Лидеры




Популярный контент
Показан контент с высокой репутацией 17.11.2023 во всех областях
-
Это про РДС, что следует из этой цитаты: а заход, это когда стачивается ушм окончание сварочного шва, для продолжения выполнения работы, чтоб переплавить оставшийся металл, и получить корень без дефектов. Если у Вас в технологической карте технолог указал сварку на прямой полярности, то почему бы и нет, но на прямой полярности больше тепловложение в основной металл, + ещё электроды с основным покрытием имеют обозначение что работы ими выполняются на обратной полярности. Но если у вас нет ни тех карты, ни технологов, и ваши трубы являются водопроводными в частном доме, то можно делать что угодно.3 балла
-
Полуавтомат и проволок 1,2 NiFe,так как стойкость у нее против горячих трещин выше,чем у панч, да осталось всего метров 10,пришлось панч. Дело в том,что разделка глубокая и относительно широкая,сульфидная эвтектика будет накапливаться и всплывет в верхних слоях,так что лучше NiFe.2 балла
-
Передняя подвеска Мерседес. Кронштейн рулевой тяги. Ковкий чугун. Сварка. Здесь есть принципиальный момент:это не та работа,которая сделана втихаря и деталь установлена на машину,владелец которой не знает на чем он ездит. Это сервис.Надо,чтобы машина поездила какое-то время пока придет новая дет.,т.е. в этом случае все известно всем.В середину установлен резьбовой 10мм штифт. Разделка кромок,сварка панч11,контроль пенетрантом на наличие трещин. Надо остановиться на одном моменте. С одной стороны при облицовке появилась горячая трещина. Это сульфид никеля. Сульфдная эвтектика с температурой пл. 640С будет кристаллизоваться в последнюю очередь, концентрируясь в середине шва.Можно несколько раз ее вырезать и пробовать заварить панч,мнжкт она все рано появиться. Присадка должна быть либо 316,либо Ni/Fe. Кромки облицованы панч,поэтому можно и 316.
 2 балла
2 балла -
Не всегда.Легендарные LB-52U шпарят и на DCEN/DCEP/AC... Да и на современной прямоугольной форме АС и УОНИИ 13/55 горят за милые веники. По крайней мере, СЗСМ..2 балла
-
Данное действие именуется МЕСТНОЕ УТОНЕНИЕ ОКОНЧАНИЯ ...2 балла
-
