Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 13.01.2021 в Сообщения
-
Сегодня, как говорится, исполнял) пожалуй, самое необычное положение, из тех, что были, но шов было видно, без зеркала, хотя кое где и одним глазом.
 11 баллов
11 баллов -
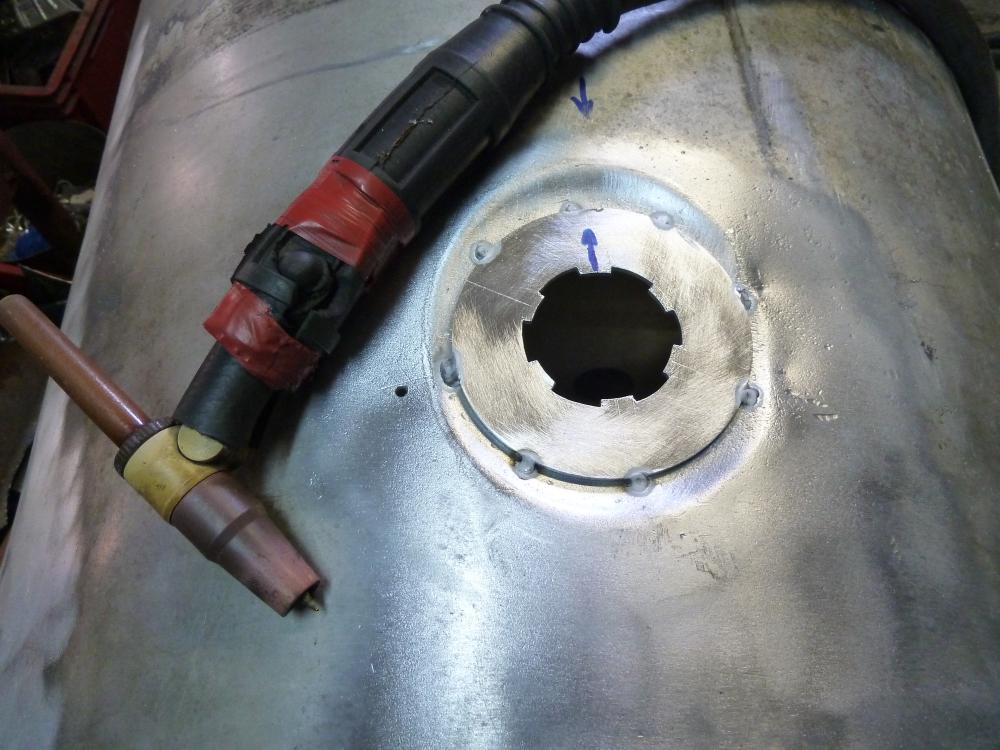
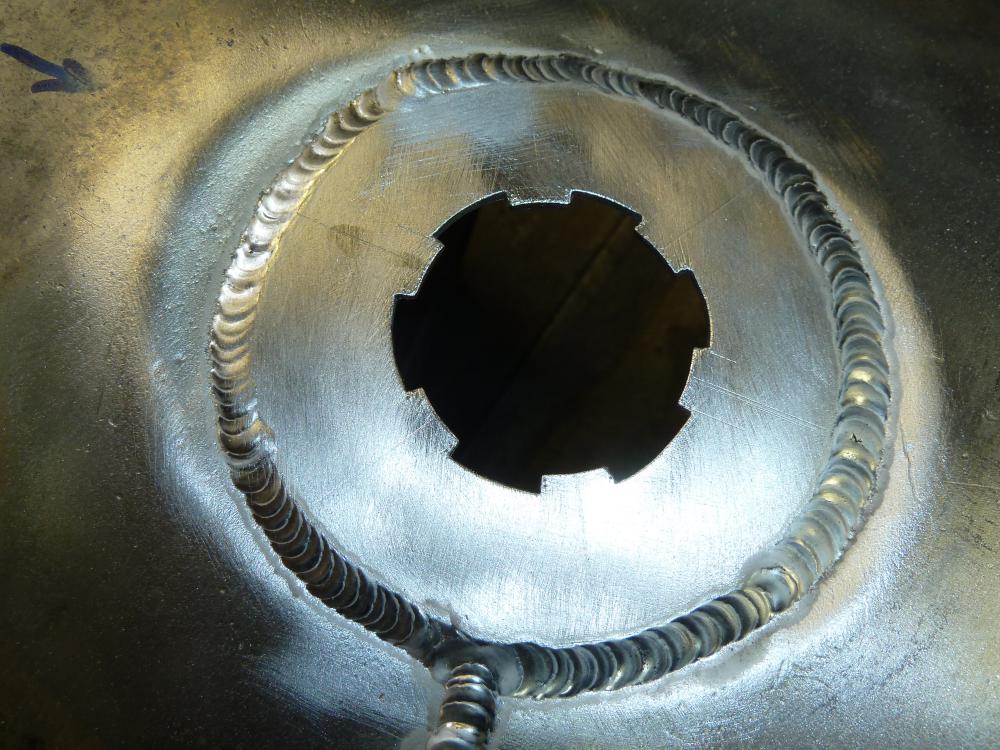
Сварка корпуса подшипника для отвала Caterpillar, подготовка газорезка скос кромок. Разметка, установка прихватки Первый проход и последующие сколько не считал ток 240-210 А, проволока 1,2 мм.
