Лидеры




Популярный контент
Показан контент с высокой репутацией 07.04.2021 в Сообщения
-
Вчера и сегодня: Ещё камазку чинил того чувака, шо бак 3 дня мучил, но получил за 1. Так бы взял 500рэ, но взял рубль. (Шпильки со ступицы извлёк, цепочку к выхлопной приварил и крючок на стяжке выровнял и приварил). Клиент недоволен. Насрать. Меньше всякой хренью задалбывать будет. Плитку доложил. Вторую комнату отжал: Пока как склад всякой фигни использую. Надо будет полы сделать и свет нормальный, будет для грязных работ. 2 двери внизу мои:
 10 баллов
10 баллов -
Добрый вечер форумчане, сегодня получил посылку самое интересное откуда , но сразу понял что с форума она , созвонились и все верно вышло Петр круазик спасибо вам
7 баллов
-
Стол ресепшн . Лист 1мм стыки без подложки + химическая обработка + работа отделочника + покрытие лаком )
7 баллов
-
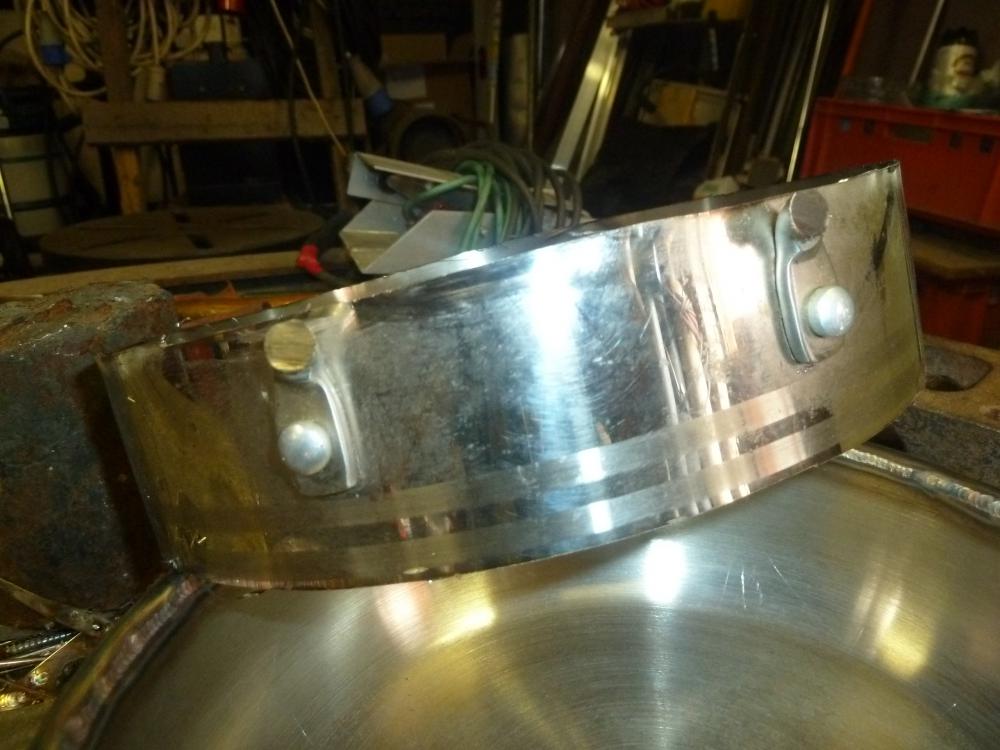
Александр , подход к каждой "кошке " свой и все получиться . Вот выкладывал но еще раз покажу , где то не известно где пожилой женщине из деревни взялись приварить ручки , не они не отвалились так как сквозные на "расклепе" но потекли . в общем пришлось ей из кастрюльки сварганить полу кастрюльку , но довольная и сим . Не ну после просмотра ты все таки займись "ручками " сваргань подкладочку радиусную из 5мм алюминия и...........
