Лидеры




Популярный контент
Показан контент с высокой репутацией 26.08.2023 во всех областях
-
Зимняя вишня. 5,5 лет
 2 балла
2 балла -
Для начала можете ознакомиться с СТО 00220368-012-2008, диск 17"не особо большой, можно и без подогрева2 балла
-
Я не против подогрева ,,,,, но вот сейчас совсем другая дуга на сварочных аппарат и если раньше без балансов , частот АС тока , и форм волны сварщику например при сварке уха КПП Волги надобилось ставить почти все 300А тока и греть секунд 30 пока появиться ванна , то теперь можно вполне обойтись 230 А и ванна появиться через 5сек , так как вольфрам относительно острый и концентрированная дуга , в былые времена она была размазана да и вольфрам на кончике был в полужидком состоянии . Да и вот иногда подогрев может и сюрпризы поднести . ______________________________________________________________________________________________ Однако подогрев листов для сварки некоторых сплавов следует применять осторожно. Например, при сварке толстолистовых алюминиево-магниевых сплавов допускается подогрев до температуры не выше 100 — 150°С. Более высокая температура подогрева может усилить пористость шва за счет выделения из твердого раствора магния и образования при этом водорода по реакции Mg+H2O→MgO+2H. Кроме того, при сварке подогретого металла (алюминиево-магниевых сплавов) снижаются механические свойства сварных соединений. При аргонодуговой сварке алюминия и его сплавов борьбу с порами ведут с помощью окислительной атмосферы. Наилучшие результаты получаются при добавке к аргону 1,5% кислорода. Окислительная атмосфера в районе поверхности сварочной ванны не дает водороду растворяться в металле, поэтому поры к концу охлаждения шва не образуются.1 балл
-
Надо учитывать теплопроводность и скрытую теплоту плавления алюминия. Повышенные токовые режимы приведут к локальному перегреву металла в начале сварки. Так же без предварительного подогрева увеличивается риск возникновения трещин в околошовной зоне.Предварительный подогрев нужен,особенно при сварке AlSi9Cu3(Fe)- это поддоны, блоки и т.д.1 балл
-
Интернет в помощь, как вы выше писали, если вы не в курсе, то сталь содержит углерод в разном процентном соотношении, отсюда и разрабатывается технология сварки, по алюминию габаритом называл массив, ну к примеру блок двигателя, те же диски большого радиуса рекомендуется подогреть перед сваркой. Есть общий нагрев, есть локальный, опять же интернет в помощь.1 балл
-
Наделать резьбовых несквозных отверстий с диаметром резьбы не позволяющей ломать там метчики. Отверстия выполнять в шахматном порядке, чтобы не спровоцировать трещину по концентраторам напряжений. Поставить заплату с герметизирующим материалом (резина; герметик) по вкусу и возможностям (потом всегда можно снять и поменять). Данный способ чем хорош - он обратим. Всегда можно вернуться к начальной стадии. Если начать со сварки чугуна на потолке, то с большой долей вероятности можно получить приличный скворечник, в который и ворона залезет. И вот такой перфоманс потом заплаткой исправлять будет ой как непросто. И еще способ попроще. Подвесить ведро под течь, собирать масло и заливать обратно (для эстетов - можно насос подкачивающий поставить). Такая система смазки называется "с сухим картером", в спортивных двигателях применяется повсеместно.1 балл
-
Тогда доливайте масло...С большой долей вероятности, при таких исходных данных это выйдет дешевле...1 балл
-
Ну это как сказать и думаю нагрузка иам есть и не "хилая" . Да не как не добьетесь , и соблюдение технологий по сварке чугуна все же должно быть если хотите чтобы буровая работала . Все очистить и разделать и вижу по последней фотке что его уже варили , ну и чугун варят в горизонте , текуч он очень и по сему трещину надо уложить горизонтально , подогрев (не ужели лампа паяльная в дефиците?) ну и маленькими стежками с проковкой и т.д и т.п.1 балл
-
Когда не из чего точить (нет такого кругляка), но очень хочется.
