Лидеры




Популярный контент
Показан контент с высокой репутацией 30.07.2021 в Сообщения
-
"Скелет" обрел "мясо", начало http://websvarka.ru/talk/topic/14981-budni-svarschika-s-illiustratciiami/?p=460141
 7 баллов
7 баллов -
Красиво и со вкусом. Мужики! Не ругайтесь.... У каждого свое мнение.))) Целая неделя продолжается с рутинной работы — как всегда кузовщина, прицепы и мелкие заказы...(трубки и трубочки, домашние товары...) Продолжается плодотворное сотрудничество )))) http://websvarka.ru/talk/topic/14981-budni-svarschika-s-illiustratciiami/?p=461069 6 + 7 +2 = 15 Сотрудничество обещает быть долгим и плодотворным )))))) В ближайшем будущем планируется усилить толстой пласиной крепление стоек ....пока 50 самокатов. )))) Люминь на пластины уже заказана. Правда погова ривают, что после усиления начинают трескать сами стойки ))))
6 баллов
-
Всякое...
5 баллов
-
@Роман А, у Вас два варианта. Либо принять на веру рекомендованные Вам марки полуавтоматом, купить один из них и по ходу движения изучать принцип работы ПА, совмещая это с практикой. Это наиболее быстрый и эффективный способ. Либо изучить принцип работы ПА в теории и после этого делать выбор. Судя по вопросам, которые Вы задаёте и по вашему пониманию закона Ома, начинать придётся со школьного курса физики. У Вас нет понятия нелинейного сопротивления цепи, а дуга имеет нелинейное. Это будет достаточно долго. И все равно, выбирать ПА придётся на веру, поскольку возможности перепробовать все у Вас нет, да и статистики по надёжности нет. Ещё раз повторяю - не заморачивайтесь. Сейчас все ПА имеют минимальную скорость подачи порядка одного - полутора метров в минуту. И напряжение вольт 11 - 12. Это Вам о чем нибудь говорит? Вряд ли. А мне говорит, что этого вполне достаточно, чтобы варить нержу 0,5 в смеси или в аргоне. Что я иногда и делаю. С жестянкой вообще никаких проблем. А дальше, как говарится, дьявол кроется в нюансах. Как ПА стартует, как тормозит, сколько брызг при сварке и т.п. А этого ни один производитель ни в каких параметрах не указывает. И что Вы по параметрам выберете? Перед Вами тут взрослые серьёзные дядьки распинаются, а Вы со своими сомнениями, как дурень со ступой носитесь. С напряжением в сети у Вас как?5 баллов
