Лидеры




Популярный контент
Показан контент с высокой репутацией 02.04.2022 во всех областях
-
Miners Игорь,, , С Днем Рождения!!! Самое главное здоровья !!! ну и остального чего хочеться .
 2 балла
2 балла -
Итальянский стул (на фото каркас спинки). Пока я этот каркас вертел-осматривал - он окончательно рассыпался у меня в руках. Все швы, без исключения, пришлось переваривать, причем пришлось переплавлять все наляпанные наросты-блямбы, именуемые итальянскими швами.
2 балла
-
Работа на дому, так сказать: деталь закладного элемента для ж/б плиты. Общее количество более двухсот штук.
2 балла
-
@Hlorofos, Витёк С Дём рождения!2 балла
-
Приобрёл для дополнения своей станции и горелку к ней так как не евро разьем видео сюда не заливается, работает прикольно
1 балл
-
Походу дядя храброй водички хлебнул.А контролить себя не умеет.1 балл
-
РДС выходит красивше...... Вы знаете когда я брал Хелви .....С тех пор стоит 150 горелка и режим =пульс= сопло НИ РАЗУ НЕ МЕНЯЛ .... Варить приходится от 8мм до 1.0 .....Фото дать???? Сейчас 1.0 привезли ,ящики ,петли надо сделать на крышки.......Фото моечной ванны из 4.0 выкладывал 20*1.5*1 это в метрах... сварено Хелви....сопло 150........... И еще......Копич.......Спасибо за аппарат, ваша реклама его действительно отвечает качеству........ СПАСИБО......С Уважением.....1 балл
-
