Лидеры




Популярный контент
Показан контент с высокой репутацией 17.10.2022 во всех областях
-
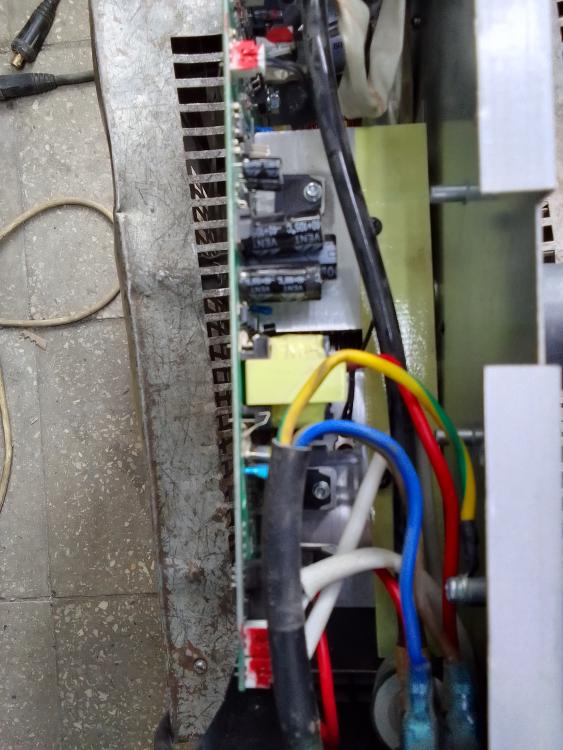
Всеми любимая Вега мини МИГ 200. Выбило силовые транзисторы. Аппарат попадает к нам в ремонт, но не скажу, что часто.
 6 баллов
6 баллов -
Сергей... ну ты же умный человек ! На всю хню не поставишь защиту. Да и не всегда в массовых партиях она точно настроена. А люди именно этим аппаратом валяли по максимуму. Выжимая всё, что можно, так как до этого привезли нам на ремонт 350 амперный ПТК МИГ аппарат. Мы им отдали из ремонта этот ПТК, а они нам Вегу со словами, не выдержала долго взамен этого.4 балла
-
Разница заметна, алюминий аж выворачивает в ванне, даже самый грязный, и после зачистки щеткой можно сразу заварить уже без всяких лезущих пор, но глазам не комфортно, я вообще не люблю работать в пульсе, и тут примерно так же получается. На обратной полярности много тока не навалишь, а у нас толщины бывают далеко за 20 мм, масляные радиаторы от бурильных установок, и от 100 тонных самосвалов, я паял кастолином соты, используя резак в качестве горелки, по этому и заказывал 500 а аппарат.3 балла
-
Добрый день, низкая частота нужна, как верно объяснил Сергей на сплавах силумина, грязных, замасленных, и чем ниже частота, тем сильнее колышет ванну, сильнее дегазация. На работе 500 Сварог, там вообще от 5 Гц частота переменного тока. , а так как я больше по ремонтам всякого убитого и поломанного, мне это очень актуально.3 балла
-
@tehsvar, давно уже. Эверласт он сразу назад отправил. Хрень полная. А потом на Авито подврнулся EWM, за пол цены официалов. Михалыч его и взял. Потом даже горелку родную нашёл. Но сейчас китайской пользуется. Она реально удобнее. Мягкая, лёгкая. Я иногда захожу что нибудь по мелочи для дома сделать. Кстати, недавно ПА, китайца импульсного взял. Викинг, если не ошибаюсь. Правда уже в сервис съездил. А так, вроде неплохо работает. Хелви, Викинг, и клоп Вега.3 балла
-
@copich, обсуждали это уже где то. Сварка сплавов с высоким содержанием кремния. Нужен или подогрев или очень размазанная дуга. Чтобы пор не было. Подогрев не всегда удобен. Синус, а лучше пила, даёт на 25 герцах дугу, на метлу похожую. Очень выручает. Граверс 315 этим хорош. @Luza, если не ошибаюсь, у этого EWM нижняя 50 герц. У друга такой. Поэтому он иногда Гроверс включает. Хотя и правда навороченный. И ток на всех формах 230 ампер. У Гроверса на пиле только 170.3 балла
-
А причем тут защита? На сколько хватает моего взора в различной электронике, чем дешевле детали, тем менее стабильные у них характеристики или просто не соответствуют им. Плюс, ПВ аппарата еще ни разу не встречал как опцию позволяющая делать ограничение. Следовательно, перегрел, в лучшем случае аппарат выйдет в тепловую защиту, а не успела тепловая сработать, транзисторам кирдык. Поэтому сила в китайщине горит чаще чем в европейщине по причине отсутствия запаса. Еще очень тонкий момент, где и как стоит теромзащита. Т.е. при некотором стечении обстоятельств, наружный воздух холодный, термодатчик на радиаторе далеко от нагреваемых элементах, взрыв силовой от перегрева вопрос времени, т.