Лидеры




Популярный контент
Показан контент с высокой репутацией 05.11.2024 во всех областях
-
Вы по каким правилам аттестацию проходите, на какие объекты? Если есть заявка в аттестационный центр- то лучше её прикрепить. Почему-то нет эмодзи "рука- лицо". Если дефектоскопист не увидел дефектов- то он не контролировал шов. Другой вопрос- какие дефекты джопустимы, какие нет. А это зависит от объекта, на который должна распространяться аттестация и правил. То есть сначала определяемся, какой у вас объект и правила, а потом смотрим, какие допускаются дефекты. Если вы сварщик, то вам по штату не положено читать все ГОСТы и знать их. Конечно, высший класс, если вы будете это знать, но не обязательно. Вот, допустим, читайте ГОСТ 32569-2013, и смотрите все ГОСТы, которые там указаны. Что-то достаточно краем уха глянуть, что-то (как ГОСТ 5264, ГОСТ 16037)- наизусть знать полезно. Чтобы макать всяких бехадиров и технолухов. Но тогда любить вас не будут... Лютой ненавистью...2 балла
-
Это где такие продвинутые учебные заведения находятся? Так-то программа в отношении учебного материала строится на концепции "необходимо и достаточно".То есть даваемых на аудиторных занятиях знаний и комплекта учебного материала должно хватать для успешного освоения курса.А грамотный препод всегда посоветует , или даст список дополнительной литературы /ресурсов для более полного освоения материала( для особо активных курсантов). А если при обучении надо самостоятельно искать учебный материал... ну это как-то диковато...потому, с освоением могут возникнуть проблемы.То есть "смотрю в книгу-вижу фигу". И обратный ход-грамотный препод всегда подскажет, что в современных учебных пособиях стоит проигнорировать, или уделить