Нам приходится постоянно резать различные шпильки, то для фундаментов, то для каких-то иных целей. Нарезка на токарном и леркой забодала. В заначке в самом дальнем углу у нас уже как лет 6-7 был заныкан резьбонарезной станок который никогда в жизни не работал и достался от какого-то банкрота. Вытащили мы его и Анатолий убив на него день привел его в рабочее состояние. Пришлось пересобрать электрику, отмыть смазку и грязь, протянуть, почистить итд итп. И вот долгожданный результат: Десять минут на настройку и погнали гнать резьбы нужного нам калибра. На видео режется труба - 1 1/4", время нарезки 70мм резьбы - 15 сек. . https://youtu.be/eNDxHa_CY9s1 балл
-
Случайный кадр рабочих будней. .
1 балл
-
Сегодня было первое практическое использование парогенератора - отпаривали перед ремонтом бочку от остатков ДТ. Аппарат зарекомендовал себя просто превосходно. Бочка 10м3, два танка. Время пропарки каждого танка 20мин, температура стенок цистерны на 15-й минуте = 95грц. Рабочий режим давление = 5-6 бар, температура пара = 150-160грц. . Я в восторге от нашего нового инструмента. .
1 балл
-
главный враг это влага. Поэтому где будете хранить и как это на ваше усмотрение, главное в сухом месте. Либо в плотный пакет с проволокой положить селикогель в мешочках или что с обовью продается или другие и плотно упаковать. Но лучше, если уж совсем разовая задача, то 1 кг катушку купить при надобности. Только с такой катушкой проблемы когда проволока заканчивается и маленький диаметр ее накладывает ограничения на стабильность сварки, точнее подача становится не стабильной. С 5кг катушками (200мм) такой проблемы не наблюдается. Если с влажностью в помещении порядок, то в течении года ни каких проблем. Да в целом и омедненки это касается. Она тоже приходит в негодность. В ТР220 есть пружинка (в комплекте), она используется для 1 кг катушек, поджимает катушку с проволокой.1 балл
-
@morgmail, ты огорчился што ли? Не надо, я же не со зла. Просто полистав ветку, наблюдаю агрессивную рекламу данного производителя, неподкрепленную ничем. Тут ты и Техсвара успел уличить в злодеяниях и гроверса умыть говнецом. Но ничего кроме пустословства не предоставил в защиту данного аппарата С таким же успехом, я или кто иной может трубить во всеуслышание, что это дерьмо. Так??? Тот шов (что последний на фото), кстати я помню. Это ты Лорхом варил. Страдал немец, ну что поделать!1 балл
-
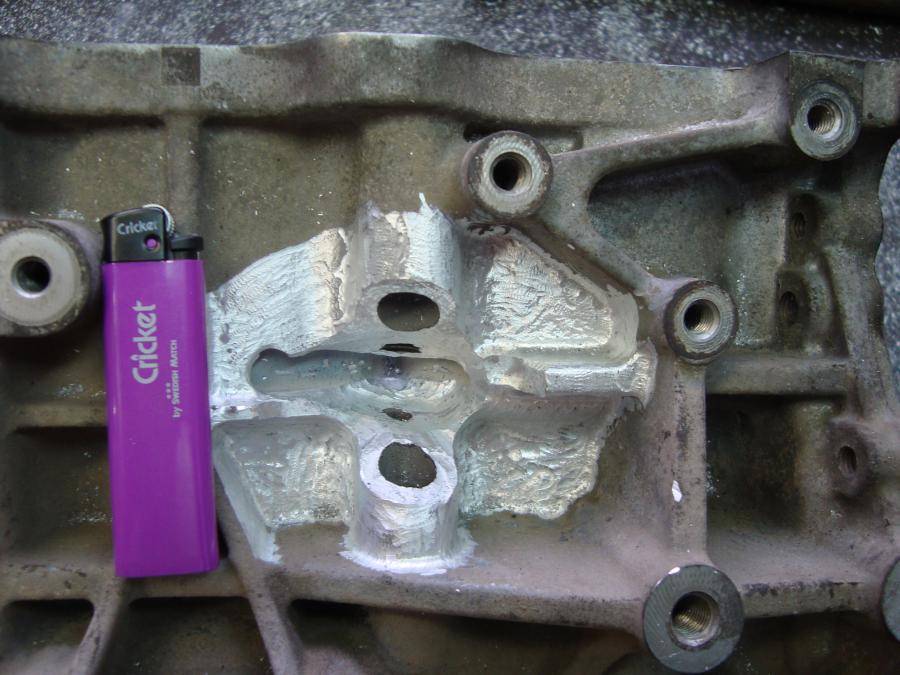
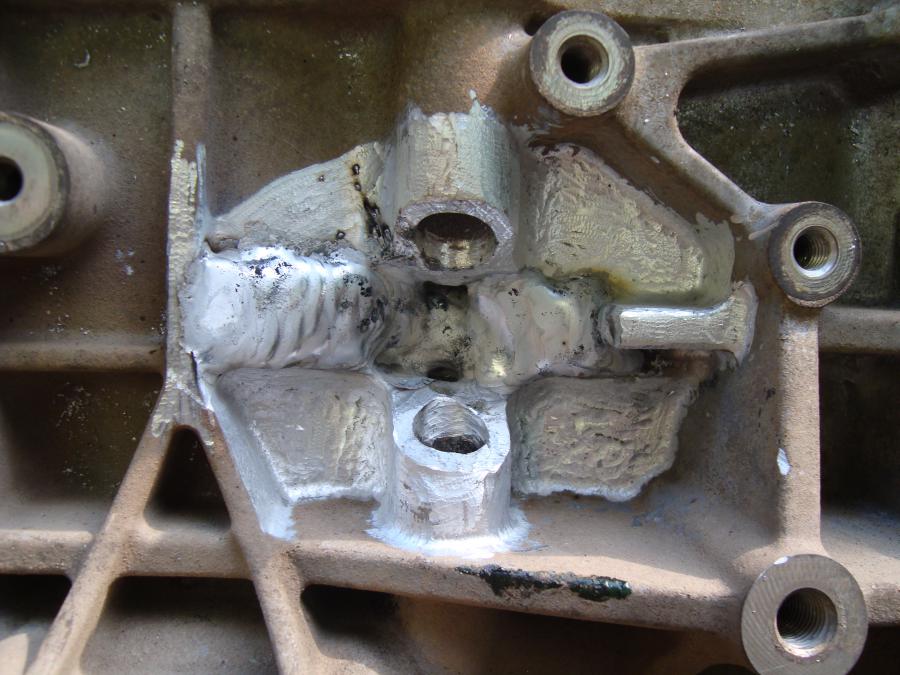
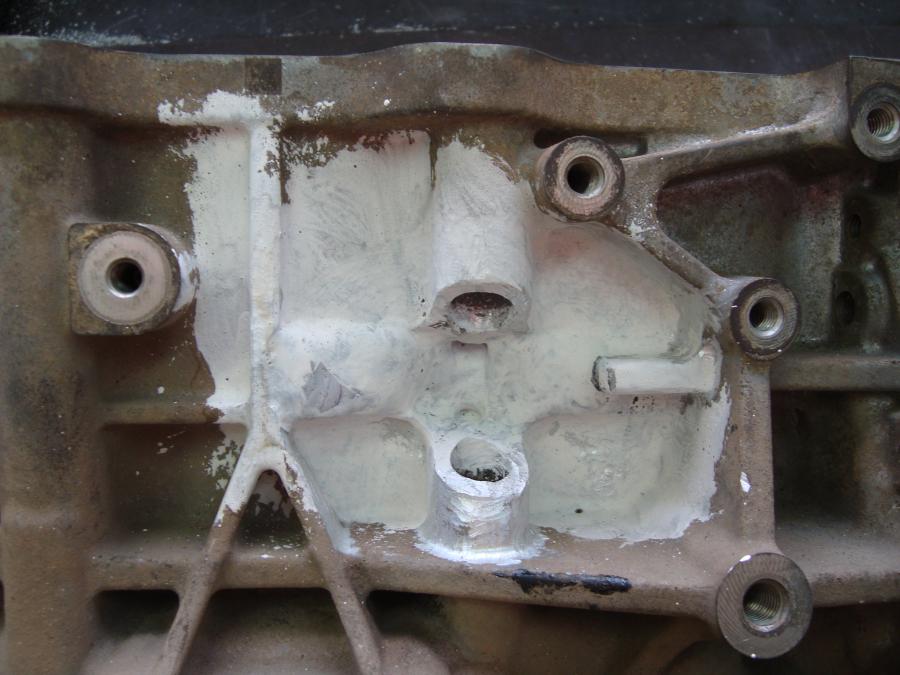
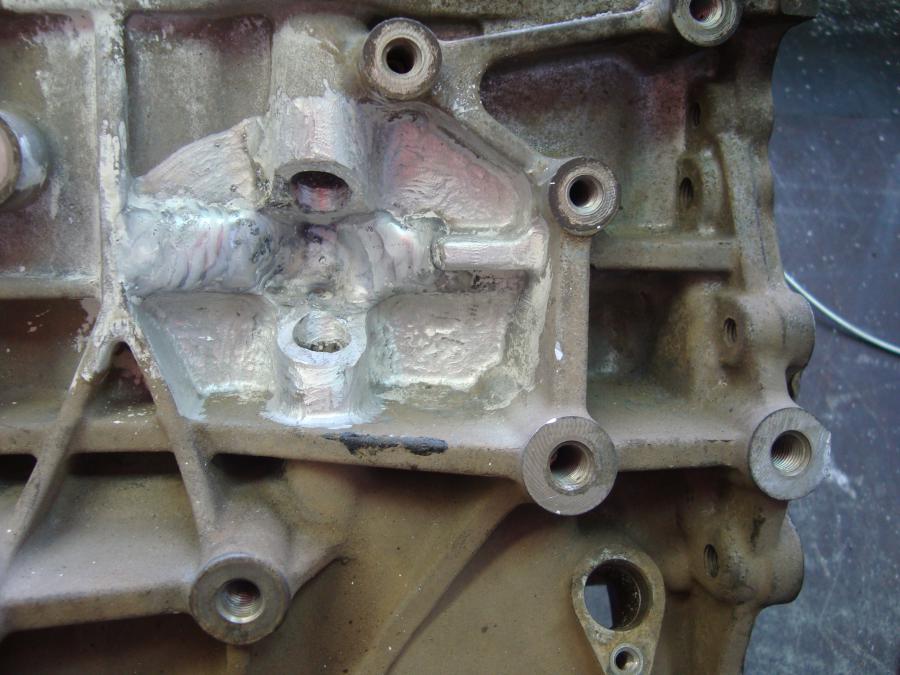
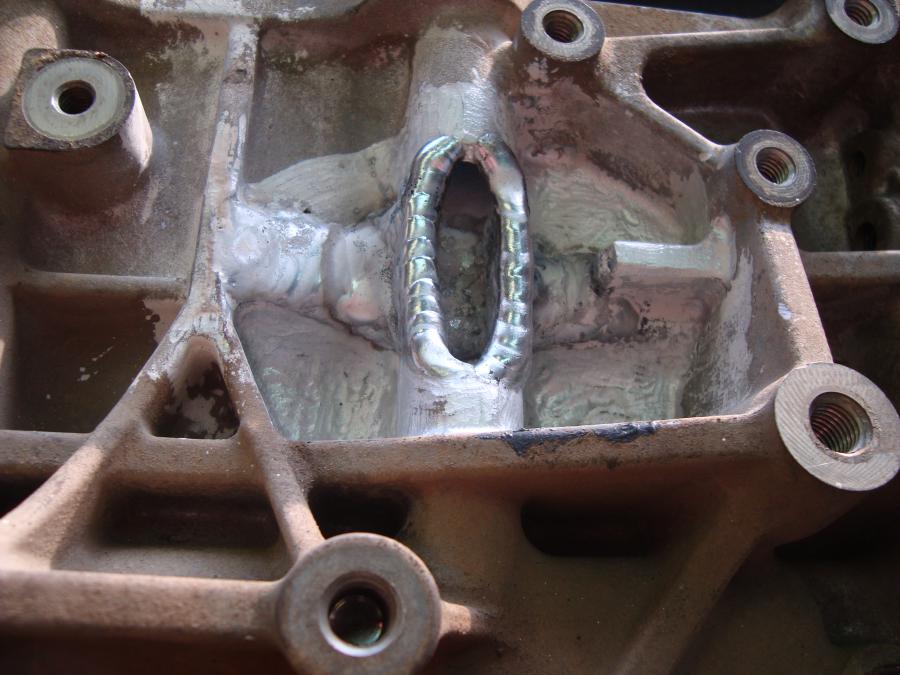
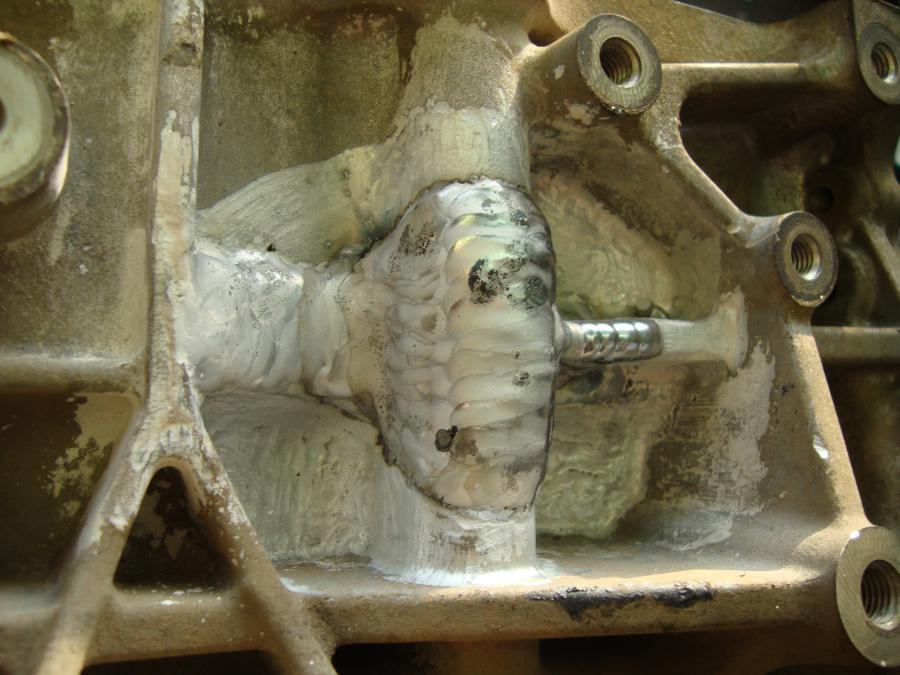
Всем привет. Зовут меня Сергей, хочу предоставить работу по Блоку цилиндров (в дальнейшем БЦ) от автомобиля Suzuki. Я постарался сделать снимки, показывающие последовательность выполняемых работ. Ниже на первых двух снимках показан БЦ с двух сторон. После опрессовки красным помечены трещины, откуда вытекает охлаждающая жидкость. Вырваны столбы (сливной масляный канал и резьбовое отверстие крепления головки). Точно