Лидеры




Популярный контент
Показан контент с высокой репутацией 25.01.2024 во всех областях
-
УХХХххх как я ругался на сварных за такие крючки! Из- за них часто и гибнут платы... Когда стали лишать премии- вроде помогло...3 балла
-
Вот чуть не обмишулился... притащили в ремонт импульсник ,трёхфазник на 500А, коллеги там нашли причину–сгоревшую платку, заменили...пробуют..Нихт арбайтен! блин....приди, памаги , брат...все формы сигналов правильные....Но стартует через пень-колоду и толкается-плюётся....ситуация, однако... А дело было в контакте пробной пластины и обратного кабеля с самодельным зажимом.Даже не с зажимом, а с пошлейшим крюком из полосы( это клиентский обратный кабель был).... Как нашли? Поставили свой, проверенный, с монструозной струбциной–всё работает как надо, и старт и никаких тебе траблов ни в струе, ни в КЗ, ни в импульсе..Поставили клиентский–та же шляпа.....пердёж и толчки/плевки..... А вы говорите, проволока "нихт арбайтен"...
 3 балла
3 балла -
Главное начать, потом легче будет. Токовые жилы сам собираю под нужный размер. Шланг-пакеты на любые горелки.
2 балла
-
Дык , и мы в Авроре видели камеру термическую, когда к ним на акцию ездили,7 лет назад.Конкретно за Динамику эксперт не скажу, но на правду данные ТТХ похожи2 балла
-
Прежде чем что -либо советовать,надо было прочитать отзывы об этом товаре. В целом отзывы об этой маске неплохие:кому-то кажется,что она тяжела,кому-то,что регулировка неудобна,но к работе светофильтра претензий нет;и,в конце концов,ваш товарищ не маленький ребенок,если поймет,что что-то его не устраивает,то выйдет из положения -не враг же он сам себе,да и не на льдине в районе Северного полюса находиться,так что успокойтесь-дышите глубже и все пройдет. Если даже ваш совет в выборе был не лучшим,то ничего страшного в этом нет...все абсолютно поправимо.2 балла
-
это по причине, что в DC аппарате по сути только один инвертор. А если взять AC\DC, то вы получаете два инвертора в одном корпусе. В начале аппарат делает DC, а далее формирует уже сигнал AC. Т.к. силовые элементы не за рубль тонна, то и выходит дороже в приобретении. И если взять инвертор например ампер на 300, то имеем модуль с ценой 10 000 - 15 0000р, а бывают и дороже. И это старые цены, как оно сейчас не скажу. Т.е. этому не нужно удивляться, это необходимость. И если есть такая задача и стоит ее решать, то после уже другие задачи появятся, мол почему не большей мощности взял или почему не взял с вот таким то ... функционалом оно всегда так. Нет пределу совершенства.1 балл
-