6 баллов
-
6 баллов
-
@Kurt1, Сегодня уже Миш все по фен шую притащили от станочника собранный шток мне осталось только обварить,
6 баллов
-
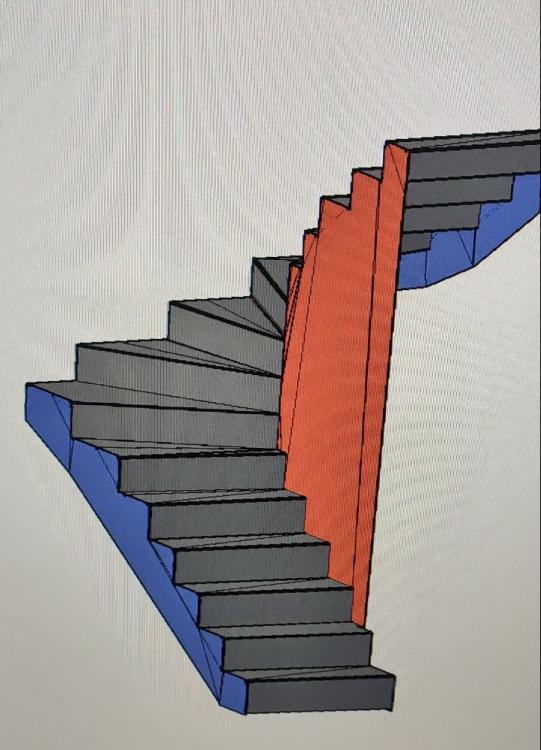
Сегодняшняя лестница ,сложилась практически без проблем ) главное 10 раз подумать на начальном этапе прежде начать сборку
5 баллов
-
Делюсь опытом... Если сколота часть резьбы и болт встает плотно, то можно сделать следующее. Закручиваем болт, наплавляем бОльшим током чем обычно максимально близко к резьбе и потом пока не остыл алюм проковываем аккуратно шов молоточком. Проворачиваем болт и далее в той же последовательности. Не одна резьба восстановлена этим способом.5 баллов
-
Привет. Так выглядят трещины: снаружи итог: внутри итог: так намазал мелом и проверил на керосин, протечек нет:
4 балла
-
@Wаsек, Василий привет! Диски ( иначе называются коралловые) для снятия краски ,ржавчины и оксидов с металла , не оставляют глубоких царапин. Только на торец не выходи, быстро изнашивается. Щетки для браширования древесины, как ни как, работаешь с ней. Собирай через шайбы, в пакете были, пользуйся.Иногда щетками пользуюсь для обработки алюминия, прикольная структура получается.4 балла
-
Здесь заказчик один прислал видео как он пользуется нотчером для врезки в стояки.4 балла
-
Чем больше погружаюсь в эту тему, тем больше блогеров видио которых смотрел и пытался чему то научится превращаются в не тех за кого себя выдают. Как то в видео про сварку алюминия было сказано что ее аппарат (а он у нее сами понимаете не в придорожном магазинчике куплен) не делает почему то шарик на электроде и почему она не знает. Но на сколько мне стало известно из полученных знаний, шарик делает не аппарат а законы физики (электроны еще не кто не завернул в обратную сторону) и чем дольше делаешь на аппарате зачистку тем больше шарик и далее электрод вовсе оплавляется/разрушается. В каком то видео сказано зачистку можно большую не ставить так как у нас линза и потока газа хватит для зачистки и это про сварку алюминия. Жесть.4 балла
-
Всем добрый вечер , форумчане привет давно ничего не выкладывал фото поднабралось вскоре выложу , вчера забрали груз от техсвара теперь у меня 315 Гроверс и бво к нему время идёт нужно двигаться вперёд собрал проверил поварил машина конечно хороша и интересна , Алексей Тех свар отдельное вам спасибо за оперативность приятно иметь дело , сделал новый стеллаж под аппараты , спасибо большое вам форум что дали мне возможность работать и развиваться спустя время смог приобрести себе новый аппарат для работы крепко жму всем руку, подредактируйте пожалуйста фото с телефона грузил не знаю как выложит
4 балла
-
Это может просто "паутинка" при литье усадка и бывает такое . В общем задача ,,,, проверить тщательно лупой мощной как с одной стороны так и с другой и на какой либо стороне "паутинки " не должно быть , в общем тщательно рассматриваем - анализируем и заплатку всегда успеем , но скорее она там не к чему , ну и проверка на герметичность последняя инстанция .3 балла
-
Как говорит один коллега- В Ютубе[по сварке]-тусовка дилетантов и мракобесов.....3 балла
-
Куда отдает и какую температуру? Чушь какая-то. Понт это и красиво сделать можно. Его и в ювелирке используют и красиво анодируют.3 балла
-
@Шурпет,они /велдеры/ прочитали «справочник сварщика» 75года ну и жгут
3 балла
-
В конце видео. после 8.45...3 балла
-
@Шурпет, это титан, на нерже так красиво не будет.3 балла
-