минимальное внимание,так как для освоения материала данная информация малоактуальна , или ошибочна.2 балла
-
Более чем достаточно для знания о них. Поисковые запросы грамотно составить и смотреть-читать-запоминать. Никто в голову трамбовать информацию не будет. И в конечном счете кому это надо? Искать ответы в первую очередь нужно самостоятельно. А ежели что не понятно, спрашивать у тех кто может знать ответ. Самообразование именно это и подразумевает.2 балла
-
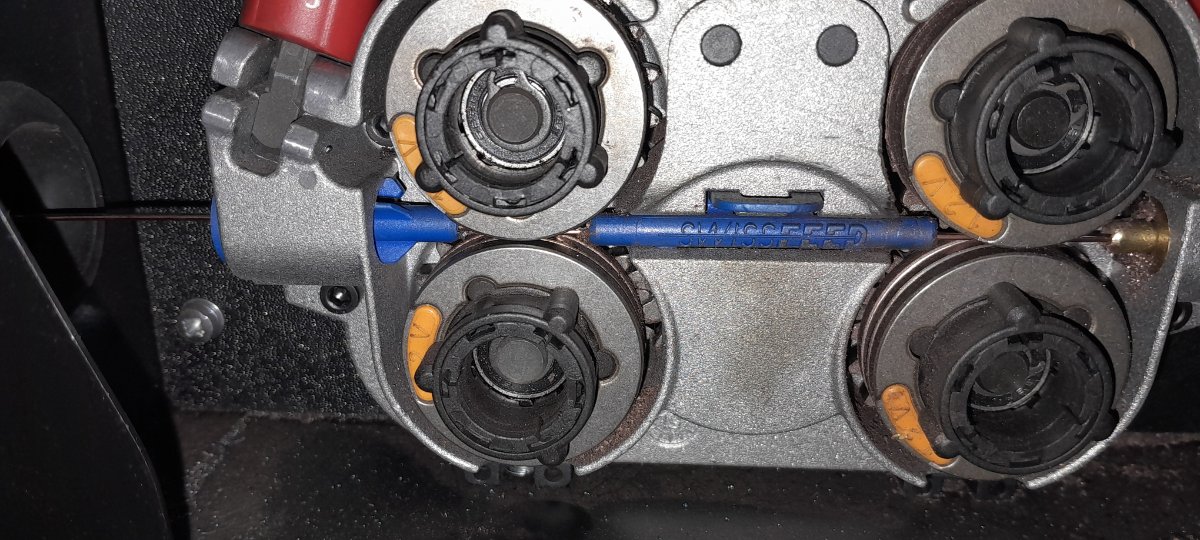
Всё вышеперечисленное, плюс неправильно отрегулирован тормоз катушки.Перетянут, как правило.2 балла
