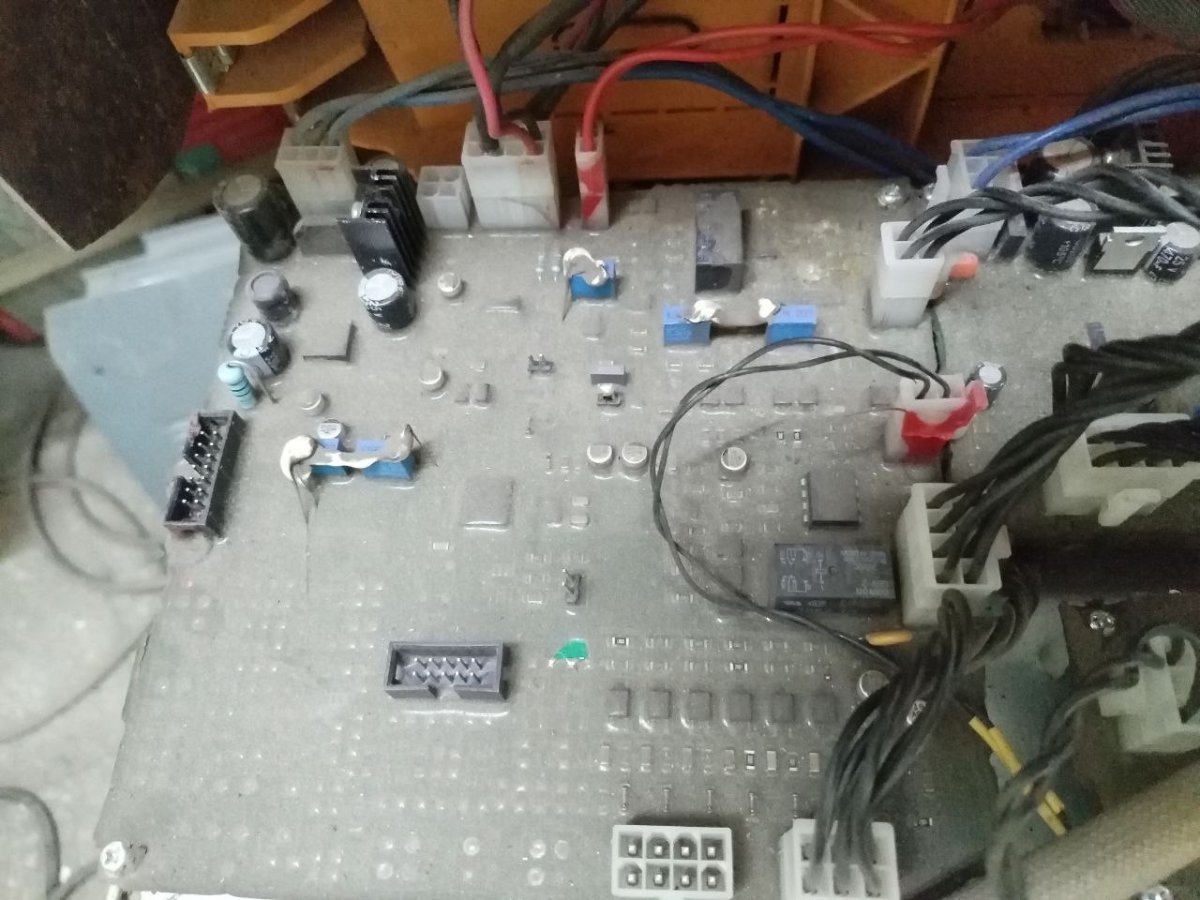
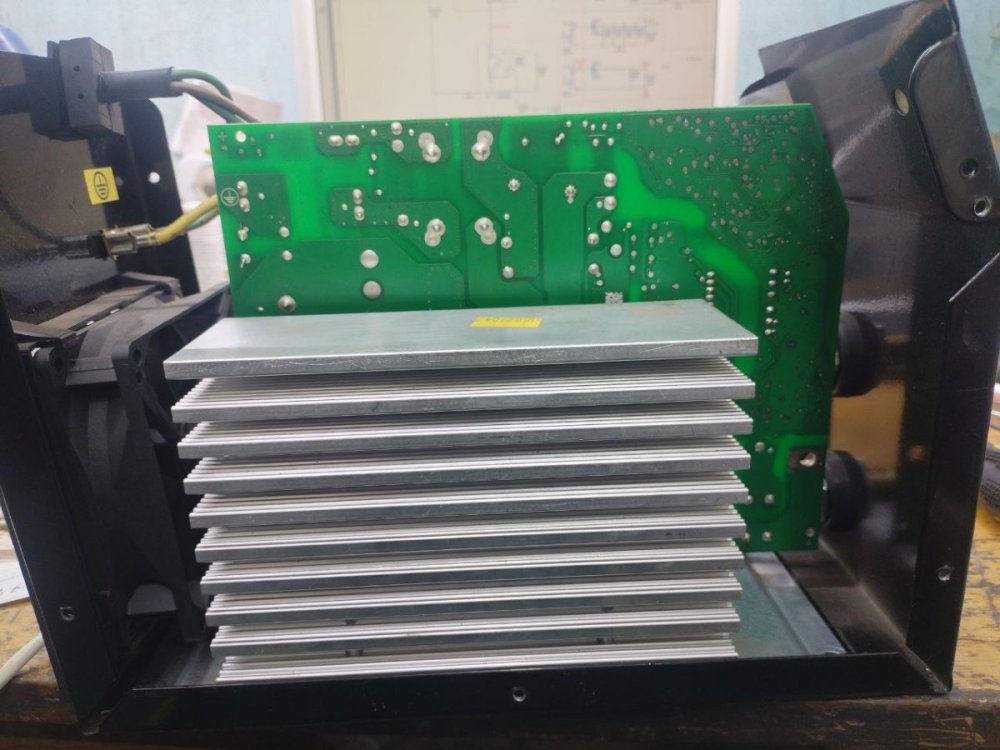
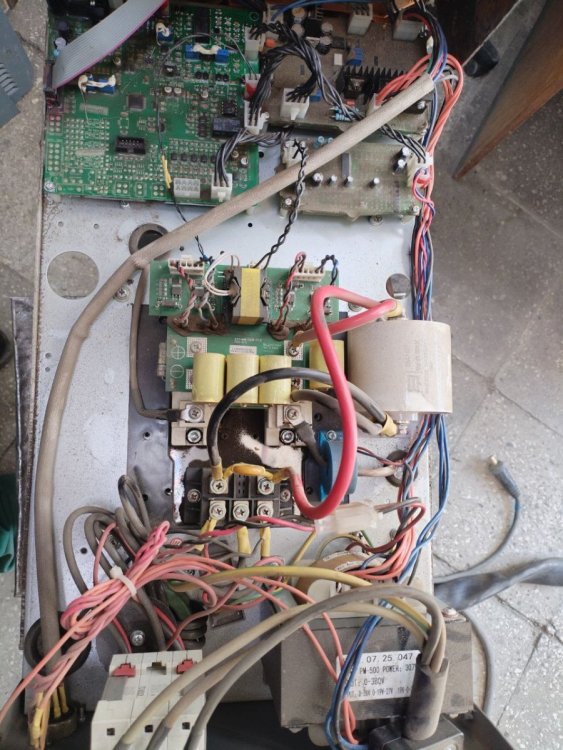
Привезли споттер и КМ в одном корпусе. Жалоба на непровар и выбивание автоматов. Проверили тестером, всё ОК. Модуль целый. Но более ничего не показывало, потому решил на соплях сделать аналог модуля на дискретных компонентах от больших контактных машин. Сделал, проверил, работает отлично. Родной модуль мал по теплоотдаче. Подгорел видимо один тиристор и происходило замагничивание силового транса, вот и выбивало автомат. Перекомпоновал