7 баллов
-
Максим , может надо было прихватки по всей длине проставить побыстрее и на повышенном токе + ПАНЧу пожирнее в точки добавить . А вообще может такой чугун противный и обычно коллектора не особо "щелкают" . Вот смотрю на 12й фотке уже усе нормально и проковка имеется и тут чо ПАНЧ или ЛБ ? Ну и побольше фантазии и вот уже показывал но покажу еще раз , дальнобойщики и перед новым годом а им до Урала катить , коллектор на две части развалился в общем в Грузовом сняли на разборе не нашли да и кто будет искать перед НГ , ну и ко мне дальнобойщик и говорит сделай что нибудь и главное чтобы до дому добраться а там уже отыщем замену . В общем сделал да и он летом заезжал в Грузовой с тем же коллектором и слесаря сказали да в запасе у него лежит замена но пока не требуется . коллектор старый и горелый да еше и пополам , но вот скобочки-нерж из присадка, и тут же ПАНЧ и CuSi3 все смешалось , но главное цель достигнута и не только до Урала .
5 баллов
-
Да чего только не делают , пылесос отсасывают и такое было , на чипе нашатырь пузырьками заливали . Но вот дизтопливо в баке и усе жирное и какой там может быть провар , там внутренний валик похож знаете на что? , не не буду озвучивать и скорее он опять и разбежится. Вот не одного бака не варил жирным и с остатками соляры , на мойку отправлял или сам за отдельную плату и с мытьем средством для двигателя да потом еще просушишь под дизель пушкой , как то так . Вот такой грязненький у чехов был Ну и вот я с ним работаю и чуете разницу Ну и поехал к чехам на установку и памятная надпись им . Ну а здесь вернуться выше чуток и почитать тему и Глобул не так просто ее создавал . http://websvarka.ru/talk/topic/2761-remont-benzobaka/?p=444480
5 баллов
-
Что то не поддаётся мне чугун. На холодную не хочет. Нагрел до красна перестало вроде лопаться. Теперь остынет сделаю цветную, посмотрю что получилось
5 баллов
-
Максим , ну вот а говоришь не поддается и по Цветной последней фотке видно что усе в норме , ну осталось два пятнышка и это не что . С чего сий коллектор? Вот надо было после первого "треска" , рядом засверлиться с обоих сторон и вкрутить болтики и потом их меж собой схватить и ...., в прочем вот посмотри силовой редуктор в 2018 делал и работает до сих пор . http://websvarka.ru/talk/topic/12185-svarka-chuguna-tig-om/?p=375991 А вот и коллектора один вообще истлел - сгорел , но латку поставили чтобы им добраться до дому . http://websvarka.ru/talk/topic/12185-svarka-chuguna-tig-om/?p=3776064 балла
-
4 балла
-
Терся тут намедни на одном заводике и присмотрел вот это-....заводские ,хоть и поплакали для виду, но отдали... Подшлифуем, подварим, подкрасим.....