-
@Goodwin 359,Практически каждый день шесть лет не сталкивался,эфир не засоряю,удачи в наплавке ...
5 баллов
-
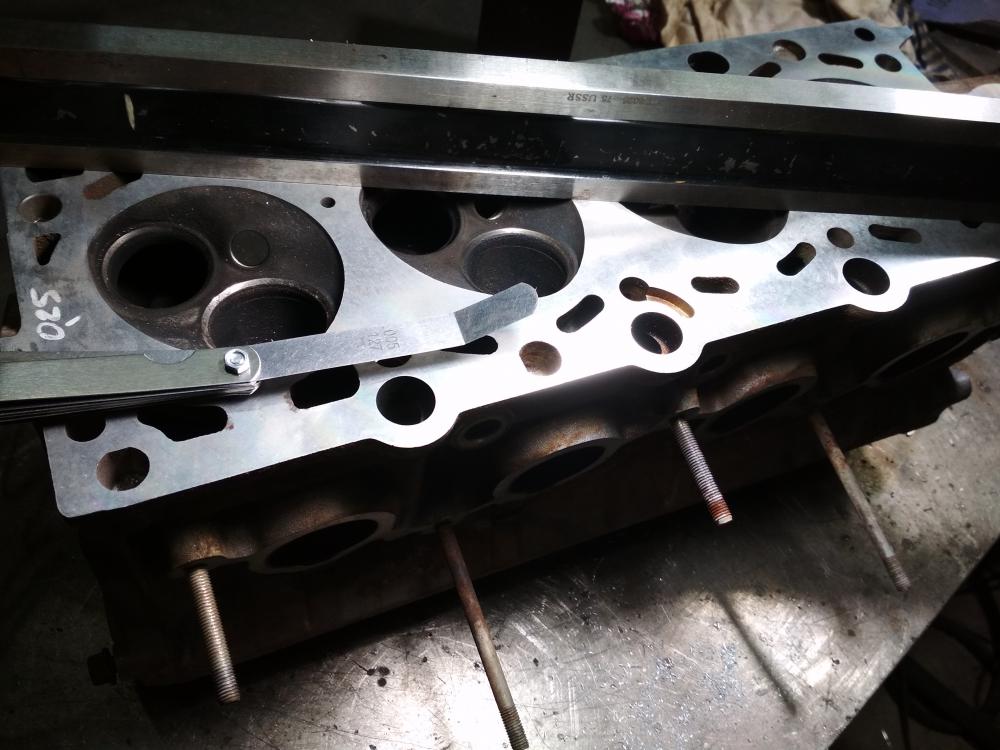
Сколько раз говорить,что порядок технологических операций должен соблюдаться, но...сначала шлифуем, потом выявляем, и...,как в том анекдоте - Сегодня все у вас получиться, но через ж.. В общем удалось избежать существенной деформации - щуп 0,005. Головка БМВ.
4 балла
-
Устраняем дефекты литья ст 30Л. Пористость на значительной площади. Корпус должен быть герметичен. ..и любимая Селма в углекислоте).
3 балла
-
@Goodwin 359, проволока св-18хма или св-18хгс, решит ваши проблемы.3 балла
-
Алексей, как там, в Священном Писании, "Имеющий уши, да услышит".3 балла
-
Нельзя просто взять закон Ома и натянуть его на полуавтомат. Нет особой тайны, просто нельзя дать вам ответ в два слова, слишком много придется вам объяснять. Разберитесь с принципом работы п/а.3 балла
-
Задача была выпилить кирпичные колонны( на фото не попали) и запилить стальные,также как получится,из того,что есть укрепить трещины фундамента.Под подшивой обнаружилось осиное гнездо,даже меня в щеку оса ужалила,но как-то некачественно.Опытным путем было открыто свойство сварочного спрея Бинцель превращаться в портативный огнемет ,который отлично справляется с мерзкими насекомыми.Рацуха однако,может кому то пригодится.
3 балла
-
@ugaida,твоя правда, херувенцией занимаемся. @Глобул, проблема в том, что не каждый, задающий вопрос, готов услышать и принять ответ. Зачастую человек, задавая вопрос, хочет утвердился в своей правоте. Даже если он заблуждается. "Тьмы истин низких нам дороже нас возвышающий обман" А. С. Пушкин. С тех времён ничего не изменилось в человеческой сущности. Юра об этом, в свойственной ему несколько грубоватой манере.2 балла
-
