Лидеры




Популярный контент
Показан контент с высокой репутацией 01.11.2024 во всех областях
-
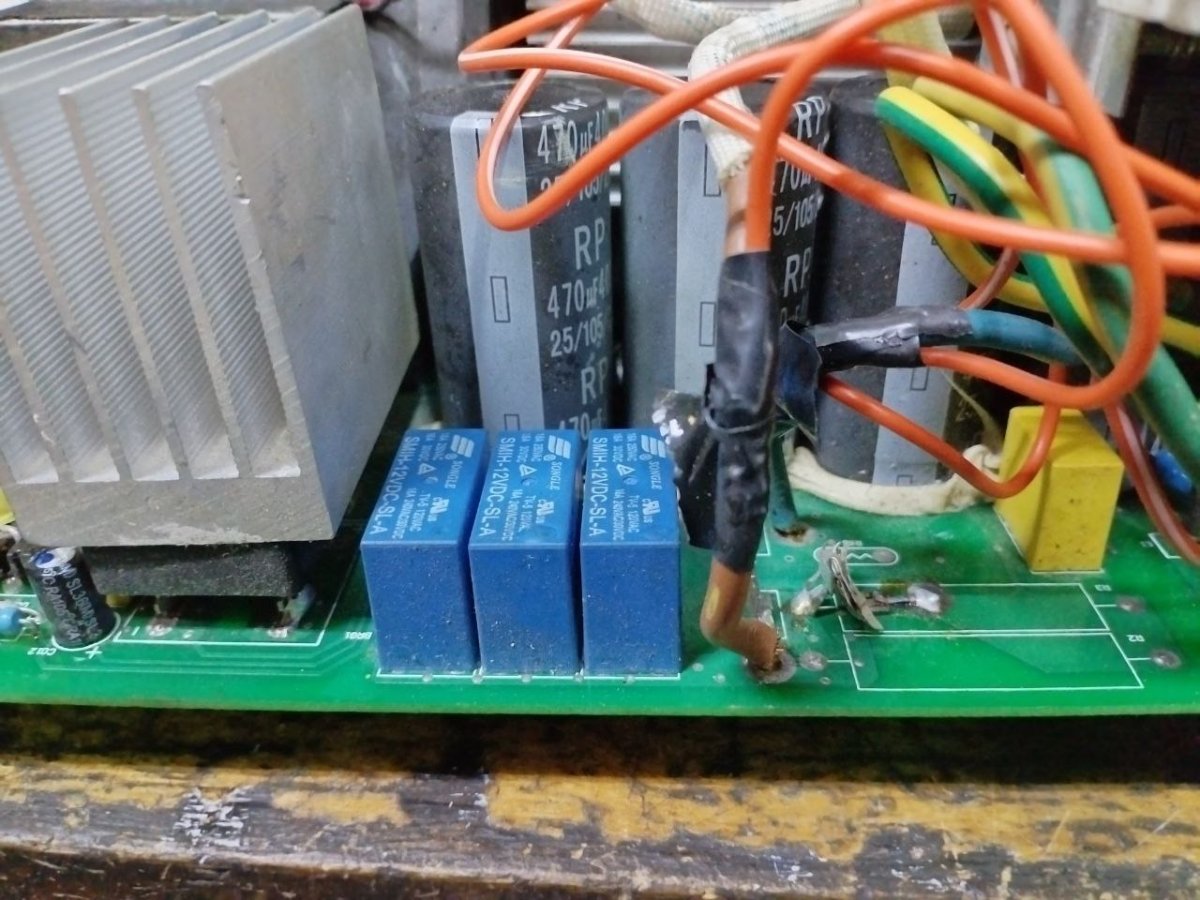
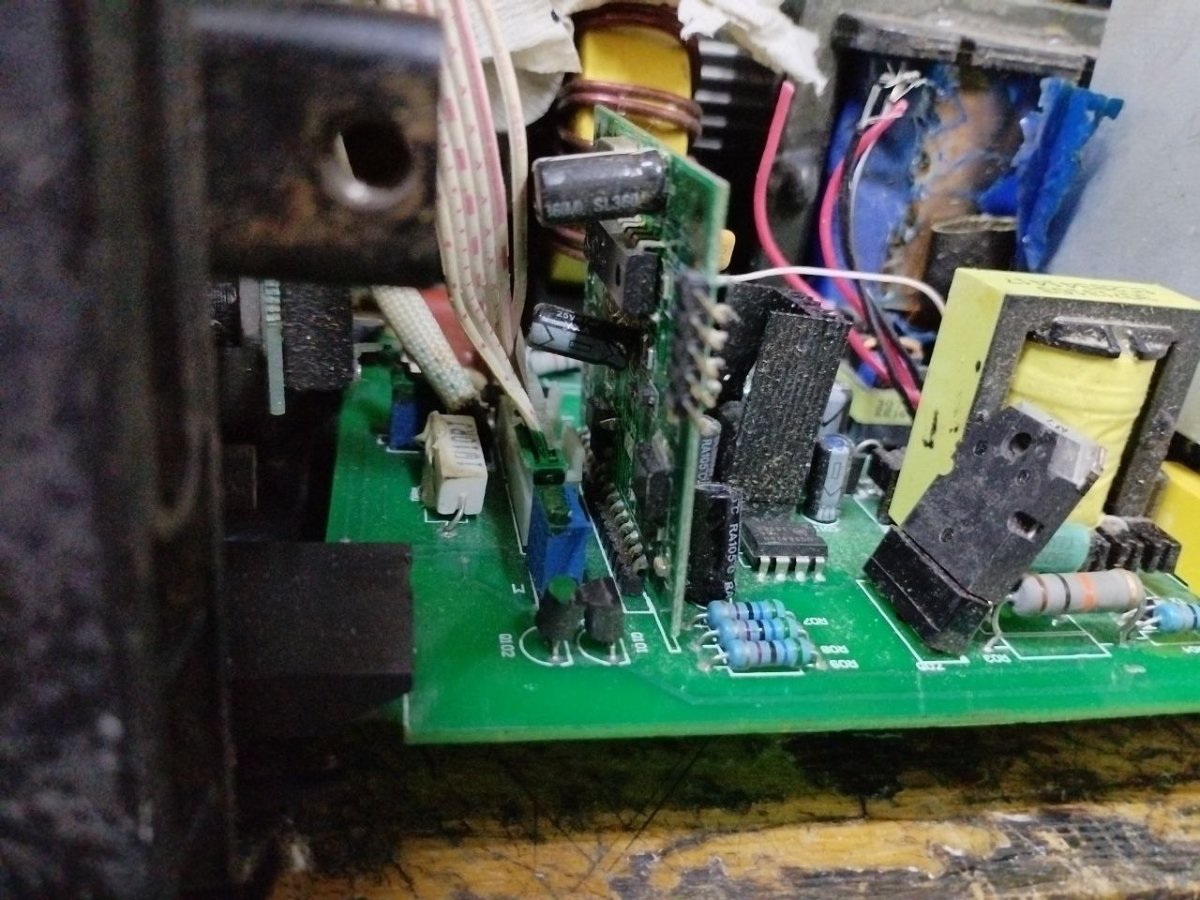
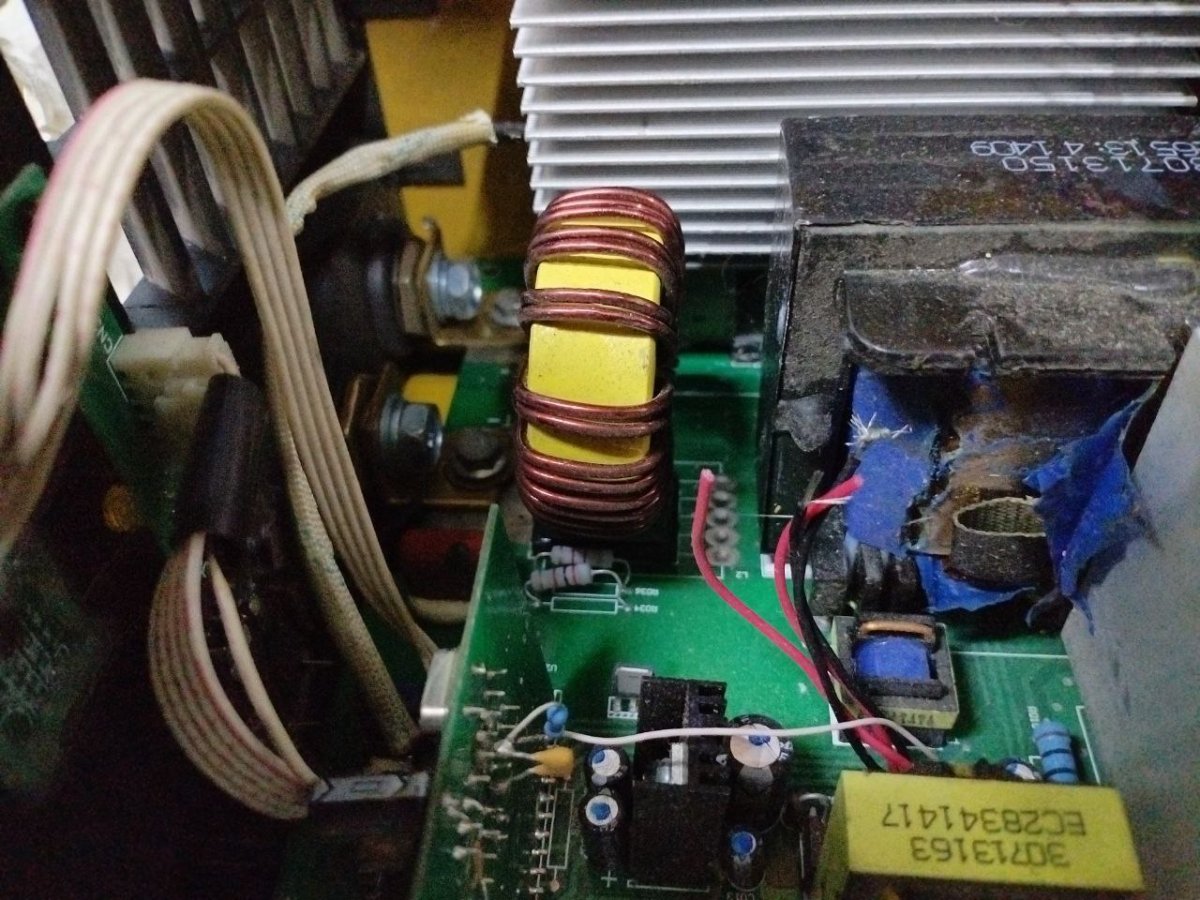
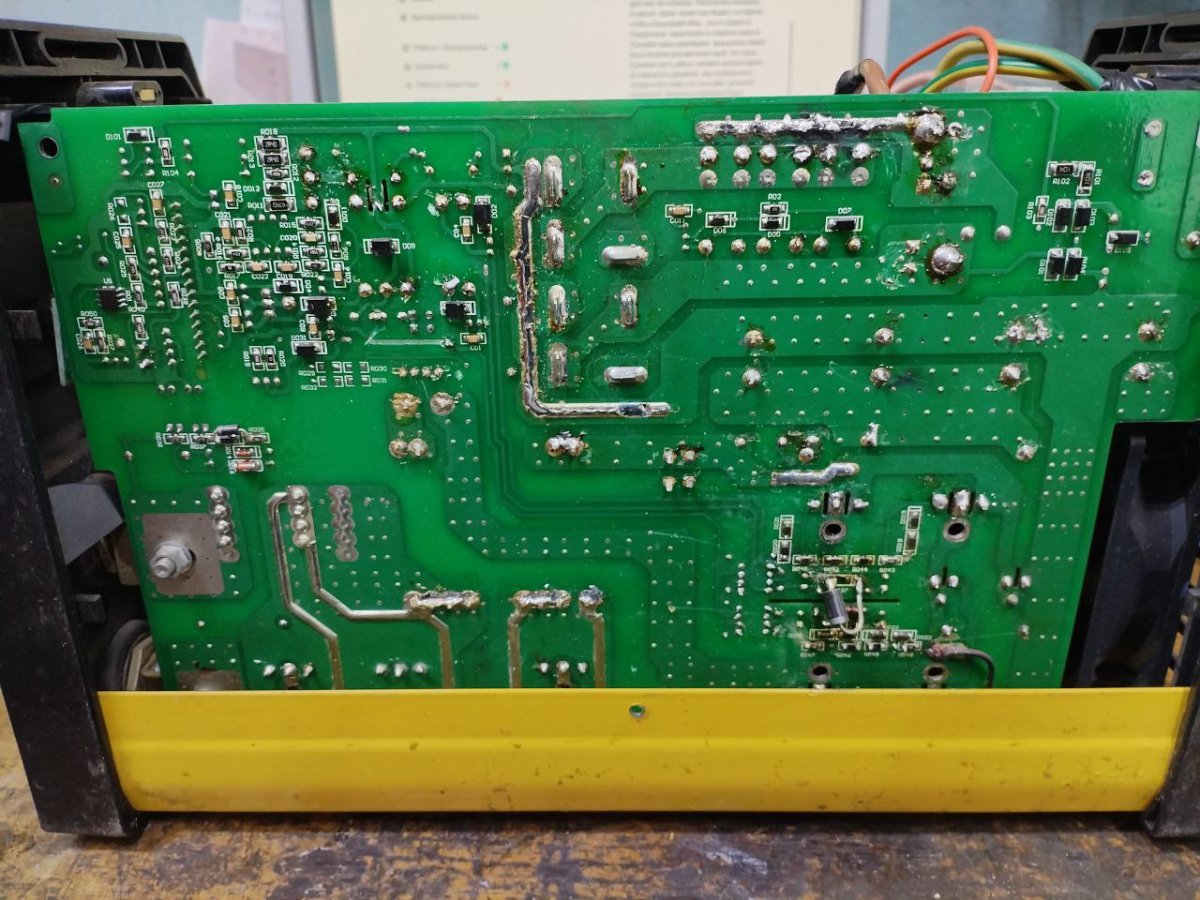
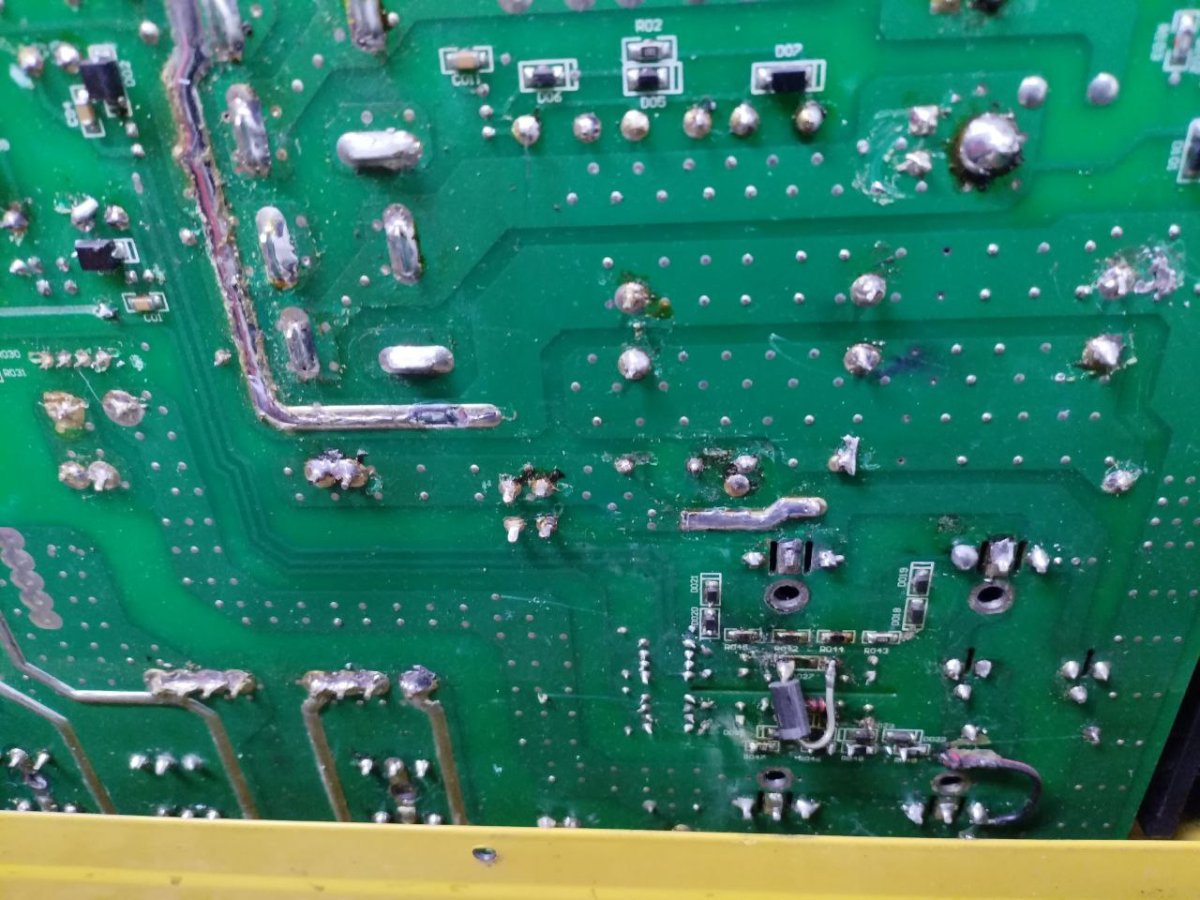
Вот что тут делать ? Это прислали аппарат из Шахуньи. Как сказали... что-то может быть могло отвалиться при перевозке.... Я бы руки ... этим мастерам. Ну если ты не понимаешь ничего, зачем ковыряешься ? Покой чёрт !!???? Пипец просто. Управление оборвано и перепахано, транс силовой вскрыт, силовая перепахана и убита, какой -то блок питания левый для вентилятора. Какой тут уже ремонт, просто выкинуть аппарат. Туалетную бумагу положили видимо для следующего ремонтника, т.е. меня, чтобы успел до туалета от одного только вида ! Примерно такое же мне раз прислали с Лабытнанги. Но только импульсный полуавтомат. После Мастера !!!
 3 балла
3 балла -
Подвеска ауди. Сплав EN356.0 Отличная свариваемость,но весь вопрос заключается в том,чтобы сохранить геометрию отверстия и обеспечить провар по всему сечению.Какие-то вкрапления посторонних включений в металл шва недопустимы. Зачистка околошовной зоны хорошая-светотень. Подварка со стороны отверстия обязательна. Подгонка дремелем круг армированный ф50мм. Подробно в картинах.