4 балла
-
Александр , да нет у меня монель , нихром какой то есть и то я не знаю какой он и еще от деда он электрик был на фабрике и в сундуке валялась катушка мне еще 12лет было , как то отмотали с братом на рогатки жгут перетягивать (вот глупые были и сие не совсем хорошо для жгута ) , так вот он увидел орал пол дня и уже бабка ему хорош орать у тебя полный сундук сего добра . Вот мне уже за 60 и как то катушка у меня очутилась так и лежит .3 балла
-
Нафига такие пируэты, когда надо ёмкость просто заполнить газом, не поддерживающим горение, а не маяться хитровымудренной дурью (рассчитать объём/концентрацию (+ поправки на сварочный режим, когда топливных паров намного больше), а если компрессор выключится в самый неподходящий момент и того?). Это с учётом того, что не у каждого сварного есть компрессор соответствующей производительности.3 балла
-
Конус - нос потерян... -((, на нем много чего делается...3 балла
-
@VladimirKucherov, ваш вопрос перенесен в соответствующую тему также рекомендую почитать http://websvarka.ru/talk/topic/4996-est-li-na-forume-svarschiki-kotorye-proshli-3-kh-mesia/3 балла
-
@qwerty444,почти балетное па3 балла
-
колд велд, это по сути режим прихватки (точечной сварки). Вещь удобная когда много прихваток. Как основной вид сварки, т.е. варить герметично не пойдет. Скорость сварки с перекрытием в минимум 30% слишком длительно и нудно. Поэтому, относительно сомнительная фишка. Но имея дополнительный функционал, приятное дополнение к возможностям взяться за не стандартные задачи. В остальном не подскажу. Это вам к пользователям выше названных устройств. По доработка и по особенностям Аврора, вам лучше напрямую написать письмо представителю Аврора. Так будет более открыто и верно (получите максимальную информацию). На сколько убраны косяки и где их ожидать, это уже пользователи только скажут основываясь на свой личный опыт.3 балла
-
Не влезая в высокотехнологичные дебри это всё от конфликта способа намотки и размотки. Наматывается проволока вращением катушки , а разматывается вытяжкой. Систематически сталкиваемся при размотке всяких бухт. От проводов до троссов. Если при намотке бухты со сварочной проволокой не дано противонапряжение то никакие конусы не помогут. Думаю что еврепейцы не тупые и должны были это предусмотреть, другой вопрос что у разного диаметра и марки преднапряжение будет разным. При полном отсутствии преднапряжения и отборе изнутри бухты вопрос решается проворотом бухты в сторону отбора. Думаю на заводе не проблема сделать вращающуюся площадку. Правда вращать её должно что то. При том это не имеет никакого отношения к правке радиуса.3 балла
-
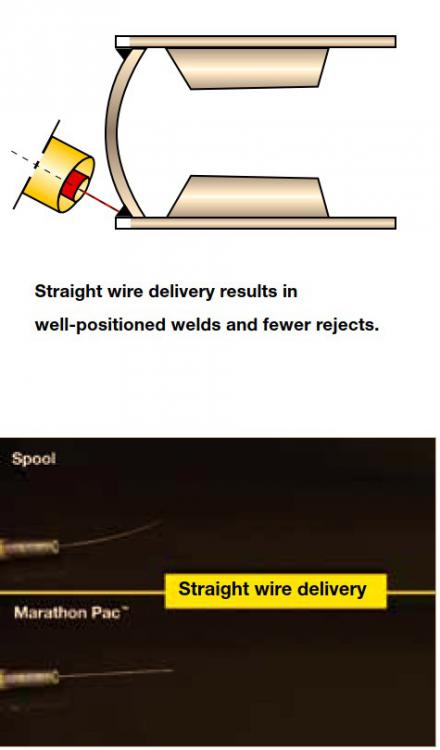
