Лидеры




Популярный контент
Показан контент с высокой репутацией 29.06.2024 во всех областях
-
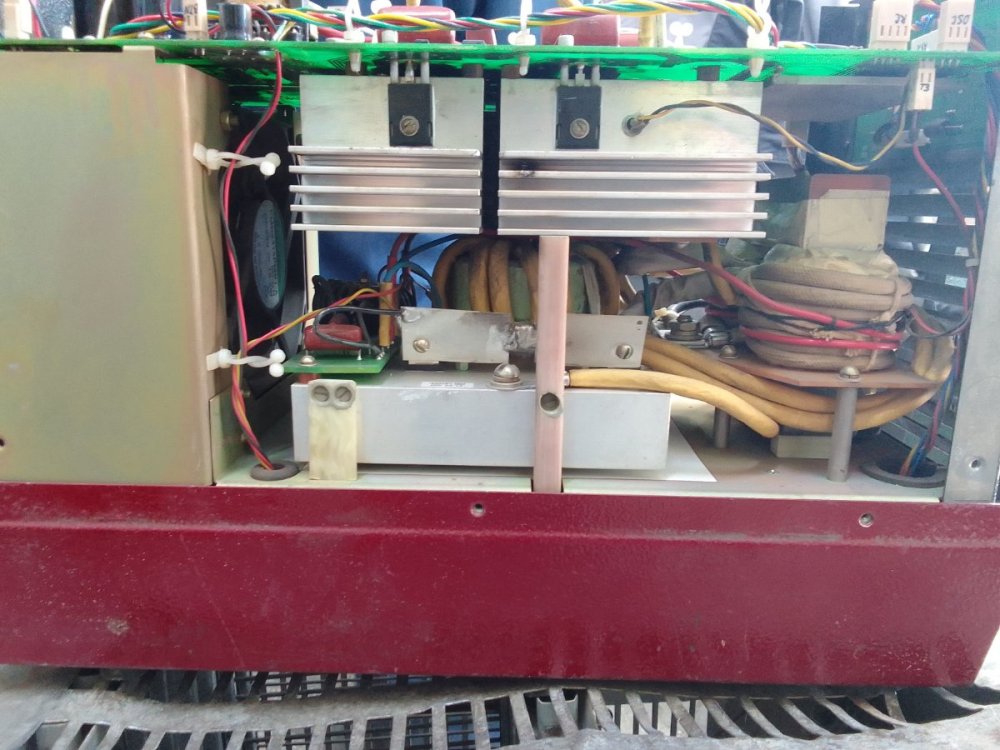
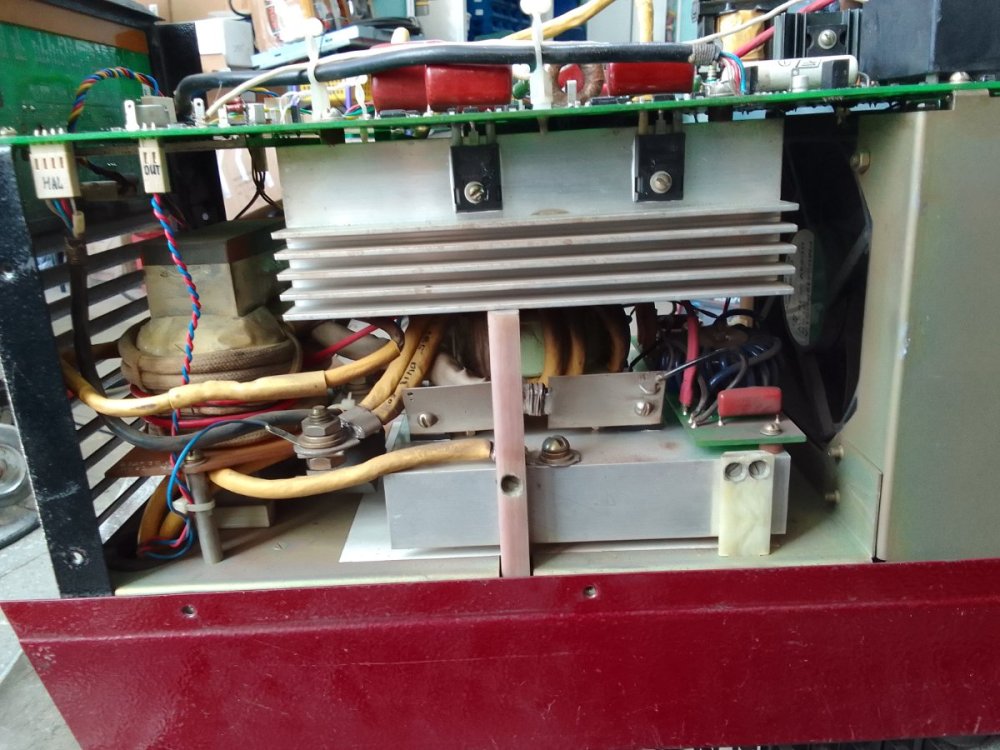
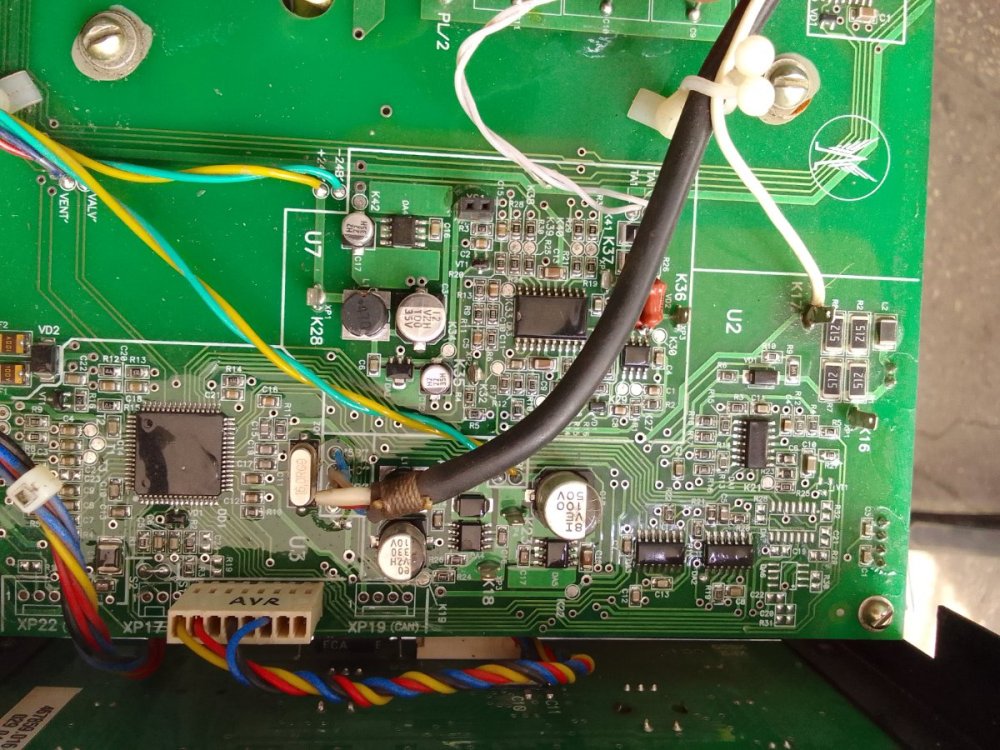
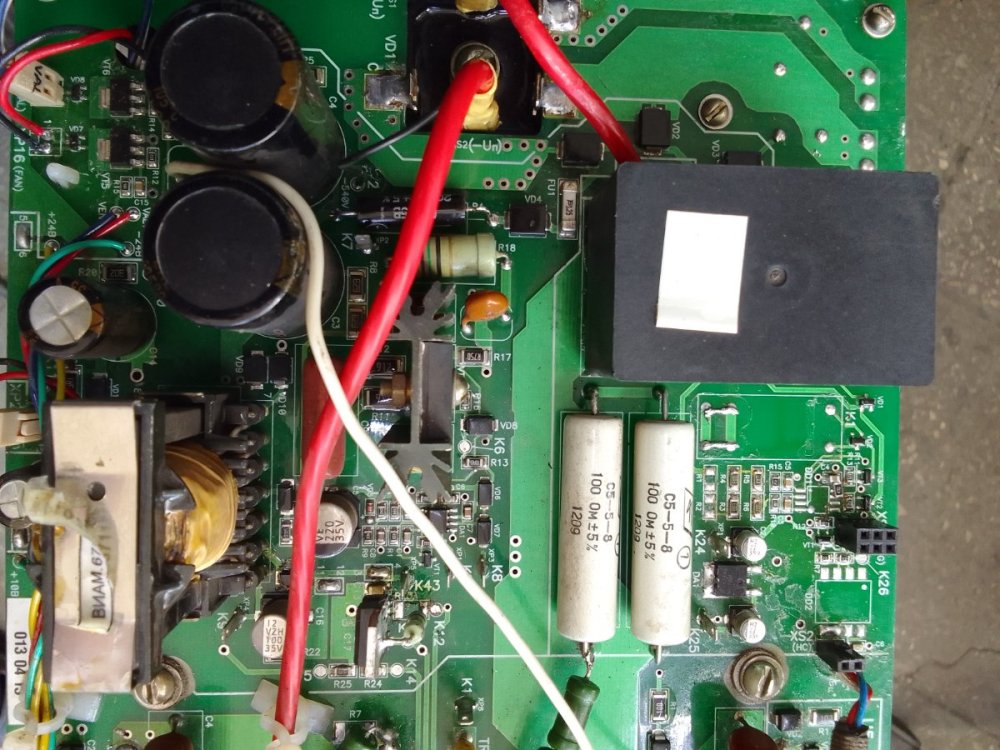
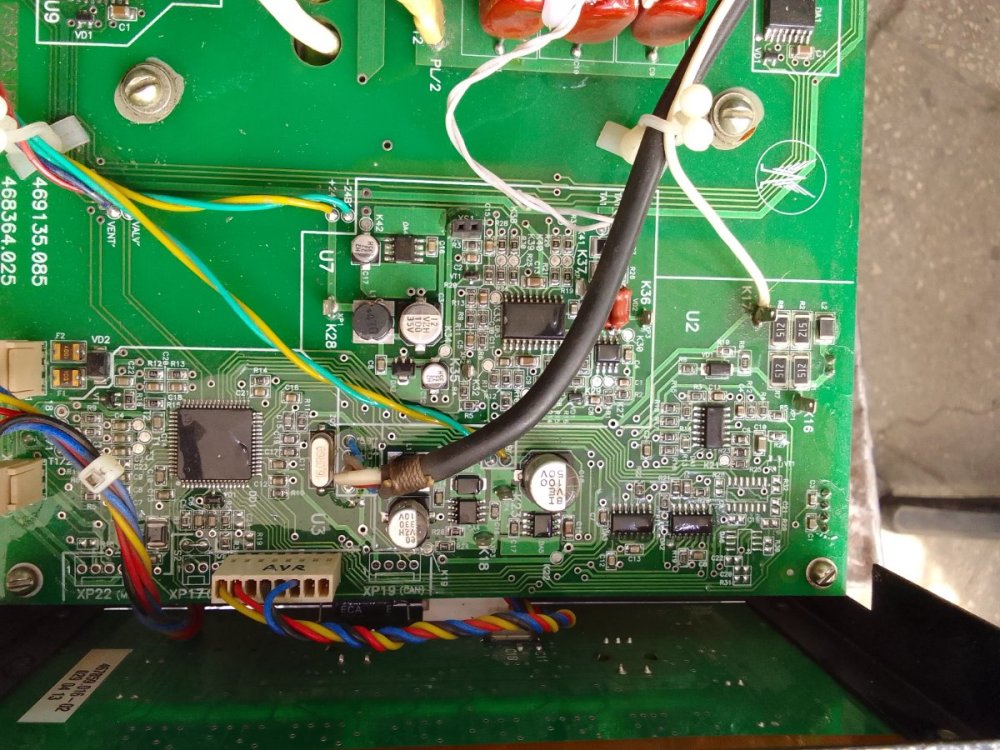
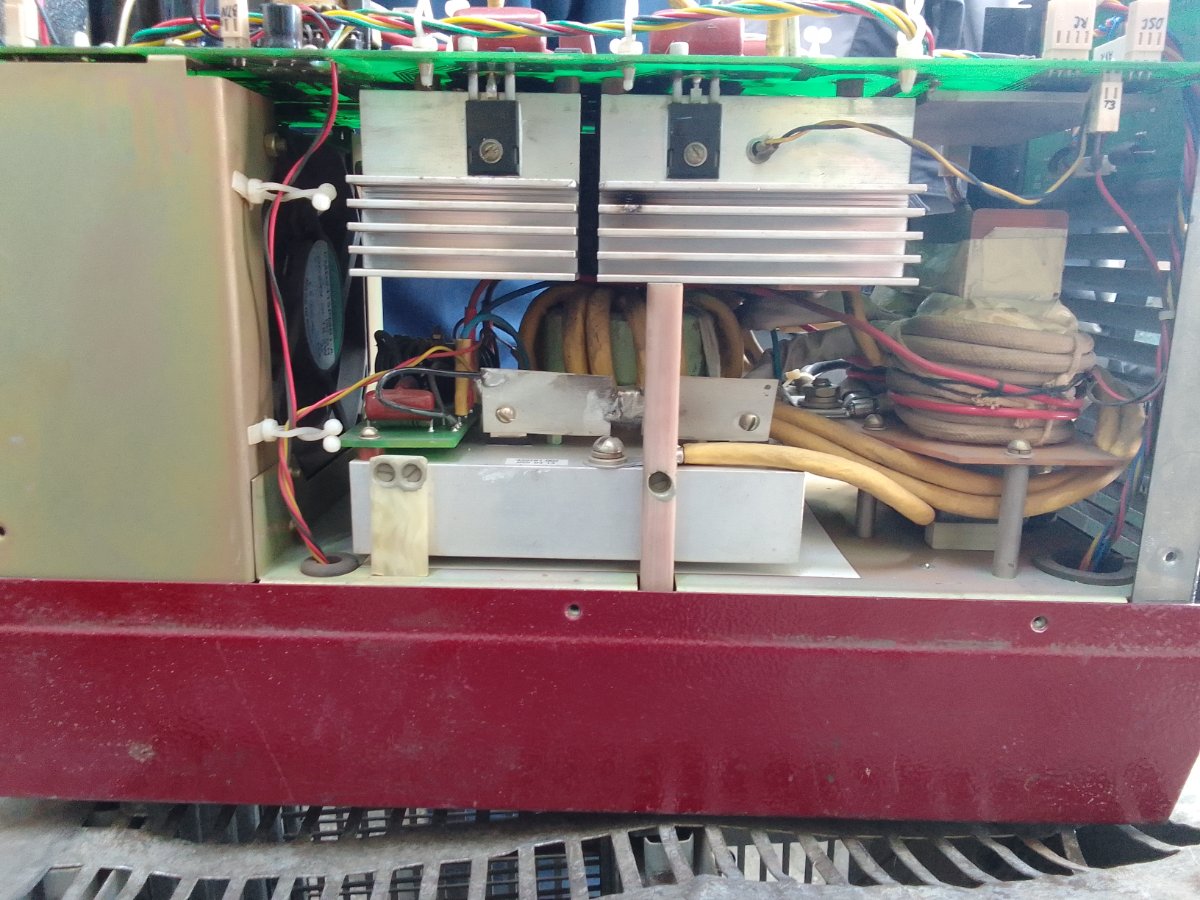
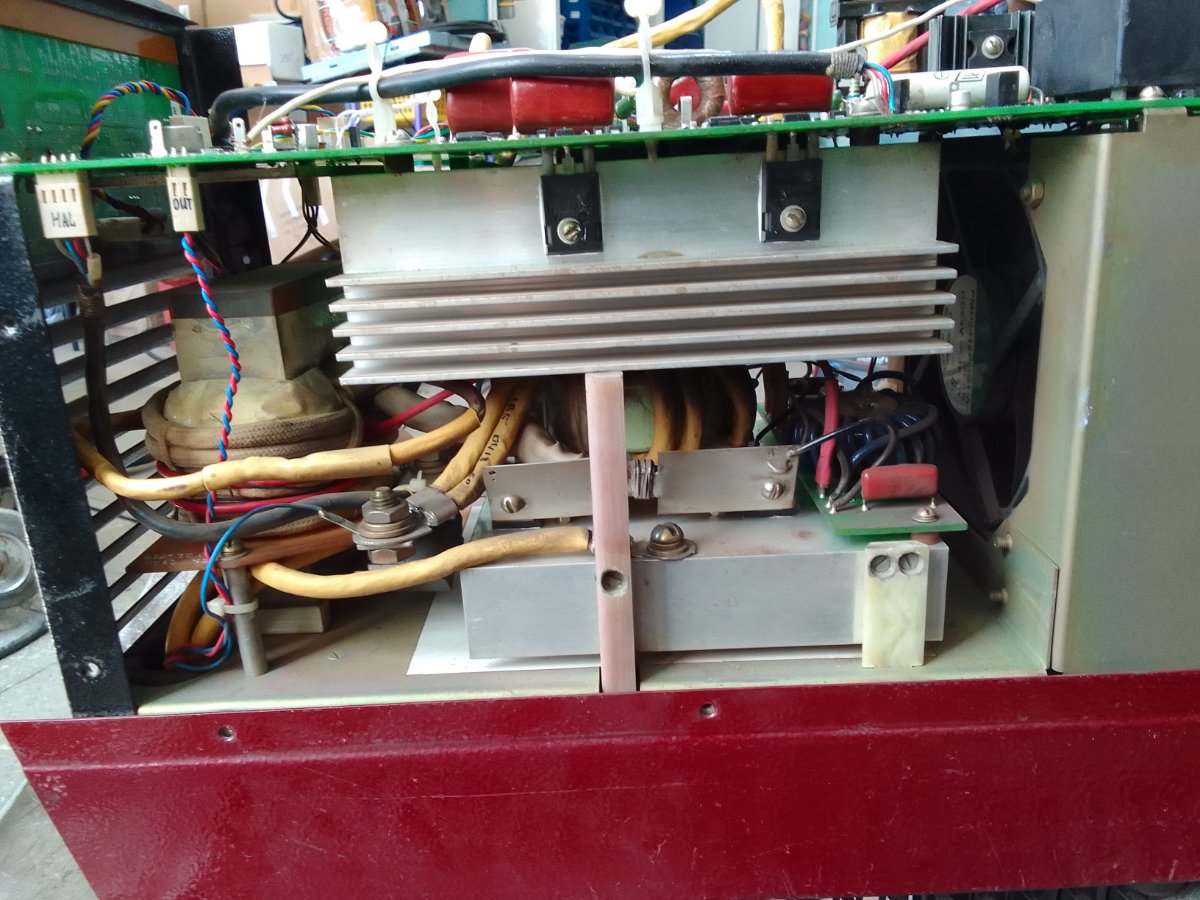