к. за счет радиатора, не успевает добраться критическая температура срабатывания датчика. Так же, если взять термопасту, то в компьютерах используется MX4, а нынче так вообще, жидкое безобразие в виде жидкого метала. А если взять сварочник, то типа банальной КПТ-8. Иностранная паста, типа КПТ-8, она остается эластичной достаточно долгое время (3-5 лет). А вот нашинская, за год дубеет. А если ее и подогреть хорошенько, то и за месяц может буду дать, а следовательно и перестанет работать. Статистику размывает загрязненность аппарата. Когда не продувают своевременно. Тут поди разберись, от пыли сдох бобик или от перегрева. Но иногда в некоторых аппаратах по косвенным признакам, причина очевидная.3 балла
-
грязный ... возможно, для выжигания грязи, это поможет. Сам на это обратил внимание. Но как действовать, рассматривается каждый раз в частном порядке, в зависимости от изделия. Но и при этом, лично у меня не было надобности падать совсем в низкие частоты, хотя и не было изделий аналогичные вашим. Для обратной полярности применяли не обычную горелку. Ну и алюминий был чистый. Магниевый сплав и кремниевый. Магниевый легче переносил процесс, а кремниевый быстрее начинал кипеть. Плюс алюминий был чистый от слова совсем. Т.е. ни масла ни грязи, травленый. Но в моем случае, закипание, как я понял, от перегрева было ( о чем в книжках понаписано, но как уйти от этого ни слова). Тока было 250-300А. Толщины варили 15 - 20 мм, за один проход. 15мм на ура получалось, что магниевый сплав, что кремниевый. А вот 20 мм, нюансы вылазили, в виде баланса температуры нагрева\перегрева алюминия в следствии чего и было порообразование. Да, они все вылазили на поверхность, но от этого не легче, т.к. результат другой ожидался ))) . В любом случае, ваш опыт, это информация, которая ни когда лишней не будет. Чему вам благодарен.2 балла
-
@copich, во первых, чем ниже частота, тем дуга размазаннее. Это даже по напряжению видно. При снижении частоты уменьшается напряжение. Не сильно, но если учесть распределение падения на катоде и столбе, то понятно, что плотность тока в собственно дуге снижается. Из за этого зона нагрева больше, соответственно скорость охлаждения меньше. То же самое даёт и переход с прямоугольник на синус, а лучше на пилу. Мы когда то с этим конкретно разбирались и проверяли на практике. Ну а во вторых, @Luza сказал о воздействии низкой частоты на расплав. Чем ниже частота, тем сильнее расплав колышется. "Помешивая воблою в бокале, чоб вышел газ - от газа он блюет..." В. С. Высоцкий. Если газировку взболтать, газ из неё быстрее выходит. Я поэтому и спросил про разницу между 25 и 5 герцами. Там уже концентрация дуги вряд ли будет уменьшаться. А вот колебания ванны будут увеличиваться сильно. В пять раз больше время, соответственно и перемещение гораздо больше. Насколько, посчитать не берусь, слишком много факторов. Ну, судя по результату, этого вполне хватает.2 балла
-
я работал на обратной полярности, в режиме DC где на электроде +, на детали -, и там визуально видел как алюминий кипит, мелкие пузырьки, только в путь. Поэтому, низкая частота как предотвращение дегазации, не сильно понимаю как может помочь. Но как информация к размышлению принята. При возможности надо будет попробовать. Спасибо!2 балла
