Лидеры




Популярный контент
Показан контент с высокой репутацией 25.08.2024 во всех областях
-
Извините, что выпал из темы, но я человек немного больной, мне можно. Итак, для выполнения заказа пришлось купить ещё 2 аппарата. Сделать поворотные стапели. Заказ выполнен. Общий объем озвучивать не буду, чтобы не нервировать скептиков. Ни одной фокусирующей линзы не сгорело. Поставщик предоставил на ответственное хранение запасной пистолет При падении давления газа автоматика рубит мощность и аппарат тупо не варит. Готов ответить на вопросы пока живой)))3 балла
-
Это Вы бросьте, живите долго, здоровья Вам.2 балла
-
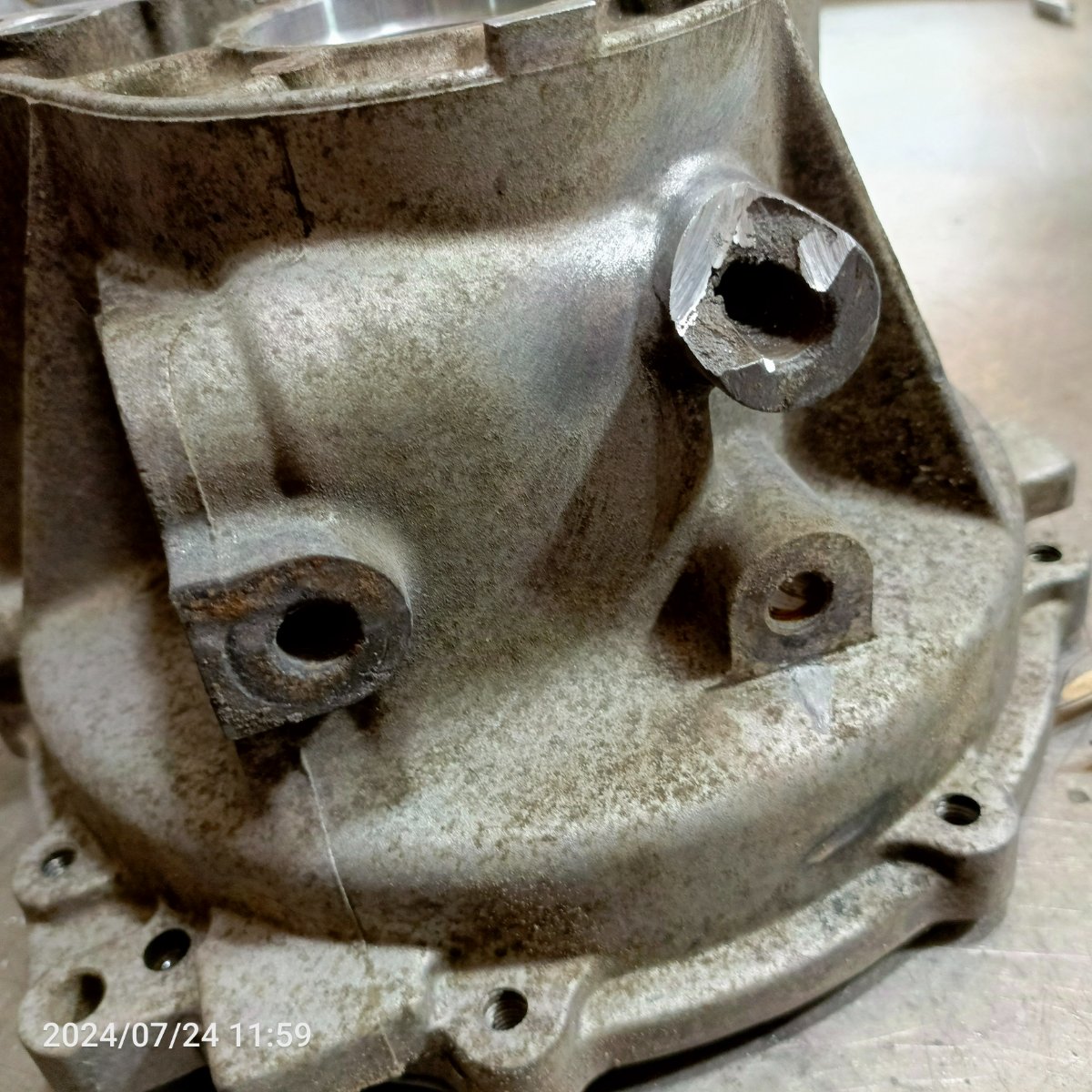
Все-таки это ошибка при конструировании детали-лыска не нужна.




