Лидеры




Популярный контент
Показан контент с высокой репутацией 28.06.2024 во всех областях
-
Почему такое решение? Лучше бы нижнее "в лодочку"- будет проще надёжнее и аккуратнее. Сверху вниз лучше варить электродами с покрытием, которое даёт шлак, который застывает раньше ванны, как бы формуя её (короткий шлак). Иначе жидкий металл будет из ванны проливаться. Или это на монтаже? Тогда лучше снизу в верх. Нагрузки кто-то считал? 300 мм- это правильная длина? или 3000? Просто короткая подпорочка... Обычно для металлоконструкций не используют сплошные швы. Если элемент нерасчётный можно проварить начало и конец по 50 мм и в середине 50 мм. Равномерно. Для минимизации поводок от сварки я бы посоветовал варить полуавтоматом, сначала с одной стороны, потом напротив с другой обратно- ступенчатым швом. Зазор сделать клином, и всё время следить, чтобы не стянуло (распорки ставить)- когда усадке не препятствуешь- в конструкции напряжения минимальные.4 балла
-
Лента требует большей аккуратности, в остальном она на несколько голов выше маятниковой для поставленной задачи. Точность реза можно отрегулировать и там, и там по шаблону, если дело только в тарировке. У маятниковых рама часто слабая, поэтому нет жёсткости, что выливается в брак. Цены сейчас улетели в космос, поэтому надо определиться с бюджетом и можно уже предметно выбирать из какого-то условного диапазона. Если брать маятниковую с абразивным кругом, то при распиле будет много искр и пыли, что накладывает определённые трудности по нахождению рядом того же сварщика/сборщика. Если брать маятниковую с диском, то прошерстите цену диска, который можно убить на раз при похабном пользовании. Ну и точность часто зависит не только от станка, но и от оператора. Например, длинную заготовку можно установить на рольганги по уровню, а хвост уже в станок на распил. СОЖ. Малая подача. Полотно с шагом под толщину заготовки. И т.д.2 балла
-
Ленточка (приличная) ходит весьма долго (при правильно налаженном станке и соблюдении режимов). Ээээ????2 балла
-
Чтобы столовая тема не забывалась.
 1 балл
1 балл -
Почитайте теорию. Учебник по сварке. Сварка углом вперёт и сварка углом назад. Есть направление сварки. Если горелка смотрит в сторону напрвления сварки- то это сварка "углом вперёд"- большое проплавление, низкая скорость, сложное формирование шва. Если горелка смотри "взад"- к началу шва- то "углом назад"- малое проплавление, высокая скорость, лёгкое формирование шва. Чаще всего сварка сверху вниз- это называется "подмандить"- так как ванна течёт, то сварка очень быстрая. Где кромка расплавилась, где то нет- вроде шов есть, а какой он- плевать. У вас сложнонагруженный узел. Лучше не фиговничать. Традиционно на вертикали сварка ведётся снизу вверх. Ширина шва получается очень большой. Лучше в нижнем положении заваривать. Бычно длина прерывистого шва 50- 60 мм, делается в полный провар. Длина пропуска- 100- 300 мм. Зазор- 1- 2 мм- В зависимости от мастерства и прочих параметров. Разделка- тоже без фанатизма. Если сильно углубиться- то зазор выйдет большой. Полки упрутся друг в друга и будет деформация. Тут я бы рекомендовал состыковать детали с переменным зазором практически без