-
@Luza, а разница между 25 и 5 герцами в работе ощутима? Ниже 25 глаза будут очень быстро уставать. Смысл в 5 есть?2 балла
-
Ну верхний порог 200 устраивает, а нижний бы от 20 -30 хотелось бы.2 балла
-
Именно в этом от перегрузки.2 балла
-
а зачем больше, если не секрет? Более 150 Гц не использовал. В последнее время так вообще ниже 100 Гц работаю (60-80).2 балла
-
Потому что ну не хотят аргонщики с таким другом расставаться . Вот я скрепя сердце продал и по нужде ,,,,, а теперь очень жалею и вот Форсажом варю а вспоминаю Селко добрым словом да и подумываю не прикупить ли мне снова друга1 балл
-
@selco, Bohler Uranos 2200 AC/DC Этот кемпи я крутил в прошлом году, видел. тогда же крутил и варил на ЕВМ. Последний круче в настройках. А вот селко круче по настройкам всех этих ребят. Как это им удалось, еще за долго до ....!? Нужно узнать ценник на него.1 балл
-
Есть же Гроверс. С техподдержкой и представителем на сайте. Лично пользую 2 года Тритон алютиг 250. Заявленный ток выдает. Измерено! Регулировки -адекватно.Возможностей достаточно: микс АС,баланс токов по полуволнам, старт с положительной или отрицательной полуволны,форма тока,частота АС.... Из недостатков-не пробовал пивные банки сваривать .1 балл
-
Проверено - Edon, сундук рабочий. С 2015 "и в хвост,и в гриву". У меня всё Эдон,от сундуков до болгарок,шуруповертов и плазмореза. ММА тоже Эдон.1 балл
-
@selco, Валера, даже спорить не буду. Потому что, во первых, я это самолично проверял на практике, во вторых, это хорошо согласуется с физикой процесса. И то, о чем ты говоришь лишь подтверждает сказанное мною. Ты не потому варишь толстой на низкой частоте, что дуга больше тепла выделяет. Выделяет она ровно ток на напряжение умноженное. А потому, что на толстом надо зону нагрева шире иметь. Иначе ты центр перегреешь, а провар на будет. А на тонком дугу сжать надо, иначе широкое пятно нагрееш и оно просто провалится.1 балл
-
Наверное применялась советская горелка для сварки на постоянном токе обратной полярности? С водяным охлаждением электрода? Такие были в армейских ПАРМАх.1 балл
-
Он вместо Эверласта ЕВМ купил ? Ну, молоток ! Рост явный !)))1 балл
-
@tehsvar, ну да, ты прав. Дураку стеклянный не надолго. Вега - бюджетный аппарат. Для дома, для жестянки. Да, им можно пару шестнадцатых швеллеров разово сварить, если очень надо. Но не более того.1 балл
-
интересно, а почему нужна такая низкая частота? В древних книжках и по опыту, чем толще железяка тем ниже частоту выставлять нужно. 50 Гц вполне хватает для работы с толстыми 6 - и более мм толщины. Так же и для электрода эта частота не смертельная, в противном случае и баланс наверное не спасет от перегрева электрода. Я думаю, что в старых аппаратах 50 Гц обусловлено в основном схемотехникой аппарата. Но ни разу не слышал ни от одного сварщика, что им нужно ниже, ну может и привычкой сварщика обусловлено. Но у вас какие задачи, что заставляют желать более низкой частоты переменки?1 балл
-
А в Аргентине сейчас весна . А у нас осень. Тоже открытие сделал. Готовимся к зиме. Собираем поздние яблоки. Просто красота. Можно было бы не снимать до морозов. Дерево без листьев и с яблоками. Красными.