3 балла
-
https://pmet.biz/catalogs/spravochnik-2021.pdf?ysclid=m2xgdc6qkn48469320 СОДЕРЖАНИЕ: Справочные данные ..........................................................................8 Температуры плавления металлов ................................................9 Перевод температуры °С ↔ °F ...................................................10 Перевод англо-американских технических мер в метрические. Меры длины, площади, объема, веса, давления ..........................................................................................12 Перевод твердости по Роквеллу (HRA, HRB, HRC), Бринеллю (НВ 30), Виккерсу (HV) ..............................................14 Диаграмма состояния железо-цементит .....................................19 Стали и сплавы. Определение величины зерна .......................20 Чугуны литейные серые. Классификация. Маркировка ...........22 Чугуны литейные серые. Марки чугунов. Зарубежные аналоги .....................................................................23 Чугуны литейные высокопрочные. Маркировка ........................24 Чугуны литейные высокопрочные. Марки чугунов. Зарубежные аналоги .....................................................................25 Стали литейные. Классификация .................................................26 Стали литейные. Маркировка .......................................................27 Стали литейные конструкционные углеродистые. Марки сталей. Зарубежные аналоги .......................................................28 Стали литейные конструкционные легированные. Влияние легирующих элементов ..................................................30 Стали литейные конструкционные легированные. Назначение .....................................................................................32 Стали литейные конструкционные легированные. Химический состав. Зарубежные аналоги .................................34 Стали литейные конструкционные легированные, не имеющие зарубежных аналогов (ГОСТ 977-88) ..................38 Стали нержавеющие. Классификация .........................................39 Основные марки нержавеющих сталей. Химический состав ........................................................................40 Нержавеющие стали. Зарубежные аналоги ...............................42 Стали для штампов горячего деформирования и литейной оснастки ......................................................................45 Алюминиевые литейные сплавы. Маркировка ...........................47 Алюминиевые деформируемые сплавы. Химический состав ........................................................................51 Медные сплавы. Маркировка. Свойства ....................................52 Медные сплавы. Марки сплавов. Зарубежные аналоги ..........53 Бронзы литейные. Физико-механические и технологические свойства .............................................................54 Латуни литейные. Физико-механические и технологические свойства .............................................................56 Латуни. Зарубежные аналоги .......................................................58 Деформируемые простые латуни. Химический состав ........................................................................59 Бронзы и латуни литейные. Химический состав ........................................................................60 Диаграмма состояния системы Cu-Zn ........................................61 Магниевые литейные сплавы. Химический состав. Способы литья ...........................................62 Цинковые литейные сплавы. Химический состав. ГОСТ 25140-93 ...............................................................................68 Цинковые литейные сплавы. Рекомендации по применению. ГОСТ 25140-93 .......................................................69 Титановые деформируемые сплавы. Химический состав. ГОСТ 19807-91 ...............................................................................70 Плавка чугуна и стали ...................................................................72 Материалы футеровочные и вспомогательные для индукционных и дуговых печей, разливочных ковшей .....74 Плавка Al и Al-сплавов. Производство Al-литейных и деформируемых сплавов ...........................................................80 Материалы футеровочные для плавильных печей ....................82 Тигли для алюминиевых и медных сплавов ..............................84 Фильтры пенокерамические для алюминия металлургические. ..........................................................................86 Препараты (флюсы) для металлургической обработки алюминия и алюминиевых сплавов ............................................88 Производство стального и чугунного фасонного литья ........90 Фильтры пенокерамические для фасонного чугунного литья ...................................................92 Фильтры пенокерамические для фасонного стального литья ...................................................93 Фильтры сетчатые для фильтрации чугуна и стали ................................................................................94 Клеи для ремонта форм и стержней..........................................95 Связующие для изготовления литейных форм и стержней ..........................................................96 Противопригарные покрытия для литейных форм и стержней ..........................................................98 Вспомогательные материалы для изготовления литейных форм и стержней ........................100 Литье цветных сплавов в кокиль, под высоким и низким давлением ...........................................102 Препараты (флюсы) для алюминиевого фасонного литья .....104 Фильтры пенокерамические для алюминиевого фасонного литья .........................................108 Фильтры сетчатые для фильтрации расплавов алюминиевых сплавов..............................................109 Противопригарные кокильные краски для алюминиевых, медных и магниевых сплавов.................................................... 110 Смазки для литья под высоким давлением сплавов алюминия, меди, магния, цинка ................................................ 112 Литейно-прессовое производство. Производство алюминиевого профиля..................................... 118 Фильтрация алюминиевого расплава с помощью изделий из стеклоткани (COMBO BAGS) ................................................120 Керамические материалы и изделия для литейного производства. Металлопроводы. ................................................121 Противопригарные материалы и ремонтные мастики для литейной керамики.......................................................................122 Графитовые кристаллизаторы и изделия..................................123 Смазки и специальные материалы для экструзии .................124 Смазочно-охлаждающие жидкости для резки алюминиевых слитков и профиля .......................................................................125 Кузнечно-штамповочное производство ...................................126 Цвета накала стали .....................................................................128 Температурные интервалы штамповки конструкционных углеродистых и легированных сталей .......................................129 Температурные интервалы и допустимые степени деформации алюминиевых сплавов ..........................................130 Температурные интервалы штамповки медных сплавов .......131 Температурные интервалы штамповки и допустимые степени деформации магниевых сплавов ................................132 Температурные интервалы штамповки титановых сплавов .......................................................................133 Смазки для горячей объемной штамповки..............................134 Смазки для холодной объемной и листовой штамповки .......136 Механическая обработка металлов ...........................................138 Смазочно-охлаждающие жидкости для механической обработки .....................................................140 Масла для шлифования ...............................................................142 Смазочно-охлаждающие жидкости для микрораспыления ..................................................................144 Электроэрозионная обработка ...................................................146 Диэлектрики для электроэрозионной обработки ...................148 Материалы для очистки поверхности и консервации ..........150 Очищающие растворы .................................................................152 Консерванты..................................................................................1533 балла
-
Я считаю, что нет. Угу.2 балла
-
Случай в гараже (прости, Техсвар, чуть пофлужу). Была долгая подготовка с резкой, пескоструйкой, разметкой и пр. обрядами, чтобы сварить детальку. И когда дело дошло до, собственно, сварки, то аппарат (Аврора спидвей про 200) не прореагировал на включение главного выключателя......... А, надо сказать, что я, периодически, на разных форумах, совершенно бесплатно (это - главное и надо подчеркнуть) пишу лесные слова этому бренду. Розеток у меня по 8 шт. на стене и за каждую стену отвечает свой диф.автомат. Конкретно в этой розетке до этого заряжался фонарь и горел индикатор заряда. Поэтому наличие электричества в розетке, было налицо. Сложив весь матерный лексикон на бренд, постучав слегка ладонью по аппарату, покачал провод и выключатель, понажимал кнопку у механизма размотки - результата нет. Открыл дверцы катушки и механизма. Аппарат чуть гудит. Значит, кулоны ест-таки, паршивец. Ничего не меняется, табло не горят никакие. Открыл в телефоне руководство, ничего такого не нашёл. Отсоединил быстросъём, кабели, горелку и снял аппарат, для транспортировки в мастерскую (бубна у меня нет в гараже, а остальное уже попробовал). И тут решил, на всякий пожарный, подключить к розетке на другой стене....аппарат радостно поприветствовал меня. Водрузив всё обратно на тележку и подключив в первую розетку, аппарат не заработал...Размотал болгарку, подключил туда же. Не работает. Назвав себя дол(*?%:?%м, наш главный тормоз пятилетки, полез в щит. Оба дифа (Шнайдер, 10 лет) были включены, но кнопка на одном не работала, т.е. не отключала автомат. Видимо, какое-то количество тока он пропускал, что загорало светодиод при зарядке фонаря и давало небольшой гул схемотехники сварочника, что и направило, изначально, по ложному следу. В мыслях извинился перед Авророй. Минут через 10 стороны конфликта душевно общались.
2 балла
-
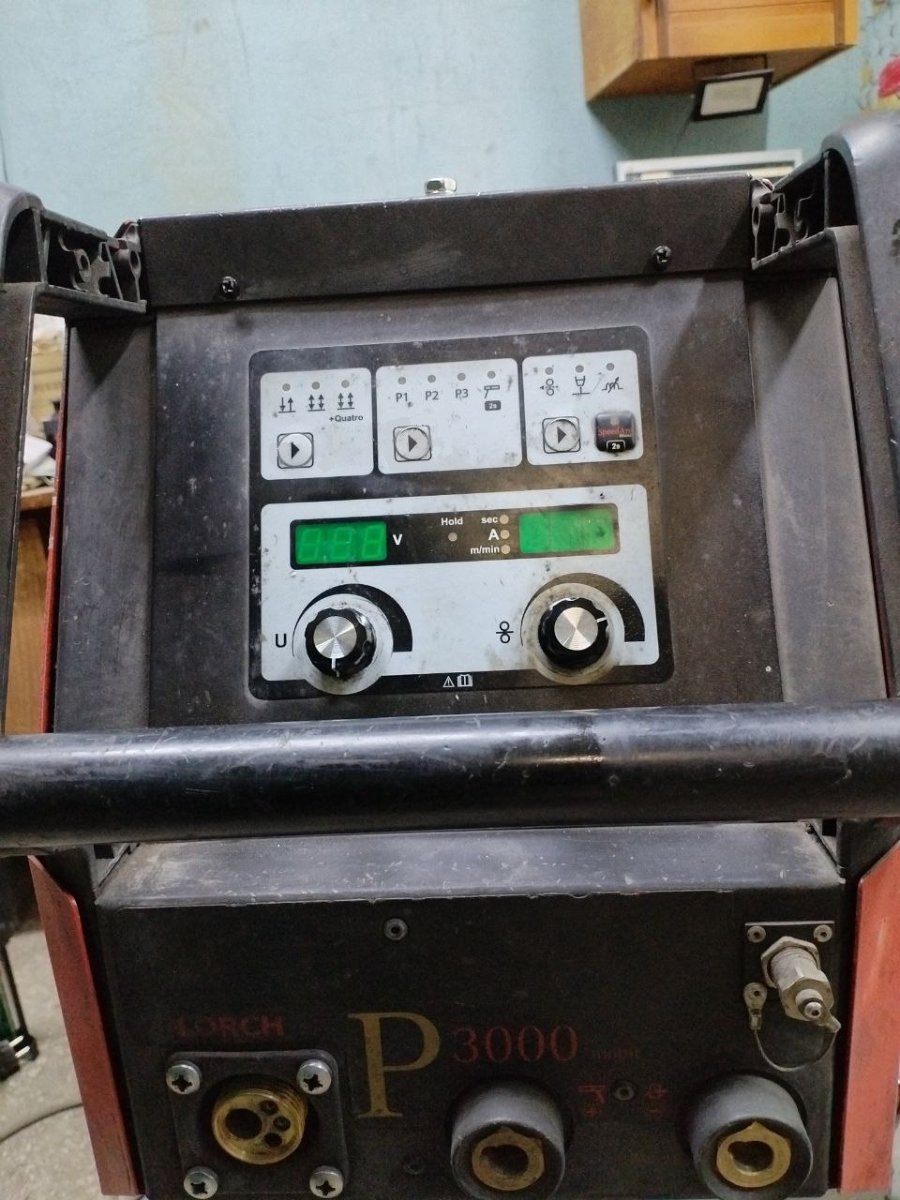
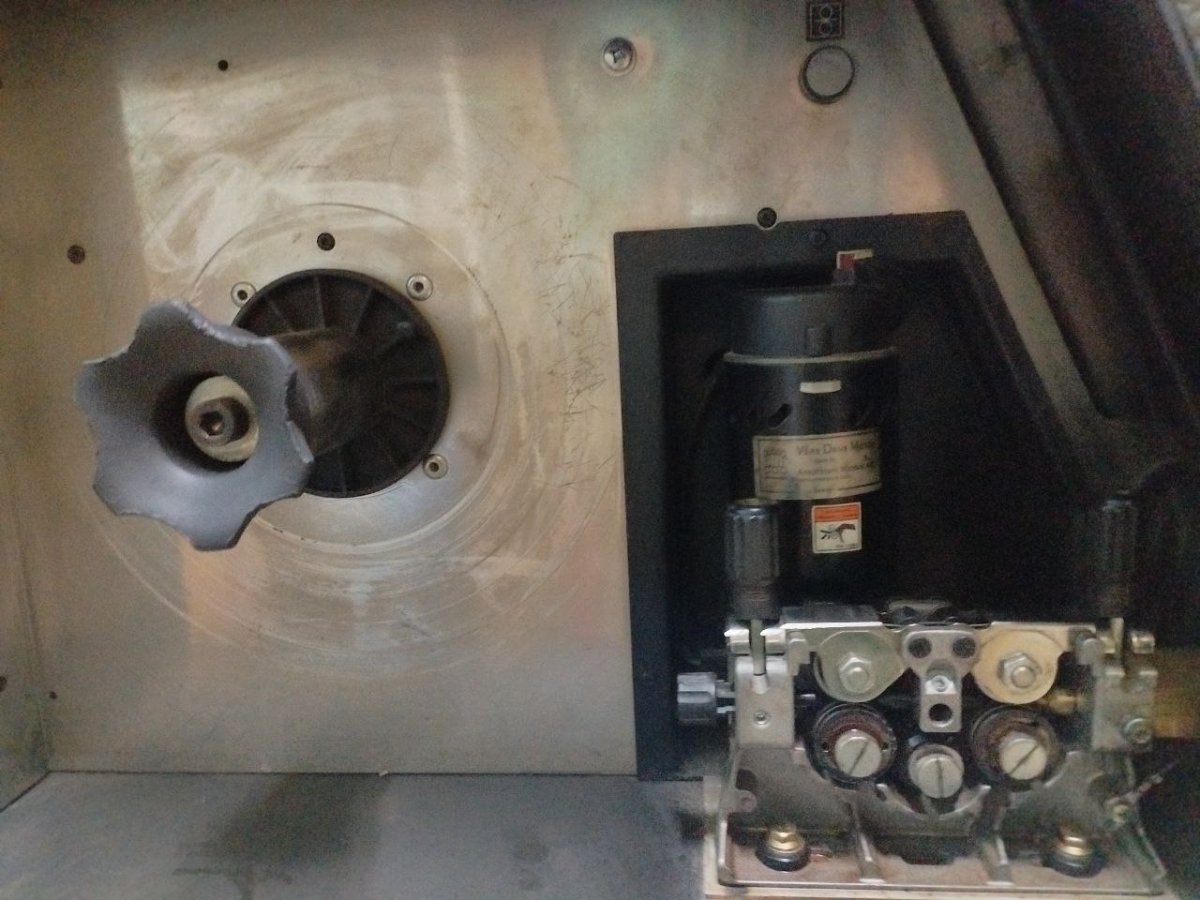
Последнее время зачастили Лорхи. Lorch P3000 Mobil. Восстановили управление, лицевую панель и сам механизм подачи. Внутри это тот же аппарат, что и ранее фото были выложены. Только панель управления попроще и название, видимо, более старое.