Немного странная постановка вопроса и коллега Луза опосредовано об этом сказал. Полярность не влияет на ТЕХНИКУ СВАРКИ в данном случае. Если Вам в силу определённых причин неохота запиливаться каждый раз опосля окончания электрода-осваивайте технику обратного хода и быструю замену электрода в держателе. В этом случае можно не запиливаться. Полярность, повторюсь, здесь не при чём.2 балла
-
ПДУ бывают разные:чёрные/белые/красные....есть(было/сейчас не знаю) ПеДеУ с акустическим датчиком привода...слесарь возле балластного реостата, хреновое быстродействие у системы, причём данный дефект -плавающий..1 балл
-
Совершенно верно, шпарят, и УОНИ работают , и от АС источника работают, но я бы к примеру эксперименты на трубе, являясь сварщиком делать бы не рискнул, черевато браком, а сделать заход дело одной минуты. И мы работали источниками с ПДУ, что существенно облегчало именно такие моменты.1 балл
-
О как! Подобную деталь тоже ремонтил, но она была с какого-то ПыЖа...пока ездит, 3 год пошёл...так как вижу иногда в наших палестинах, хотя ,может потом и поменял деталь..не общались после...NiFe+ПАНЧ..... мысли сходятся.....1 балл
-
Это заготовки треног для котелков на фронт и сами треноги
1 балл
-
https://www.yaplakal.com/findpost/129268878/forum2/topic2700047.html1 балл
-
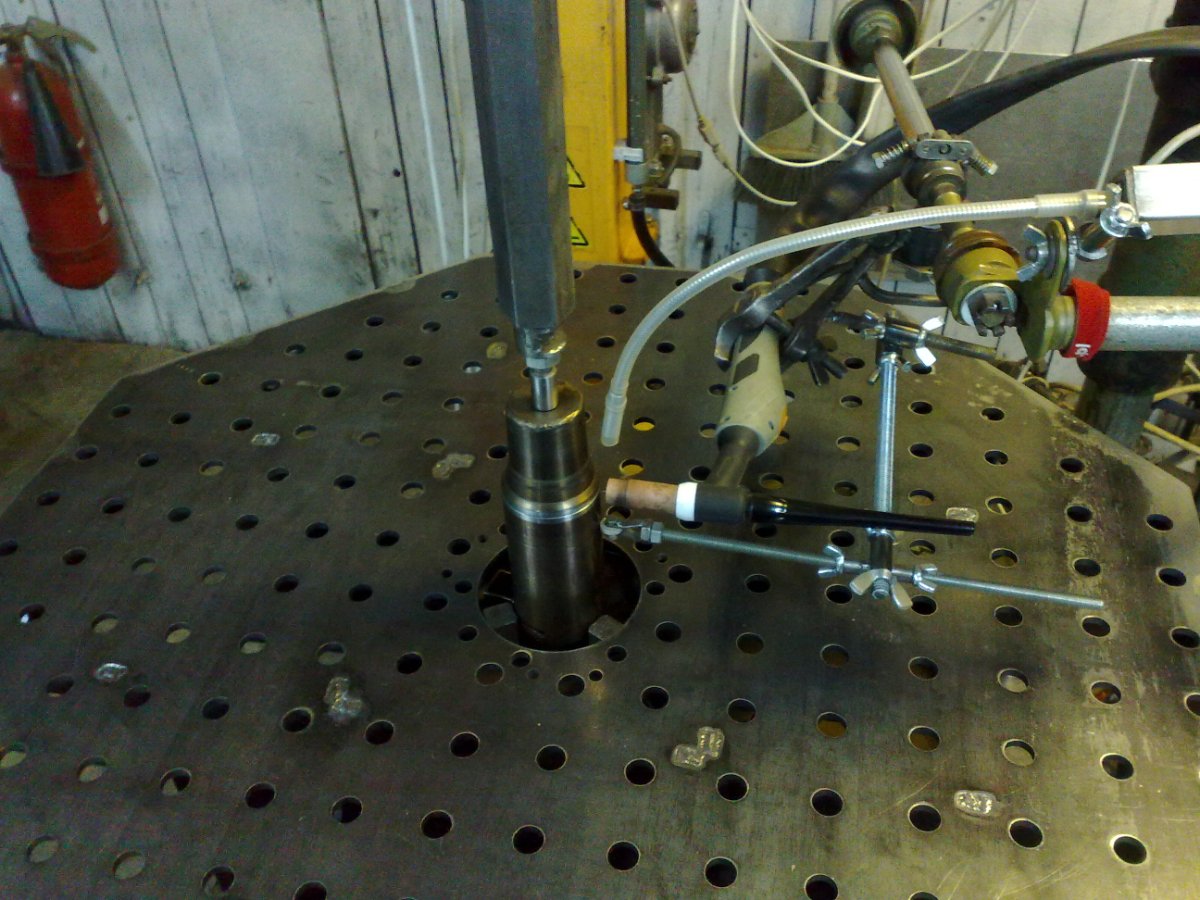
Из фото-должно быть понятно. У вращателя есть установочная планшайба с прорезями, на которые можно закрепить зажимной патрон. Какой? Хоть от токарного станка, хоть специальный быстрозажимной патрон для сварочного вращателя, коих на Алиэкспрессе-навалом.1 балл
-
Вернусь к теме ремонта различных корпусных деталей. Тема как-то уже рассматривалась,но надо дополнить.Вырезается трещина с обеих сторон очень близко к резьбе,примерно на 1мм. Продавливается корень,потом нарезается резьба. В отверстиях такого диаметра,можно пойти по другому пути:заварить трещину с обеих сторон не выходя на резьбу,гравером со стороны резьбы вырезать часть витков узкой канавкой по длине трещины до наплавленного металла. Заварить выборку на одну вторую длины,убрать гравером усиление. Метчиком с другой стороны нарезать резьбу в заваренном участке ,затем заварить оставшийся участок и метчиком с другой стороны закончить восстановление .