-
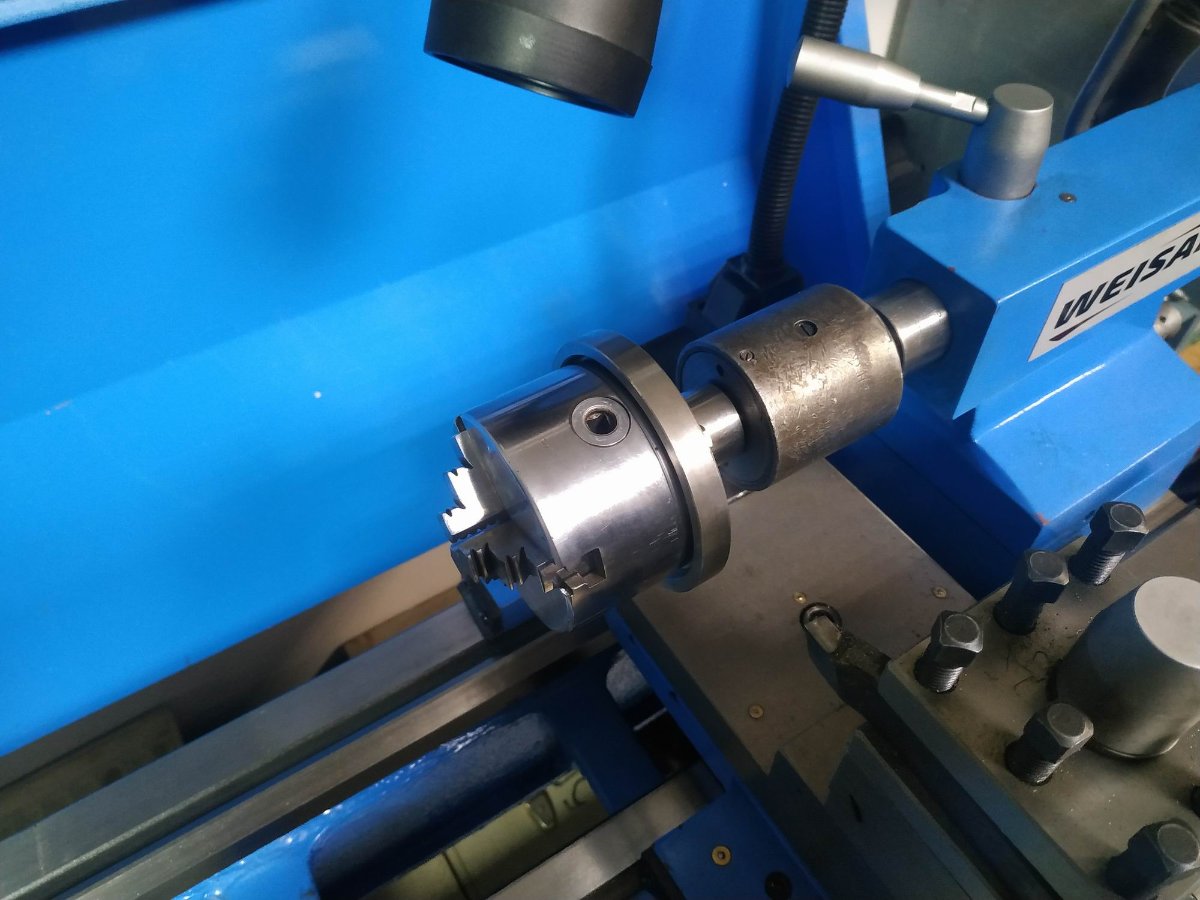
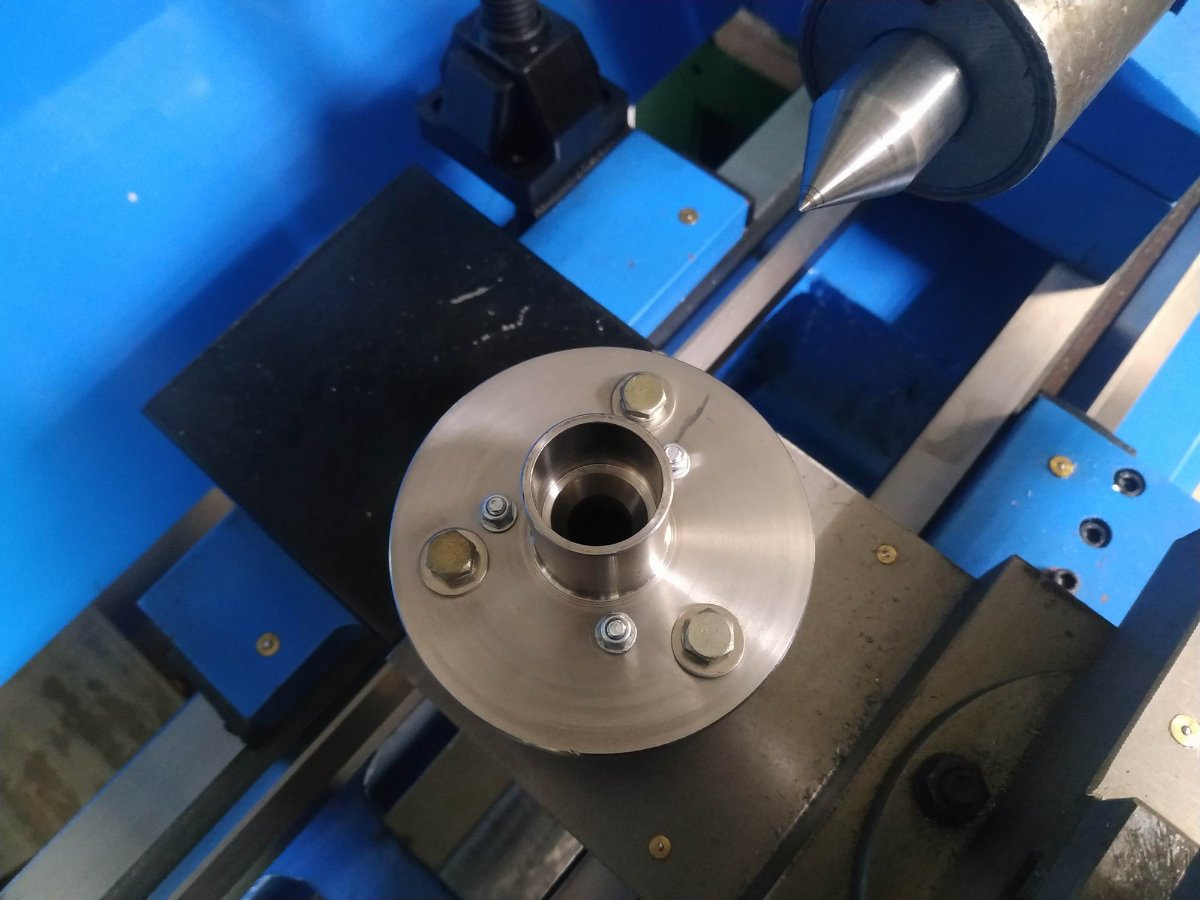
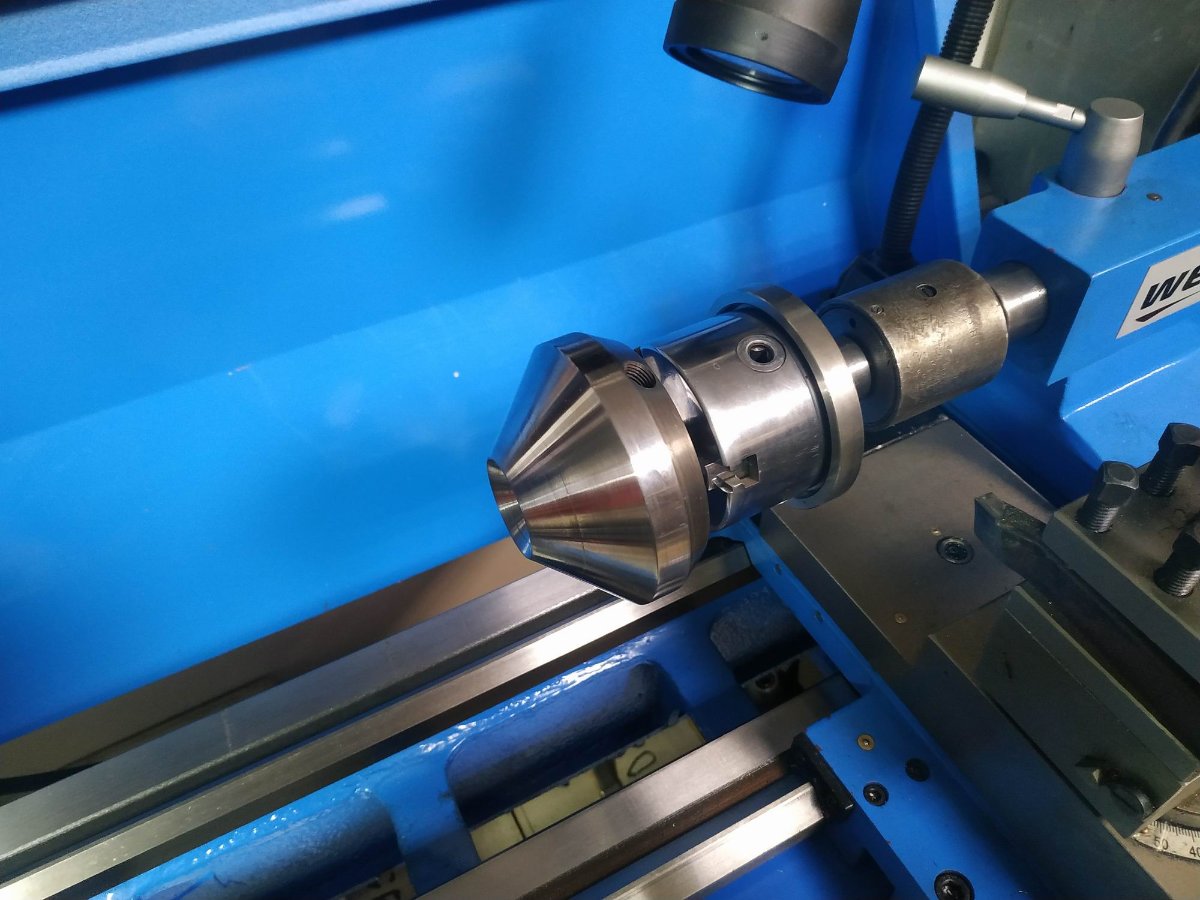
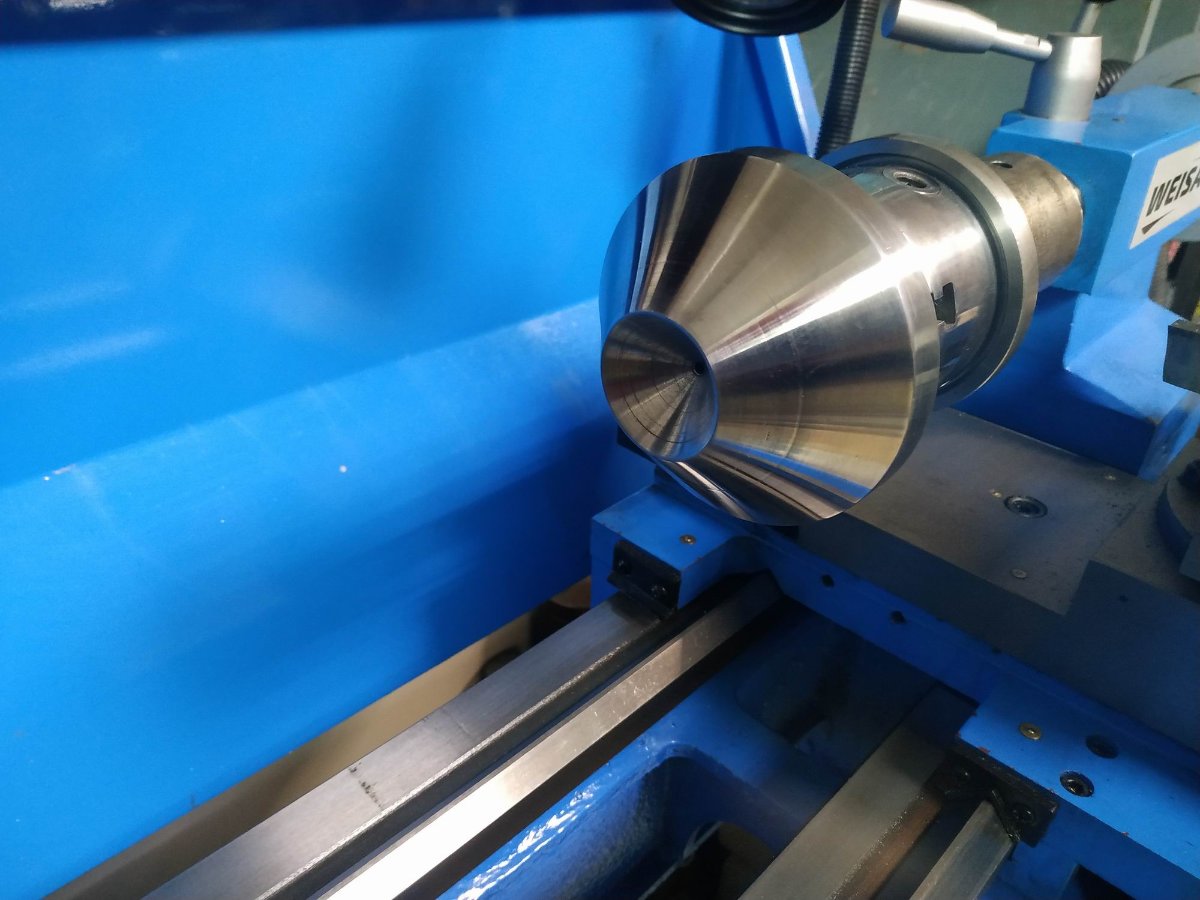
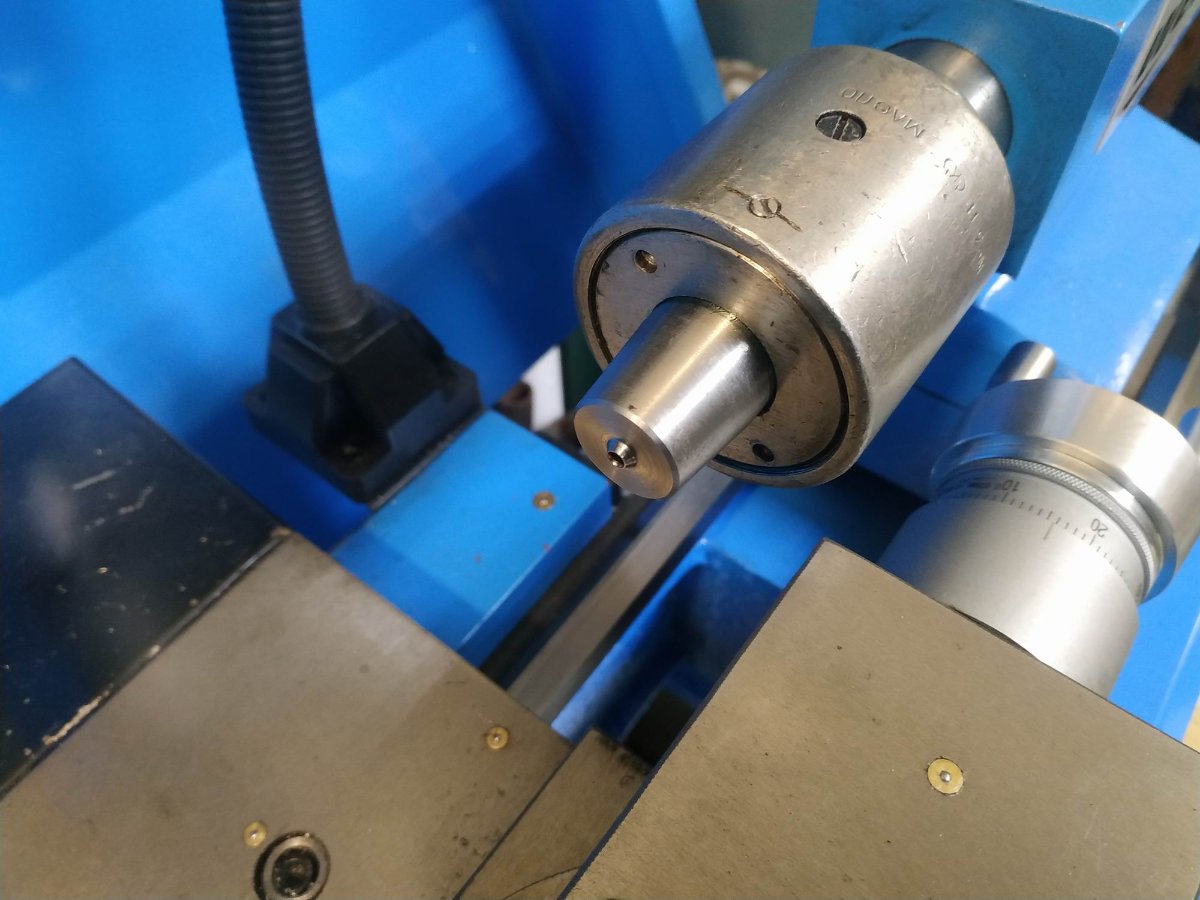
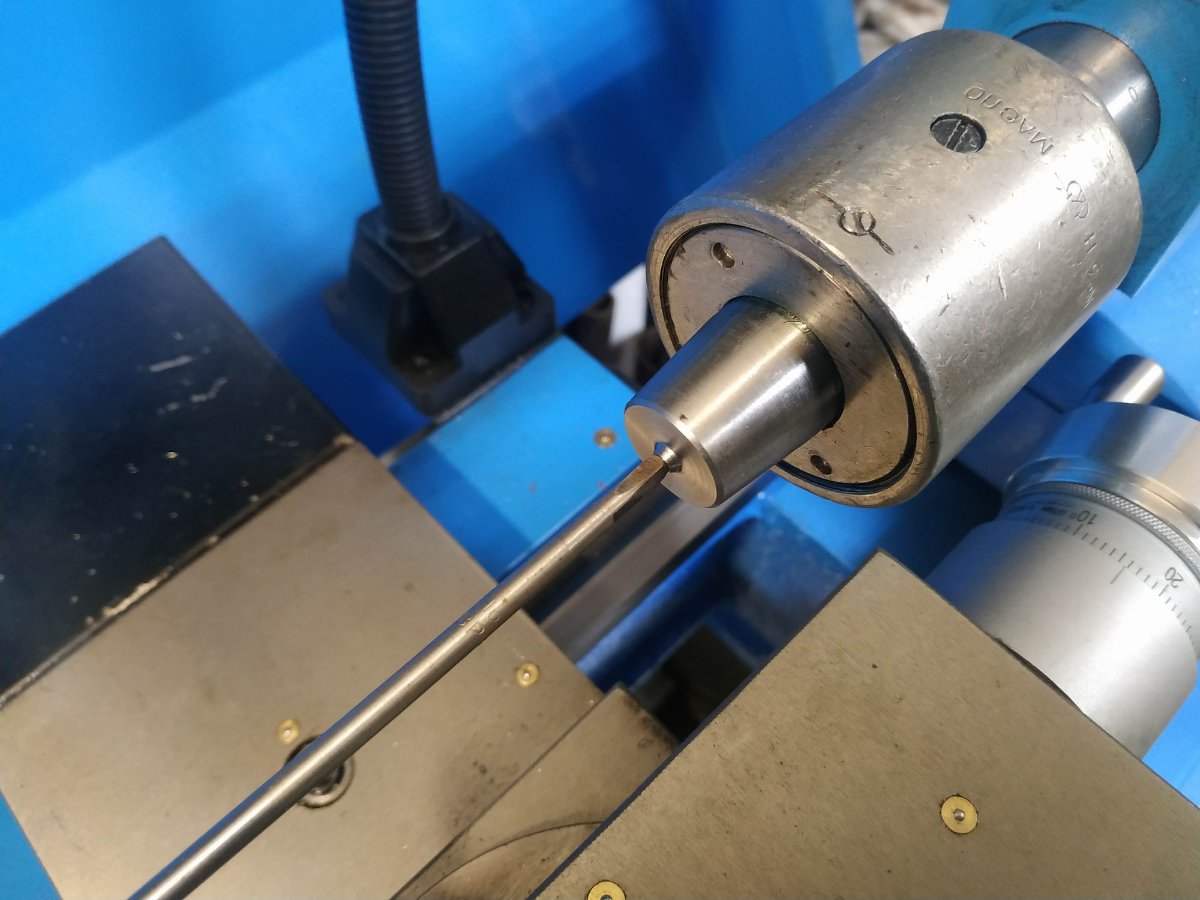
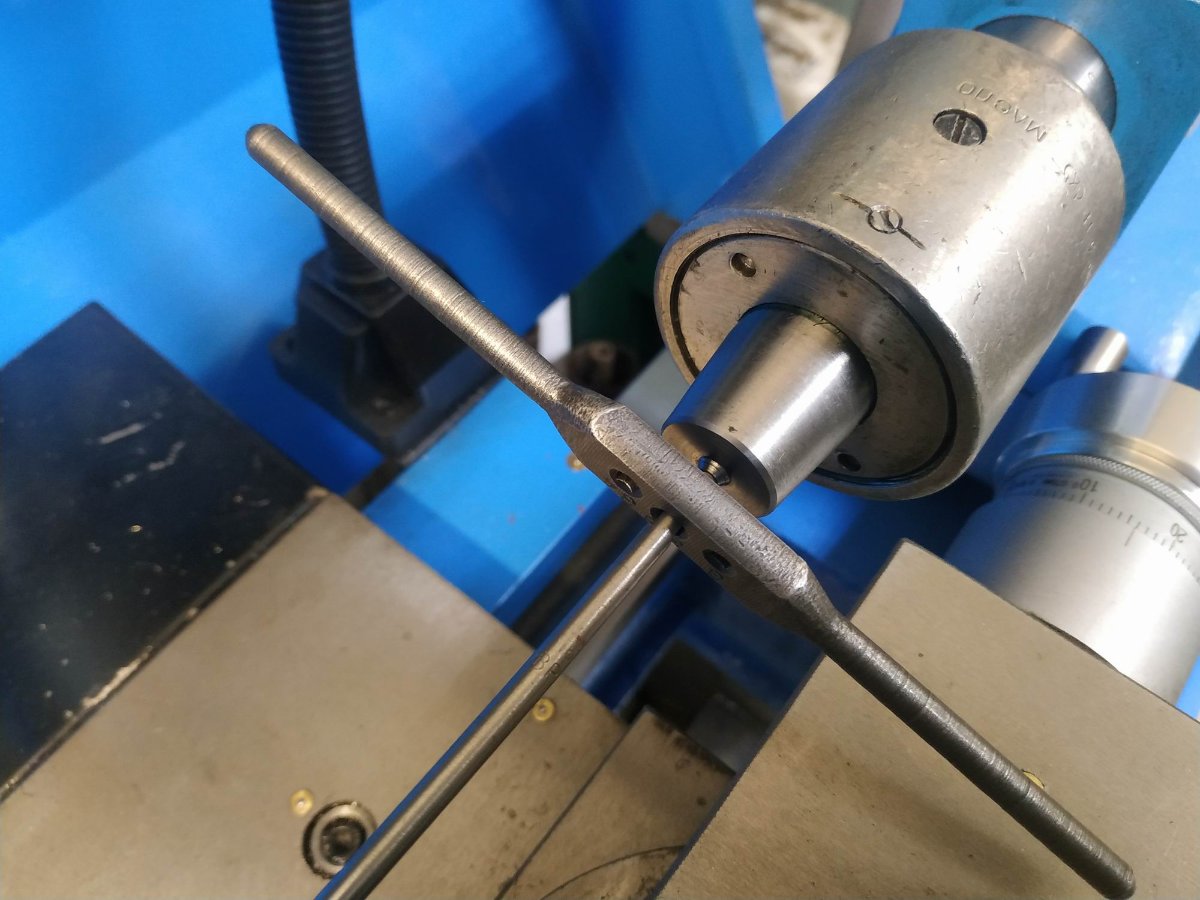
Где еще разместить, как не на форуме сварщиков? Дешманский вариант (без точения, термички, шлифовки нового вала) установки токарного патрона на вращающийся центр. Точность конечно не очень (0,05), но если без особых затей - потянет. Странный вид фланца обусловлен тем, что он раньше был какой-то деталью, я его слегка модифицировал (внутри пришлось установить вставку под посадочное фланца патрона). А также, для экономии по изготовлению грибковых (трубных) центров - установил их непосредственно во вращающийся патрон. Точность еще сильнее пострадала, но зато дешево. К тому же грибковые центры были уже в наличии, от поддува TIG для сварки трубчатых деталей. Центр - КМ-3, патрон 80-й. Ну и до кучи. - Центр для подхода к торцу детали - конусная часть 9,5 мм. - Цент для поджима конусных хвостовиков (метчики, развертки).