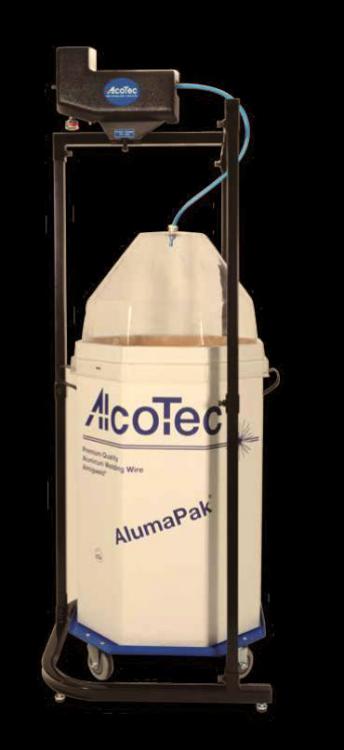
@LOCO,@selco, Это всё не то пальто, или не всё пальто, (многозначительное многоточие) .... В рекламе к Marathon Pak сейчас идет прямая проволока, колпак, направляющая к подающему полуавтомата и... вуаля, система готова.https://assets.esab.com/asset-bank/assetfile/9661.pdf Вот так она в общем выглядит сейчас: И вот так они сейчас рекламируют прямую проволоку: Я просто по памяти помню что раньше система была укомплектована модулем с подающими и выпрямляющими роликами, работающим от пневматики, что-то в этом роде. Вот описание от оригинального разработчика AlcoTec, которого выкупил ESABhttps://www.esabna.com/shared/documents/litdownloads/alc-10025a_alcotec_corporate_brochure.pdf Раньше в рекламных проспектах был еще один узел после колпака - роликовое подающее (?), которое еще и выпрямляло проволоку.Вот то же пальто с логотипом ESABВот механизм более детально: Вот рекламное описание этого механизма системы:Powered Pak-Trak (PPT)Приводной Пак-Трак (ППТ)Powered Pak-Trak был вдохновлен потребностью клиента в повышении производительности. Это новаторское устройство вытягивает / проталкивает сварочную проволоку из барабана в имеющееся устройство подачи проволоки. Powered Pak-Trak сокращает время простоя из-за смены катушек, поскольку в одном барабане содержится 20 катушек проволоки. PPT также улучшает качество сварных швов, изменяя форму проволоки для устранения таких дефектов, как блуждание проволоки. Система с пневматическим приводом обеспечивает доставку проволоки к механизму подачи на расстоянии до 100 футов (33 м), не требует электрических подключений к устройству подачи и совместима со всеми алюминиевыми сплавами. Ну и видео напоследок: вариант уже от ESAB, Так что или покупать прямую проволоку, или каким-то макаром ровнять её до входа в подающее, и все равно она будет крутиться, но может не так заметно,
3 балла
-
Я не про вас,а про то,как бы я поступил. Найти окончание трещины, просверлить. Начать фасовку неглубоко, поверхностная фаска от мест сверловки +1\,1.5см. На коллекторах трещина "часто пляшет" ,ровная редкость. Когда снимите верхний слой,по пройдясь ершом вы уведите эту змейку. Если работаете фрезой,то крупинки магнитятся к трещине. И вот далее идёте по змейке. Когда я сомневаюсь в толщинах,то и в этом месте сверлю,чтоб понять толщину материала. От этого и отталкиваюсь когда делаю разделку. 2\3 от толщины,более не нужно,можете "провалиться" при сварке. Начало сварки с серединки 2-3-4 см,проковка. Ждём до температуры "руку держать могу,но не долго". И вперед!Удачи! Сваривать на DC,режим линейный.3 балла
-