Мужики,вот вам всем,не лень в тысячный раз объснять,каждому прибывшему?Отсылайте читать,за 10 лет написано столько,что можно стать профессором.Но нет,вы обязаны разъяснять каждому и на 10 страниц.Пропускайте мимо,а что купить,а где купить.Честное слово,надоело читать одно и тоже.2 балла
-
Я взял Вегу, нисколько не пожалел об этом. Гнилую кузовщину варю вот прям сейчас - "моргуновку" и еще кое что. Причем и совсем гнилье, где срезать нечего. И без газа в том числе тоже. Но для этого я свою "лотерею" уже разыграл, проволоку выбрал и режимы перепробовал. Но в довесок подумываю о Торусе, причем не в плане замены веги. Не думал я когда выбирал чего я там с током делать буду, весь мой мучительный выбор и советы к нему тут же выше в этой теме и описаны. Как можно сказать вам какие режимы выставлять, ну как? Гипотетически из воздуха высосать? На Веге они одни будут, на Свароге другие, на Авроре третьи, а по ТТХ оба три друг от друга мало чем отличаются. Просто надо попробовать пощупать своми руками, поварить на разных аппаратах - и понимание придет очень быстро. Легко может статься, что 0,6 вообще не понадобится, как и ток меньше 50А по бамажке...2 балла
-
Нельзя просто бездумно увеличить напряжение, тогда мы выйдем за пределы рабочего процесса полуавтоматической сварки. Увеличив напряжение, нужно заново подбирать к нему подачу(ток) и индуктивность, чтобы процесс сварки протекал нормально.2 балла
-
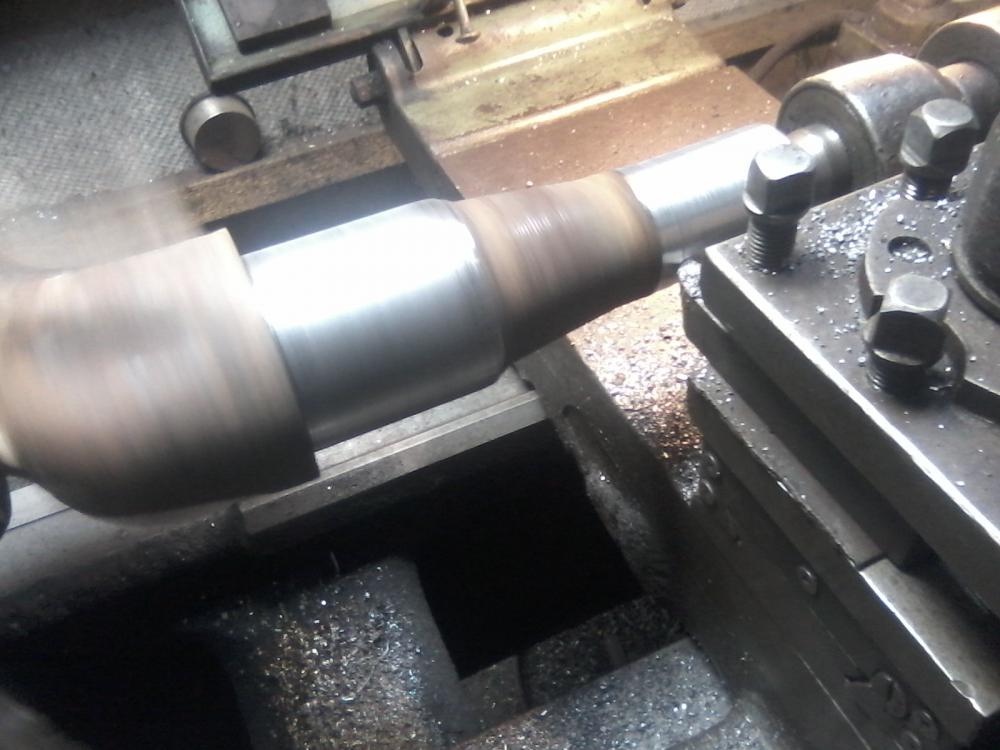
@Goodwin 359,Прочность измерить имеющимися в/на Украине приборами без разрушения вала не удалось.Все остальное ранее уже описал.Токарная обработка на 16к20ф3, пластины Таугетек,СОЖ Адрана.Режим резания не известен ...2 балла
-
Было/стало. Долго мы его ковыряли.
2 балла
-
Всем доброго! А я начал делать ворота откатные, для себялюбимого. Ни капельки не бюджетные: Все швы под зачистку, продолжение будет!
1 балл
-
А может проблема в том, что каждый задающий готов услышать ответ, но вместо этого слышит- да чё, это же знает каждый ПТУшник, это азы Азов и тд..?1 балл
-
@Victor Kotyara, Сижу, бумажки изучаю.
