Лидеры




Популярный контент
Показан контент с высокой репутацией 30.06.2025 в Сообщения
-
Тут ещё есть металлургический нюанс. Примерно, как по классике. Наплавленный металл имеет другую структуру, и поэтому при резке, шлифовке, полировке даёт видимую границу раздела фаз. Поэтому, если на срез смотреть, будут различия даже если варить тем же металлом. Поэтому рекоментую поэксприменировать с отжигом для гомогенизации (сиречь выравнивания) структуры. Если изделие без припуска- то можно отжигать в защитной атмосфере или в расплавленной соли. Но, возможно, будет коробить, поэтому придётся править. Но отожженую медь править- одно удовольствие! Может быть даже придумать какую ни будь приспособу для ужержания аргона типа колечка, которое двигается вместе с горелкой и не даёт растекаться газу.3 балла
-
У топикстартера и так творческие метания, и тут ты еще смуту вносишь!2 балла
-
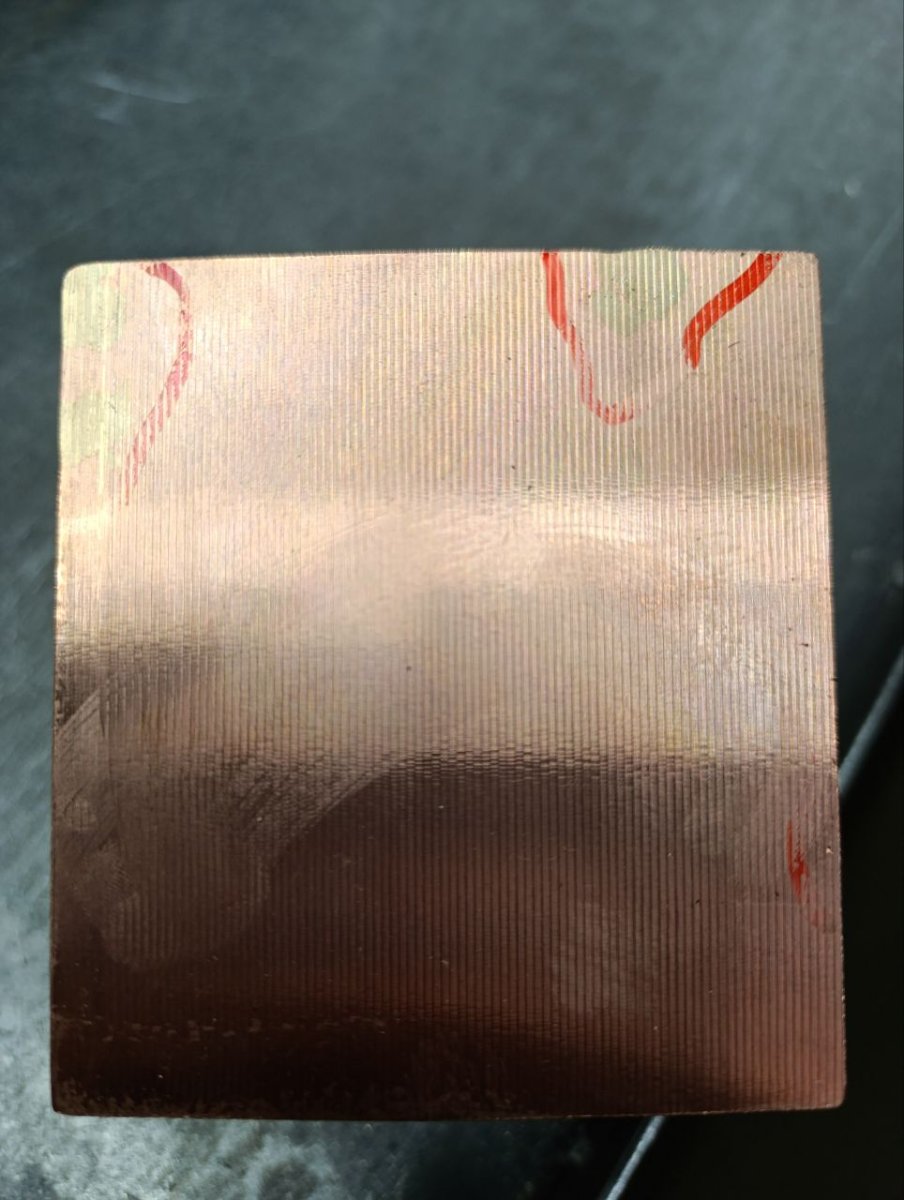
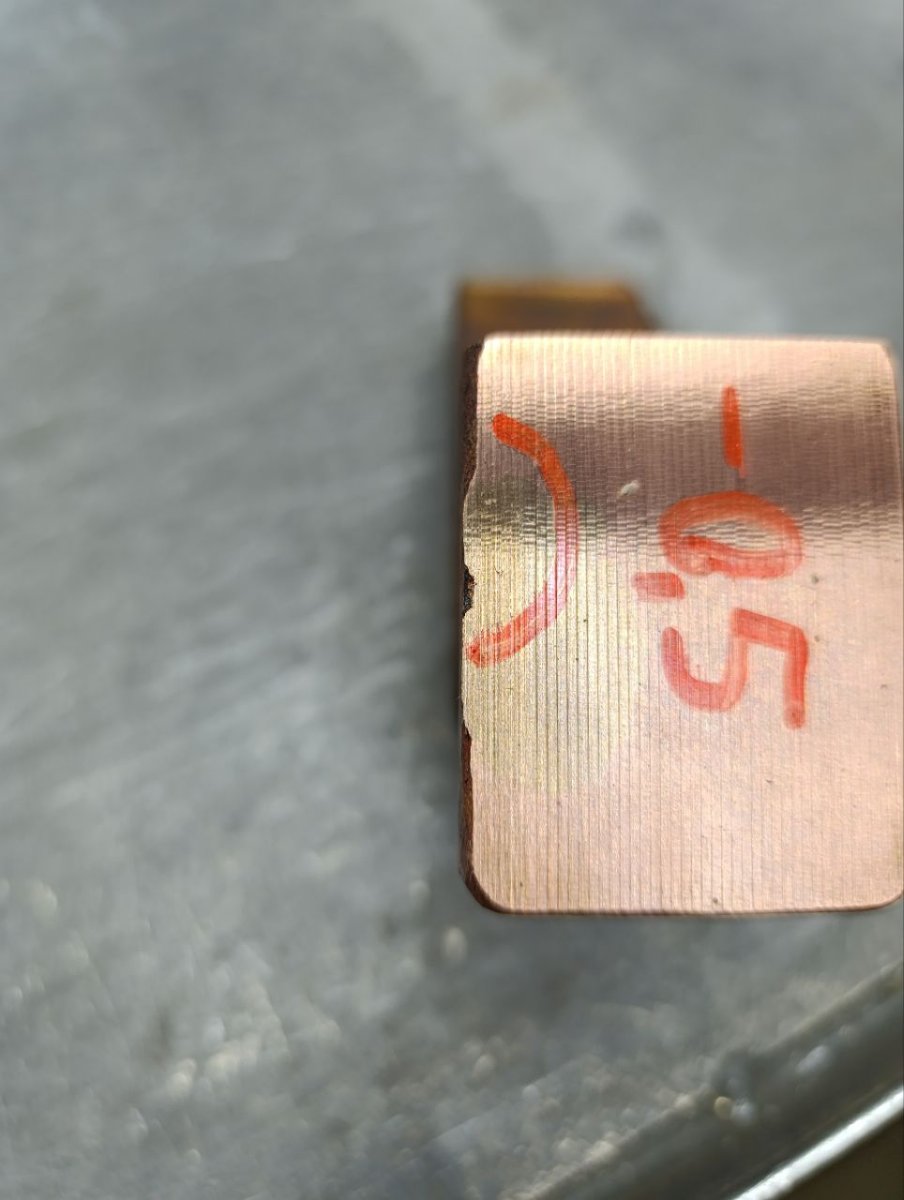
Цвета побежалости, можно косвенно оценить скорость прохода и нагрев детальки
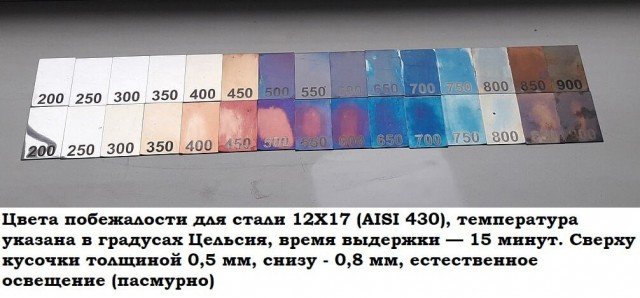 2 балла
2 балла -
С присадкой или без, это от толщины металла зависит, его хим.состава и назначения( конструктива) изделия.С гуру из интернетов будьте поосторожнее.Там полно неадекватных идиотов технопридурков.2 балла
-
Подкладки тоже никто не отменял1 балл
-
Так, по лазерам–стоп токинг, марш в другую тему1 балл
-
Жизнь-борьба и боль...просто столько сил положишь на это дело, а там -опа! и ничего уже не актуально....1 балл
-
Вот подобная толщина уже больше для процессов ручной плазменно-дуговой и лазерной сварки.Это если надо гарантированную повторяемость результата.Для TIG уже это действо больше похоже на танцы с бубном, чем на ремесло.А с бубном–тут уже эзотерика, шаманизм и опыт,сын ошибок трудных.Короче, мне лень подобной хнёй мучаться, дайте мне лазер....1 балл