Кованые алюминиевые колесные диски Горячая ковка и холодная раскатка Кованые алюминиевые колесные диски являются цельной деталью, которая изготавливается из одной заготовки металла путем горячей ковки с последующей горячей или холодной ротационной деформационной обработкой (раскаткой) и обязательной механической обработкой. Технология ковки позволяет реализовывать самый разнообразный дизайн, почти так же как в литых дисках. Ковка всего колесного диска из одной заготовки обеспечивает ему более высокие прочностные свойства и меньший вес по сравнению с составными конструкциями, а также и, конечно, со стальными колесными дисками. Рисунок 1 – Кованые алюминиевые колесные диски производства фирмы Alcoa для «тюнинговых» автомобилей Преимущества кованых алюминиевых колесных дисков Кованые колесные диски обычно на примерно 25 % легче литых дисков. Хотя литье и является более дешевым процессом, литые колесные диски показывают значительно более низкие механические свойства, чем кованые колесные диски. Составные кованые колесные состоят из двух и больше деталей, которые соединяются между собой различными способами. В некоторых составных дисках применяют болтовые соединения, в других – сварку или даже адгезивные материалы. В любом случае соединения в составных колесных дисках действуют как концентраторы напряжений и местом возникновения усталостных трещин. Болтовые соединения могут быть источником вибрации или ослабевать. Кованые алюминиевые колесные диски превосходят литые алюминиевые диски, особенно в отношении ударной и усталостной прочности. Кованые диски вообще не разрушаются при ударных испытания, тогда как именно ударные испытания являются проблемой для литых колесных дисков. Повышенная усталостная прочность кованых дисков дает конструкторам возможность дальнейшего снижения их веса, в то же время, оставаясь по усталостной прочности не хуже литых дисков. Рисунок 2 – Кованые колесные диски: разнообразие вариантов дизайна Преимущества ковки алюминия 1) Процесс ковки дает возможность полного использования свойств материала в отношении: механических свойств; вязкости; усталостной прочности. 2) Технология ковки позволяет достигать очень жестких допусков по размерам колесных дисков. В кованых колесных дисках не бывает пористости и раковин, что означает их высокую надежность. 3) Поверхность кованых колес дает более широкие возможности для ее конечной отделки. Алюминиевые сплавы для ковки дисков Стандартными сплавами, которые применяются для кованых алюминиевых колесных дисков являются термически упрочняемые сплавы системы легирования AlMgSi (серия 6ххх): 6082 в Европе и 6061 в Северной Америке. Полное обозначение алюминиевого сплава 6082 по Европейскому Стандарту EN 573-1 выглядит следующим образом: EN AW-6082 или EN AW-AlSi1MgMn, а сплава 6061 – EN AW-6061 или EN AW-AlSiMgCu. Сплав 6082 – это аналог отечественного алюминиевого сплава АД35, а сплав 6061 – сплава АД33 по ГОСТ 4784-97. Кованая микроструктура алюминия Ковка вытягивает микроструктуру металла вдоль направления течения металла (рисунок 3) и тем самым позволяет полностью использовать потенциал сплава по прочности и вязкости. Рисунок 3 – Вытянутая зеренная структура алюминия в кованом колесном диске (источник – фирма Alcoa) Хотя и кованые, и литые колесные диски должны отвечать одним и тем же техническим требованиям по прочностным характеристикам и показателям надежности, кованые диски более устойчивы к перегрузкам и неправильному применению. По сравнению с литыми дисками, кованые диски проявляют более высокую усталостную выносливость благодаря отсутствию пористости и наличию мелкой, гомогенной микроструктуры (рисунок 4). Кроме того, плотная деформированная микроструктура позволят достигать буквально зеркальной поверхности дисков после механической обработки их алмазным инструментом. Рисунок 4 – Кривые усталости для кованого сплава AlSi1MgMn-T6 (6082-T6) и литого алюминиевого сплава AlSi7Mg0,3-T6 (источник – фирма Otto Fuchs) Изготовление кованых алюминиевых колесных дисков Традиционная технология изготовления кованых алюминиевых