1 балл
-
@Глобул, поздравляю с Днем Рождения!1 балл
-
Ув.@NikOtiN, всё верно говорит. У каждой проволоки свои параметры и не нужно из них уходить. Иначе сварка полуавтоматом станет невозможна. Он именно такое понимание имел ввиду. Не только. Можно по другому перефразировать. Подачей проволоки мы и регулируем это самое сопротивление, типа как на балластнике ножи. Чем больше скорость, тем меньше сопротивление. Чем толще проволока, тем меньше сопротивление. Соответственно больше ток. А напруга в полуавтомате довольно стабильна. Я и на 70 амперах 20 вольт держал и на 140 тоже практически те же 20 вольт выдерживал.1 балл
-
@NikOtiN, Между строк читаем? При увеличении напряжения,увеличивается и сварочный ток,т.е напряжение завязано с током на полуавтомате. Это прекрасно видно при измерении оного на балласте. Просто многие считают что ток зависит от подачи. Подачей мы ток не регулируем, а только добиваемся нужного промежутка дуги для плавления проволоки.1 балл
-
@tehsvar, Алексей,ну если так по сути разобраться,ток в ПА.не производная и имеет место быть. Ведь при увеличении напряжения увеличивается и ток,подача при этом не влияет на силу тока от слова совсем. Я имею ввиду если проверка идёт на балластнике. Согласен? Поэтому и возникает путаница. Конечно при сварке подачей мы регулируем дуговой промежуток,от этого меняются и параметры тока. Но одно дело балластник,а другое реальная сварка.. Мне кажется что при сварке тонкого металла (а варить всё равно будем точками),важен сам начальный старт зажигания проволоки,и наброс тока при этом. Мягкий старт,или как он там называется.1 балл
-
В принципе - да.А так для сварки нужны прямые руки, толковая голова и чувство варки.. я так это называю. Это понимание, когда нужно отпустить металл, чуть прибавить току или убавить. Налепить проволоки и сделать точку, сварив с основным металлом. Ну и в том же духе... @Роман А, паспорта на такие недорогие аппараты пишут в России наши весьма умные сайтоклепатели и т.п. Обычно передирая друг у друга основу и подставляя свои данные. Знаю это, видел сам не раз. Когда то сам делал паспорта, но их не поняли бы пользователи и потому не стали печатать. А мне не хотелось нести хрень, да и бесплатно всё делать тоже надоело.1 балл
-
Саша, с Днем Рождения! Здоровья!1 балл
-
@Глобул, Саня, всего наилучшего, не кашляй!1 балл
-
@Goodwin 359,Лирика это цифра 12,9, которая говорит непонятно о чем.Практически можно наплавлять хоть сормайтом и резать на нем резьбу... Что лично плавил для тверденькой резьбы на чернухе- Беллер Х 70.1 балл