ну на заборе то же много чего написано. И я не спорю. Скажу что за частую, а это процентов 90. Просто зная как китайцы обычно могут написать все что угодно, а так же легкость машинного перевода и серьезность отношения продавца, будут решать на сколько написанное может соответствовать реальности. Лампочки светодиодные то же пишут 50 000 часов наработки... Но ... кто-то их меняет чуть ли не каждый месяц. И скажу вам, что у некоторых продавцов, эти лампочки с гарантией и реально в течении года можно ее сдать обратно в магазин. И этим некоторые пользуются. Так что, может не все подробно расписано или что-то специально умалчивается. У австрийцев есть специальный шкаф, они там прячут оборудование, нагревают его и после делают испытания. Сам видел. И так же как горелки тестируются.1 балл
-
Ранее Аврора декларировала именно методику при +40С для своих моделей.1 балл
-
у китайцев обычно ПВ именно при 20С указывается. Европейские бренды со своими заморочками со стандартизацией, указывают ПВ при 40С. И следовательно это не совсем можно сравнивать. И правильно, при 20С и при 40С, характеристика не линейная и даже очень. Поэтому при ПВ 40С в реалии когда работаешь при 20С, выносливость оборудования получается выше. А если все же работать в жару? А еще обратная сторона, когда за бортом минус и далеко за -20 ... тут вроде бы даже ПВ уже можно не учитывать, но почему-то работать чаще всего не получится, либо просто не включится либо может сломаться либо будут глюки либо либо либо... Но чаще в частной эксплуатации не ПВ больше будет играть роль, т.к. сам пилишь, сам подгоняешь, сам варишь... А именно реакция оборудования, т.е. легкая и быстрая перенастройка в другой режим, стабильность во всем предложенном диапазоне настроек и т.п., чтобы было понимание если это крутишь то какой результат получишь. Хотя и про ПВ не стоит забывать. Есть у меня шуруповерт. Вроде бы все хорошо. Но вот началась стройка и он быстро показал, что не готов так трудиться. Ну за 10 лет разок и уже капризным стал. Так я потерял: шуруповерт, торцовочную пилу, УШМ, лобзик то же пришлось восстанавливать, держатель пилки. Но если что было изначально качественным, блек дэкер, макита, то восстановить можно. А вот что из бюджетного было ... - итог помойка. УШМ Bosch на половину живая, не до конца еще, но не понятно что делать с этим. Так и со сварочником, особенно если будет на микропроцессорном управлении и с ЖК дисплейчиком. Т.е. если уж покупать не дорогое, то наверное лучше совсем без наворотов, чтобы реально при поломке просто выкинуть. Но так все говорят. А вот по факту потом бегают и просят восстановить. Я к тому, что в каждом случае нужно рассматривать задачу применительно только к себе любимому. Т.