@selco, два вопроса по баку, что на фото. Насколько торцевая заплатка перекрывает боковину? Там, где электрозаклёпки? И как подогнана к баку радиусная часть той же заплатки - угол-в-угол или есть заход-загиб?2 балла
-
Валер, Спасибо за поддержку, но я все равно в отчаянии. На десятой фотографии видно хороше как шов лопнул как керамика. Ведь Панч всё-таки. Что блин делаю не так? Пробовал и переменкой и постоянной. Лучший результат дало: нагрел до красна, и электродами ЛБ 52у.2 балла
-
При таком подогреве сваривать за один приём,в этом и смысл прогрева и шустрой сварки.Иной раз и проковка не нужна(при условии медленного остывания),но я всё равно проковываю. По началу длинные швы при полном подогреве тяжко укладывать, потом руки и мозг привыкают делать всё быстро и последовательно.2 балла
-
Когда он как следует долбанет,то наступает вечная память и ТБ уже ни к чему.2 балла
-
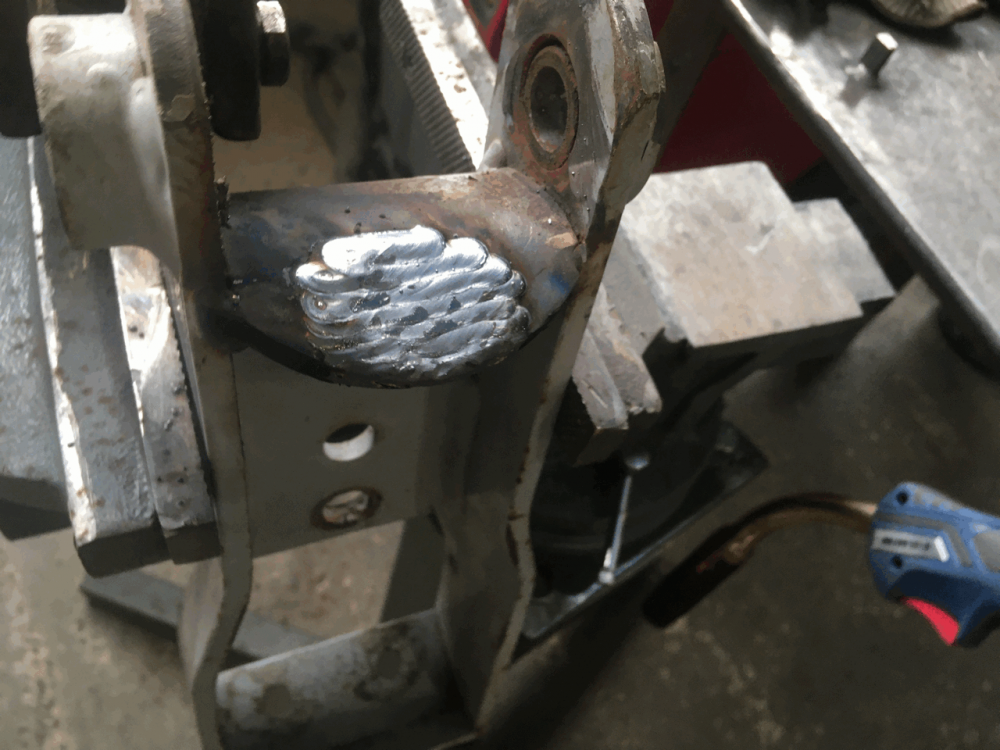
Пока в ожидании ответа от Мастера Точмаш 23 по поводу ступицы,то свариваю то,что понятно. Корпус станка. Педаль,Панч-11,вольфрам WT, латка отожжена ст3. Забыл!Сундук Edon-200
2 балла
-
2 балла
-
На 12 фото панч, варился с подогревом, но тоже цветная выявила трещину, я уже не делал фото. Просто все вырезал и заварил ЛБ 52у.1 балл
-
Валера! Наверное если уж использовать в таких случаях медный сплав, то все же, думаю, монель был бы предпочтительней?1 балл
-
В каком диапазоне сваривали? Какая сила тока?1 балл
-
@Шурпет,Общими усилиями,всё найдено.1 балл
-
С 2005 года на Циклоне стоит пыж,на Хелви сразу поставил... и на 3-х других полуавтоматах тоже стоят,ролики чистые и ни разу небыло проблем с каналами..... А тогда про обмедненку у нас и не слыхали, простая ржавейка была , мэйд ин Мухосранск и К*...1 балл
-
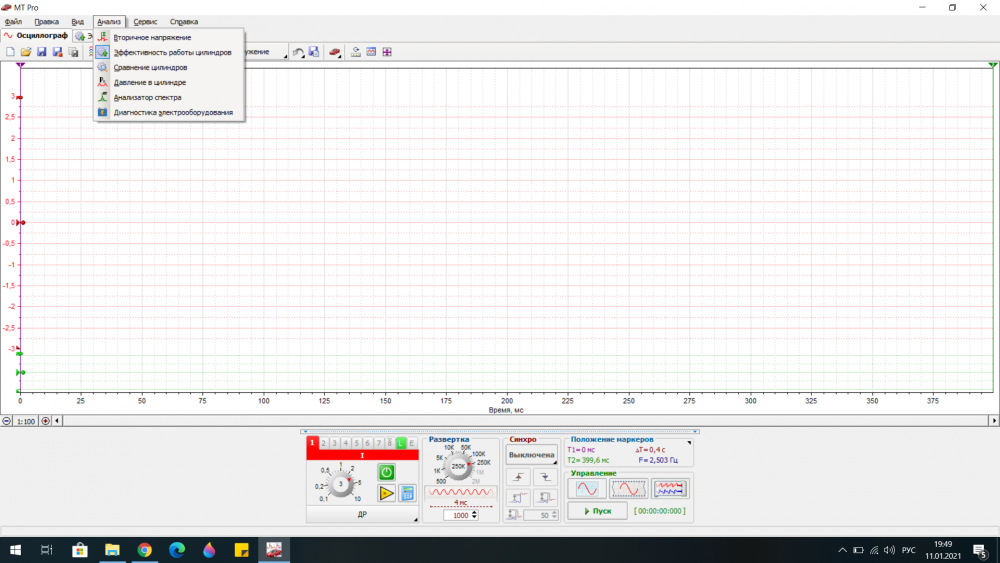
В магазинах охотничьих принадлежностей продаются оружейные пыжи без восковой пропитки, войлочные. режется до центра и одевается на проволоку до входа в податчик... И эта проблема исчезает навсегда.....Что-то подобное и предполагал... И еще, есть у меня мотортестер, многоканальный осциллограф (вернее их у меня два) и огромное желание посмотреть и сравнить формы сигналов с Хелви и Крамера, заодно посмотреть, как влияет индуктивность на сигнал...
1 балл
-
То-то и оно.Есть куча высосаных из пальца проектов, типа телескопа на той стороне Луны, шоб ему Земля не отсвечивала, итд итп. А проблема то не в этом. Проблема вот:1 балл
-