-
Метода норм,но надо идеальную подгонку и раскрой.Твёрдую руку( а лучше робот/автомат) и высокую скорость прохода.Ну и защиту, само собой.1 балл
-
Если при сварке 142 процессом у Вас образуется "выпуклость" —значит на обратной стороне Луны-стопудовая "впуклость", плюс подрезы...1 балл
-
Ну ё-маё, уж даже не интересно, опять чухонское маркетинговое разводилово.Подобное давно есть у Эвоспарка, может ещё у кого, называется Пульс+ВЧ.И диапазоны там поширше...на ВЧ, если что.Штука зачётная, но не вундерваффе.Есть и просто ВЧ-пульс.1 балл
-
Видосы по инету не смотрю, пару раз как-то пробовал смотреть, больше чем на 5 мин меня не хватило, т. к. ничего путного. С форума видео не смотрю т. к. всё на ю туб, а он не работает. В настоящее время источник для мене только этот форум и скачанная литература. Вообще инет за последние годы сильно попортился, такое ощущение, что одни продаваны. Путей информации стало сложней искать нежели лет 15 назад. Одно и тоже переписываю или снимают ни о чём. Хотя мож я искать не умею.1 балл
-
И что она даёт?Кроме просто наличия? В мануалах многих производителей много чего есть, что никому, впоследствии, не оказалось нужным.1 балл
-
Если хочется экономить газ=то TIG -не ваш метод.1 балл
-
Мое дилетантское мнение: надо сначала обеспечить должную защиту сварного шва, а уже потом стараться что-то изображать, так-как с защитой и без защиты это совершенно разная сварка. Не знаю, советовали уже старшие товарищи, или нет про то, как определить защищенность сварного шва. Один из способов - поглядеть на его цвет.