немного детали, нашёл хороший радиатор, тиристоры давно готовы были под него. Совпало всё просто отлично. Собрали, работает как часы. Мощно, ровно и правильно. На последних двух фото видно, как и какие компоненты были ранее установлены.



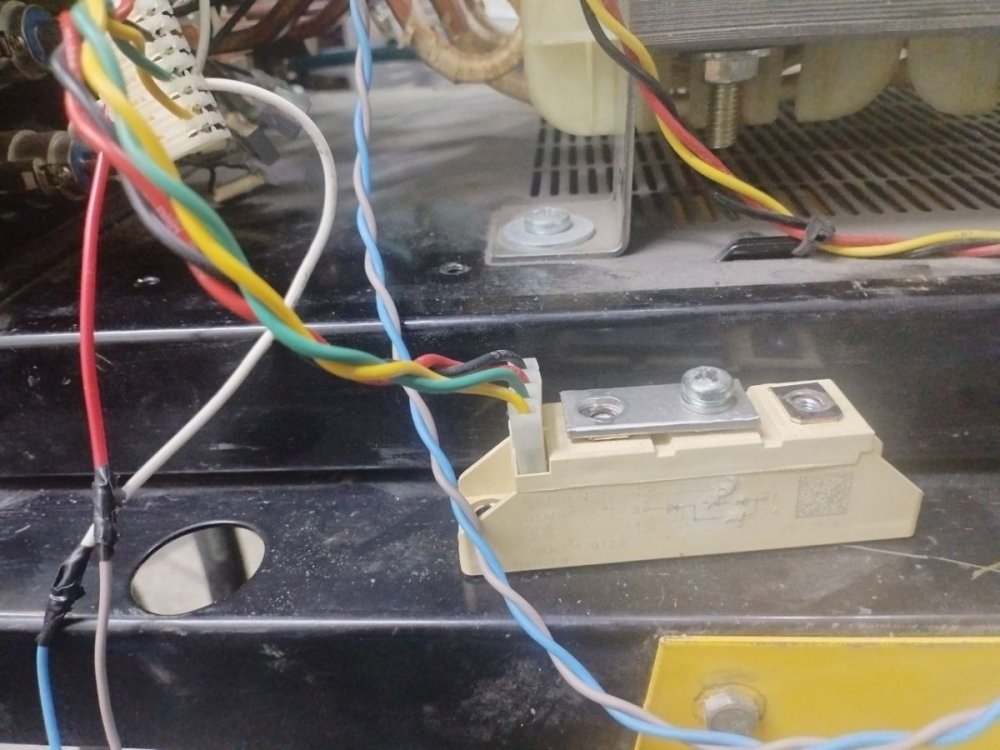
 1 балл
1 балл -
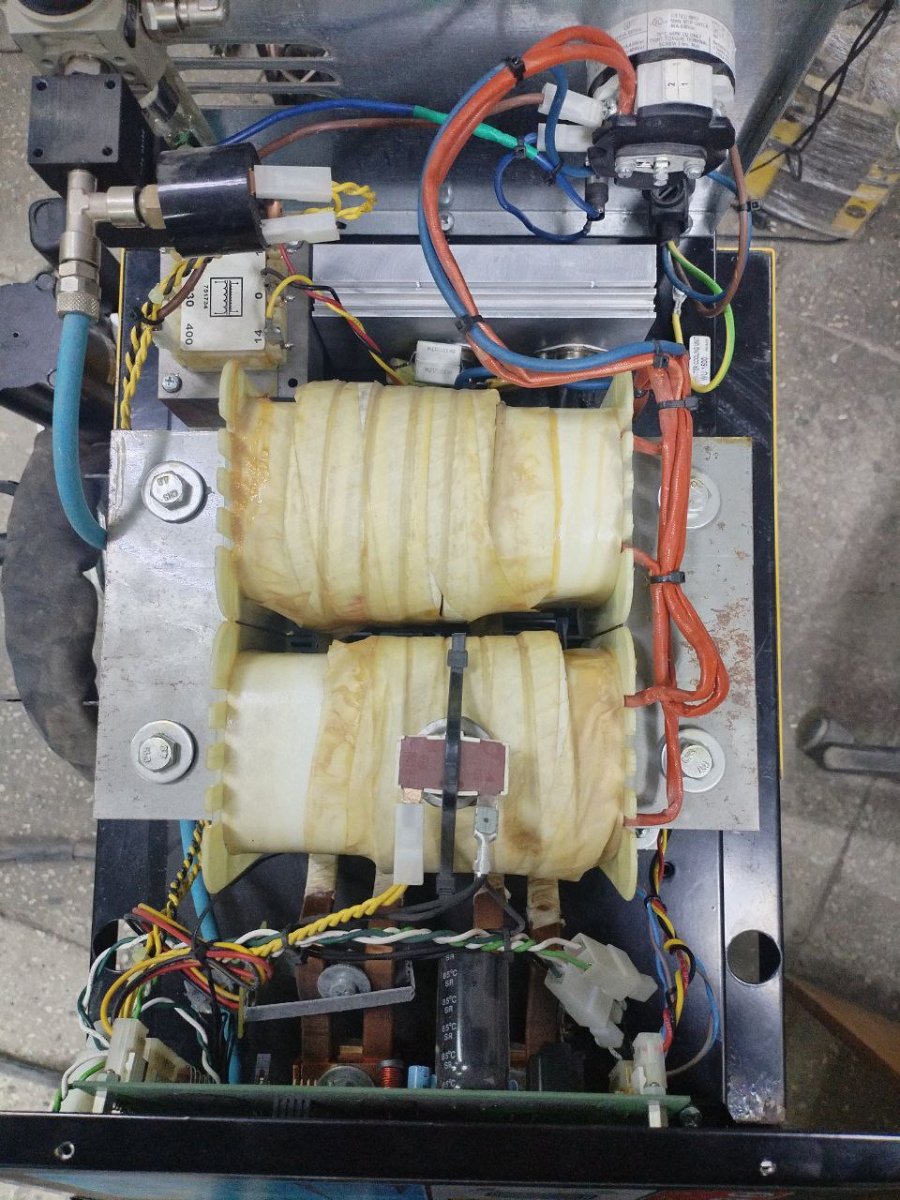
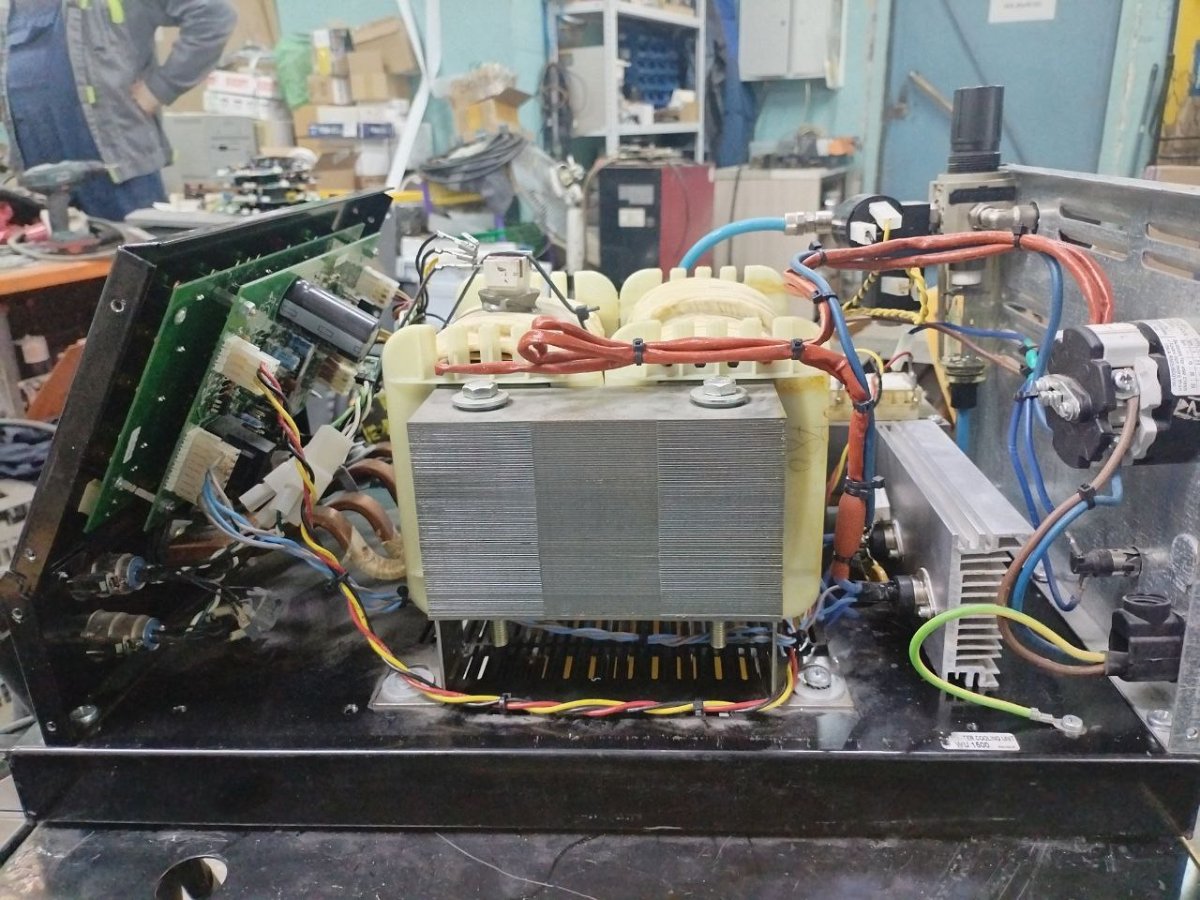
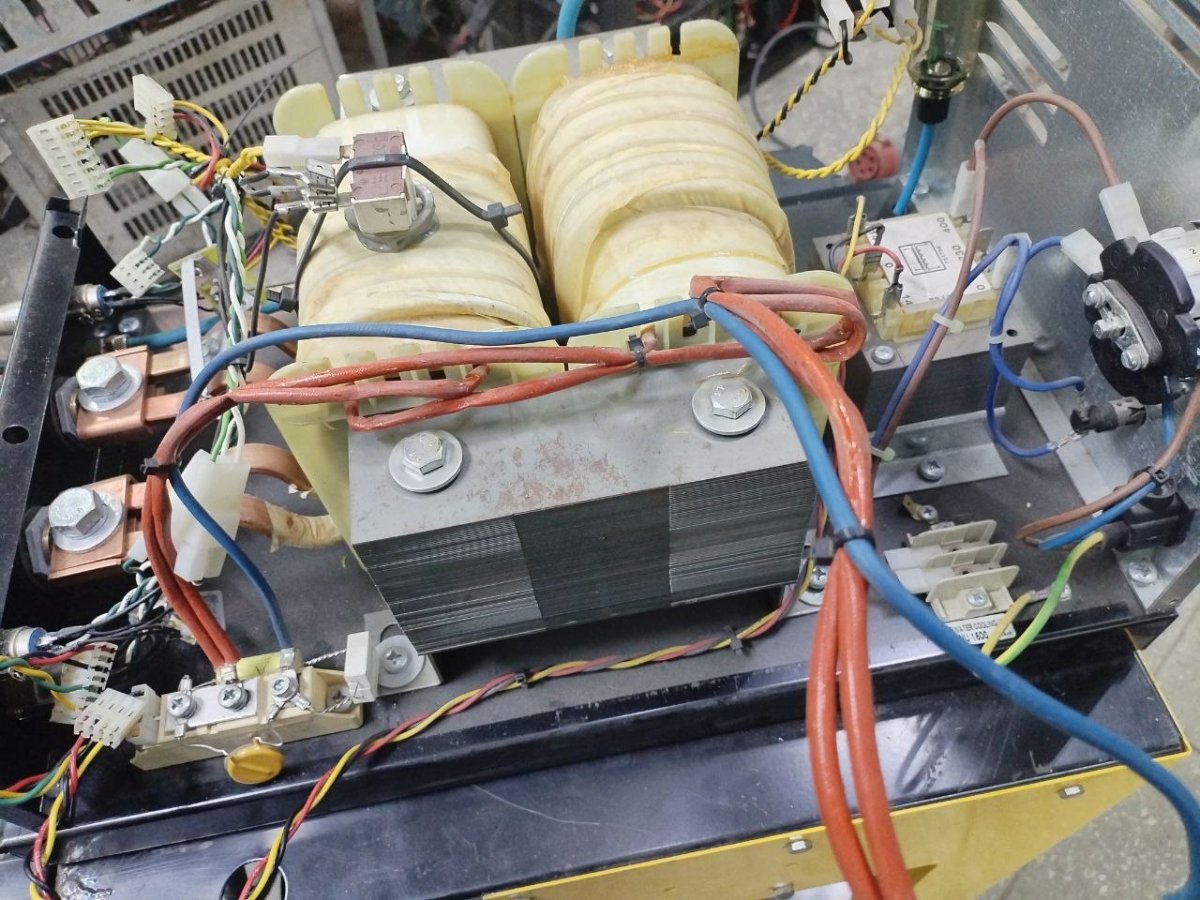
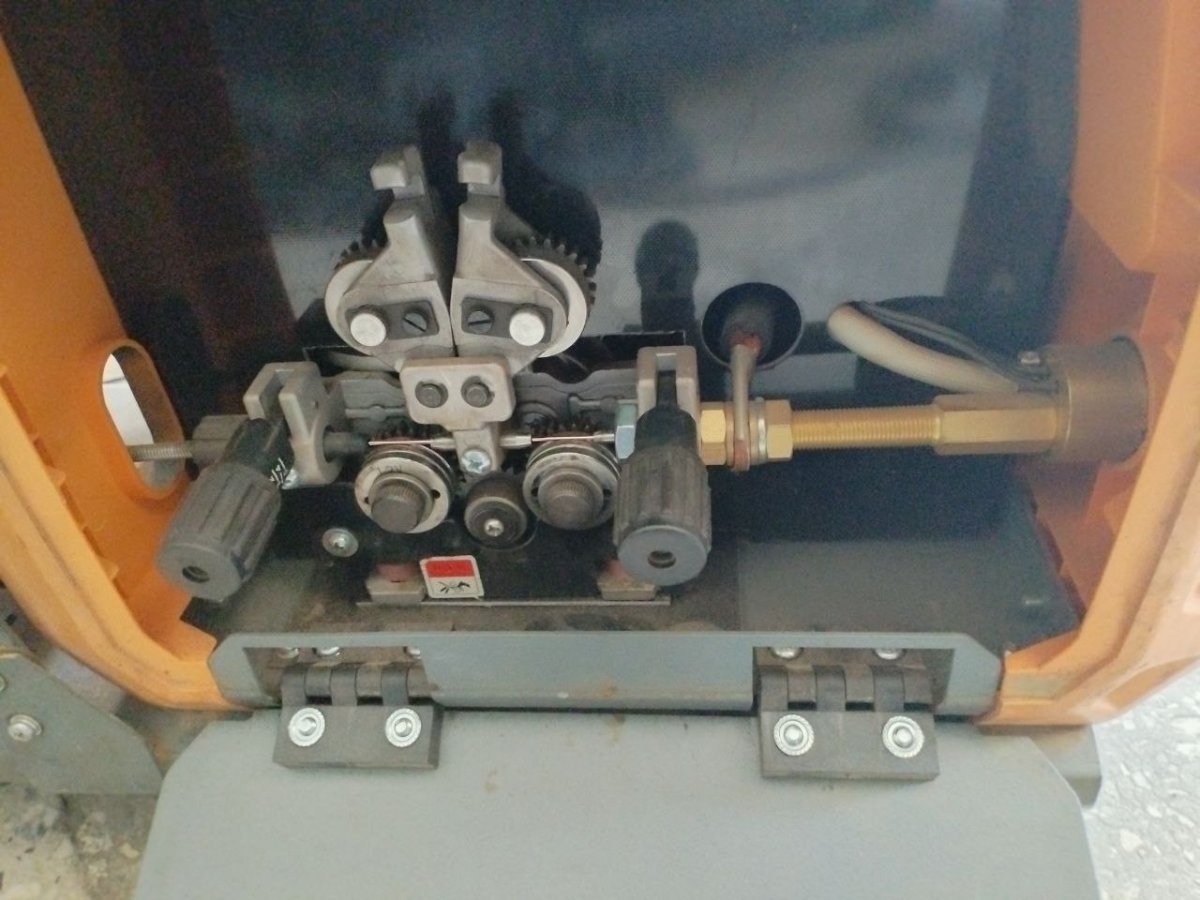
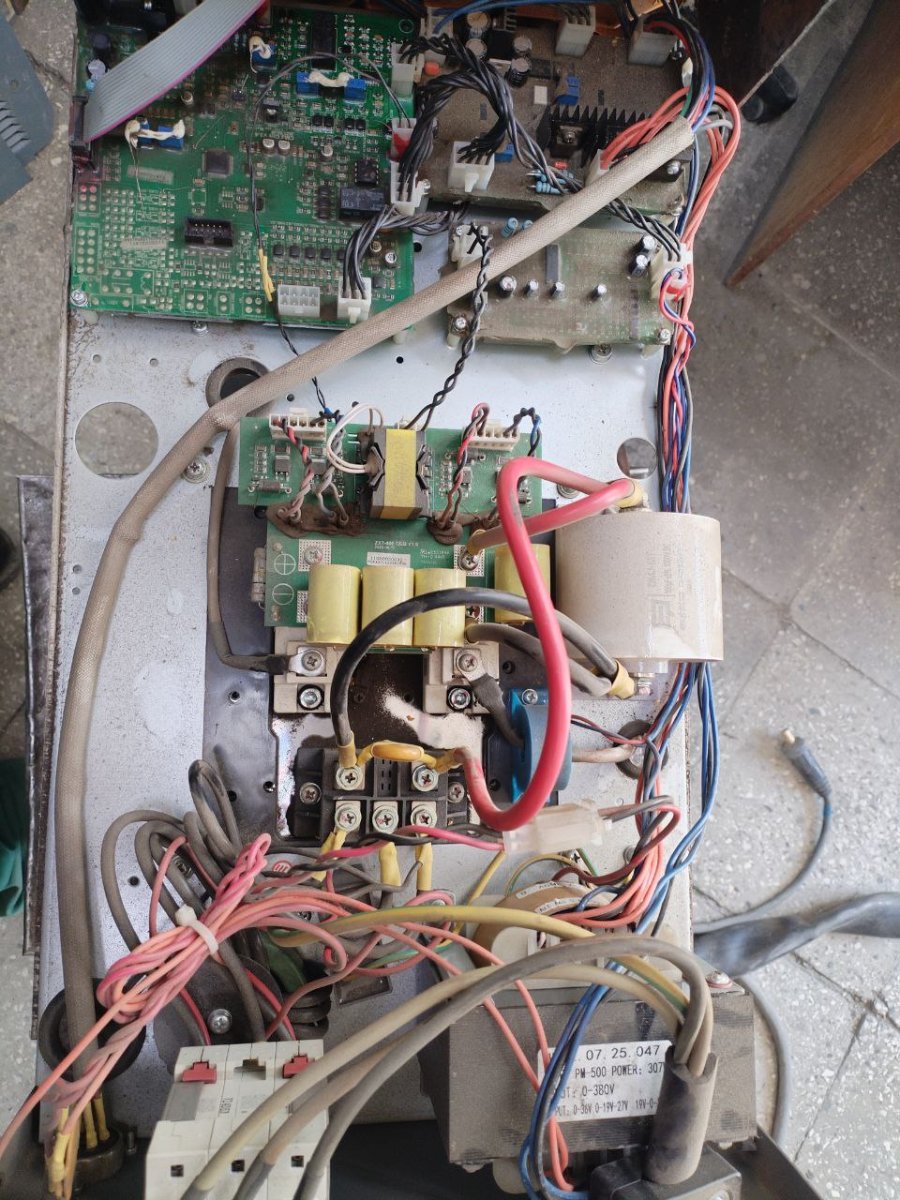
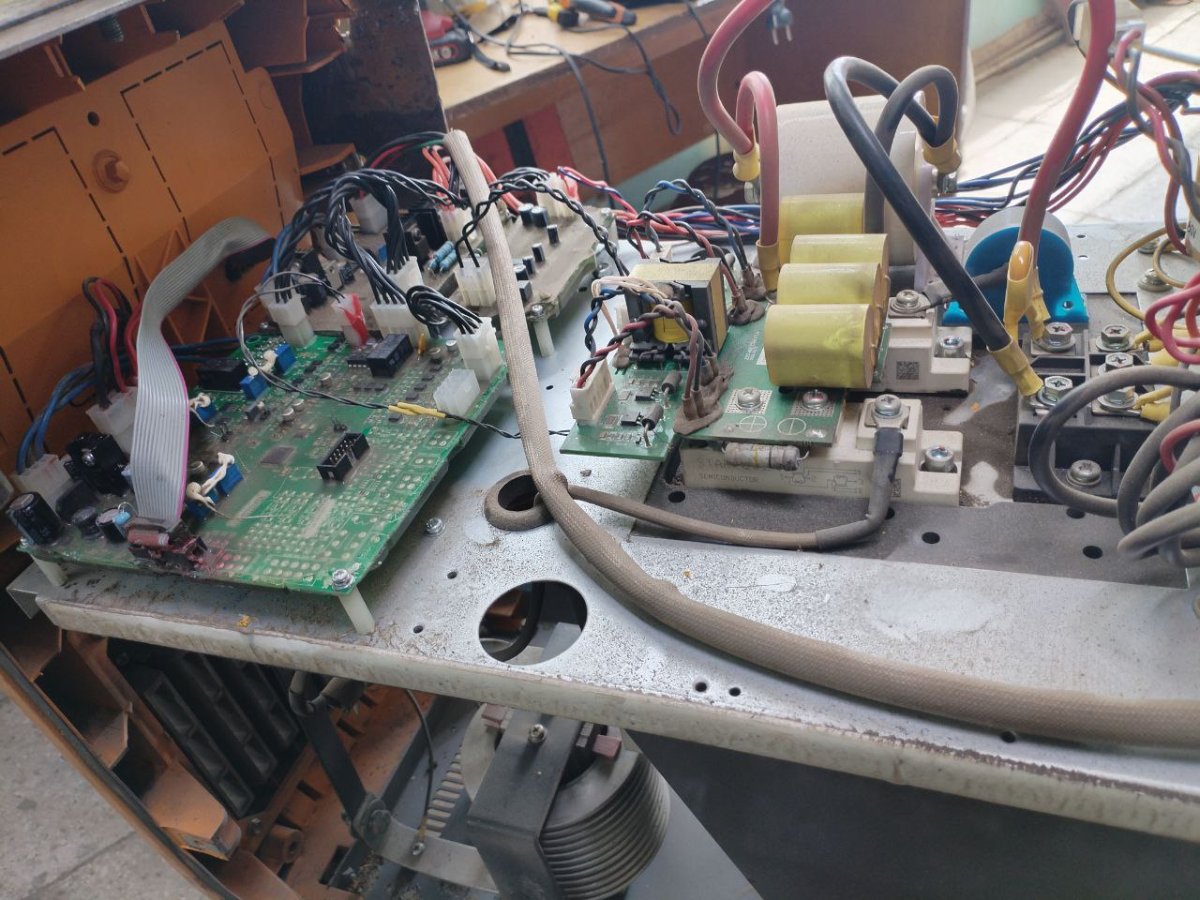