разделки. Вначале шва 2 мм, в конце- 6 (в конец устанавливается распорка 6 мм). Потом, от начала отступается 50 мм и начинается сварка к началу. Тока побольше- провар выйдет лучше. В принципе, после заварки наружных 50 мм можно пройти изнутри. окно 75х75 вролне достаточно изнутри 50 мм подварить. После заварки первых двух швов выбить распорку (зазор резко уменьшится), поставить 4 мм распорку. Заварить участки по середине 50 мм. Выбить распорку0 как раз около 2 мм и останется. Заварить оставшиеся 50 мм.1 балл
-
Ну, это совершенно естественно! Мы ж не забиваем гвозди ТИГ горелкой! Это я дополнил плюсы ленточки... Мощь!1 балл
-
Замена полотен под толщину стенки, контроль износа роликовых направляющих, подбор оптимальной подачи (речь про гидроразгрузку, конечно) плавное начало реза и пр... Я про безопасность ничего не говорил. После ленты к абразиву вообще не хочется подходить. У меня в гараже 170 лента)))1 балл
-
Да. С торцовкой есть ньансы. Нужно очень аккуратно пилить тонкостенную трубу. Соблюдать обороты и нажим. А иначе можно и дорогой качественный диск ушатать. Я к тому рекомендую, что хорошая торцовка позволяет очень точный рез делать. При минимуме возни с настройкой и обслуживанием. И ресурс вполне неплохой у диска. Делал разные столы, подставки и т.д., стыковка очень плотная получается, никаких зазоров. Удобно тигом своим телом варить без последующей обработки шва. И металл не ведёт.1 балл
-
Субъективно это все. Все ляжет на плечи резчика в итоге. Все будет зависеть от того сколько он готов и способен заниматься присмотром и обслуживанием. И вопрос с точностью угла поворота рамы все равно остается открытым.1 балл
-
ну как говорится и ... можно сломать. Для любого диска есть свои возможности и характеристики. Поэтому если говорим за качественный диск, то надо соблюдать правила эксплуатации. Не жать сильнее, чтобы быстрее отпилить и подавать СОЖ. Если диск не под СОЖ, то скорее всего он не рассчитан на долгий срок работы или на жесткий материал. А дешевые диски на то и дешевые, что напайки сидят либо не на том чем надо либо криво. Плюс биение может быть просто из-за кривизны посадки. Но касательно не большого объема, как уже многие и сказали, маятниковая будет дешевле в заходе (приобретении). Но на круг вовсе не означает дешевизну. И имеет ограничение по максимальному резу больше чем то же самое можно на ленте отрезать.1 балл
-
нет, это так не работает. вопрос к качеству реза. Если в каком либо месте по не ведомым причинам у вас рез не перпендикулярный или ошибка по измерению высоты плазматрона, то возможно это и есть магнитные наводки которые образуются за счет горения дуги и намагничивания. Если стол качественный, т.е. сделан по всем правилам и имеет качественное заземление, я не встречал, что требуется дополнительное соединение. На столах, если они составные, между собой соединяют заземляющим кабелем. Т.к. лист режете, то обычно магнитные наводки не образуются. Они образуются на замкнутых поверхностях. Но с чем обычно сталкиваются в работе, это отсутствие нормального заземления и следовательно, кроме отклонения вертикальности реза добавляется ошибка по отслеживанию высоты плазматрона до детали. И это устраняется только качественным заземлением, а стол обычно только в одном месте имеет точку заземления. Возможны нюансы, но это очень и очень редкие и частные случаи.1 балл