1 балл
-
Ч Я бы не стал этого делать. Предназначение у этих прутков другое:сварка конструкционной теплоустойчивой ст.15Х5М. В любом случае,если материалом предназначенным для одной стали,пробуют сваривать другую сталь,то нужно будет отработать технологию,провести испытания на разрыв,изгиб,ударную вязкость образцов,чтобы понимать,куда кривая выведет.1 балл
-
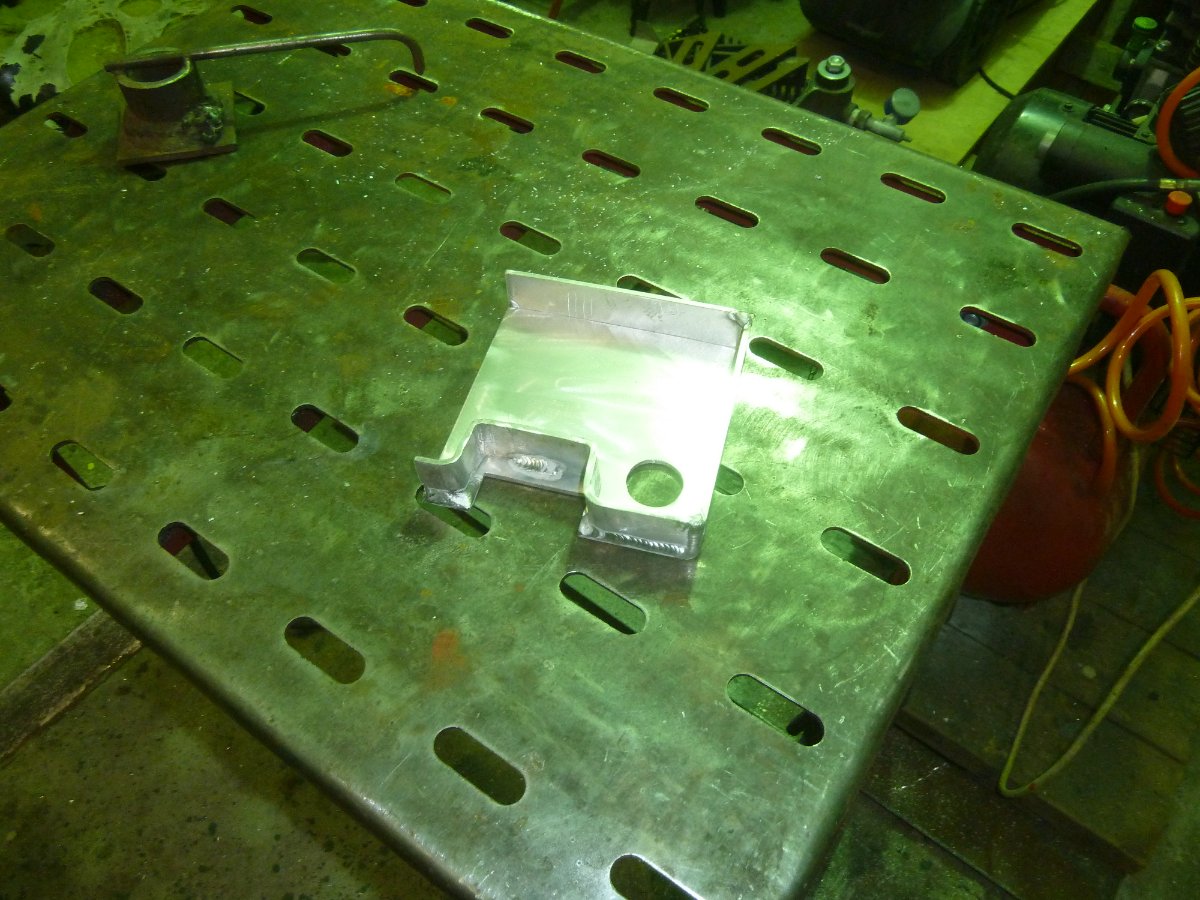
А вот и первое применение стола. Экспериментальным путем установлено - стол практически не мешает в работе
1 балл
-
Учитесь жизни у котофана https://www.yaplakal.com/forum13/topic2699158.html1 балл
-
У меня нет ни места, ни денег для полноразмерного сварочного стола. До этого я варил, примостившись на планшайбе, на которой сейчас этот стол закреплен. Лист 6-ка взят из-за весовых ограничений. Даже при такой толщине листа, центральная часть весит 43 кг (+ планшайба 20 кг). Во-первых ставить-снимать тяжело одному, во-вторых момент инерции уже и при таком весе зашкаливает, так и редуктор можно кончить. Про практическую сторону. Это завершающий (я сильно надеюсь) этап программы модернизации старого шиномонтажного станка. Я выжал из этого станка практически все что мог. Кстати, станок начал так преображаться из-за того, что стоял - место занимал, а в металлолом сдать - рука не поднималась. Так что причинно-следственная связь тут повернута в обратную стороны. Сначала был инструмент, а задачи под него нашлись потом. Концепция всего этого перфоманса обусловлена неумолимо надвигающейся старостью. Я уже на сегодняшний момент имею травму позвоночника и основных суставов, мне тяжело нагибаться, стоять. Так что все делаю для облегчения жизни. В данном случае, чтобы не прыгать вокруг детали. И еще, я не сварщик и сваркой в принципе и не занимаюсь. В связи с этим, легко могу подобрать (взять в исполнение) сварочные задачи под тактико-технические характеристики своего оборудования.1 балл
-
..и под краской это смотрится довольно прилично. Для Сварога реал миг 200 и углекислоты -это неплохой результат. Сын эти занимался ...для маленькой фирмы пойдет.
1 балл
-
Я как-то показывал эти снимки,но вернусь к ним еще раз. Высказывалось мнение,что это какая-то "циганщина".Речь о излишней рельефности. Это оправдано тем,что на таких изделиях,как спортивные тренажеры,после окраски шов сохраняет свой вид. Углекислота и обычный Сварог без всяких вращателей.
1 балл
-
Старый анекдот в разной интерпретации,но суть одна- Сидят эмигранты Оболенский и Ржевский в одном из парижских ресторанов и тут Ржевский вздыхает: — Эх, насрать бы в этот белый рояль. — Так что вас останавливает, поручик? — Подначивает его корнет. — Не поймут, дикари-с. — Отвечает поручик Ржевский. https://ruanekdot.ru А это иллюстрация к анекдоту -Автомобиль с мигалкой1 балл