1 балл
-
Отпишусь о своем комплекте, которым в основном снимаю постановочные коммерческие студийные интервью и делаю из этого ролики для компаний. В комплекте на данный момент имею Canon m50 - 3шт. Штатные объективы к ним, для студийной съемке более чем хватает Всякие разные штативы, даже есть отличный совецкий штатив для пленочной кинокамере, тяжёлый и мощный. Обменен на 2 литра спирта (который тоже иногда делаю) Звуковая составляющая предоставлена радио петличками BOYA + проводные печетлички + отличный рекордер ZOOM P4 Свет простой, два больших софита по четыре лампы + рисующие софиты поменьше несколько штук. Есть в наличии стедикам MOZA, пользуюсь редко, в основном на выездах, на мероприятиях Телесуфлер на камеру. О!!! это просто офигительная вещь, когда нужно людям говорить много текста, после покупки суфлера, время монтажа сократилось раза в три. Ну и всякая мелочевка. На оценку "почти отлично" знаю ПО Adobe After Effects Adobe Audition Adobe Premiere Adobe Photoshop
1 балл
-
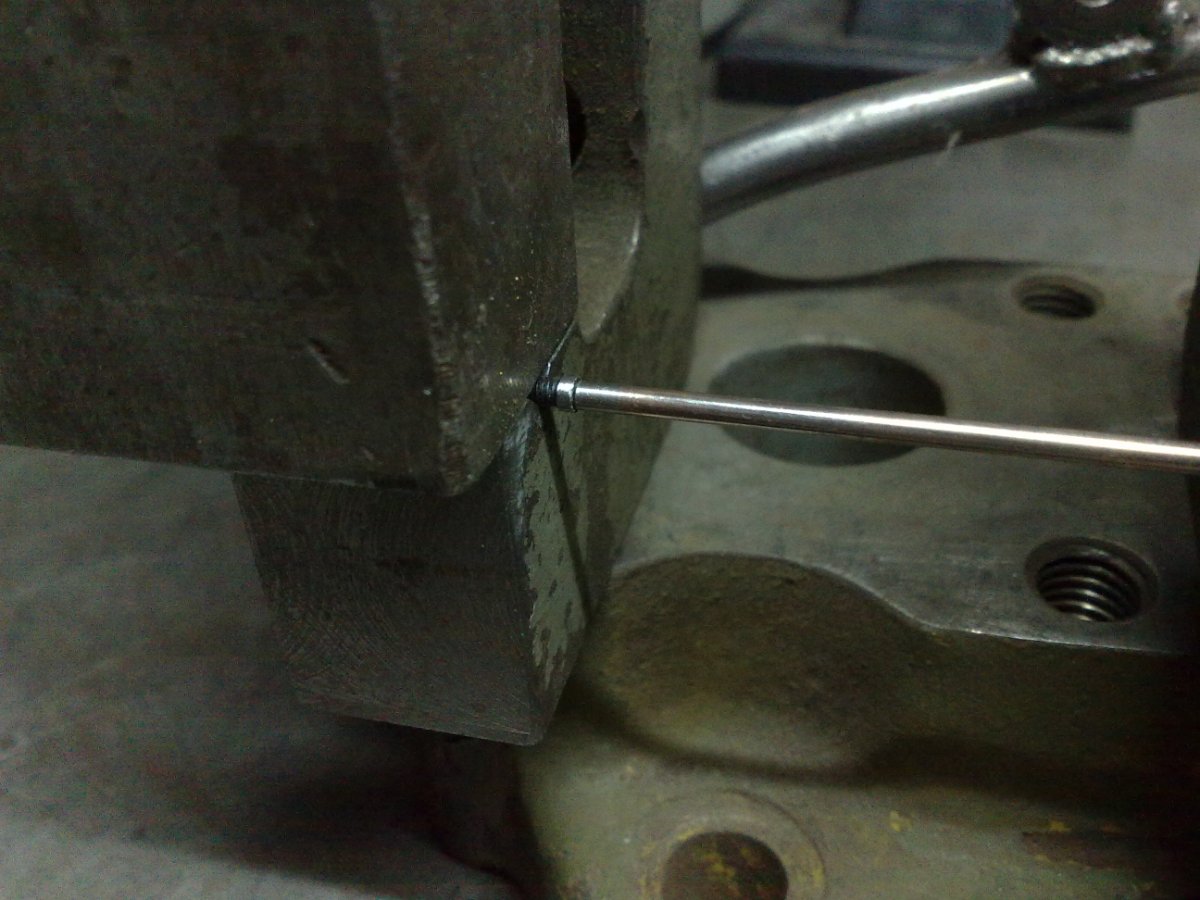
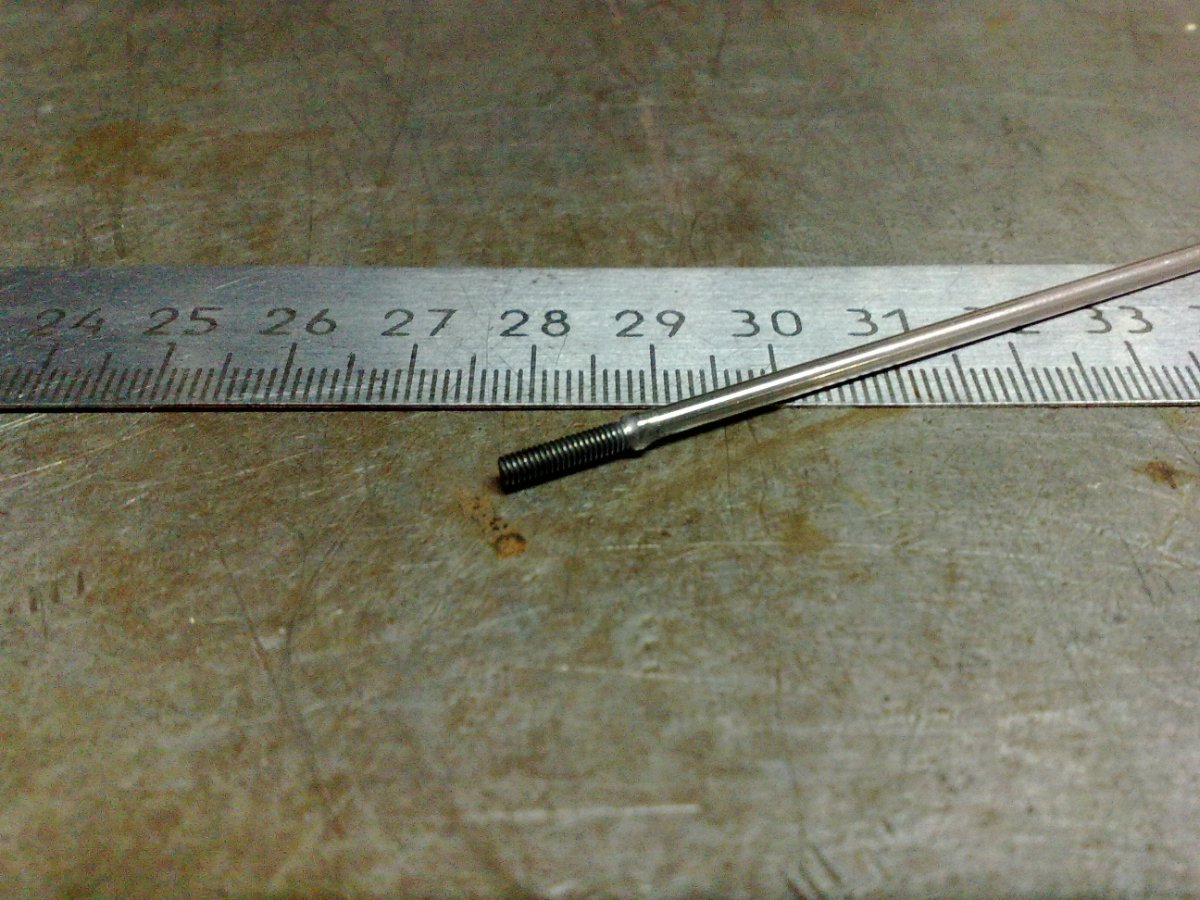
Очередная мелочевка. Приспособление для измерения/регулировки угла опережения зажигания с прерывателем в системе зажигания. Корпус: свеча + втулка. Стебель индикатора: винт М2,5 + стержень D2,4. Можно было конечно резьбу на стебле и нарезать, но не нашел плашкодержатель под такую мелкую плашку. Да и на хрена резать, когда сварка есть. Корпус варил автомат (телом), стебель (телом) - я.