 2 балла
2 балла -
отсутствие знаний, а главное понимание в вопросе и приводит к такому. Если вы сварили заготовку согласно требованиям предприятия, местным или по общему стандарту, то с чего то одно будет браком то другое? Именно ведь этими стандартами и добивается требование, что конечное изделие должно и обязательно будет обладать определенными качествами. А то получается, тут мы глаза прикроем, тут отвернемся. Нет, это не правильно. смотря что они варят и для какого назначения изделия. Рентген по сути смотрит поры, не сплавления, включения. Но и рентген установки бывают разные. Поэтому что они утверждают относится к тому или иному оборудованию, а так же к тем требованиям, что от них требуют. Тавтология... ну пусть будет. Подрез, это местное утонение материала относительно основной толщины. И если это допускается, то в целом ни чего страшного, наверное запас по прочности это покрывает. Но если из логических соображений, это тоньше, значит и уже слабее. А еще это гарантированное будущее локальное разрушение. Но опять же и от конечного применения зависит и от материалов. Поэтому есть четкие критерии в описании характеристик как самого конечного изделия, так и требования к сварочному шву. И местный контроллер это должен обязательно не только учитывать но и блокировать дальнейший проход изделия к эксплуатанту. именно поэтому и есть специальные учреждения. Конечно спорный вопрос грамотности самого преподавателя. Но это уже к делу не относится. В любом случае, учреждение дает базу. Личное любопытство увеличивает эту базу. А опыт шлифует это все и уже придает точные границы всем полученным знаниям.1 балл
-
Контролер, проводящий ВИК их видит. Полезно почитать хотя бы про дефекты сварных соединений, чтобы понимать, чего не должно быть в швах. Это и есть сварка под рентген и УЗК. По методам контроля информации на уровне ГОСТ и всякий стандартов организаций хватает, да и здесь на форуме можно найти. Вас то на алгебру кидает, то на металлургию, сейчас вот на контроль занесло. Найдите уже учебное заведение, да поучитесь. Иначе так и будет разрозненная не систематизированная информация.1 балл
-