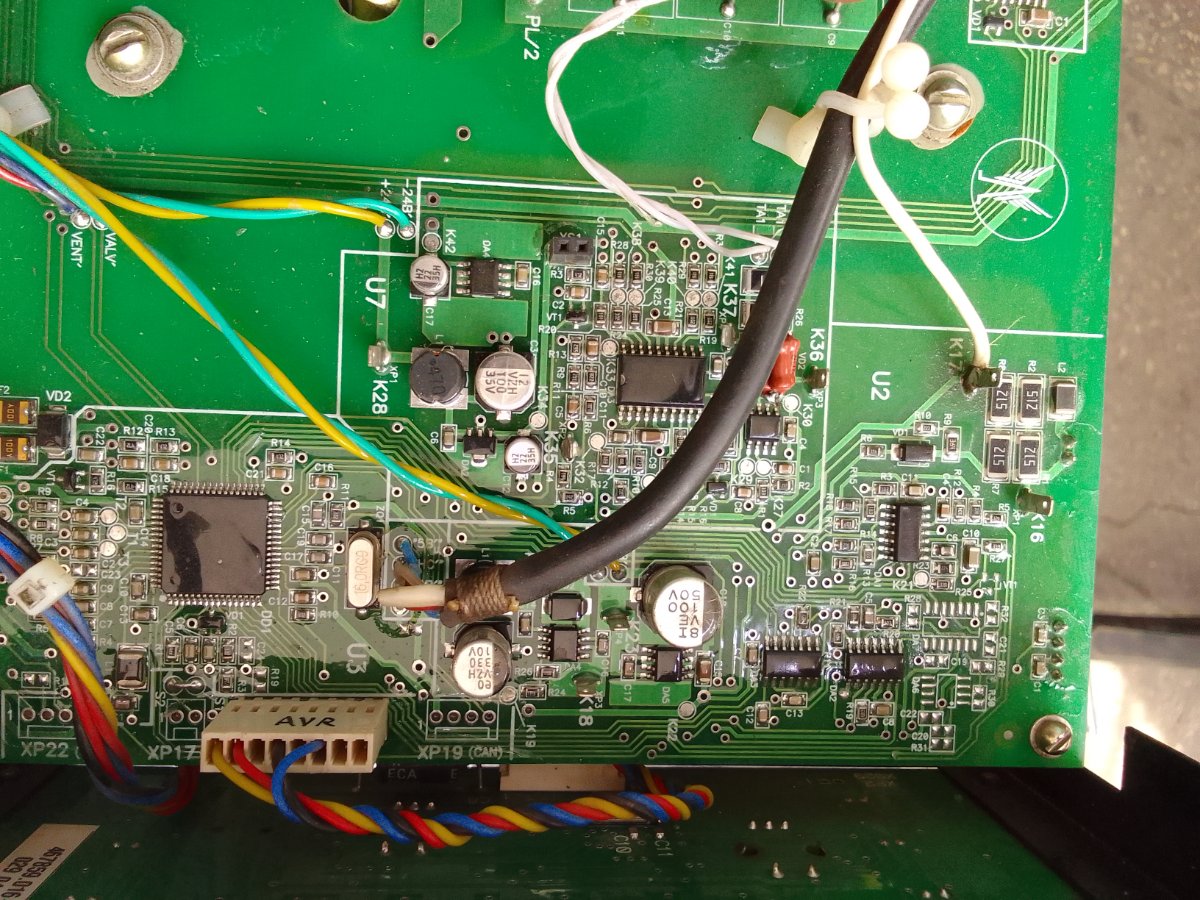
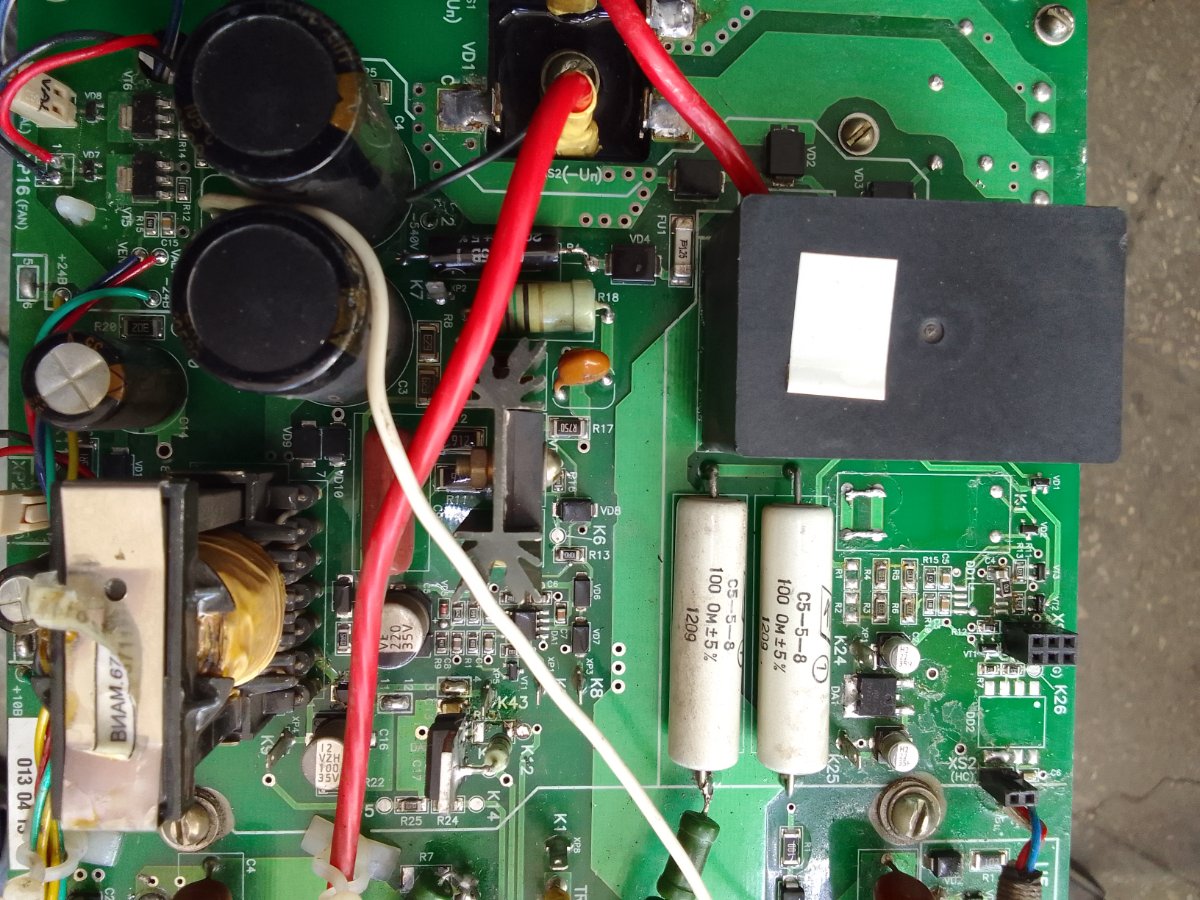
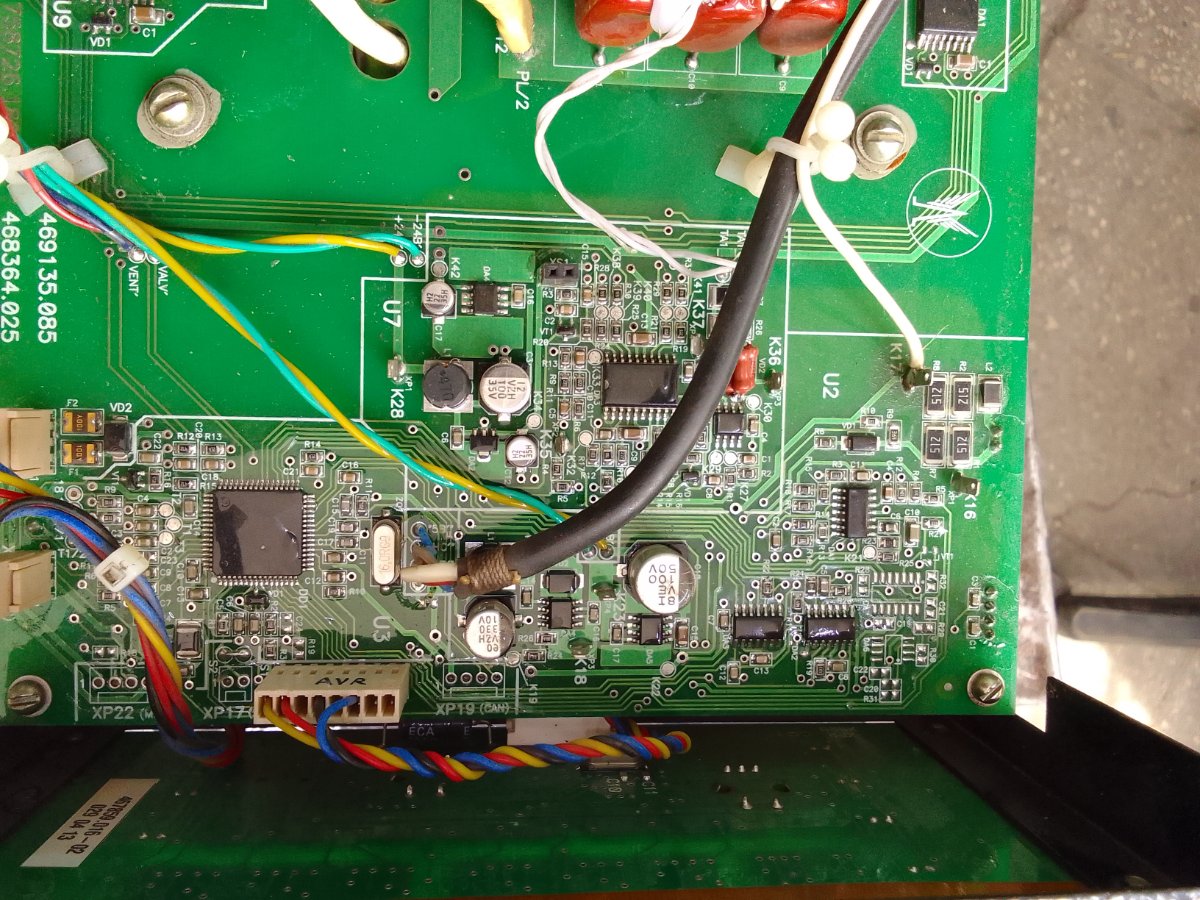
Приехал откуда то с далече Форсаж 315 ТИГ ДС. Вначале посмотрел, так вроде привычное - бахнули силовые транзисторы. Ну и микросхемы драйвера. Деталей на 13000. Согласовывали долго. Возили аппарат видимо ещё куда-то, но через полтора месяца вернулся. Через две недели согласились. Так как загружен был, взялся за него ещё через две недели. И тут поехало... Помимо силовухи вылетели микросхемы стабилизаторов 15 и 5 вольт. Пробит входной трехфазный диодный мост. Прошило контроллер по определению питания и разрешения работы. Ещё куча мелочи в виде переделки разводки проводов и установки фильтров. Сгорели разрядные резисторы. Аппарат то первых выпусков. Косяки ещё заводские. В итоге восстанавливал его очень долго. Когда запустил аппарат, начал им работать, оказалось, что не включается вентилятор охлаждения. Нашлось, что мелкий разъём, через который он подключён, не держит ток потребления кулера и постепенно окислился, в следствии чего ушёл контакт. Припаял напрямую. В итоге всё работает. Неделя ушла на этот аппарат.