причину назвать трудно: перетянули (тянули с другим моментом затяжки), попала жидкость в резьбовой канал или заводской брак литья к примеру. Многие варят по наружи БЦ и отдают. Мы же понимаем, что нам нужно добраться до последней (третей) стенки резьбового канала, который внутри блока около самих цилиндров. Поэтому отложим пока горелку (часов на 6) и возьмем дрель и шарошку . Начало разделки. Если хорошо приглядеться, можно увидеть трещину. БЦ с обеих сторон зачищен под сварку: «Выварка» рубашки охлаждения и первой стенки (резьбового канала) и опрессовка (проверка мелом на керосин) герметичности. Печь, в которой перед сваркой подогревается блок (примерно с этой работой грелся и остывал он раз 5). Дальше следует выварка полностью резьбового канала (остывание блока), и также проверка на герметичность керосином (но льем уже не в рубашку охлаждения, а в резьбовой канал). И потом вывариваем сливной масляный канал и так же проверяем на герметичность. Далее заключительные работы — восстановление ребер жесткости и наварка плоскости БЦ (так как естественно у нас все утянуло). На этом мои работы по сварке и восстановлению закончены. Дальше уже будут станочные работы и опрессовка БЦ под давлением в специальной ванне, а после — опрессовка с установленной на БЦ головкой и рекомендованным моментом затяжки. Спасибо, что дочитали до конца. Надеюсь, что не особо утомил своей писаниной... и так старался кратко все описать)). Конкурсная работа №11, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