-
Спорное решение... Я делаю так. На второй фотке конкуренты заварили, мало того что сабля, так и сифонит весь.. -))) Обратную сторону покажи.
1 балл
-
Опять теплообменник Опель
1 балл
-
@Роман А, Вега минимиг у меня, сварщик с меня ещё тот, только учусь, банки две сварил и трубку приварил, дырки заплавил, вроде получилось, другие аппараты не пробовал не скажу
1 балл
-
@Роман А, не заморачивайтесь. Вега минимиг, Сварог реал или Гроверс энержи. У каждого свои небольшие отличия, в любом случае не прогадаете. Насчёт выбора в маленьком городе - торговлю через интернет никто не отменял. Есть проверенные магазины, Сварочные технологии, Сварыч. Гроверс, это напрямую к @tehsvar. Насчёт самозащитной проволоки - если хотите жизнь без геморроя, варите в углекислоте. Ну или в смеси, если она есть. А про самозащитную забудьте. Баллона углекислота хватает на несколько катушек по 5 кг. На уаз санитарку ушло чуть больше катушки, весь низ поменять. От пола 10 см вверх и внутри только средняя полоса осталась. На легковушку баллона точно хватит.1 балл
-
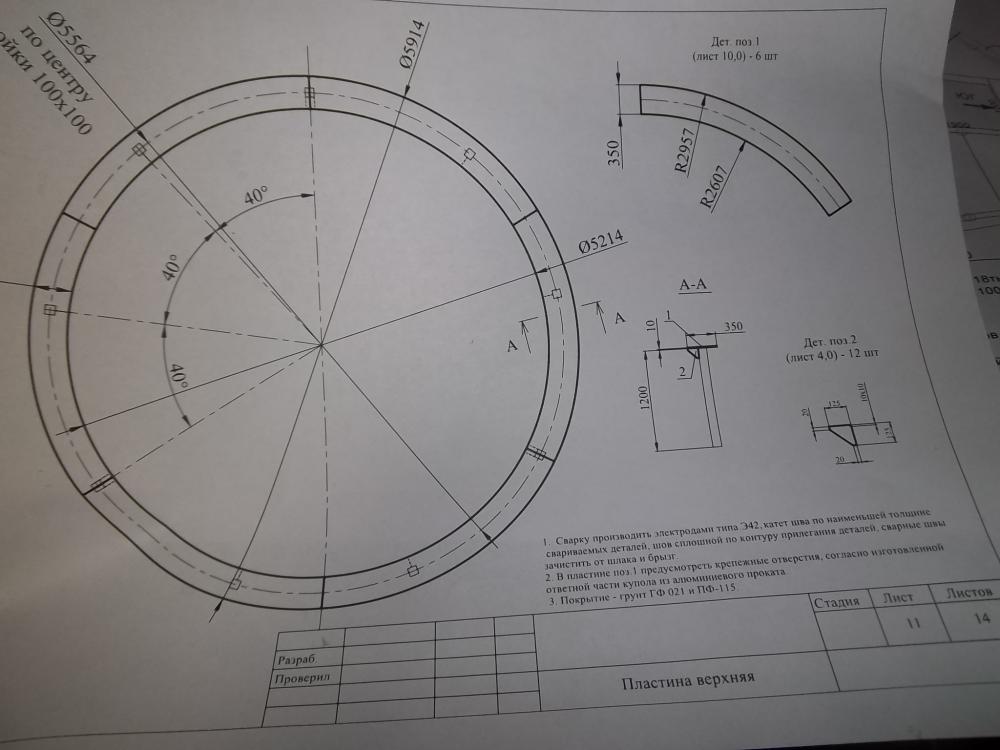
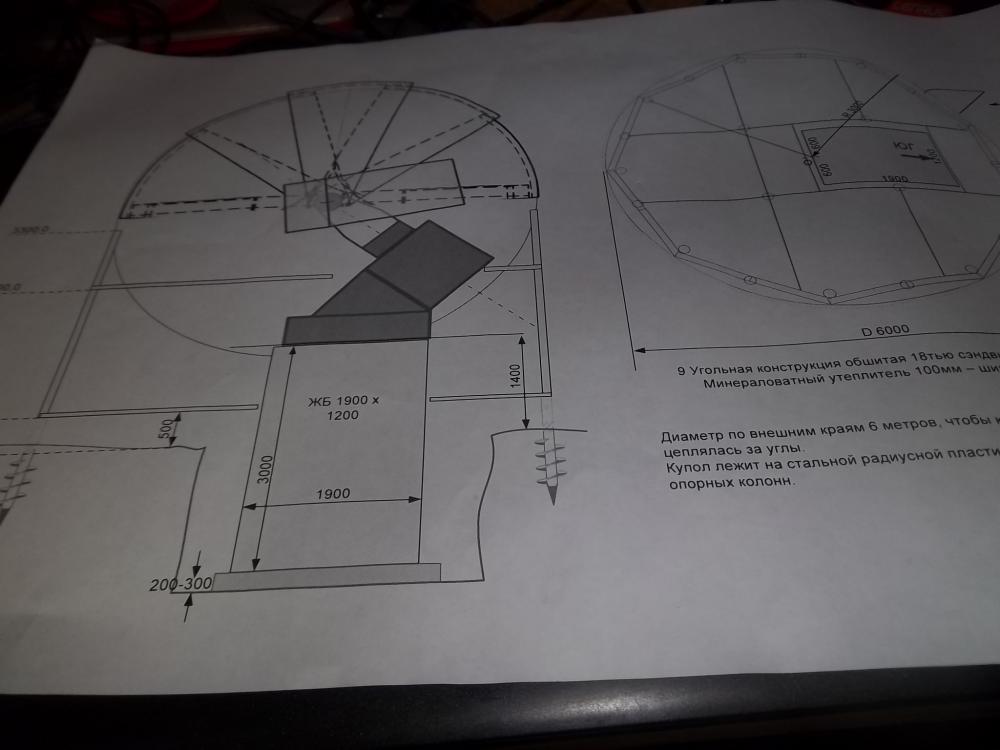
Всем привет! поделюсь своей последней поделкой, там то собственно и сварки не столько да и не основная моя работа, а вот этот сам подъёмник для моей основной работы которую делаю уже 23 года, чертежи не мои, некоторые моменты сделал по своему, что то купил что то из того что было, в общем агрегат получился не плохо, испытание прошёл, небольшую доработку уже сделал но есть ещё пару нюансов, времени мало, всё и так было сделано на быструю руку, то вечерами то на выходном между делом, но результатом доволен, в машину влазит нормально, поднимает на высоту 3,4м, тягать теперь руками не надо...песня, по мелочным доработкам пока отложил, покрасил так как ржа мометально появляется, чистить то всё равно пришлось, не хватает конечно станка сверлильного и кондукторов всевозможных, но в целом по отверстиям попал хорошо
1 балл
-
Всего две недели общественного пользования прокатными электро-самокатами )))))
1 балл
-
принцип этого подключения очень прост. при питании аппарата 380 вольт в двухпроводной системе (используя 2 фазы ) мы получаем меньшее колебание вторичного напряжения чем при питании 220вольт(используя одну фазу) При питании 380 вольт имеем более стабильный выходной ток и все....... и меньшее влияние на питающую сеть( меньше перекосы фаз)........1 балл
-
1 балл
-