 1 балл
1 балл -
всем привет1 балл
-
1 балл
-
События развивались весьма скоротечно. Газ быть может и не закончился полностью, а просто упал его расход при снижении давления, он там повыше, чем при ТИГ-сварке. В нюансы я не вникал. Но все произошло быстро, т.к. сварщик бы понял, что сварка идет без газа. В дальнейшем там сделали сигнализацию, которая срабатывает при снижении давления до определенной величины. Еще при эксплуатации лазерной сварки есть значительная особенность в том, что нужно защищать окружающих от отраженного излучения. Иными словами всем, кто не носит защитные очки рядом со сваркой по ТБ нечего делать. Глядя на некоторых видео, как "лазерные сварщики" работают в общем помещении с другими рабочими приходишь в легкое недоумение, все ли в порядке у них с соблюдением ТБ в этом отношении. Да, вероятность словить отраженный луч может и не такая высокая, но пренебрегать этим не стоит. Поэтому сварку с оператором лучше отгородить от остальных.1 балл
-
ааа, за-то дешево еще чиллер ... а его еще и обслуживать... правильно, даешь дешевле А газом охлаждать вообще отлично. Его же полно и не стоит он ни чего... ну фигня... лям туда лям сюда... а то эти - куплю П\А за 5000р , а ММА вообще хочу за 1000р. А еще ремонт за 1 день и бесплатно. Тут лям и нет и ремонт пол года туда сюда...1 балл
-
Есть версии с воздушным охлаждением.Газовым, так лучше.1 балл
-
Потому как все пользователи как первооткрыватели. Поставщики оборудования в подавляющем большинстве не интегрируют его в производство клиента (в нормальном понимании интеграции). Персонал ИТР пользователей, если он есть, часто впервые с этим сталкивается и ищет информацию в интернете, где она в большей степени рекламная. Эта тема, при должном наполнении принесет большую пользу. Сейчас профильным техникумам ввести специальность что-то типа "Оператор лазерной сварки" и "давать корочки" только тем, у кого уже есть сварочное образование (чтобы объем теории снизить). Такие курсы даже в удаленном формате зайдут хорошо, т.к. основной упор нужно делать именно на эксплуатацию и особенности процесса, а не на объяснение азов сварочного дела. Все-таки есть ниша у этой технологии. Особенно на деталях из тонких листов, где не нужно швов, работающих под нагрузкой (да еще и из пищевой нержавейки) это вообще подарок.1 балл
-
Тут такая проблемы вышла- обратный ход луча с херовыми последствиями... полуавтомат сила,лазер-могила.... Товарищи честно боролись с лазером. Но он их победил. Непредсказуемыми выходами из строя. В итоге, на данный момент-ЭвоМИГ победил детище китайской лазерной промышленности.По финишу - MIG медленнее, но по совокупности параметров лазер затёр.