Продолжим наши упражнения по поиску недостатков сварочной проволоки.Частый наезд клиентов:–"вашапроволокагавноомеднениесыпетсянаконечникизабиваеееееет....Как проверить качество омеднения на месте-смотрим ГОСТ 9.302-88 ПОКРЫТИЯ МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ.Методы контроля.Раздел 5, п.п 5,5/5,6. Делаем простенький тест прямо на месте, лучше над листом белой бумаги–так нагляднее.Если есть лупа на 10-20-30Х-еще лучше.Если покрытие не осыпалось, хотя и может! потрескаться-адгезия в норме, проблемы на стороне клиента( подающее: тип,качество и состояние роликов, момент затяжки, и т.д)... ГОСТ на покрытия-методы контроля.pdf
1 балл
-
Так никто и не догадался, просто позвонить продаванам ЭСАБа и сказать" вашапроволокагавноневаритбрызжет" было как-то не комильфо..Это на нас можно наезжать и пальцы гнуть.А тут ситуация обратная, и что делать, никто не знает...на производстве....вроде как с TW расплевались, а "швед" не зашёл.1 балл
-
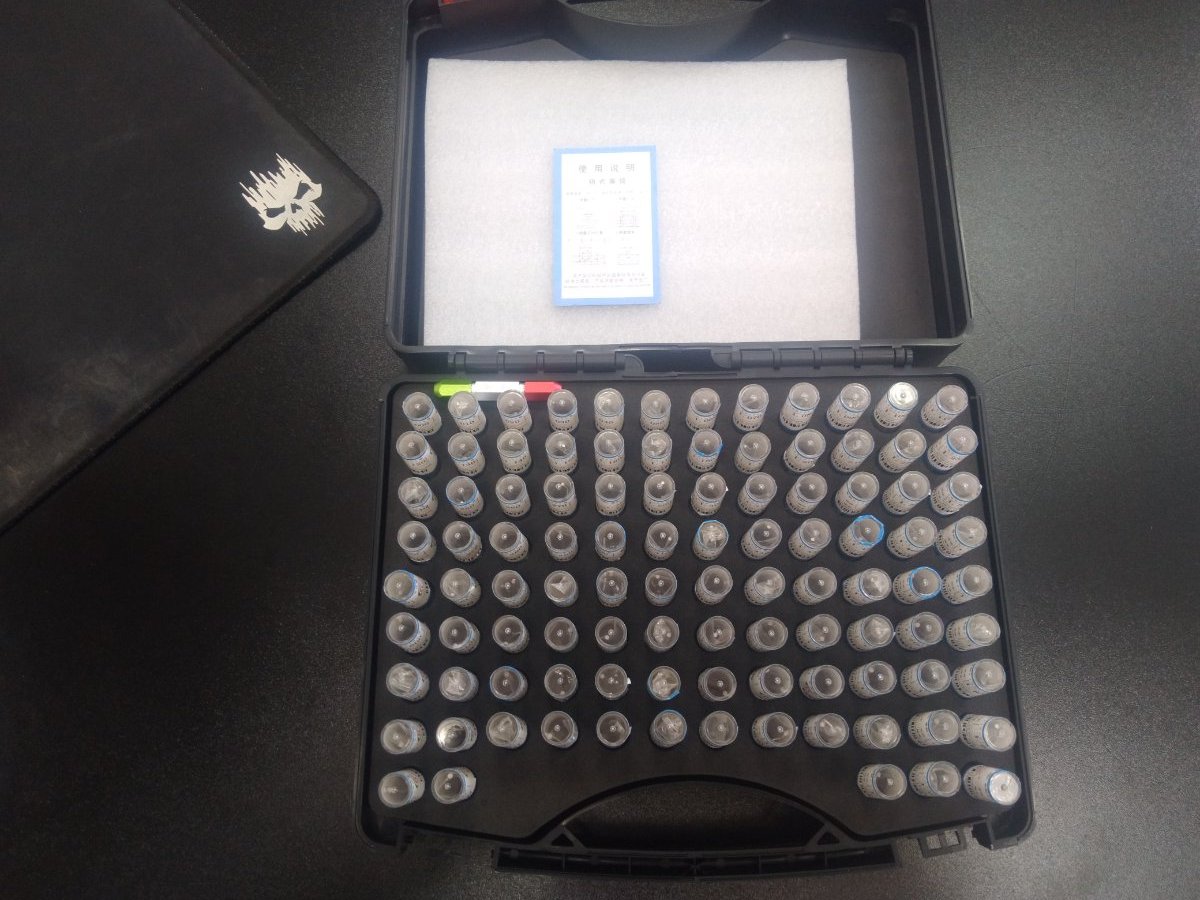
И еще раз про токоподводящие наконечники, вернее про главный параметр-размер центрального канала-при помощи чудного наборчика калибров проверили ряд наконечников М6 и М8 Е-Cu/E-CuCrZr,ДУКМ из магазина– что оказалось: 1.На ОСТ 23-4.47-72 почти все! производители ( а были разные, из Китая и России) давно и прочно забили с прибором.Лепят что хотят,исходя из собственных представлений.Ближе всех к данным ОСТа подошёл один из китайских производителей, не добрав 0,01мм до номинала.Это верно в данном случае для наконечника Е-Сu 1,6мм 2.Один из российских производителей уверял, что делает по ОСТу, однако не добрал 0,05мм до номинала для проволоки 1,2мм. 3.Реальный размер канала наконечника для "алюминиевой" проволоки 1,2мм составил 1,61мм–тут без коммментариев,так как никакой нормативки действующей в свободном доступе обнаружить не удалось.В общем –приняли к сведению–и Бог с ним.Работает и ладно. 4.Работоспособны все экземпляры, однако при сварке на форсированных режимах( или при очень долгой работе на низких и средних) лучшие результаты по ресурсу( времени наработки на отказ/количеству наплавленного металла) показывают экземпляры, чьи размеры внутреннего канала соответствуют или близки к легендарному ОСТу, что бы мне не говорили "знатоки" на выставках. P.S. Для проволоки 1,2мм диаметр канала должен быть в пределах 1,4-1,46 мм.Для проволоки 1,6мм–1,8-1,86мм согласно ОСТ. Также после тотальных замеров всего ассортимента шоу-рума точным попаданием в номинал отметились наконечники для проволоки 1,4мм от TWG–должно было быть 1,6мм-1,66.Замер показал 1,60 ровно.
1 балл