колесных дисков включает несколько ковочных операций, грубую механическую обработку, термическую обработку, финишную механическую обработку и различные промежуточные и финишные обработки в зависимости от конструкции и дизайна. Технологическая цепочка фирмы Otto Fuchs для изготовления облегченных кованых колесных дисков, впервые примененная еще в 1995 году, включает этапы, которые показаны на рисунке 5. Рисунок 5 – Технологическая цепочка изготовления облегченных кованных колесных дисков на фирме Otto Fuchs (источник – фирма Otto Fuchs) Источник: European Aluminium Association, Сварка - 4043, 53563 балла
-
Заказал маску, приехала быстро, упаковка на высоте, качество огонь))) Доволен как слон))) Спасибо)))
3 балла
-
4043 https://aluminium-guide.com/deformiruemyj-alyuminievyj-splav-6082/ Но еще лучше вот это , но где его взять,,, и термообработка нужна но это уже не критично и можно сделать .
3 балла
-
@Глобул канеш подобные лестницы на коленке не делаются . В любом случае замерять , нарисовать и порезать на плазме с учётом всех нюансов это только 50% успеха . Казалось бы все готово и чё там собирать ? Сборка заняла два дня вдвоем . Если например начало марша собирать с помощью кувалды , значит что-то не так уже не так и даже если насильно воткнуть что-то в замки то это обязательно вылезет боком через несколько ступеней дальше уже с более серьезными последствиями3 балла
-
Вадим! Метод действительно действенный, но ..... не всегда. Самая большая проблема — пара алюминий - сталь. Как правило в такой паре происходит сильное корродирование алюминия и проблематично полностью вычистить резьбу. На головках фур есть пакостное место, которое водилы называют "очками" (крепление корпуса фары и облицовки подножки.) Часто там также трескает. Так вот взял последнее время себе за правило без лишних движений сразу обрезать бобышку с резьбой и приваривать или другую, или просто часть люминиевого кругляка с последующей сверловкой и нарезанием резьбы. Также часто бывают случаи, что пробовать на авось может вылиться в переделывание всего по другому разу. тогда уж лучше делать надежно, сразу и гарантированно.3 балла
-
Коллекционирую пивные банки и тут мне попалась в руки банка тяжелее, чем обычная почти в 2 раза - 31 грамм против 17. Решил, что на ней алюминий потолще. Купил еще одну на опыты. Оказалось, что банка с нержавейки! Первый раз такую вижу, даже не знал, что такие существуют. Но варить ее не интересно - сильно просто
3 балла
-
Оксидная пленка. Примерно тоже, что и окалина на стали после прокатки.2 балла
-
@Кустарь, А то дядь, главное чтоб не пахло ))))) я уж когда отправил понял что написал.2 балла
-
Можно еще горелкой пропановой, бутановой легонько прогреть. При наличии трещины, как правило масло полезет, при дефектах литья, как правило масло не будет лезть. Но самый простой способ — керосин и мел.2 балла
-
акробат, однако .2 балла
-
Если назвался учителем изволь правильно излагать материал. Или - Интернет это виртуальная жизнь, кто то берет такси и едет в библиотеку, а кто то в публичный дом. Надо что то про нержавейку спросить, а то забанят Есть кастрюля у которой отвалились ручки, вернее они были не металлические и со временем отгорели. Имеется желание приварить нержавеющие. Подскажите какой присадкой лучше воспользоваться?2 балла
-
Злые вы... Собрались тут пред- и пенсионного возраста и начинаете молодую девку обсуждать. А ведь почти уверен, что большая часть отозвавшихся, вот так с первого раза,, да и включительно со мной не положит таких швов, как она. А ей вроде как и тридцатки еще нет. Хотите поправить, идите на канал и в комментах поправляйте. Сейчас жалею, что выложил это видео. Хотел просто показать цвет анодированного титана.2 балла
-