@KAMA,@Александр Волков Вам, в принципе, все верно объяснил. Касаемо нюансов - электроды с основным покрытием, такие, как УОНИ, требуют источника с достаточно высоким НХХ и правильной ВАХ. Если интересно, читайте форум. Иначе они нормально гореть не будут. Если уж, кроме как в гараже, учится негде, начните с покупки нормального аппарата. Это где то 25,по нынешним ценам. Первоначальные навыки развить можно, а реально научиться варить можно только в реальных условиях. Чтобы плавать, надо плавать. Великий Мао так говорил.1 балл
-
Всем приивет! в общем с корытом история продолжилась, решили к нему приделать ноги и столик расширения чтоб плитку можно было опирать большей частью, в общем ребята привезли то что было по сусекам, лист полторашки и куски профтрубы всякие, стол сварил но как не крутил идеальным он не получился, был изначально в рамке 950х500 с одной перекладиной, но пришлось добавить ещё поперёк чтоб подровнять выгибы полотна листа, в целом не плохо получилось, стол сделал с съёмными ножками регулируемыми как и ножки станка, плоскость стола вывел в ноль с площадками станка, на обоих была проклеена плотная звукоизоляция автомобильная, она смягчает как вибрации так и незначительные неровности, межде станком и столом организовал зазор для установки зажимов струбцин, всё было сделано если честно на быструю руку но станок работает и расширение себя оправдало, кстати шов не течёт совсем после многих дней с водой на объекте, для первого раза думаю не плохо но мне не нравиться...шов не красивый))
1 балл
-
Финальный вариант сварочного стола, а может ещё будут доработки)) Решетка съёмная. Осталось покрасить не токоведущие части стола.
1 балл
-
Вот смотрю канал и офигеваю, прям когнитивный диссонанс... Я мужиков то способных на подобное по пальцам одной руки пересчитать могу... . Сам канал - https://www.youtube.com/channel/UCR9Xq7U0kPRM6ZCTA64UAJw . Одно из видео с канала - . . И ведь не коммерческий канальчик... И не постановочное видео, многие вещи как человеку который с этим ежедневно связан не кажутся наигранными.1 балл
-
@SergDemin, А а меня... А у меня... Тоже дизайнерская Тоже давненько делал. Диммер на лампах Эдисона, настраиваемая яркость ночника. Два выключателя с верёвочки, чтобы до настенного не ходить, я после работы немного ленивый)))
1 балл
-
Навариваете или пылите, чем? Как долго ходят после "починки"? БоХатым — обрезаем, бедным — пришиваем......вобщем рутина пока.))))) Попутно переварил низ водительской дверки и два порога LT-35, а так же восстановил раздолбанные отверстия под футорки на колесном диске....