е. разложить по полочкам и понимать что делать если будет такая ситуация или другая. Я молчу за то что из коробки может сразу сломаться и далеко не факт, что по гарантии сделают. Ну отработал неделю и дальше труп. А за ремонт в пол стоимости потом еще отвали, а то и больше. Это при условии, что есть типа представительства. А вот если из китая купил, то тут кто тебе поможет? Уже были такие, приносили, купили и сразу в сервис . Маска в 5000р или аппарат в 40 000р. И там и там, ни кто не готов выкинуть, ладно пусть новое пока. Но после 3-5 лет все равно не бегут выкидывать, а пытаются найти кто за 1000р. починит.1 балл
-
Ключевой момент здесь-это нагрузка сварочной машины максимальным током в 10-минутном цикле при температуре окружающей среды +40С. У Вас часто такая температура вокруг? Или у Вас планируются калымы в сауне? Даже при 25% ПВ, при Т=+20С, у Вас будет примерно 5 минут на максималках до ухода машины в защиту....Это очень даже прилично1 балл
-
А я с китая сейчас набрал бачков распространённых, актрос, ДАФ и если живой зажим то тупо меняем. по цене почти так же как алюминий а работы в разы меньше. Эти недорогие а вот МАНовские ТГАшные те дорогие но всё равно берут норм.1 балл
-
чермет он разный. И если чермет то не нужен импульс и прочее. Если говорить за алюминий, а это то же могут быть элементы авто, то тут импульс нужен. Если говорить за выпускные, то обычно это дело под ТИГ, если с нуля (новое), если из чермета то да, П\А. Но... смотря что считать качеством выполняемой работы. Если дешево и так пойдет, то обычный П\А. Ну это как жигули и мерседес сравнивать. Из точки А в точку Б и на жигулях доедешь. А с комфортом, это уже не жигули. Поэтому тут сложно сказать, если сам не видел какие швы у вас считаются за качественные и к чему стремитесь. Но и ТИГ, сварка некоторых элементов именно под ТИГ и тогда реально нужен ТИГ аппарат и там П\А просто делать не чего. Т.е. два аппарата, один ТИГ, второй П\А, но на сколько нужен П\А с импульсом, тут конечно вопрос. это разные процессы, как уже упомянул в первом пункте. Следовательно, это если сравнивать клей. Клей секунда в общем-то все клеит. Но если использовать клей который предназначен для того или иного, то результат будет разный по сравнению с клеем универсальным. И тут так же. Алюминий и ТИГ и П\А. И там и там не универсальное решение. В одном случае только ТИГ, в другом случае лучше П\А. это гвозди в обмазке. Я на выставке приобрел турецкие. А вообще посмотрите канал ютуб, 100А. Человек делает обзоры по электродам. Может вам это поможет. А в обычных магазах, в основном мусор. это не панацея. Т.