 1 балл
1 балл -
После сварки-сразу в воду....далее в кислоту и норм....И медь рекомендуется сваривать на форсированных режимах, желательно на подкладке.Если мощщи не хватает-подогрев.В своё время развлекался сваркой шин толщиной 4-6мм,длина сварки40-60мм , М1. И моего же сообщения, тема-Сварка меди, от7.10.2018- Медь в расплавленном состоянии обладает высокой текучестью, которая растёт с температурой.При форсированных режимах, особенно без подогрева, возможен(и часто происходит)выплеск металла из ванны. Имея регулярную практику по сварке токопроводящих шин, могу заверить в следующем-предподогрев и плавный спокойный набор температуры вкупе с удерживающей подкладкой страхуют от выплесков и обеспечивают приемлемый внешний вид даже в линейном режиме.Ванну необходимо удерживать в области газовой защиты, не допуская контакта с воздухом, иначе -кипение и поры. для своих шинок использую чистый медный провод с бухты, марку не помню, но если надо-уточню. По зачистке и предподготовке-у меня металл новый, чистый, доп.подготовкой не занимаюсь.Проблем пока нет.1 балл
-
Можно проволоку той же марки, что и клеммы.М1или М3.1 балл
-
Вешай и пусть работают.1 балл
-
Посоветуйте пожалуйста сварочный материал. На днях мне приносили медные контакты, с которыми упарился, подолгу грел, т.к упор в мощность аппарата была, для таких задач нужно 300А, а не 200, ну не суть. Они из чистой меди красноватого оттенка, из подходящего материала у меня была только присадка Cusi3. Сейчас все эти детали забраковали из-за несовпадения по цвету, заказчик их не принимает. К сожалению придется заново отливать. Я слышал о присадке CuSn, что она более близка к естественному медному красноватому цвету, подойдёт ли она или все же нужен какой-то другой материал? И тоже интересен вопрос, мог ли измениться цвет в местах сварки от долгого неэффективного воздействия дугой? Апдейт. Нашел пост, в теме по сварке меди содержащий ответ на мой вопрос, и узнал ещё, что Cusi3 в участках сварки ухудшает электропроводность, норм накосячил конечно, вот что бывает, если нет технолога прошаренного и мало опыта... Закажу CuSn в понедельник