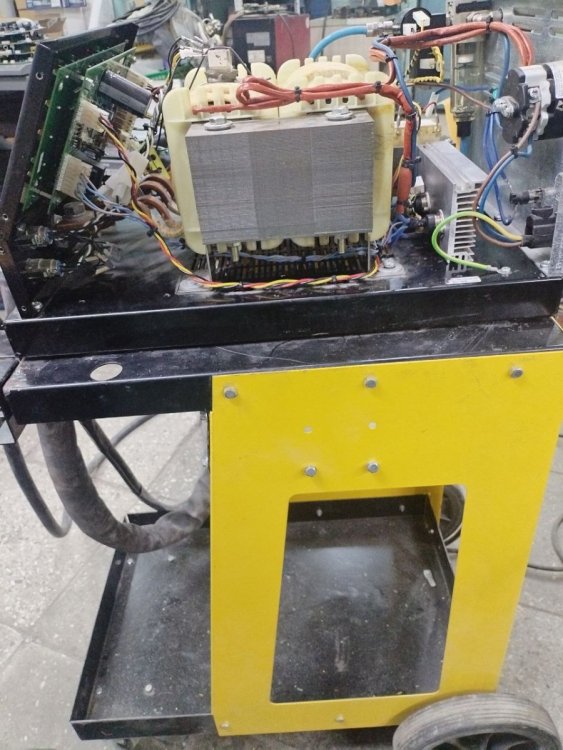
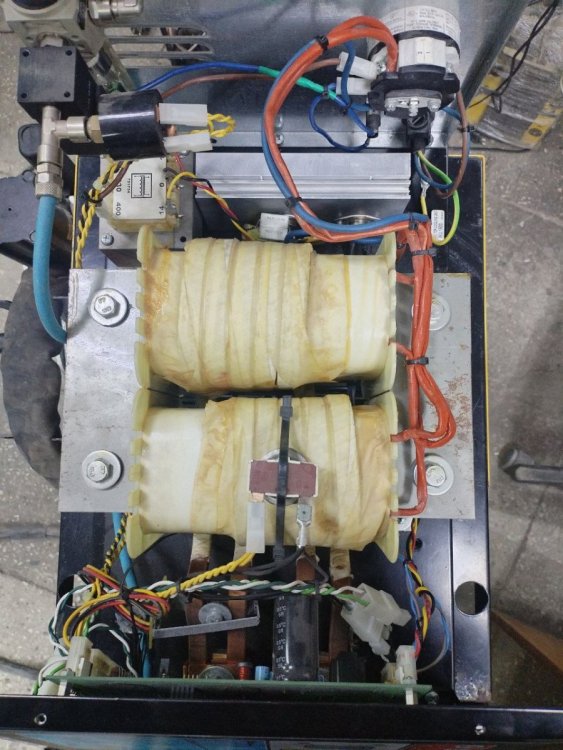
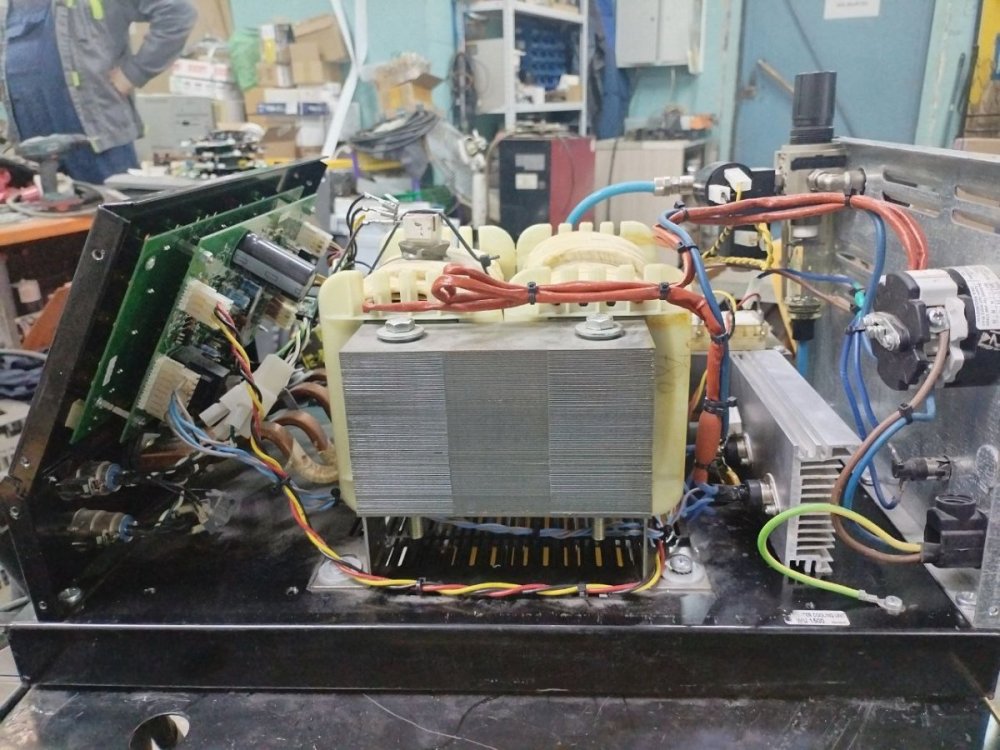
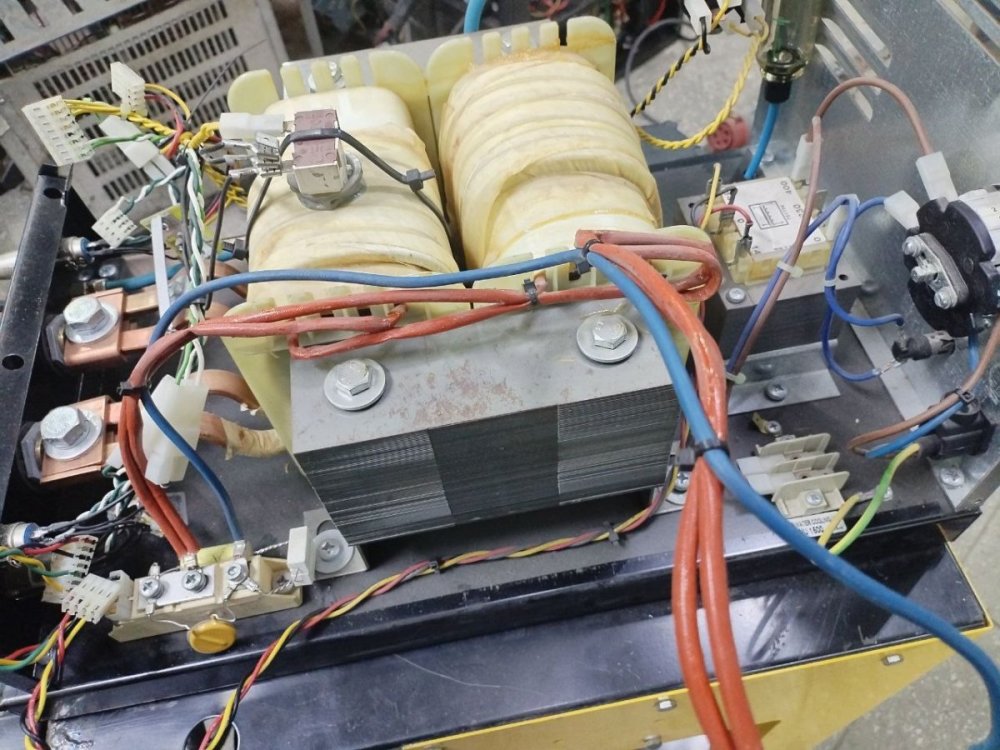
HUGONG EMIG 500S. Не вырубается напряжение ХХ после отпускания клавиши горелки. Ни в 2Т ни в 4Т. Машинка реально хорошая, сделана вполне прилично, по стандартным современным китайским технологиям. Это без шуток и сарказма. Похожи на современные Фоксвелд, Флама и подобные. Но наши ребята раскурочили корпус и вода стала заливать электронику. Хоть там и силиконом залили, но всё таки вода сделала