е. без знаний вы не заметите разницы. И там и там можно получать "удовольствие" . Ну если в сервисе чисто, то это не факт, машину сделают по всем правилам и правильными руками. В ином грязном сервисе можно получить более качественную работу. И на 2-х роликах можно получить результат, что не будет на 4-х роликах. Надо правильно использовать. Культура, она должна быть во всем. сомнительное утверждение. Если дадут детали, то могу показать, что все возможно. Другое дело, что в ТИГ процесс более мягко протекает и если трещина есть еще дальше чем разделка, то в ТИГ это можно увидеть, а П\А это дело просто зальет, а что дальше будет, это уже отдельная история. Некоторые и в ТИГ делают брак. Тут наверное больше вопрос к тому кто варит, какой опыт за плечами. смотря какой автосервис. У некоторых съемники или ключи по цене хорошего сварочного аппарата. А у некоторых все ключи сломанные, гайки или болты откручивают так, что потом ни одного нормального не остается либо резьбу срывают либо шлицы слизывают, а то и все вместе. У некоторых на сварочном посту почище медицинского кабинета, так у других не лучше чем на помойке. Я в некоторых цехах наблюдал как полы моют, а в других постоянно подскальзываешься на масле и стружке. Или потом в подошве обуви металлической стружкой стучишь по плитке.1 балл
-
я предлагаю вам рассмотреть чебору или хелви. Кемпи не советую и PICO так же. Как по характеристикам, так и по сервисному обслуживанию. Из китайцев, ну может что-то и может шерман, крамер и т.п., но в руках не держал, поэтому ни чего и говорить не буду. Но выше я просил указать город вашего проживания или заполнить профиль. Тогда, возможно смогу подсказать кто к вам ближе. А так, в Москве, можете в демонстрационном зале опробовать. И если да же с железяками своими приедете, то нагляднее будет, что у вас за задачи и какой результат вы сможете получить САМОСТОЯТЕЛЬНО. Быстрый ликбез как пользоваться и настраивайте, и пробуйте.1 балл
-
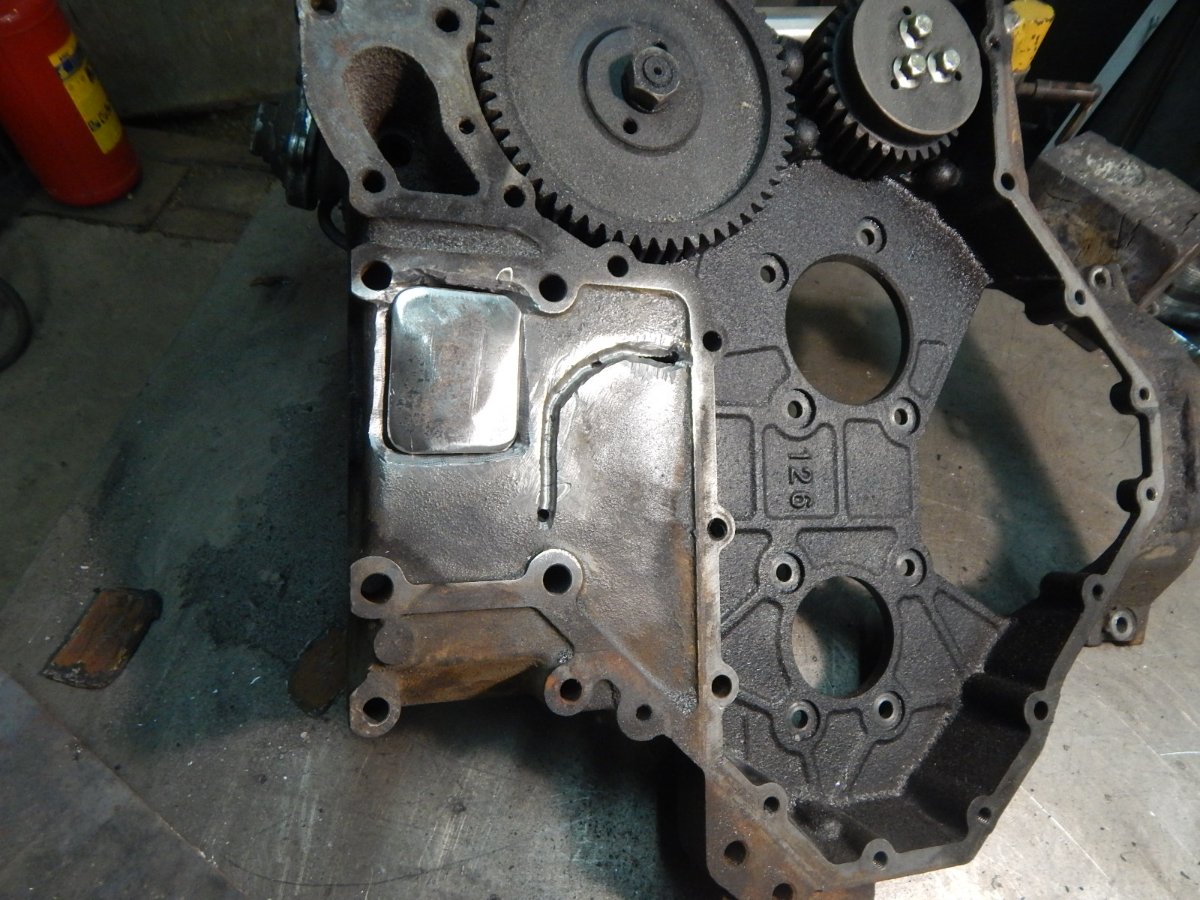
В сварке чугуна надо всегда помнить несколько основных положений:первое -трещина всегда должна быть разделана не менее,чем 2/3 от толщины металла детали,иначе последует отрыв по зоне сплавления и механической прочности добиться сложно;второе -пластичность чугуна очень низкая,были разработаны св.материалы,которые не образуют карбидов(условно) и обладают пластичностью,когда при проковке шва снимаются возникающие напряжения.Третье, надо помнить,что скорость нарастания сжимающих напряжений должна превышать скорость нарастания растягивающих напряжения,что регулируется зонным подогревом. Четвертое,продуманной очередностью наложения валиков и ,как в данном случае, распрямлением отоженной вставки из ст.3,которая имеет выпуклую форму. На снимке довольно старая работа. Сейчас бы порядок наложения швов был бы несколько другой,но в целом это хорошая иллюстрация возникающих напряжений в замкнутом контуре,обусловленных близколежащими швами.