Максим , коллектора разные попадаются но в основном хорошо варятся ,,,, плохо варятся совсем древние и обычно с большегрузов там чугун пережженный сколь КМ они за 10лет эксплуатации пробегают не один мильон наверняка . Ну и попробуй на АС-переменном токе , если конечно аппарат сие поддержит и не все на чугуне на АС токе работают , вот Селко вообще без проблем , Ево чуток капризничал но работает. Преимущество АС тока , очистка чугуна прямо во время сварки и это здорово заметно по ванне да и шву тоже , меньше тепловложение дуга не такая концентрированная и посему тепловложение на большую площадь ложиться чем при DC токе и это самое то что нужно чугунию.1 балл
-
@selco, Спасибо за видео. Хоть какая то информация. Тут и колпак на бухту и шланг канал к подающему. А у нас только бухту выдали и вари как хочешь. Только тут бухта круглая а у нас шестигранная. Внутри все так же, круглая втулка. Я сверху в картонной крышке дырку сделал и проволока к подающему по улице летит...1 балл
-
Вот сейчас искал видео и так и не нашел , и там бухта не крутиться , а была на конусе трубочка гнутая ну наверное почти под 90 градусов вот она и крутилась освобождая проволоку от перекрута и потом уже в шланг к подающему . Вот нашел но тут прямо из тубы в подающий ,,,,, и поищу еще может и отыщу . Вот нашел , но уже чуток новее но принцип тот же и само устройство с 5.00мин .1 балл
-
@Кирилл111, смотрите здесь: Сварка взрывоопасных ёмкостей - Вопросы новичков о сварке - Форум сварщиков Вебсварка (websvarka.ru)1 балл
-
@n00b, получил аппарат. Подключил. Что изначально не понятно: на роликах, в канавках, какая-то грязюка. Она и на выходе из направляющей проволоки есть, типа пластилина, рыжая. Но не ржавчина, тянется. И даже со всеми этими коврижками, на тех параметрах, с чем аппарат приехал, все варит. Чтобы плювался, в стандартных настройках, я горелку опускаю косаясь защитным соплом в деталь и так веду, т.е. очень и очень близко, тогда есть подбрызгивание. И чтобы от брызг уйти, я крутанул до -25 проволоки. В стандартном режиме, когда сопло в зазоре около 10 мм, достаточно при нулевых значениях работать, ну если наверняка -5 - -6 вообще за глаза. Т.е. проблем с аппаратом я совершенно ни каких не вижу. Все штатно. Горелка МВ25, лежит отдыхает, пованивает от перегрева. Завтра подкину 350А горелку, посмотрю на ней. Но не думаю, что будет другой результат. Черняга от клиента осталась, что конкретно за материал не знаю. Толщина 5мм. Проволока обычная омедненка (какая-то китайская), толщина 1.0. Даже наконечник похуже поставил, чтобы наверняка начал брызгать и не вышло. Наконечник как положено 1.0. Газ, качественный 80\20 от ЛИНДЭ газ. Горелка штатная 25-я. Канал стальной. Газа 14 л\мин по ротаметру поплавковому. Ссылка на видео и фото: https://cloud.mail.ru/public/MKep/ay6s5f6XG ДА, для особо замороченных, я не смотрел другие настройки. Старт поджога совершенно сейчас не волнует. Насчет старта, я ДВА ДНЯ в алюминии гонял ТР220 и режимами прихваток. Ни