-
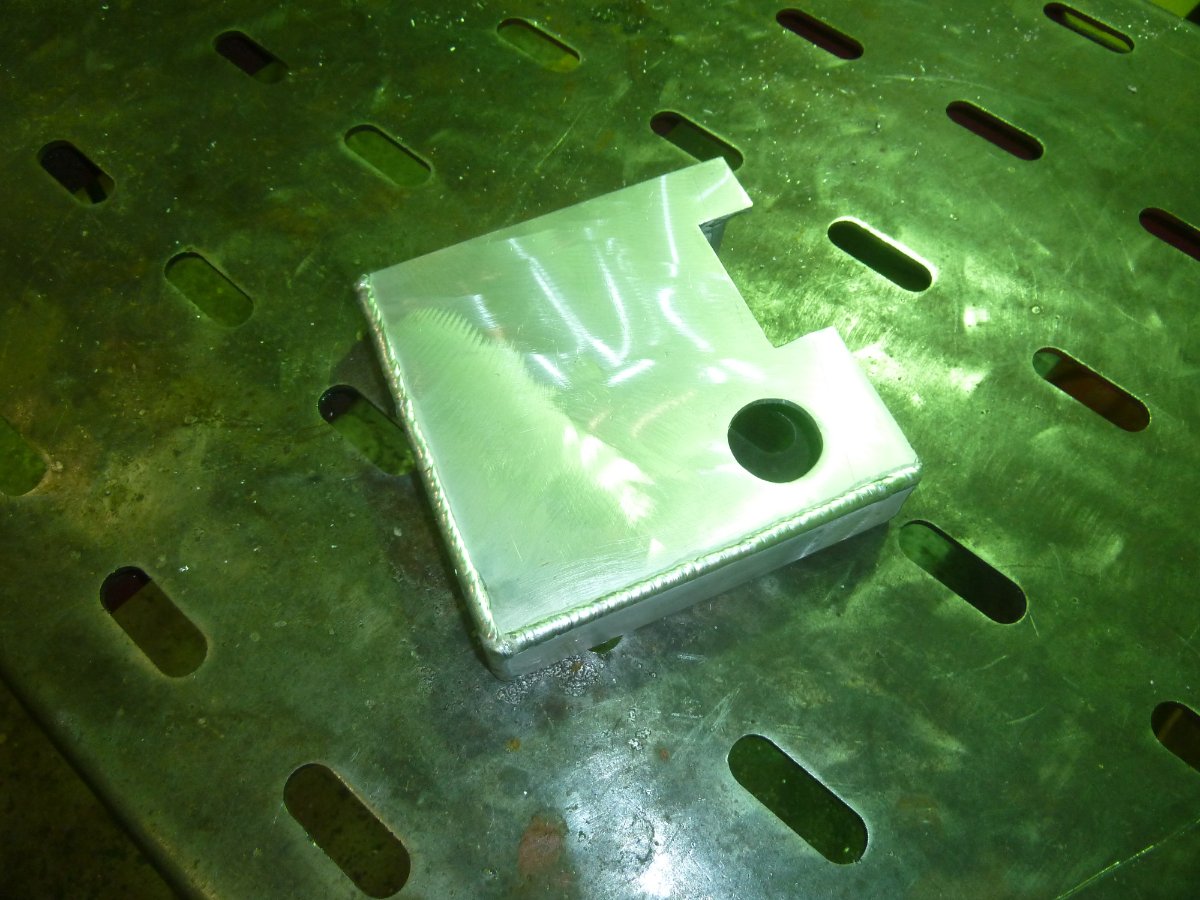
Что то мало стало "будней сварщика" на форуме и совсем чуток подкину . На две недели в отпуске и решил поменять замочек на калитке , стоял кодовый и в мороз замерзал и надоел порядком прикупил простой и поменял ну и "дыру" от кодового надобно было скрыть и за одно от снега козырек .
1 балл
-
Будни одного заказа:
1 балл
-
Сварка трубопроводов плавящимся штучным электродом. Благодаря средствам массовой информации, в представлении многих начинающих сварщиков, именно сварка труб под давление штучным покрытым электродом является вершиной сварочного мастерства. Хотя это не так–но стереотип достаточно живуч и поддерживается рядом околонаучных и откровенно бредовых мифов о «чувстве металла», «богом данном таланте!» и прочей нетехнической ерунде. В данном случае мы рассмотрим ручную дуговую сварку трубных стыков ручной дуговой сваркой электродами с основным покрытием. Хотя для других покрытий это тоже работает, с небольшими поправками. Не нужно бояться пробовать. Под контроль (РГК и УЗК) трубы варят не сварочные боги и не маги, а такие же обычные люди, как и мы с вами. Некоторое волнение, который часто сопутствует сварке ответственного соединения, не только наносит вред душевному равновесию, но часто может является причиной неудовлетворительных результатов. Понимая, что здоровье, физическое и душевное у нас одно, и, хотя сварка труб -это ваша репутация и хлеб- всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Подготовка соединений к сварке Качественная подготовка-половина успеха. Соединения чистим от ржавчины, масла, иных загрязнений. При необходимости стык просушиваем и подогреваем. Убираем задиры, заусенцы и другие дефекты. Делаем притупление 1,5-2,5 мм. Выставляем зазор согласно норматива, диаметр металлического стержня электрода зачастую и выступает здесь в качестве калибра. В крупных монтажно-строительных предприятиях данные операции выполняет слесарь, либо заготовки готовятся машинным способом, на сварщика в этом случае возлагаются контрольные функции. Сборка Сборка проводится с применением специальной оснастки (внутренних или наружных центраторов). На смещение кромок и разнотолщинность стенок трубы есть соответствующие нормативные документы, отклонения от номинала не должны выходить за границы допуска. Собранный стык фиксируется в предсварочном положении либо оснасткой, либо прихваточными швами, количество и геометрические размеры которых также определяются нормативной документацией. Сварка Первое, что необходимо уяснить раз и навсегда-нет