"титан отдает еще быстрее температуру чем алюминий" Ржу не могу... ни чего они не читали. Просто делают красиво, чтобы покупатель хавал. И ведь действительно красиво. Другое дело, что ... "почему нет полного провара? Это впуск и тут нет нагрузок" ... Нет слов. В общем, тюненГ это красиво и ладно, на долгий период эксплуатации не рассчитывается, не для того оно делается.2 балла
-
Извините, но мне кажется вы цитируете только выдержки с сайтов, создавая темы и бутафорию знаний... А вот Сергея @Serj55441, надо не цитировать а конспектировать! То что вы с небрежностью перетаскиваете чужие статьи с других сайтов и не форматируете с исправлением ошибок, это говорит о вашем неуважении к читающим, типа и так проглотят, плюс перегружаете хостинг а он не безграничен, хотя можно обойтись просто ссылками на материалы с кратким пояснением.2 балла
-
Мои башибузуки ))
2 балла
-
А тебя ещё нет разве православного метчикодержателя?
2 балла
-
Это из разряда когда сам не понял что сочинил анегдот.1 балл
-
Вот такое с двух сторон: Возможно это дефект литья, но выглядит как будто весь потрескался. Когда прогревал газовой горелкой вроде грязи из них не шло. Там где были действительно трещины, грязь сразу показывалась.
1 балл
-
Мне кажется, что нет там больше трещин, керосин бы сразу показал. На 1 фотографии видны дефекты литья.1 балл
-
Это ни к чему не приведет. Исходя из собственного опыта, вся продающаяся посуда из нержавейки, если ее так можно назвать включительно с разными там "Цепторами".. изготавливается как правило в Китае и из чего бог пошлет. Кошки могут значительно отличаться от пациЭнта. В идеале, лично я бы в первую очередь попробовал при возможности как сказал copich — контактную сварку. На втором месте по приоритету — СиSi3, МнЖКт..., а уж на последнем — 304, 308, 316.1 балл
-
@Ferio,аварийный сброс аммиака страшное дело и не важно кем ты работаешь и где в это время находишься.1 балл
-
Стараюсь за глаза ни кого не обсуждать. Но человек выкладывает видео под названием - урок. Специально для людей которые собираются научится этому делу. Допускать такие ошибки в разговоре не допустимо. Ученики они ведь как губка, все впитывают. Что касаемо швов то это другая тема, если бы она выкладывала видео как - Посмотрите как я умею, то да красиво, молодец. Но ученики как и я смотрят это видео и получают не верную инфу, а потом не могут разобраться, следуют советам как на видео и у них ни чего не получается. Нельзя так братцы, нельзя.1 балл
-
Объяснял и не один раз. То, что требуют аттестацию - почти верно делают. Вот только аттестация на таких объектах только СК1 и 3. Вообще, по большому счету, на трубопроводах внутренних санитарно-технических систем можно побороться против требований по аттестации НАКС сварщиков даже на СК 3 (а вот на опорах и подвесках - СК1 - труднее будет) Я понимаю, что связываться с технадзором особо никому не хочется, но пусть покажут основание для таких требований (а эти требования, помимо нормативных документов могут быть и в ТЗ и в списке исполнительной документации). Ссылка на то, что АБК на территории ОПО не катит - это вопиющая неграмотность) А вот на м/к АБК - там аттестация обязательна. Тут я поторопился немного. Да, несущие и ограждающие конструкции, водоводы и канализация (и т.п.) не требуют аттестации по промбезу. Но это частный случай.1 балл
-