 3 балла
3 балла -
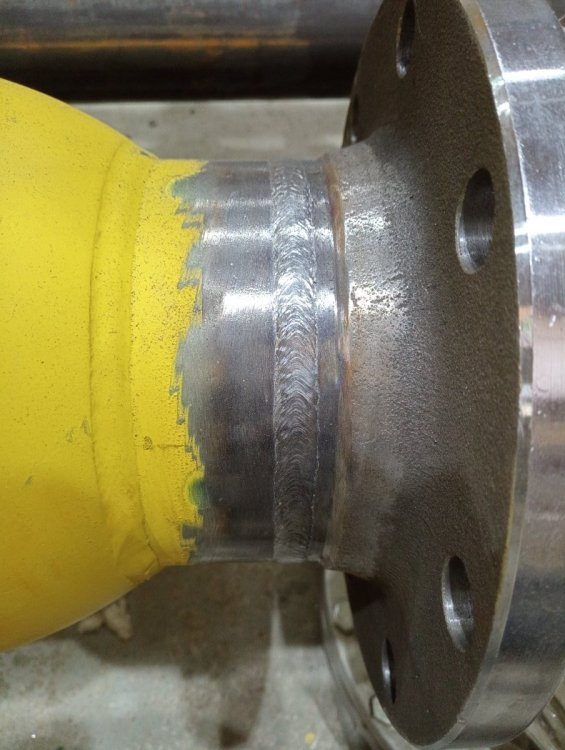
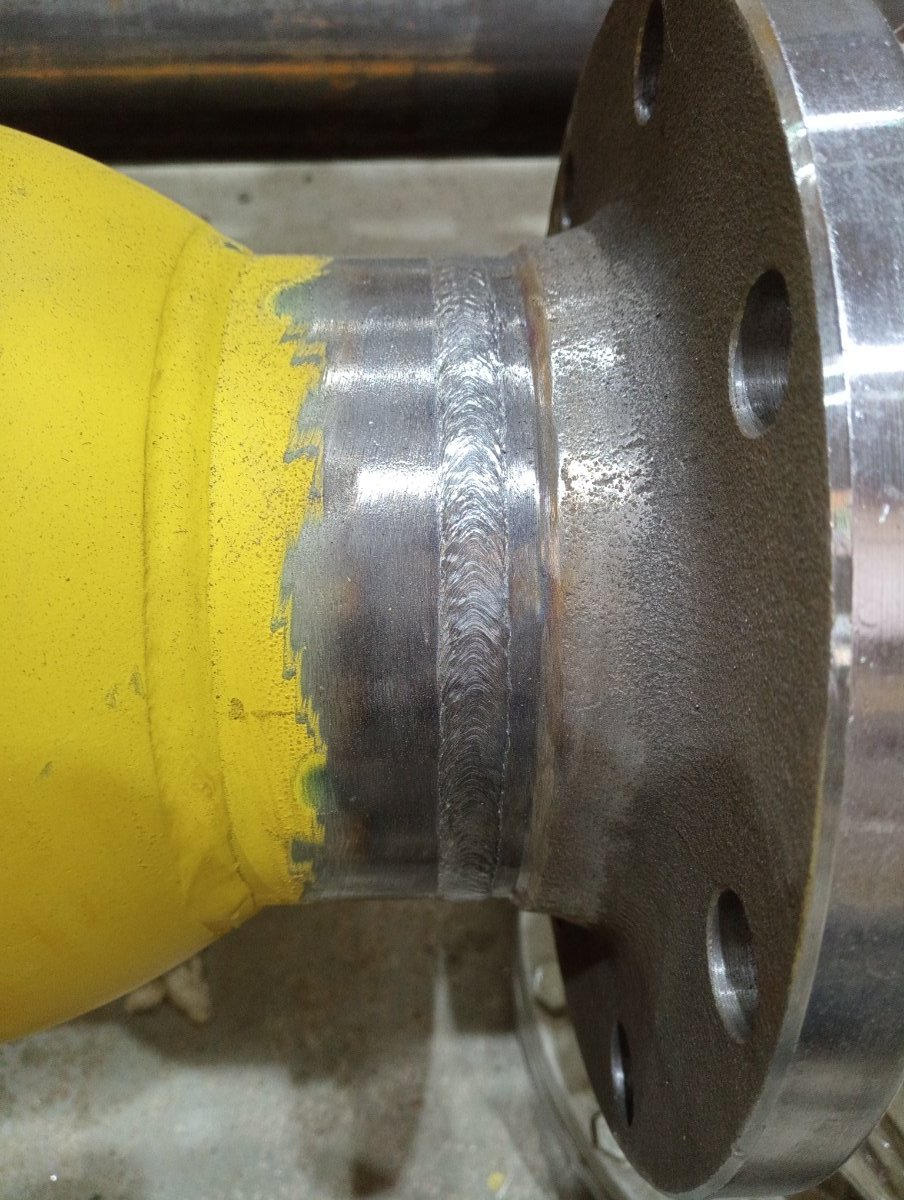
Смесь , ф159 , пульс . Второй снимок - линейный режим.

 1 балл
1 балл -
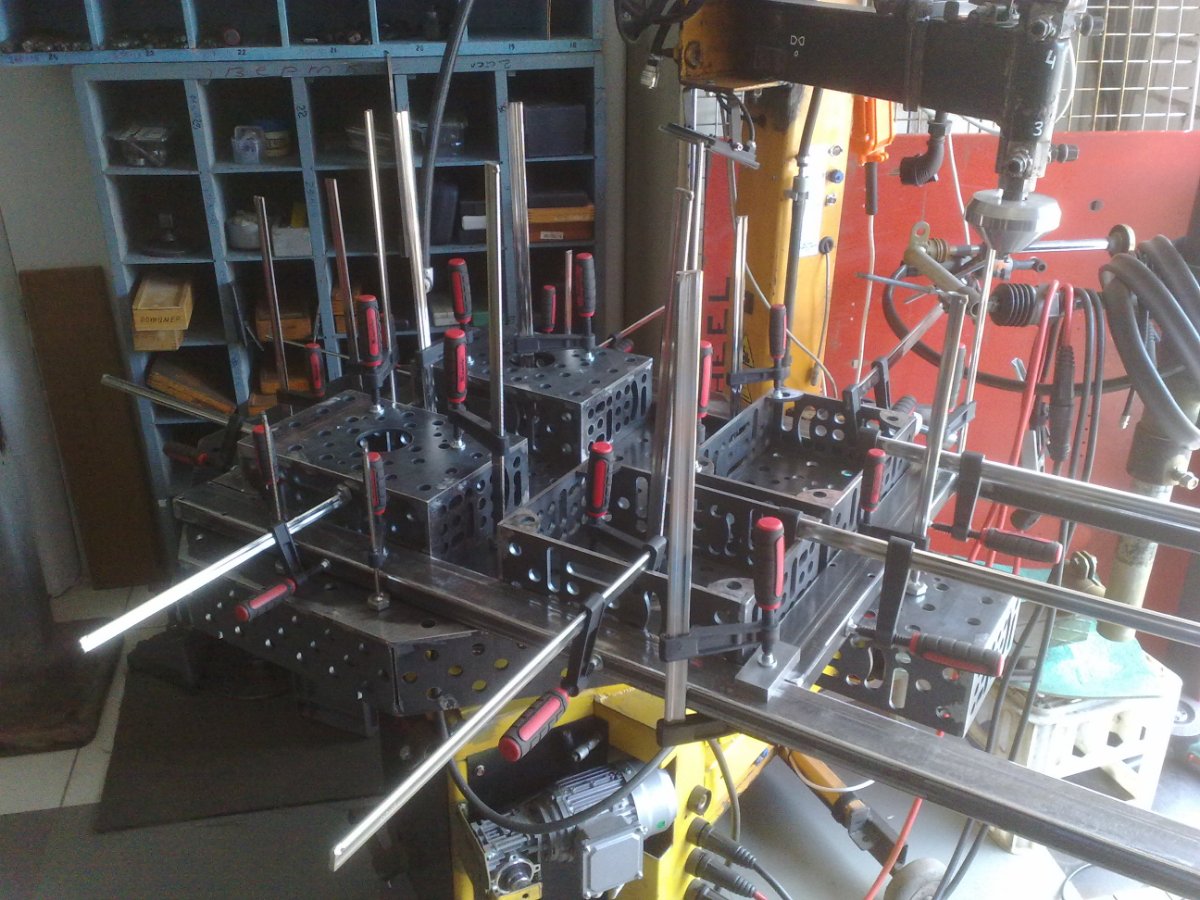
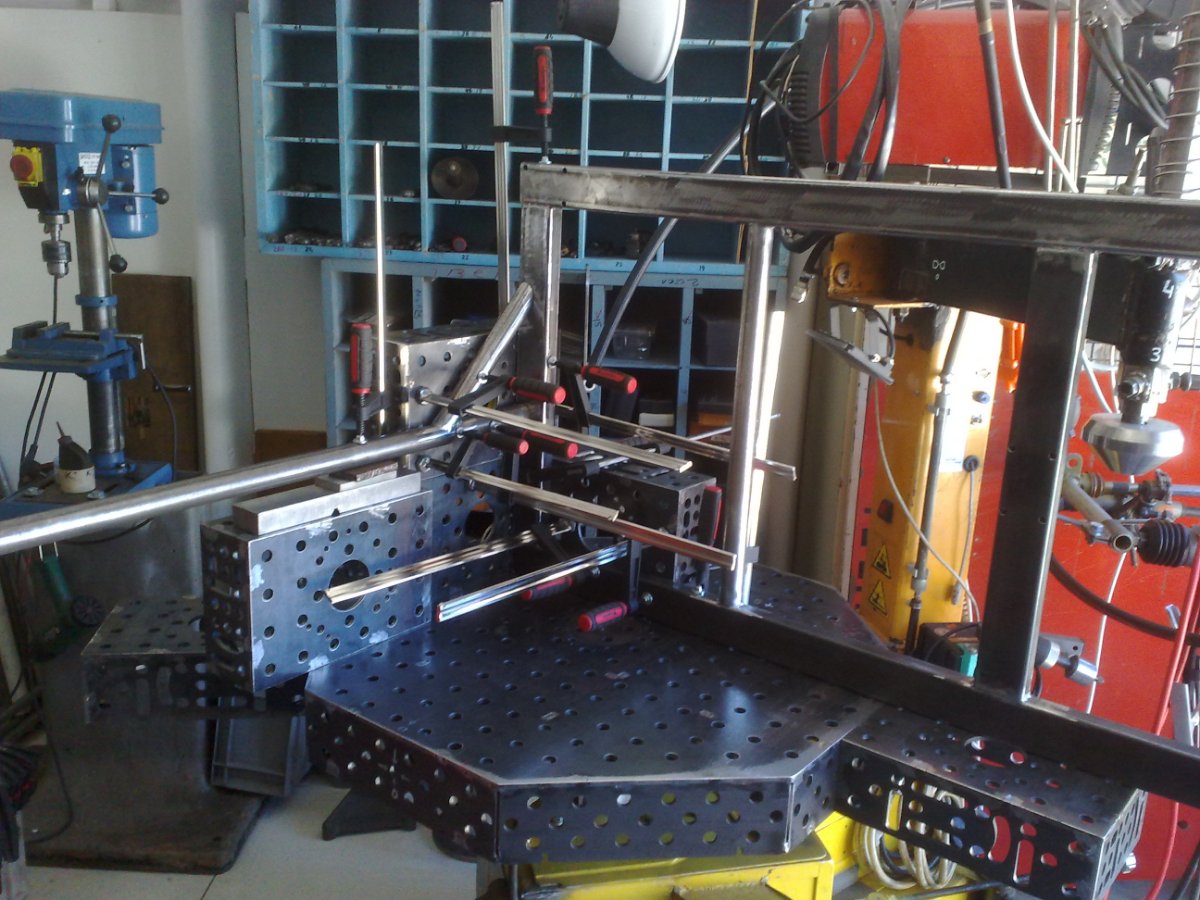
Чтобы столовая тема не забывалась.
 1 балл
1 балл -
Почитайте теорию. Учебник по сварке. Сварка углом вперёт и сварка углом назад. Есть направление сварки. Если горелка смотрит в сторону напрвления сварки- то это сварка "углом вперёд"- большое проплавление, низкая скорость, сложное формирование шва. Если горелка смотри "взад"- к началу шва- то "углом назад"- малое проплавление, высокая скорость, лёгкое формирование шва. Чаще всего сварка сверху вниз- это называется "подмандить"- так как ванна течёт, то сварка очень быстрая. Где кромка расплавилась, где то нет- вроде шов есть, а какой он- плевать. У вас сложнонагруженный узел. Лучше не фиговничать. Традиционно на вертикали сварка