никаких «волшебных» настроек и «тайных знаний», «секретных манипуляций» электродом и прочей околосварочной чуши. Для успеха процесса нужна только твёрдая рука, понимание физики процесса и более-менее приличный источник тока, способный выдавать примерно 200А в максимуме. Больше всё равно не потребуется, даже для толстостенных труб. Направление сварки Как сваривать стык-сверху вниз или снизу-вверх-зависит от типа электрода, степени ответственности соединения и мастерства сварщика. Приемлемые с точки зрения качества сварные соединения можно получить в обоих случаях. Ниже рассмотрим процесс сварки снизу-вверх. Величина сварочного тока Зависит от типа и диаметра применяемого электрода. Для начала можно применить упрощённый расчёт-30А/1мм диаметра электрода для нижнего положения. Для вертикального положения ток снижаем на 10-20%. Например, берем электрод с основным покрытием диаметром 2,5мм. Выставляем ток 55-75 А и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем начинать сварку. Техника и порядок действий Подготовленный к сварке стык фиксируем с соблюдением технологических требований. Закрепляем стык в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте сварочный и обратный кабели, что Вы на них не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову), убедитесь, что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит начальство, начните сварку стыка с самой длинной прихватки, на ней вы разожжёте дугу, проверите правильность стартовых настроек и с неё же поведёте корень. В ином случае не мудрите. Вообще, начинать можно с любой точки, главное-сваривать противоположные секторы стыка поочерёдно. Корневой проход. При сварке корневого прохода не старайтесь добиваться идеального внешнего вида-главное –сплавление кромок и величина обратного валика. На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода. Добиваемся горения дуги внутри трубы с формированием обратного валика и характерным фыркающим звуком горящей «навылет» дуги, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козыряют”, в этом случае-останавливаем сварку и делаем в месте останова УШМ так называемый “заход”-местное утонение окончания шва. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас тепловым расширением стянуло кромки (на жаргоне "слепой стык". Зачастую его можно «продавить» на бо́льшем токе, но лучше прорезать углошлифовальной машинкой с диском 1,6-2.5 мм. «Косячный» электрод откладываем и берём другой. Не нужно их экономить, если стык не пройдёт контроль, вы будете готовы отдать очень много, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 8 часов (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование электрододержателя чтобы на максимально низком токе обеспечить горение дуги. Выводя на 10 часов по условному циферблату желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги можно полностью срезать, либо оставлять-это зависит от конкретной технологии сварки и области производства. Выходя электродом с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполняющие проходы Заполнение–это гораздо проще. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться УШМ с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное—не переоценить свои возможности. Да, некоторые марки электродов с короткими вязкими шлаками позволяют набрать “жирную” ванну, но, при перегреве металла (который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, которые в худшем случае останутся незамеченными, а значит–неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их УШМ до полной выборки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовочный проход. Облицовочный проход всегда на виду-зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно занять удобное положение– максимально группируемся, используя доступную точку опоры, Вас не должно болтать и потряхивать от мышечного напряжения. И забываем про весь окружающий мир, с этого момента Вы- робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и сложной каллиграфии, коей грешат некоторые пособия. Чем проще-тем лучше. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавления и недопущения подреза, не забывайте, что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается, как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя, явно заметная грубая чешуйчатость, необходимо прибавить ток. Добавляйте ток понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У Вас должна образоваться ровненькая, малозаметная точка без кратера. Шлак убираем зачистным абразивным кругом. «Замки" запиливаем УШМ/ПШМ аккуратно их закругляя, убираем брызги. Чистить околошовную зону, как правило, допустимо только металлической щёткой. Ждём результатов контроля и радуемся полученному результату, или исправляем выявленные дефекты, анализируя свои действия, если что-то пошло не так. P.S.Материал с нового ресурса ТопВелд, сайт допиливается, поэтому не всегда пока доступен.Там много всякой интересной инфы, по мере публикации буду что-нибудь подтягивать...1 балл
-
Если изначально понять, для чего нужен зазор, впоследствии не возникнет сомнение в его необходимости. Зная свойства дуги (проплавляющие способности, магнитное дутье, плотность тока) представля, что такое "доля участия основного металла в сварном шве" - появится опыт формирования притупления и угла раскрытия разделки...1 балл