1 балл
-
Будни сварщика-гинеколога, с иллюстрациями. Нерадивые юные литейщики алюминия пролили алюминий на спираль (фехраль). Само собой алюминий растворил спираль, в нескольких местах. Я один раз заварил полуавтоматом (ТИГа в то время не имел), в надежде что в ближайшее время заменю спираль. Но ЗИПовскую спираль не нашел (нерадивые литейщики и спираль просрали). Сварки полуавтоматом хватило на несколько десятков циклов, потом окалиностойкость 08Г2С закончилась. Пришлось ТИГом варить. Сварка своим телом. Где своим телом не получалось, варил с присадкой фехралем. Печь СНОЛ-1100, проем камеры 170х115. Горелка W26. Линза №16. Ток 20-25 А.
1 балл
-
Как то неожиданно стал обладателем ЭвоТИГ 350РАСDC-бац -и готово!Да еще и с кулером....С небольшими проблемками-но есть родной сервис-решили проблему в пару часов.... Самое интересное-мне он так-то не нужен. Ремонтами я не зарабатываю, но упускать столь выгодное предложение было не с руки...
1 балл
-
Доброго времени суток. Бак 800л, оторвало перегородку. Вскрыл, поправил перегородку, обварил, кто-то две перегородки до меня выдрал, так как следы старого шва есть, а перегородок нема. Заказчик отказался на изготовление новых, сказав чтоб только вварил оторванную. Проварил вкруг п/а, боковую крышку стыковал уже затемно, не было возможности хорошего фото. После опрессовка, добавил латку и бак к утру был готов. jpg jpg
1 балл