ведётся снизу вверх. Ширина шва получается очень большой. Лучше в нижнем положении заваривать. Бычно длина прерывистого шва 50- 60 мм, делается в полный провар. Длина пропуска- 100- 300 мм. Зазор- 1- 2 мм- В зависимости от мастерства и прочих параметров. Разделка- тоже без фанатизма. Если сильно углубиться- то зазор выйдет большой. Полки упрутся друг в друга и будет деформация. Тут я бы рекомендовал состыковать детали с переменным зазором практически без разделки. Вначале шва 2 мм, в конце- 6 (в конец устанавливается распорка 6 мм). Потом, от начала отступается 50 мм и начинается сварка к началу. Тока побольше- провар выйдет лучше. В принципе, после заварки наружных 50 мм можно пройти изнутри. окно 75х75 вролне достаточно изнутри 50 мм подварить. После заварки первых двух швов выбить распорку (зазор резко уменьшится), поставить 4 мм распорку. Заварить участки по середине 50 мм. Выбить распорку0 как раз около 2 мм и останется. Заварить оставшиеся 50 мм.1 балл
-
Углекислота- активный газ. FeO+ C -Fe+Co. 2Fe+Si- 2Fe+SiO. Реакция восстановления.1 балл
-
не прогревается достаточно основной материал, поэтому нет достаточной энергии для растекания. Энергия, это ток и напряжение плюс дополнительная энергия если варим не в СО2, а в газе с добавлением аргона. Шов в нижнем положении и шов в вертикальном положении по режимам отличается. На одном режиме практически не возможно работать, если мы говорим про сварку сплошным швом, а не с применением сварка-пауза. Т.е. настроили на вертикальный шов, это у вас одна программа. Настроили на нижнее положение это второй режим. Либо работаем в режиме нижнего положения и на вертикал переходим с сварка-пауза. Либо включаем режим двойного пульса и тогда и нижнее положение и вертикальное, если подобрать режим в целом на одном должно получиться. Так же есть режим двух уровнего тока, когда начали варить в одном режиме, при переходе на