Про ТИГ горелки скажу даже больше - вся классическая линейка американок "Linde"- стиля это пример "крапоэкономики" (говноэкономики) или в русских интернетах она называется "копроэкономика" (наверное от слова "корпорация"). Общий смысл - торговать тем что быстро выходит из строя, заставляет покупать кучу различных запчастей, для различных конфигураций и продожать торговать, торговать, торговать и зарабатывать. И вот эти все кучи различных моделей ТИГ-горелок, и кучи запчастей к ним - это отличнейший пример этой крапоэкономики. Сейчас вместо того чтобы использовать оптимизированный, компактный, надежный и даже более мощный дизайн пол-америки и весть китай штампует разработку 60-летней давности, которая была оптимизирована под упрощенное производство, а не под удобство сварщика. К чести Binzel можно сказать что у них есть линейка очень даже хорошо разработанных, простых, надежных, компактных, и не слишком сложных в компелктации горелок - но стоить она будет поначалу "бешенных" денег, особенно по сравнению с ценами на алиэкспресс на классические американки. Их собственный модельный ряд из 150-260W, 200-450W и 500W (они еще не так давно добавили еще линейку 90-180W, но она практически такая же как и линейка 150-260W, только без возможности варить большими газовыми линзами/соплами). Для меня особый интерес предствляет 150-260-я серия, потому что - она даже компактнее чем 9-ка-американка, проще, мощнее, уже со своими компактными газовыми линзами: (и вообще-то именно с линзами их и надо использовать с их короткими соплами, и они конечно же дорогие) при желании варить большими Jumbo-линзами необязательно покупать дорогущие фирменные комплектующие - можно из обычного водопроводного фитига сделать переходники и сделать самодельную линзу для Jumbo линз. Для этого нужна муфта (футорка) G1/4 на G1/2 (резьба на соплах 150-260W - G1/4") и шаровый кран с дренажом для спуска воздуха (Кран шаровый JG 024V 1-2"): у них диаметр шара больше чем у обычных пол-дюймовых кранов, соответственно и резьба в корпусе, и получается как раз 1"- 16-UN как в Jumbo линзах. Далее немного домашней токарной обработки (дрель + напильник, снять лишнее) и можно сделать разборную газовую линзу, тем более что обычные водопроводные "прокладки-сеточки" то ли "дюймовые", то ли 3/4" (ø 24 мм.) как раз встают снаружи в самодельную линзу (для этого надо сделать еще выточку) И конечно же не покупать же фирменный фторопластовый изолятор, стоящий "бешенные" деньги - его также можно выточить из фторопластовой втулки с внешним диаметром 32 мм. и с внутренним 12 мм. Из одной втулки длиной 50 мм за пару долларов можно сделать штуки 4 изолятора (у меня втулка получилась длиной 10 мм.) Вместо фирменной "капы" можно сделать трубку с внутренней резьбой #12 - 28 UNF (подходящая резьба для затяжки цанги, внутренний размер для нарезки резьбы - 4.7 мм. шаг - 1/28 дюйма ) Ну и чтобы не переплачивать за всю горелку, можно купить просто головку горелки и "нарастить" ей гибкий шланг-пакет из силикона и провода ПЩ-10 или 16. Да и сама головка не сильно сложно делается из подходящих комплектующих, главное найти или выточить саму головку с резьбой G1/4 с узким отверстием под цангу.
1 балл
-
@СергейКл,по секрету напишу- у меня их в наличии пачек 10, а может и поболе. Кому надо- приедте заберите.1 балл
-
Что- то немного подзабыл. И на другую горелку оболочку сшил.
1 балл
-
1 балл
-
Когда гигиена на первом месте!
1 балл
-
Пока сам не подготовишь, дела не будет.
1 балл
-
Износостойкие стали CreusabroDillidurXARHARDOXDurostatК износостойким относятся стали, характеризующиеся очень высокой твердостью, предназначенные специально для работы в экстремальных условиях, где высокий абразивный износ сочетается с нагрузками в виде ударов. Износостойкие стали широко применяются в горнодобывающей промышленности, переработке отходов, лесозаготовке и т.д. Ведущие мировые металлургические концерны производят износостойкую сталь под своими брендами, наиболее известными являются марки Creusabro, Dillidur, Hardox, XAR, Durostat. https://inkomet.ru/spravochnik/iznosostojkie-stali Понятие износа и износостойкостиhttp://www.praxis-engineering.ru/ponyatie-iznosa-i-iznosostojkosti/1 балл