1 балл
-
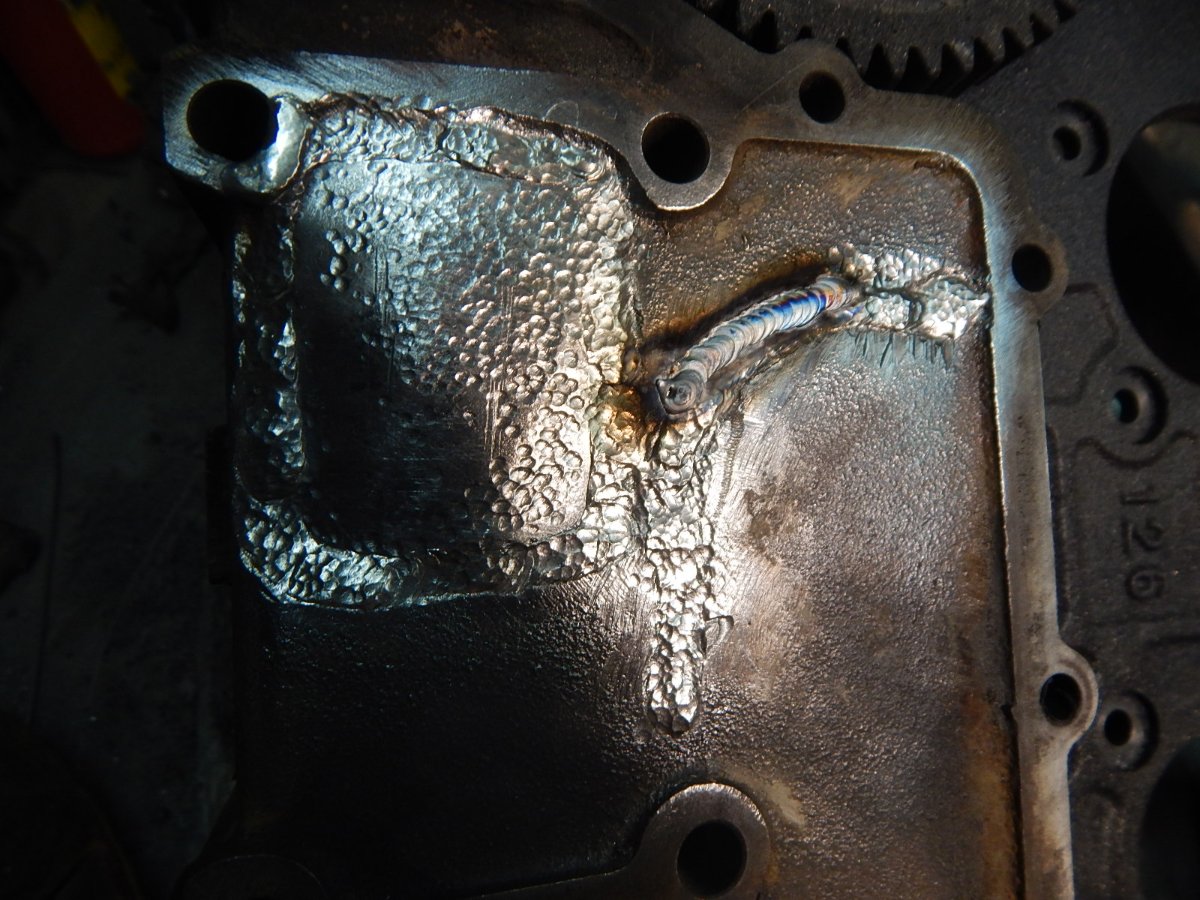
Одна из проблем сварки тавровых швов. Возникновение горячих трещин - тиг-сваркой. Суть. Слишком большое перемешивание основного материала и присадочного, в данном случае панч11. Чугун содержит значительное количество серы,при перемешивании появляется сульфид никеля,который имеет низкую температуру кристаллизации. Кристаллизация металла шва начинается с мест наибольшего теплоотвода -со стороны катетов.По мере роста кристаллов, эвтектика вытесняясь перемещается в центр шва и кристаллизуется в последнюю очередь.Усадка металла продолжается,а в центре еще остается жидкая прослойка и напряжения разрывают шов по этой еще не застывшей прослойке. Какой -либо проковкой бороться с такими трещинами бесполезно. Полуавтоматическая сварка проволокой NiFe позволяет избежать горячих трещин из -за незначительного перемешивания металла в большинстве случаев. Как исправить? Трещина вырезается таким образом,чтобы слой никеля остался со стороны свариваемых деталей,а потом наплавляется вставка из 12.64.
1 балл
-.jpeg.28221479c8da60f4304b96971009020c.jpeg)