 1 балл
1 балл -
Выжимка по поводу структуры и прочности интересная: "Кристаллическая структура металла шва определяет его механические свойства. При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов изменяются в зависимости от состава сплава, способов и режимов сварки. Проведенное нами исследование микроструктуры полученных сварных соединений указывает на наличие в центре сварного шва дендритного строения литого металла, который к периферии становится несколько более грубым, затем следует зона рекристаллизованных зерен, переходящая в волокнистую структуру основного материала. Шов и зона сплавления имеют довольно мелкозернистое строение (величина зерна ~50 мкм). В литой зоне сварного шва не наблюдаются грубые интерметаллидные фазы, что объясняется высокими скоростями кристаллизации при лазерной сварке (рис.6). Подобная структура считается благоприятной для обеспечения достаточного уровня механических свойств и предотвращения образования кристаллизационных трещин. Структурные изменения в зоне термического влияния при лазерной сварке происходят на участке, в 3– 5 раз меньшем, чем при аргонно-дуговой сварке. Увеличение размера зерен в этой области не наблюдалось. Указанные структурные особенности обеспечиваются высокими скоростями сварки и высоким уровнем плотности мощности, что дает возможность получать жесткие термические циклы со скоростями охлаждения, существенно превышающими соответствующие значения для дуговых методов сварки" И сплав они варят интересный - 1424(Al-Mg-Li-Zr) https://viam.ru/sites/default/files/scipub/2008/2008-205187.pdf Из которого всяческие МИГи и СУ делают. При этом прочность от 0,75 прочности основного металла без термообработки, до 0,95 после термообработки. Так что думаю если самолеты не разваливаются, то при соблюдении технологии и теплицы автора темы не должны развалиться1 балл
-
Вот что говорят специалисты Бауманки- Ситуация напоминает начало века, когда массово стали раскачивать ТIG АС, и MIG Pulse на сварку алюминиевых сплавов.Сначала было дорого и недоступно, теперь в каждом гараже. Лазерная сварка алюминиевых сплавов.pdf1 балл
-
Действительно скучно. Просто я по состоянию здоровья не могу теперь ездить по командировкам и строить и автоматизировать тепличные комбинаты. Шеф предложил наладить производство импортных комплектующих у нас. Я согласился. Пока маленькое опытное производство, через месяц переезжаем в новый цех.1 балл
-
К сожалению, вся литература по лазерной сварке, находящаяся в общем доступе - бесконечно устарела...
 1 балл
1 балл -