1 балл
-
Люди ищут выход всегда. Дорогущий (почти как моя ипотека ! ) японский аппарат для восстановления лопастей турбин охлаждающего контура. Но тоже ломаются. Продавцы отказали в ремонте, сославшись на санкции и невозможность ремонта в России без схем и запчастей. Владельцы аппарата оказались мои старые знакомые. Просто потерялись с переездами. Весьма удивились, увидев меня. Пришлось заняться этим девайсом. Аппарат включался, но не работала ни одна функция. В нём и контактная сварка и ТИГ. Это всё с проциком и в микросекундах. Так как не знал принцип его действия, то первый день разбирался с тем, как он работает и как вообще разбирается. Потому как собран он весьма интересно. Просто и в то же время сложно. (Всё гениальное - просто !) После с внутрянкой разобрался, чтобы понять, что к чему и как включается. Один инвертор работает на два подключающихся в зависимости от типа сварки, выходных контура. Управляется контроллером с панели. Сначала запустил включение, стала работать контактная сварка. Приехал сварной из этой компании, объяснил как должна работать ТИГ сварка. Его чёткий и точный рассказ и стал нужным штрихом для завершения ремонта и восстановления ТИГ функции. 5 дней вместе с проверкой и аппарат работает.
1 балл
-
Да без проблем, ставьте. Будет работать. Только смена полярности тут как бы не получится... У этого аппарата переменка на выходе и переключение выходов ничего не изменит. Там так и будет переменка.1 балл
-
@Кулак, Вот так понимаю что первая фотка с "грязным" баллоном ? И не вижу криминала со стороны газа , довольно чистенький шов, только вот зоны катодной очистки практически нет и только в начале швов и тут может влиять на сие баланс , и странно почему аппарат отказывается с ним работать . На второй фотке прихватки что слева не совсем чистые но это может и скорее не от газа мал предгаз или не совсем качественно зачищено . правые точки чистые .1 балл
-
На балонах нет этикеток, покрайней мере на 10л, ими пользуюсь, поднимать тяжёлое мне нельзя. Две фотки есть, сори. А тут прихватки на чистом газе. Регулировки не трогал. Коллеги, я вам не смогу доказать то как он сейчас т е аппарат работает. Но для себя проблему решил! Была ли смесь, не знаю. И там где сейчас приобрёл новый газ, ребята сказали, если будет плохо свариватья везите обратно балон, поменяем, или вернём деньги. Когда спросили, что я делаю, грю лодку варю. У мол лодошники газ берут, все хорошо. За швы сори, учусь.
1 балл
-
Коллеги, всем привет. Купил аппарат Неон ВД 201 АД AC-DC. При работе по нержавейке вопросов не возникало, все отлично всегда хороший поджиг, варит мягкой, замечательно! Наступил момент, начал варить алюминий, конкретно АМГ5, присадка 5356. Зачищаю, обезжириваю, вообщем все что нужно. Аппарат не хочет работать или работает как-то через раз, на третий т д. Конкретно, не хочет выходить на базовый ток, если и выходит то с 3-го поджига, дуга не стабильная, рваная, не управляемая. Все настройки которые можно было применить, перепробовал все! Даже грешил на просадку напруги в гараже! Обратился к Алексею tehsvar, рассказал историю болезни))) Коллеги! Решение было настолько простое! Алексей посоветовал заменить газ!!! Свариваю в аргоне. Как раз закончился балон. Поменял. Вы не поверите! Буду то мне заменили аппарат! Мгновенно все встало на свои места! Поджиг с первого раза, дуга там где надо, варит очень мягко! Поменялось все, от звука сварки до зоны очистки и т д. Свариваю лодку, конкретно сейчас сварка гидролыжи, привариваю кильсоны, варятся швами не более 30мм. На 2000мм швов полно, ни разу аппарат т е поджиг не подвёл! Радости нет предела!!! Коллеги! Не торопитесь с выводами о плохом аппарате и т д. Всему виной был газ! Вот лодка что собираю. А это мой аппарат. Охлождение делал сам. Работаю в данный момент на красном антифризе. С уважением Александр.