своё дело и некоторые компоненты окислились. Вплоть до потери маркировок. Много времени ушло на вычисление номиналов в узлах схем. Но всё удалось.


 1 балл
1 балл -
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!1 балл
-
Всем привет! Я со всем вышесказанным соглашусь, но за свою небольшую практику хочу выделить некоторые моменты: 1. Аппарат - попадаются такие "игрушки", которые нестабильно держат дугу на маленьких токах (может сеть). 2. Не ленись сам себе подготовить свариваемый металл, те где надо фаску побольше, где зачистить, или руководи слесарем. Они в этом деле глумные, раз покажешь, и давай всегда 1 операцию выполнять. 3. Правильный выбор режима тока - не перегревать трубы, особенно до ду150, т.к это чревато свищами, наплывами, прожогами и подрезами. Не пользоваться маленьким током -непровары, особенно на цинке, маслянистой арматуре (отвод-переход) пусть даже зачищенном. Как узнать? Когда полностью контролируешь процесс, в стекле видишь на всем протяжении сварки одинаковую сварочную ванну и слышишь приятный шелест электрода. 4. Правильное положение сварщика перед трубой (поза) во время сварки. Чтоб не вышло через 10 см , что трясется рука от напряжения, да и вообще не видно сварного шва. 5. Положение электрода: дуга как можно короче, электрод держат перпендикулярно трубе или смотрит чуть вверх. Рука не должна шевелиться как у паркинсона, а только кончик электрода. При этом, проходя корень, статаешься не шевелить электродом, тк, нас интересует обратная сторона корня. При облицовке поступательные движения, кто как горазд, главное одинаково размеренные движения, мысленно : эектрод, от него пол влево, пол вправо. Хотя надо отталкиваться от толщины св. металла. Но многие ложат классные колбасы и считают, что этама усиленный шов. 6. Главное, не вари по #авну и не получится #авно. Поры в основном от этих факторов и зависят, как быстрая проводка электрода(газы не успевают выйти из металла), грязный металл, влажные электроды (поры вначале при сварке на малых токах lb, ok53.70 )1 балл
-
Практика, практика, практика, практика........... Разные трубы, разные пространственные положения, разные аппараты, разные заказчики - психованные идиоты и терпеливые, понимающие люди(таких мало ) Трубы от ржавУщей полудюймовки в подвале, по сапоги залитом водой до 219-й новенькой красавицы с токарной разделкой кромок и предустановленными закладными элементами в светлом и тёплом цехе... Электроды с отлетающей обмазкой, под которой ржавый стержень и закатанные герметичные тубы ESAB, которые привозит запаренный снабженец или заказчик на завершающий (крайний, золотой) стык... Бьющие током при любом касании трансформаторы советских времён (но почти неубиваемые) и до ... Далее уже НИРВАНА, АСТРАЛ, БЕСКОНЕЧНОСТЬ... Практикуйтесь, коллега...1 балл