1 балл
-
отправить обратно. Пусть других дураков ищут. как раз понимает паяльник то из рук не выпадает (а может ногами держит) НО понимание как надо не присутствует. В свое время так делали старые телики и другую бытовую технику. Но некоторые научились и подстроились под современные технологии и расходку. Другие ... вот такой вот результат выдают.1 балл
-
в электродах ММА по чугуну как раз Хром и Никель Поэтому, ваш пример, ну как бы не совсем корректный. И откройте тему по сварке чугуна (ПАНЧ тот же...) . Думаю вам станет тогда понятно, почему уже 8 лет держится1 балл
-
Ну почему же, зачем так о всех то. Почитай телеграмм каналы проектировщиков. И это высказывание противоречит первому о том что если заводское сломалось значит и ремонтное сломается. И я в солид работаю, периодически в ней лестницы насчитываю под нагрузкой.1 балл
-
В те благословенные времена, когда я молодым сварщиком окучивал бескрайние просторы тундры не было у нас никаких инверторов с ПДУ, а был старый добрый ВДМ и балластный реостат -по одному устройству на каждое квадратное сварочное лицо.И как варить, к примеру, трубу из 09Г2С 57х3,5, когда на 30А разжечь проблематично, а на 40 уже прожигается всё напрочь?.. а 6-ка уже давно сгорела и зашунтирована.Конечно, всё, что могли, сваривали в поворотку на стендах, но, рано или поздно наступало время "Ч" - но проблему решили. Работали вдвоём-сварщик+ слесарь, который выполнял функции "акустического привода устройства оперативного регулирования сварочного тока".Выставляли 60-70 А на старт.Обычно ставили 2 прихватки мм по 20,на 3 и 9 часов.Тут главное было не переусердствовать в длине прихватки и не прожечь слишком большое окно в конце. УШМ с диском 1-1.2 мм крайне приветствуется и аккуратный слесарь тоже.Края прихваток утоняем .Начинаем сварку с верхнего сектора с центра прихваток на 60-70А и к моменту подхода к краю утонения слесарь по команде валит режим вниз одномоментно на 20(30-40А). Я обычно ставил на старт 70А и падал до 30А.Далее, если всё пошло нормально и Вы не залипли, на кратенькой дуге, без сквозняков( а то дугу сдуть может), почти без поперечных колебаний проходим верхний сектор от прихватки до прихватки.Если прилипли-останавливаемя, следы прилипания болгарим и -дубль 2,3... Затем по той же схеме варим сектора на 3-5 часов, и 5-9.Все места стартов запиливаем до устранения всех дефектов розжига и утоняем.Корневой проход затем чистим и далее облицовку уже варим по два сектора на подъём .тут можно чуть добавить амперажу , но без фанатизма и тоже с акустическим приводом. обычно выше 40 не забирался, а то и на 30А всё делал. Да! Желательно электроды прокаленые по инструкции и из термопенала, с предстартовой температурой 100-150С.И вот как бы всё. Подвигом данная работа не считалась,обычная рутина.Контроль-РГК на эллипс,ВИК, гидроиспытания..Когда уже главным работал, новичкам давал всегда день-два на тренировку на диаметры до 100 мм. А потом генеральный купил сварочному департаменту аппараты от Линкольна и Денио с ПДУ и настало нам счастье...1 балл
-
Вообще LB-52- практически эталонные электроды для труб... ЦУ-5 от СЗСМ тоже весьма и весьма достойно, но если есть выбор, то для меня выбор будет в пользу японцев.Если при прочих равных актуальна цена-тогда Цу-5 вне конкуренции.. А так выбор велик- есть и ОК 53.70 и УОНИИ 13/55 и ещё много марок..1 балл
-
патроны хорошие для определенных работ.какие технические задачи вас интересуют и какие трубные системы собираетесь варить цушками.при сварке в энергетической отрасли 2.5мм корень а затем заполнение по окончании сварки стыка зачистка и подготовка к контролю.
1 балл