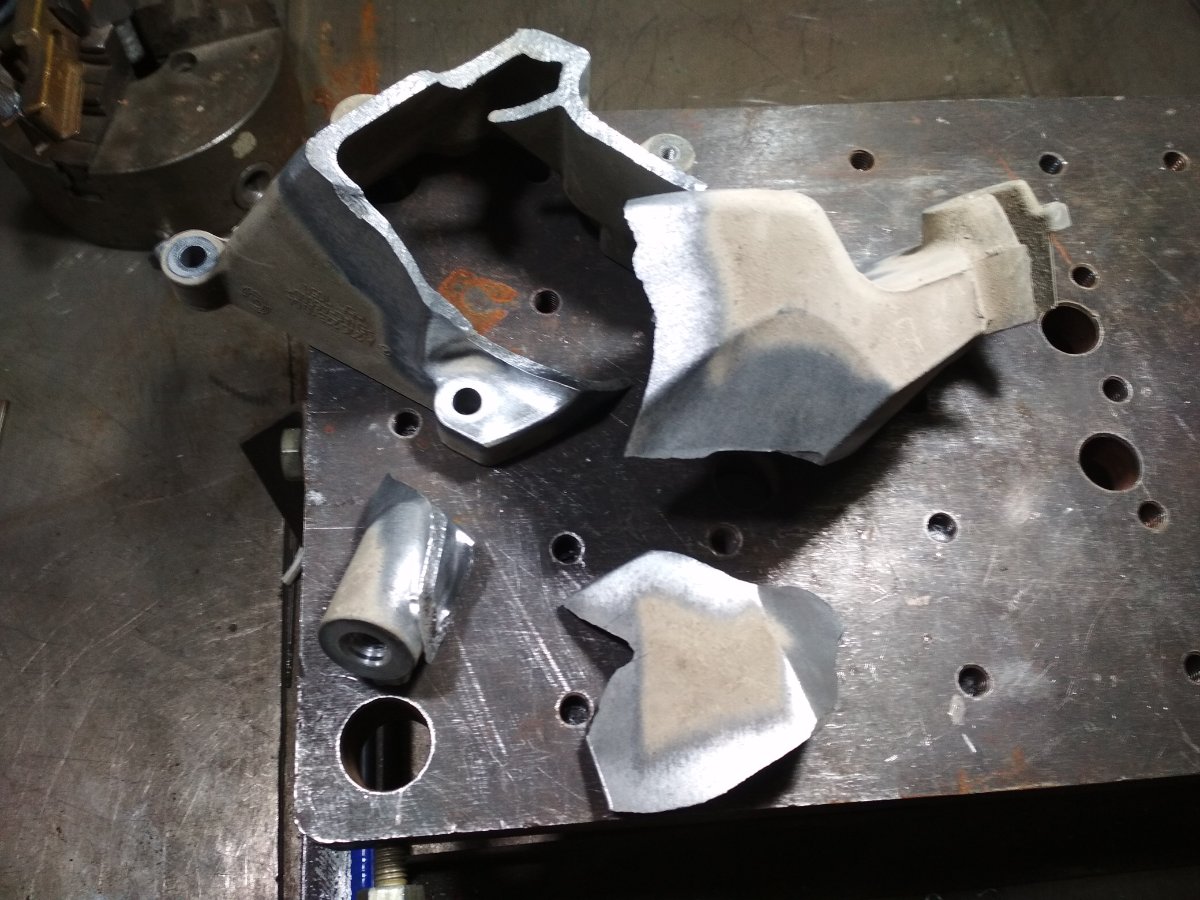
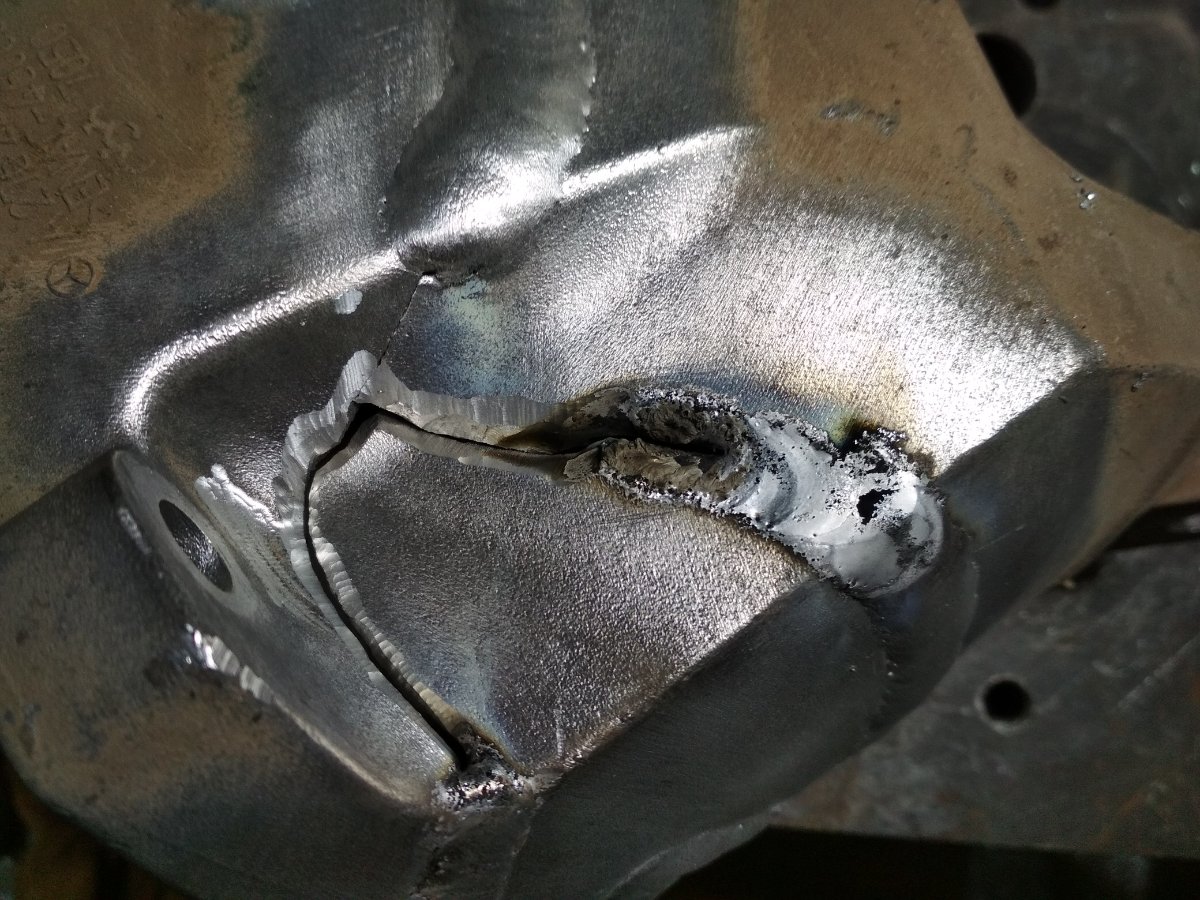
Кронштейн. Мерседес. EN AB46000. Казалось бы,стандартный сплав -поддоны,блоки и т.д.,но содержание примесей и газонасыщенность сплава кронштейна намного выше. Распределены они неравномерно по объему.Примеси мешают образованию св.ванны,загрязняют ее,а водородную пористость полностью устранить сложно,если в принципе возможно.Это кронштейны Мерседес и Ауди начала 2000-х.Надо иметь в виду,что подобный ремонт займет намного больше времени,чем сварка того же поддона из аналогичного материала. Потребовалось около четырех часов,чтобы это сделать. Сложности в фиксации частей и сварки нет-все открыто и доступна,как с внешней стороны,так и с внутренней. Единственная проблема -это примеси и водород:приходиться многократно наплавлять,вырезать и т.д. В таких случаях,когда наблюдается "кипение,на поверхности образуются темные окисные пленки,то проверяют качество газа,т.е. берется пластинка АМц,АМг и зажигается дуга.Если катодное распыление идет нормально,то проверяется электрод на предмет его загрязнения. Если все соответствует норме,тога придется повозиться,чтобы добиться приемлемого качества св.шва. Новичкам на заметку.
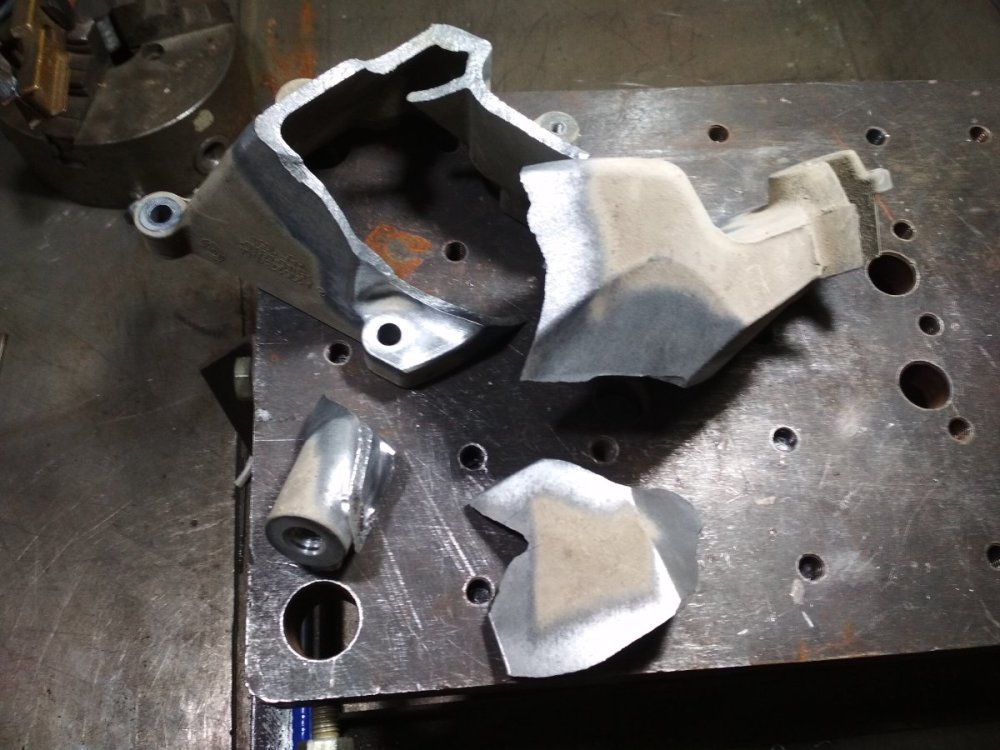





 1 балл
1 балл