Всегда пожалуйста. Я и сам делал скамейку, посмотрев на картинки в интернете. Разве что чертёжик на глазок прикинул.1 балл
-
Сварка блока цилиндров SUZUKI GRAND VITARA 2.4, пришлось срезать рёбра жёсткости, иначе не подлезть и токи 300-350 А. Потом ещё вылез свищ, который ни как не мог заварить(идёт пар тосола, хотя всё открыто и слито)
1 балл
-
http://websvarka.ru/talk/index.php?showtopic=3706 Вот тут посмотрите , хотелось бы конечно и побольше печь .1 балл
-
Варю все это присадкой 4043 , но предварительно , по мимо разделки , грею в печи 250 - 400 градусов (порой и не один раз , погрел проварил часть , быстро обратно в печь , и через пол часа по новой , бывает раз 5 в печи грею (зависит от объема работы) И после проведенных сварочных работ деталь должна остывать , медленно , в печи.Алгоритм приблизительный я где то уже тут на форуме писал 20-40 градусов в час наверно . Это касается и чугуна (особенно) но это отдельный разговор)). , но перед сваркой выбираю места (силовые и в первую очередь их "фиксирую" что бы на более тонких местах меньше напряжения потом было . Не скрою , бывает рвет значит засверливаю разделываю и доделываю . По трудозатратам конечно бывает порой не рентабельно выходит , долго провозишься и щас в жару с печкой семь потов сойдет , но взял блок в работы нужно отдать человеку (довести работу до конца ). Соотответственно по таким работам и цены обговаривать нужно отдельно .1 балл