-
Если кто помнит, то когда-то Спецэлектрод выпускал такие сварочники. 2007 год. Ни одной микросхемы. Неплохой ХХ. Пробой выходных диодов. Отговорили менять на новый дешёвый аппарат.

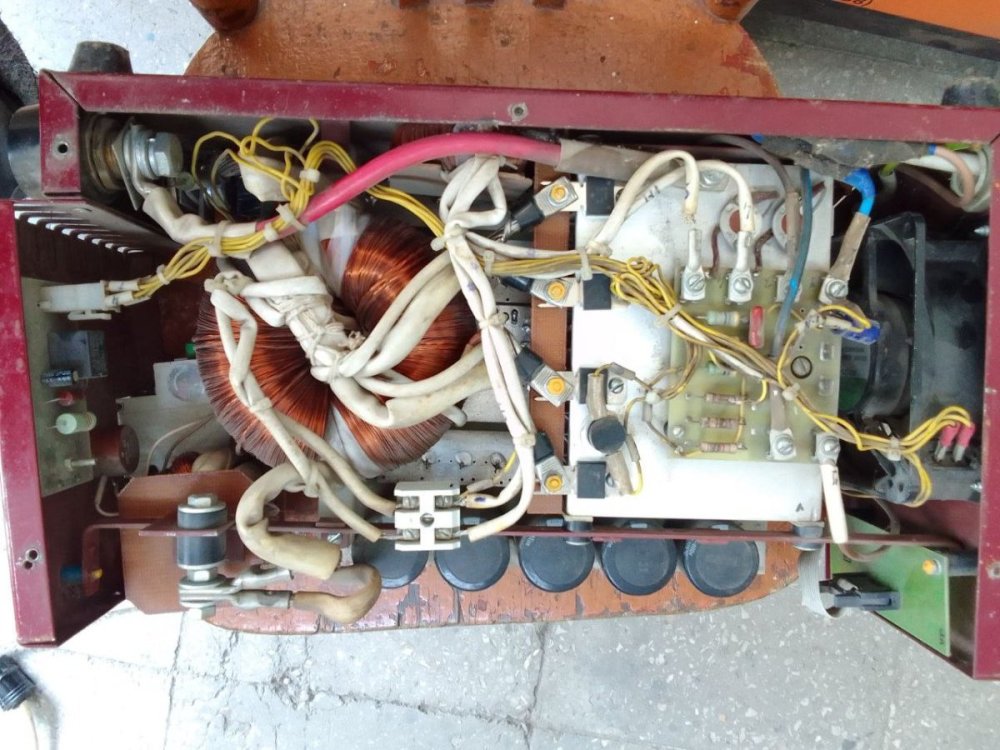

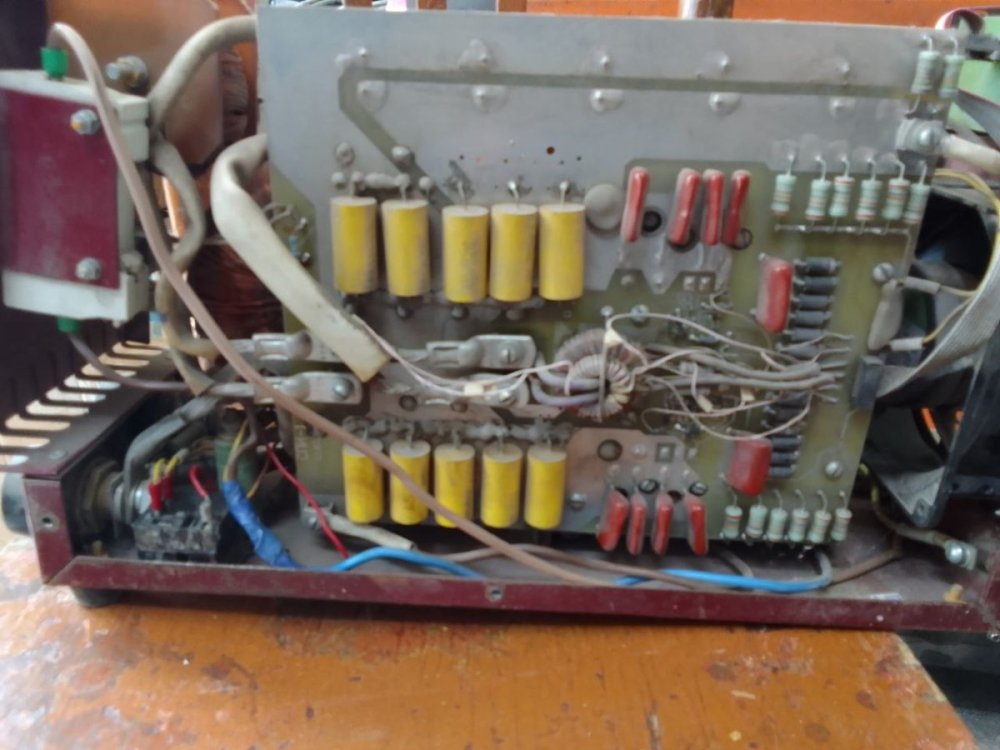


 1 балл
1 балл -
да какая разница кому?! не вижу смысла отвечать. Поймите, что не все дураки и идиоты. Против лома нет приема, если на тебя не направлено дуло автомата... Т.е. против любой закавыки найдется еще большая закавыка. И есть более умеющие и знающие. Если я ремонтирую оборудование, то через год или более, знаю, что было у меня, но не всегда можно определить, где была проведена работа. Вот это то что я называю не колхоз. А когда сделано что плакать хочется, а еще за это и уплочено, то руки таким хочется оторвать. Если у вас качество на высоте, вопросов нет. И другим к такому надо стремиться и внутренне развиваться. Тогда будешь понимать, что обратился за работой, тебе ее выполнили и тогда не нужно проверять или как-то контролировать.1 балл
-
@Lexanec, не отчаивайтесь! Если вы хорошо воспитывали своего сына, то он найдёт себя. Главное-не лепить из детей подобие себя любимого, а помочь им раскрыться в том, что в них природа заложила. На это уже многое изложил @SergDemin, повторяться за ним смысла не вижу. От себя только добавлю, что сам в некоторой мере являюсь тем, кого родители пытались направлять по жизни согласно своему разумению и без оглядки на мои задатки и предпочтения. В результате-фигня полная получилась. Сам, став родителем, много размышлял на эту тему и пришёл к неутешительным выводам. Нас учат всему, чему угодно, но только не одному... Никого из нас не учат быть родителем. Смысл-то не в том, чтобы наклепать семерых по полатям, накормить и обуть-одеть, отправлять пинками за знаниями. Смысл-в том, чтобы из ребёнка вырос человек мыслящий и творческий, осознающий максимально широкий круг аспектов жизни, а не биоробот, не винтик системы и никак не homo hapiens (человек хапающий). Одна из главных моих задач, как родителя-научить детей, как обрести и не терять чувство внутреннего душевного равновесия, не метаться по жизни раненым зайцем и не следовать беспрекословно разнообразным тенденциям. Про одну из них уже упомянул @Георгий 11, но самое паршивое-впереди будет ещё куча других. Человек, хоть и социальное существо, но существо не стадное. К себе надо прислушиваться, присматриваться, оценивать и анализировать. Все эти функции природа в нас заложила. Что же до работы, то я часто вспоминаю Сатина, персонажа пьесы М. Горького "На дне". Он говаривал:"А ты сделай так, чтобы твоя работа тебе приятна была!". Думаю, что абсолютное большинство форумчан руководствовалось именно этим критерием при выборе своего рода занятий.1 балл
-