другое положение шва клацкаем кнопкой и источник использует другой режим. Либо если есть память и выбор с горелки, то варим, гасим дугу, клацкаем кнопкой выбираю другую программу и теперь варим другой шов.1 балл
-
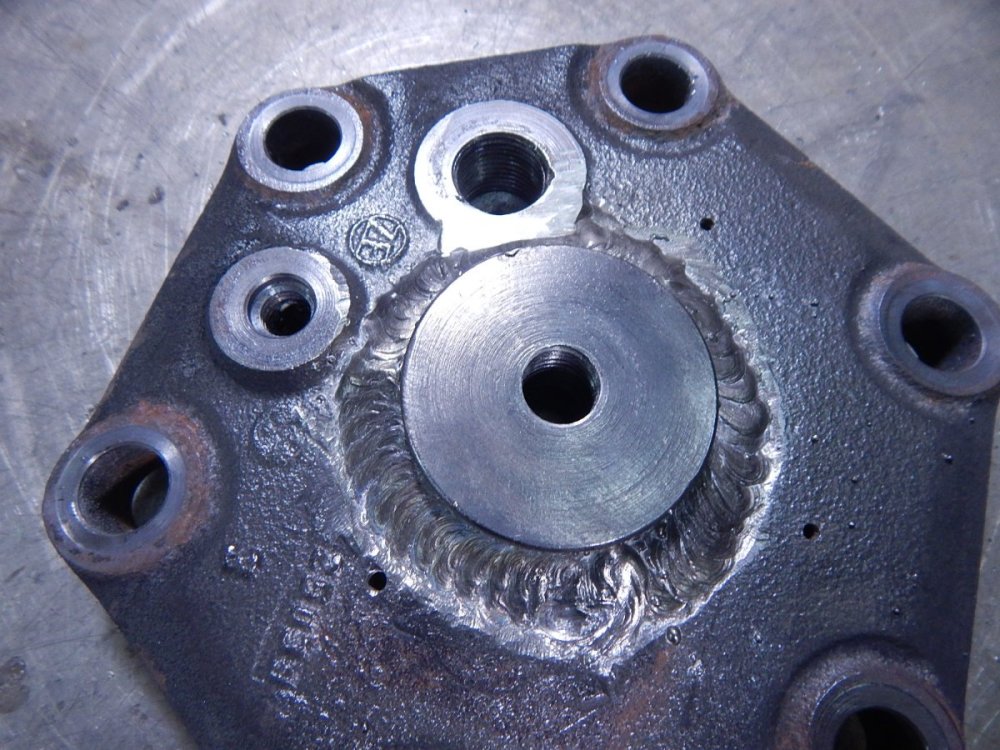
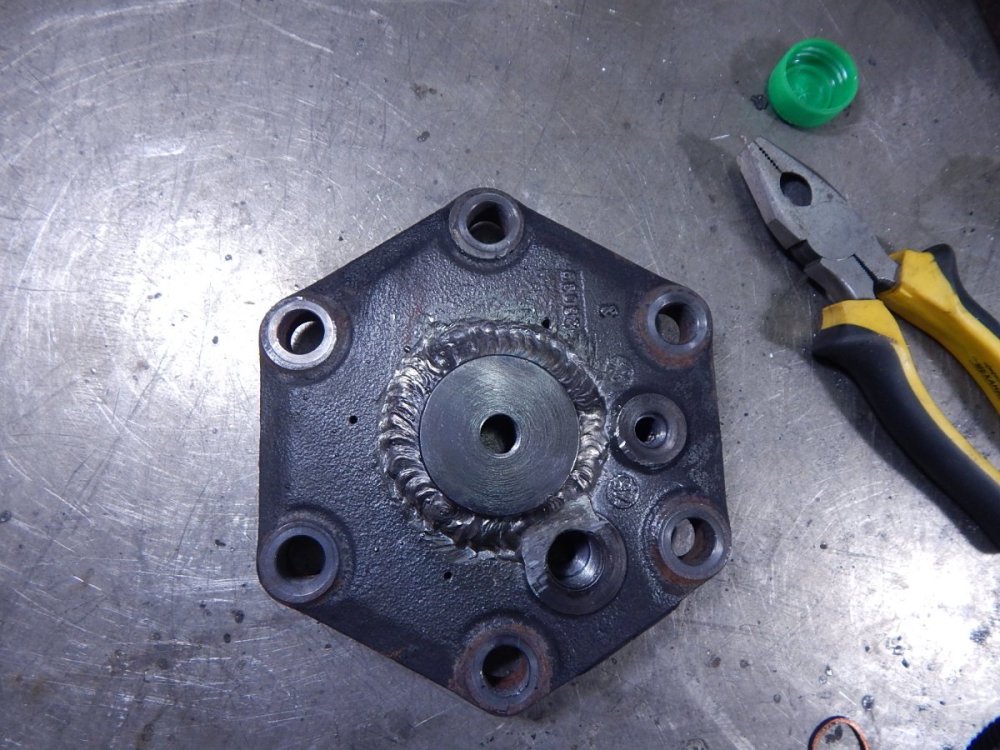
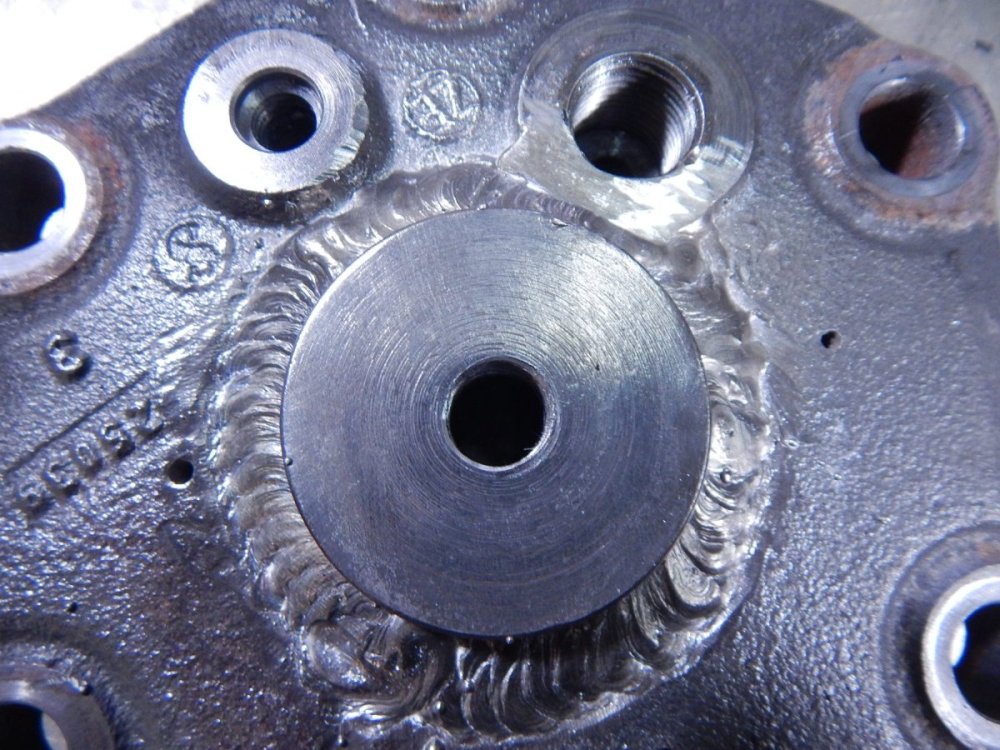
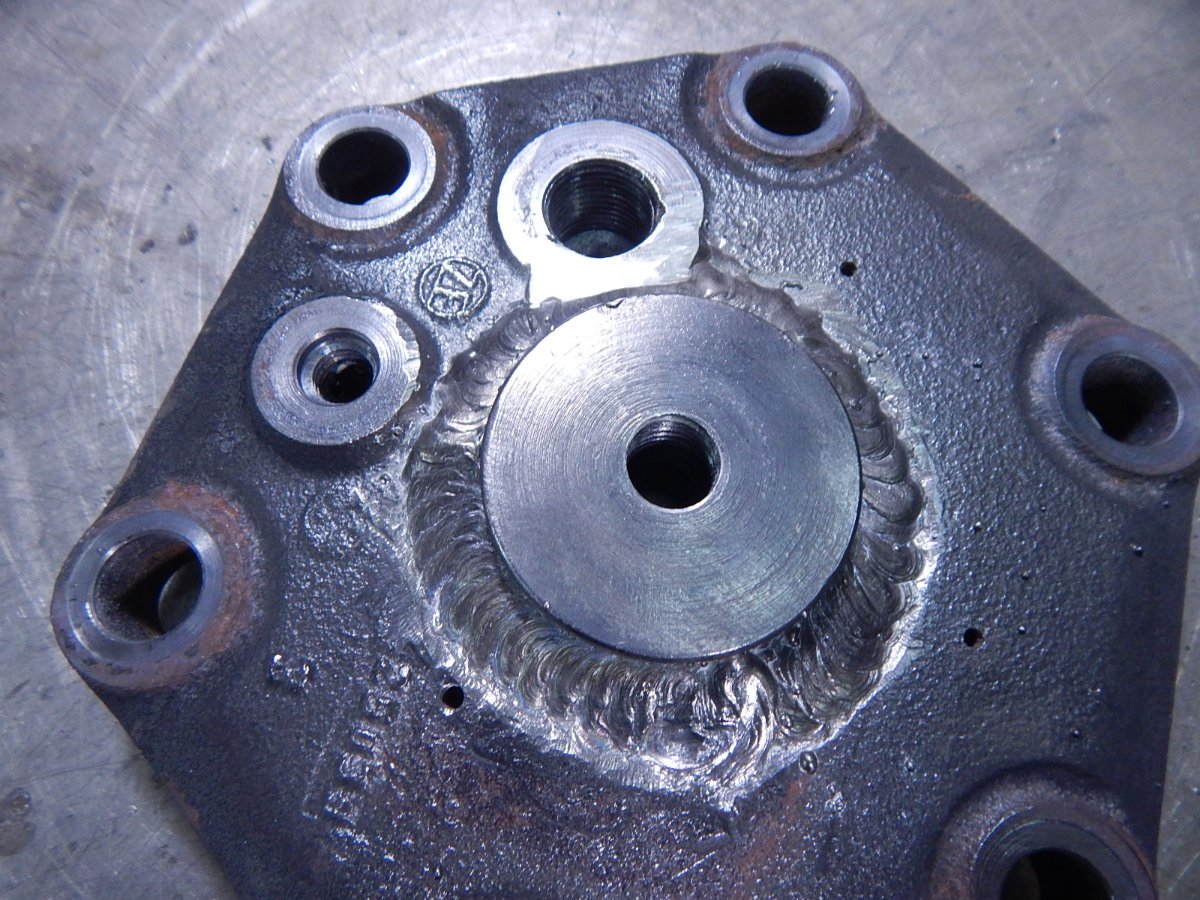
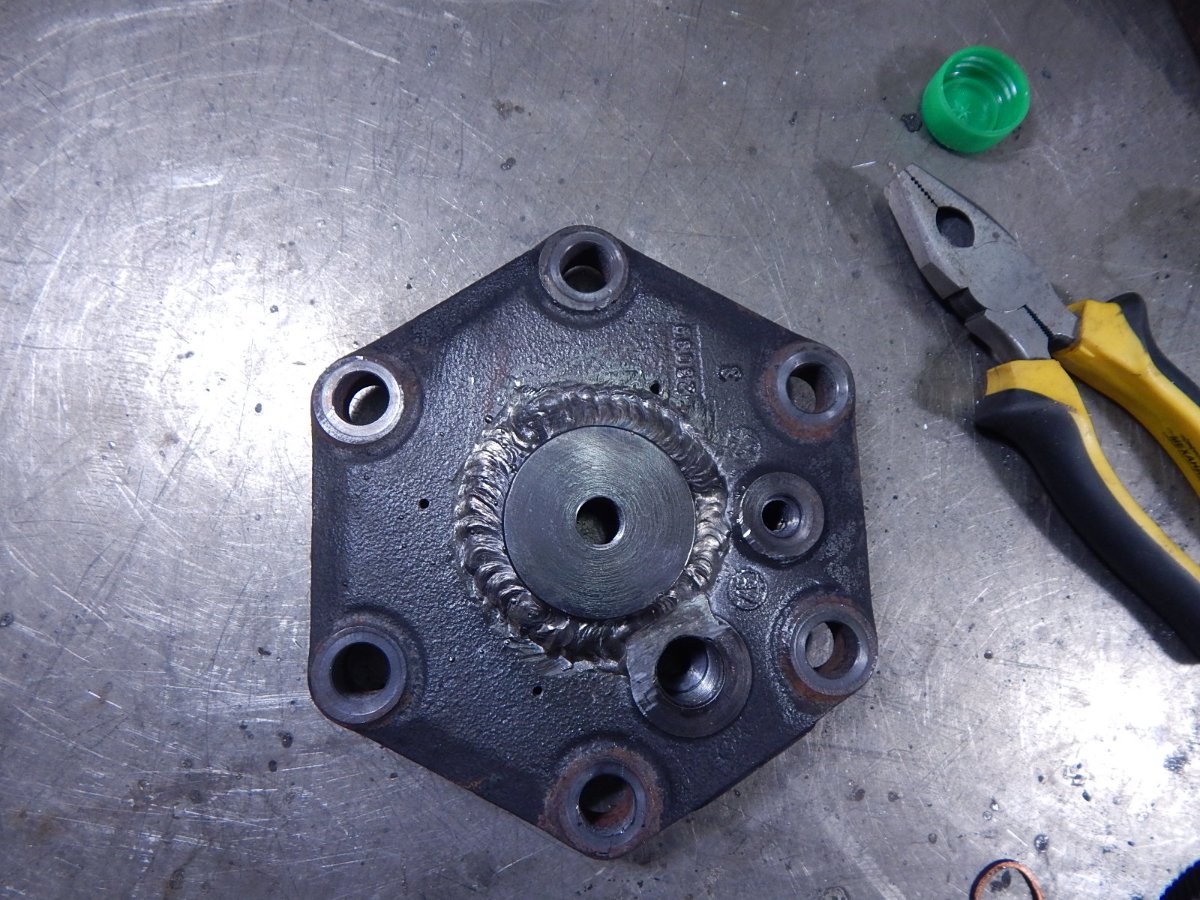
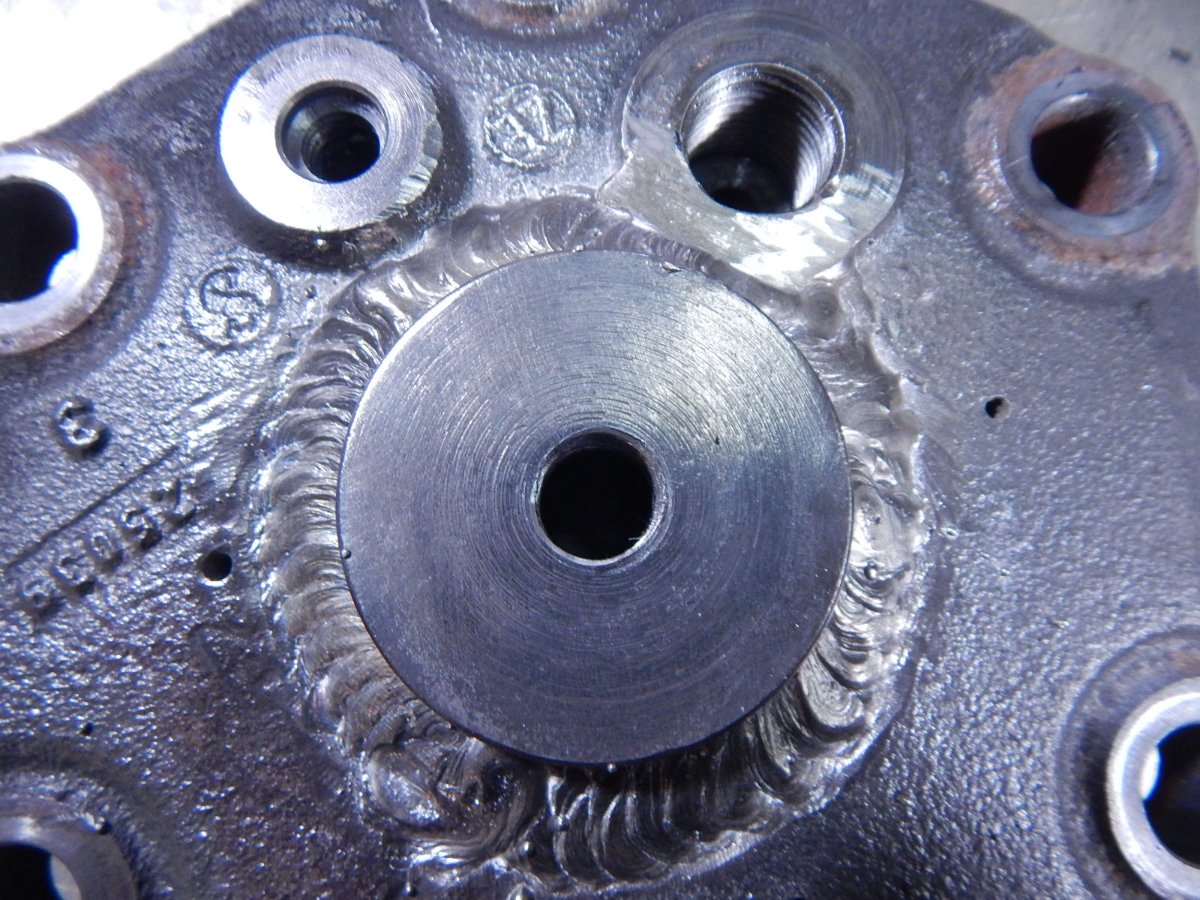
Чугун. Полуавтомат панч11...просматривая архив)
 1 балл
1 балл -
1 балл
-
Форум, не умирай)
.thumb.jpg.940dd6ecd0776f25cefd3ddb964bb7aa.jpg)
.thumb.jpg.2956ba9ba9b4746dc071362874074b51.jpg)
.thumb.jpg.e20898470f8b940bc957eac113f49591.jpg)
.thumb.jpg.827cafc70d4822fa8db0c1dbca7bcac6.jpg) 1 балл
1 балл












.jpg.c51443f878b07c788fdd8d1998d1ba4d.jpg)
.jpg.541d1ebe7a9801be74f6be089385773e.jpg)
.jpg.b887e33dcdaa971b9195704d050926f5.jpg)
.jpg.19d3dd25105bb3816135292689e1feb3.jpg)