1 балл
-
Всем привет. Купил по случаю комплект из двух горелок Искра (наплавка и напыление) и подвернулась работа ,на которой можно опробовать в деле сие чудо. В общем с одной стороны ,примерно на половину толщины ,выполнил пологую U-образную разделку и постепенно наплавил с бугорком под шлифовку.Все прошло нормально и спокойно. Затем разделал вторую сторону,но уже V-образно и вот тут допустил ошибку,судя по всему. Целый день убил,но так и не смог ничего сделать. Порошек скатывается в шарики и отпадывает,не вплавляясь в чугун. Поверхность изделия покрывается сажей и благополучно счищается металлической щеткой. Удалось наплавить на края разделки,а вот корень просто никак. По совету Александра (Миротворец) ,за ,что ему огромное спасибо ,попробовал на простой железяке и куске коллектора наплавить небольшой слой,для исключения возможных неполадок в самой горелке. Все наплавилось на обеих деталях,что радует! Только после того,как я сделал разделку под U, смог наплавить корень! Видимо в V-образной разделке происходит завихрение,которое но позволяет порошку прилипнуть и выдуват его на края! Вот такой вот опыт почерпнул! Ну,собственно фото! Жаль не запечатлел первоначальный вид слома (тупанул слегка второпях),хотя вроде и так всё будет понятно. Тапками не кидаться,это первая работа с применением данной технологии на чугуне! И жду с нетерпением комментариев от профи. Всем добра.
1 балл
-
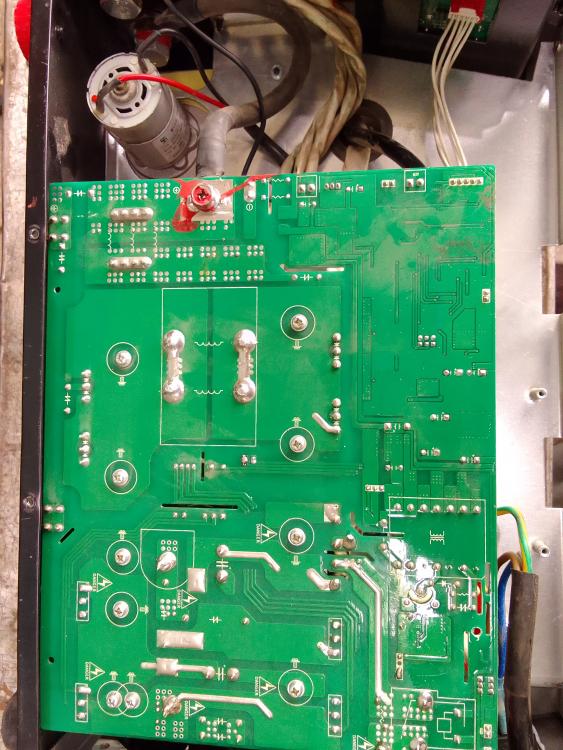
ФЭБ Магма 315. После нескольких "сервисов". Описание дефекта - как до нас дошло: - Включили Илектрики ... тут искры с корпуса, бахи и тп. После включали, не запускается. Понятно, что Илектрики в несознанке. Аппарат 220-380, но на 220 нужно подключать по схеме (она под крышкой ) на 3 и 4 контакт. 5 -й контакт - корпус. Тут же один провод на корпус, второй на 4-й контакт. Либо так фазу на корпус бросили, при 220, либо при подключении 380 на корпус фазу зарядили. На фото видно, как крышка с болтом корпуса приварилась дугой на другую стенку корпуса. Аппарат повозили по разным сервисам, напаяли там нормально ! Стандартно ! Даже на фото видно. Дефект нами найден и локализован. Неисправна плата ВИП. Её восстановили компонентно. Ну и малость сам аппарат отрихтовали, подпаяли и протянули. Аппарат восстановлен.