@alekseyka77,Читайте более внимательно. Я не стал перечислять марки авто входящие в GM(Шевролет, Опель и прочее) Ford и прочее так вот прочее это Мазда Ниссан и некоторые Тойоты... @nik633,А она и замена ремня ГРМ например на FordFocus3 1.6 обходиться клиенту (вместе с ремнабором Ремень ГРМ+Ролик+болт+ремень генератора и кондиционера если у клиента в авто стоит ЭУР ) то набор порядка 4500-5000р (если ГУР то еще 500 р ремень Гура )плюс 2000р работа по замене. Так что набор отбился уже. Только за сегодня я поменял ремни у двоих авто. На одном авто менял сальник передний коленвала (стоимость работы такая же потому как снимать нужно все что бы добраться до сальника (сальник передний 500р +420 р болт). А фордов сейчас куча развелась ( от Скорпов иТранзитов древних до Фокусов и Мондео не считая остального шевролетов мазд итд. Идея на счет этого набора у меня появилась после того когда я случайно попал в гости к конкурентам -соседям. У них как раз стоял форд фьюжен на котором они целый день меняли ремень ГРМ. Фото делать не стал из этических соображений. Они делали кучу ненужных операций как то снятия крышки клапанов (с заменой прокладок под крышками и колодцами) Преспособа у них универсальная в виде линейки с прорезями. Болт фиксации коленвала у них ввиде куска проточенной до диаметра в 8мм прутка. Ну и возни на целый день...... У меня эта вся операция занимает около 2 часов (с перекуром и чаем). Все с этим специнструментом просто.Клапанная крышка не разбирается вообще за исключением снимается передняя пластиковая крышка. Вывешивается двигатель (домкрат с низу) Снимается подушка и генератор.Подводятся метки на распредвалах (на шкивах корректоров распредвалов есть метки ввиде 0 и I на хитрой железяки из набора точно такие же метки (по другому ее не поставишь) После установки железяки в районе переднего сальника выкручивается заглушка и вкручивается спецболт из набора(коленвал застопорен) Далее все просто откручивается пневмовертом шкив,взводится и фиксируется и откручивается натяжной ролик и снимается ремень ГРМ. (колевал застопорен распредвалы застопорены) Ставиться все на место. Никакие метки никуда не уедут....И никаких лишних движений и танцев с бубном....1 балл
-
Ну вообщем победил я этот геморрой... Помпа заварена на керосин проверена и собрана... Осталось вытянуть лонжероны вразмер и прикрепить мордочку на Япониматери....Ну это я думаю за пару тройку дней закончить. За это время напарник навесное(капот,бампер дверь и два крыла) подготовит к покраске..Покрашу за пару дней и думаю за недельку соберем все а может меньше как пойдет..... Да забыл варилось все без разборки блока двигателя(разобрать означало выкинуть двигатель) Снимал только переднюю крышку ее варил отдельно потому как толшина крышки 10мм варит пришлось на плите и с обоих сторон так как она определяет соосность помпы с шкивом коленвала генератора и компрессора кондиционера.... ......Как вот так....



 1 балл
1 балл -
Вот любою людей которые покупают себе разнообразный инструмент,это говорит о чем? А о том что люди эти с руками! А их я очень уважаю!Слежу за вашей темой!Приятно посмотреть!1 балл
-
Сегодня приехал наборчик (я таким работал брал на время у одного хорошего человека). С помощью этого наборчика проблемы с заменой муфт подшипников и магнитных муфт при ремонте компрессоров на автокондиционерах растворяются как утренний туман. Вот собственно говоря набор всяких хитрых сьемников


 1 балл
1 балл