 1 балл
1 балл -
Резка нержавейки 0,5мм УШМ-это БДСМ.В смысле, ровного реза не будет.Сопрягать такие детальки в Т1/С2 для сварки 142 процессом-БДСМ в квадрате.1 балл
-
У меня студенты в ВЭМТ в массе со второго раза делали.Как говорится:первый–пристрелочный, второй– в яблочко.Особо талантливые-с третьего/четвёртого...Это к тому, что наличие наставника хоть и не обязательно, но сильно ускоряет процесс обучения, позволяя обходить грабли, в изобилии разбросанные на тернистом пути начинающего арГхонЩека1 балл
-
Вот моя первая герметичная ёмкость. Бывший бак от стиральной машины, толщина 1,5мм, сварка инвертором, электродом 1,6мм ОК 61.30 эсаб, ток примерно 50-70А. После казалось что то могу освоить, но тиг всё расставил по местам, вернул, так сказать на землю. В сторону пивных банок даже не смотрю.

 1 балл
1 балл -
Не хотел но, не сдержался. Вот где интереса было с избытком. Дно - 0,2, бочина - 0,11. К слову. Из гастроемкостей получаются всяко-разные полезности. И толщина подходящая - 0,5-0,7.


 1 балл
1 балл -
Начинал примерно так же. Естественно, с алюминия, с замахом на титан. Естественно с поворотных соединений, с углов, с труднодоступных мест......Забросил аппарат в гневе, что ни черта не выходит, кроме перевода расходников. Потом опять достал и пошёл уже проверенным путём, что, естественно, дало ожидаемый результат. Это я к тому, что можно математику начинать изучать с интегральных вычислений, но лучше начать с простых чисел, действий с ними и т.д. по восходящей. Удачи, с уважением.1 балл
-
Не, ну так не считается:во-первых, донце тупо толще горловины,поэтому гораздо проще данный перфоманс исполнить, во-вторых,в донце банки, которая будет сверху надо сделать отверстия,а потом налить водички в обе банки до упора.Так сказать, провести гидроиспытания.Шов не должен потечь.И это гораздо сложнее и интереснее.То есть свариваем горловину нижней к донцу верхней.1 балл
-
Злой какой то юмор стал. Недобрый.1 балл
-
1 балл
-
https://www.yaplakal.com/findpost/142587898/forum2/topic2941033.html
 1 балл
1 балл -
Зависть плохое чувство, просто надо стремиться к этому, планировать и реализовать свои планы. Утепление фольгированным изовером в два слоя 5 + 10 см. Обшивка профлистом в целях пожарной безопасности.




 1 балл
1 балл -
Даже 350 мало чтоб полы не пылили. У нас история похожая. Хозяин решил её цивилизованным методом -- привлёк лабораторию. Приехали парни с буром, набурили из разных мест образцов, и по итогам лабораторных исследований этих образцов поставщик бетона за свой счёт покрыл нам полы эпоксидной смолой. При этом он остался очень доволен таким лёгким решением проблемы. Полы на удивление очень прочны. Даже перекатывание баллонов (как мы обычно катим баллон стоя) не оставляют на них следов. Вот этикетка от эпоксидки:
 1 балл
1 балл -
Заливка полов швингом. Прошёл всё "вертолётом", но так как вместо 350 бетона набодяжили что то около 250 марки вся работа пошла насмарку. Устройство передвижения виброрейки, просто, дёшево и сердито)) В Иркутске дилеры, а завод у тебя под боком https://superangar.ru/contacts . Валера, размер 25.2х12.4 м высота 5.5 м, ворота 4.2х4.2 м модель S 40-18.




 1 балл
1 балл