1 балл
-
@Robert Red, 14-го года машинка. Прошивки разные, обновлялся не раз. Сейчас, по потрохам, есть существенные отличия. Но мне, как пользователю, абсолютно фиолетово, какой фирмы транзисторы и т.д. внутри. Если габариты и вес не смущают, то достойный аппарат.1 балл
-
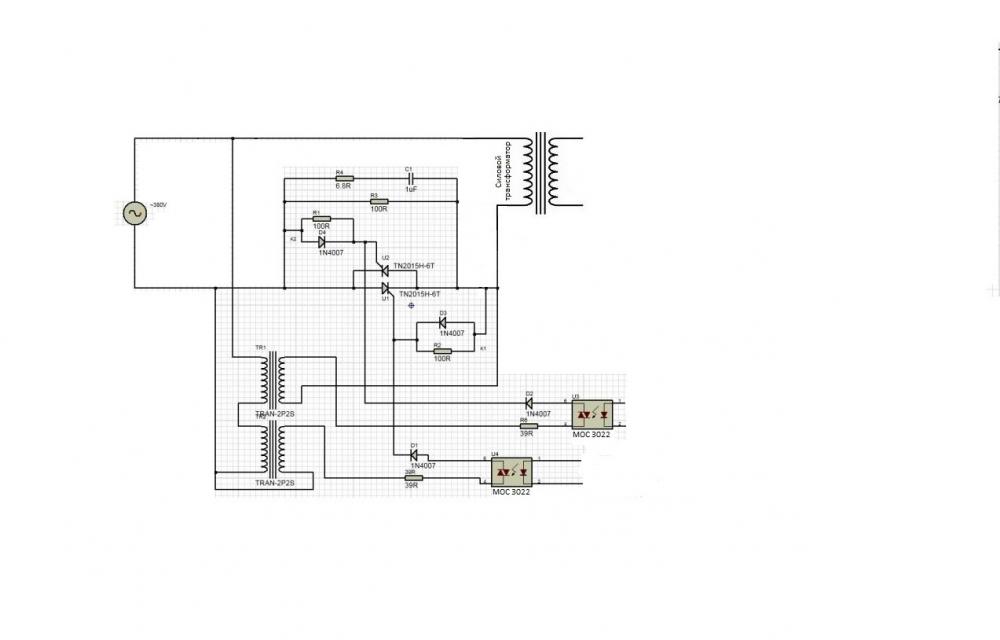
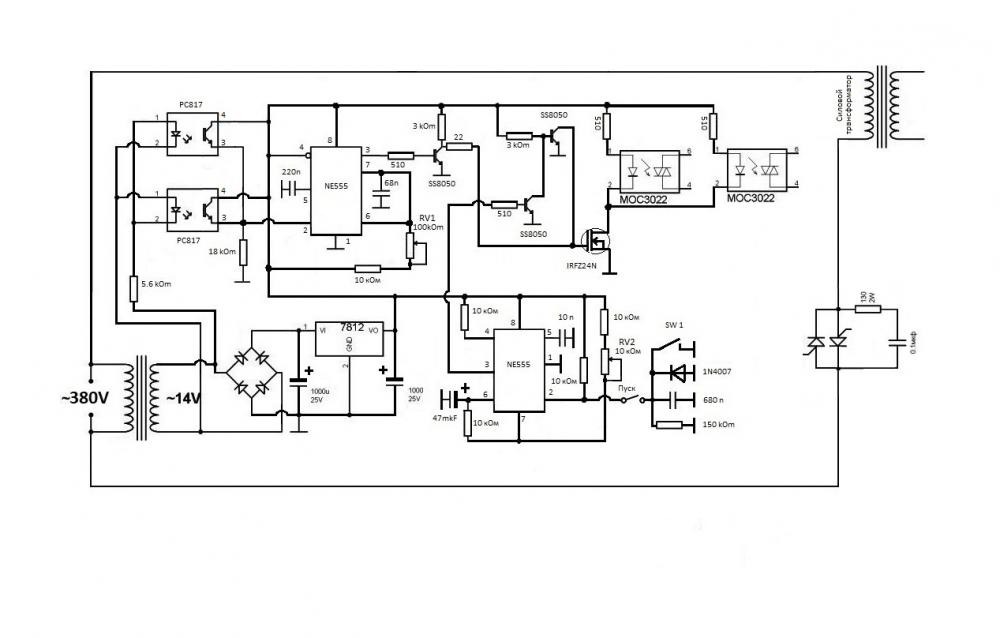
Земляки привезли споттер. Молния бахнула и усё! Выбило контроллер. На кз. по питанию. Подумал, покопался в тырнете и соорудил схемку. За основу взял выложенную на чипмейкере схему регулировки на симмисторе, но переделал под свои нужды, так как споттер собран на мощном тиристорном модуле и менять его я, естественно, не собирался. https://www.chipmaker.ru/topic/72927/?tab=comments Споттер внутри весьма похож на тот, что ранее обсуждался на этом форуме, только название GARWIN. http://websvarka.ru/talk/topic/6575-kontroller-tochechnoj-svarki-spottera/page-92?do=findComment&comment=455527 Задача была как можно проще, дешевле и надёжнее восстановить работоспособность. В схеме с симистором может регулировка мощности и работала, я не проверял, но с тиристорами изначально схема не заработала как задумывалось. Включение по переднему фронту запускало тиристор до конца полупериода, какой бы длительности не был сигнал. Это особенность работы тиристора. А в схеме логичная привязка к переднему фронту, потому ток был максимальным и не регулировался. Много мудрил, хотел параллельно ещё сигнал делать, суммировать их, вычитать, но понимал, что это всё не то. Слишком громоздко. В деревне, ночью гонял в голове схемы, как в симуляторе, и додумался инвертировать сигнал. Это оставило привязку, но дало регулировку практически от начала полупериода