1 балл
-
Не сваркой единой
1 балл
-
А я всё кривошипы тракторные починяю.Когда их в чермет отправят,всё реставрируем и реставрируем каждый год.А новые говорят гнутся,китайского производства,да и стоят хорошо.
1 балл
-
Нормально так... Спустя почти год вы это написали. Многие грешат на аппараты,а виной оказываются "руки"..1 балл
-
Во время вчерашнего ливня в моём городе, когда часть улиц оказалась хорошо так затоплена, и проезжая по дну "самого глубоководного водоёма" что несанкционированно образовался на пересечении улиц Ленина и Победы, оторвал-таки передний номер (водой вырвало пластиковую рамку с номером с болтов крепления к бамперу (остались лишь куски, прижатые болтами)). Уже решил, что пойду в контору, изготавливающие номера - заказывать дубликат… Но для начала пошёл на поиски "потеряшки" в тот район, где была лужища — и, о чудо, чья-та добрая душа не поленилась, и выложила все потерянные в этом "море" номера на хорошо заметное место. Хочу выразить огромную благодарность этому неизвестному мне человеку, который не поленился, и собрал и положил все потерянные номера на хорохо видимое место! P.S. Вечером там уже оставалось только два номера... сколько было до моего прихода - не знаю... но думаю, что немало.
1 балл
-
типо мой старушки?
1 балл
-
@Rayans, у плуавтомата дуга короткая и плохо освещает зону сварки. Поэтому при сварке полуавтоматом хорошо подогнанных деталей нужно хорошее освещение. Иначе очень трудно не съехать со шва. Насчет сварки труб. Процитирую Великого кормчего. Чтобы плавать надо плавать. Чтобы варить трубы надо варить трубы. Ничего особо хитрого в этом нет. Дорогу осилит идущий.1 балл
-
Отписываюсь по выводам, сварил так как посоветовал @Глобул, прихватки с обеих сторон, растояние примерно 30мм(поделил), варил от центра к краям поочерёдно, прогрел газовой горелкой после сварки, дал остыть попробовал варить от прихватки до прихватки как советовал @SergDemin, но обложался, не ускорялся в конце, вышло наплывами кстати спасибо за подсказку по подгонке, когда выставил всё зазоры гуляли, прихватил и прорезал по кругу, стало идеально быстра вести получалось но явно не так как говорил @Schlosser в результате, режим почти попал, на пробниках вроде хорошо, на детали фигня, первые настройки 16,5в подача 2,8м, валик получился высокий(хотя на пробнике ложился хорошо), шов если честно что бык наделал получился, после как всё остыло срезал трубы, но уже было видно что косяк, труба 30х30х2 не вывезла, но не понятно по чему, одну сторону вывернуло, другая осталась как прихватил, по длине в плоскости корыто получилось идеальным, струна, а по вертикальной плоскости одну сторону вывернуло, зачистил разрезал и заварил уже без струбцин, сделал пару прихваток и проварил, это вертикальная часть корыта, там сантимов 10 наверное, прорезал не до самого дна, продавил немного оставив зазор по плоскости, после провара корыта встали в плоскость идеально, варил уже на 16,5в и 2,5 подачи, брызг больше но валил идеальный...промахнулся по ходу я с режимом. больше всего чего так и не могу поймать это хорошо видеть стыковой шов, угловой тавровый...вижу, стыковой....пипец....в слепую, уже как и не настраивал маску, в слепую варю последняя это шов после как перерезал по новой и переварил и режим немного подкрутил. воду залил, дал постоять, мокрет в двух местах, скорее даже потеет в общем трубы мне не варить)) спасибо братья за советы!!!
1 балл
-
При сварке листов (например из нержи ) встык никакие прихватки не удерживают их от стягивания и получения хлопунца . Листы с зазором ставятся , через каждые 5 см вставляются пластины удерживающие зазор , между ними прихватки и только потом вынимая пластины от центра варим то место откуда она вынута , справа и слева стоят до остывания и так в разбег от центра . 5*3 метра так сваривается из трёх кусков . Остаточная деформация потом запросто вытягивается при сборке изделия1 балл