до конца. То есть включение тиристора удалось задавать от нужного значения полуволны и почти до ноля. При ноле тиристор закрывается сам. Единственной загвоздкой вышло то, что 555-я давала без входного сигнала на выходе ноль и инвертирование превращало его в единицу, в связи с чем споттер без сигнала с кнопки оставался включённым на ХХ при максимальном токе. Проходной конденсатор для отсечки постоянки не спасал, так как заряжаясь, он давал сигнал открывания на полевик. NE555-е сами по себе весьма надёжные. Бог с ней, пусть молотит постоянно. Двумя транзисторами сделал управление затвором полевика и открывал его только в момент запуска таймера (нажатие кнопки). Заодно ложное срабатывание в момент включения убрал, так как транзистор 8050 открывался от питающего напряжения быстрее, чем запускалась микра, блокируя затвор полевика. На другой 555-й соорудил таймер с запуском. Проверил в работе. Затем собрал всё в нормальном виде, залачил, установил. Есть и регулировка мощности и регулировка времени импульса. Но пришлось прицепить ещё три компонента на кнопку, так как при удержании оной, споттер работал постоянно. Через конденсатор, его разрядные диод и резистор, включение происходило только при нажатии кнопки и её удержание не влияло на схему регулировки времени. По просьбе хозяина установил тумблер для отключения этой цепи, так как ему именно такая функция весьма нужна для прогрева автожелеза. В итоге хозяин ремонтирует сейчас авто с рабочим споттером. Схему рисовал уже по памяти. Мог и ошибиться где, но вроде всё так. На первом фото аппарат с установленной платой и новыми регулировочными вертушками.
1 балл






.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)