каких подстрелов, утыканий нет. Если копоти на материале нет, то дуга моментально загорается, отстрелов ни разу не было. А вот на копоти и при относительно большом шарике на кончике проволоки, может произойти утыкание, просто без дуги. Протер тряпкой и повторно все загорается и не отстреливает. Проволока 0.8. газ аргон. Проволоки 1.0 алюминиевой у меня нет. Только под эксперименты покупать 1.0 или 1.2 не имеет смысла. Да и авто радиатор я мучил. При этом он уже хорошенько жизнью побитый. ТИГ вообще не хочет с этим алюминием работать по причине его пайки. Припой просто ужасно себя ведет в ТИГ дуге. П\А значительно упрощает процесс лечения. Для дальнейшего общения по ТР220XL прошу в личку, на почту в ватсап. Посмотрим, что еще можно проверить и в каких режимах погонять. По результату можно будет скинуть фото видео, если будет интересно.1 балл
-
@Кирилл111, можно пойти чуть дальше. Нагнетать не воздух компрессором, а заполнить бак кислородом от баллона. Ну, и чуток пропанчика подмешать, чтоб уж наверняка. ЪУЪ, как спАкойно можно будет работать...1 балл
-
@Serj55441, Вот всегда любуюсь вашими работами. Ни добавить, ни убавить, ничего лишнего.....как по ГОСТу.1 балл
-
Вы на форуме недавно, а Алексея мы знаем давно. Ещё не было случая, чтобы его кто то на вранье ловил. Равно как и не было случая, чтобы он мог помочь человеку и не помог. А что касается бренда "Гроверс", техника стабильная и достаточно надёжная. Да, не без мелких косяков, случаются иногда в новых моделях. Но потом всё устраняется, вплоть до прошивки по заявкам трудящихся. Этот вопрос я задолго до вас поднимал, да и не я один. Это упирается в силовую, точнее, в её цену. В 350 это ограничение убрали, опять таки, по заявкам трудящихся и стараниями Алексея. Но там силовая позволяла, а в 315 всё впритык, чтобы цену минимизировать. Как привезёте - и нам расскажите. И про сервис, особенно. Любая электроника склонна к суициду, всякое бывает. А с резкими наездами здесь не надо, не приветствуется это у нас. Мы как то по другому привыкли общаться. Есть подозрение, что Вы далеко не самый грамотный электронщик из имеющихся на форуме, да и сварщик тоже неизвестно какой. Пока, кроме пальцев веером - ничего.1 балл
-
При сварке чугуна обыкновенным, не никелевым электродом, сварной шов так науглероживается от чугуна, что точить резцом его после сварки иногда вовсе не возможно из-за повышенной твердости. Вот потому и токарь запретил сварку штучным электродом. Был свидетелем ситуации,когда какой-то идиот прихватил в нескольких местах венец на чугунном маховике мерса 123-го,вместо разогрева и посадки на горячо. После этого знакомый токарь пытался чуть проточить лишние "сопли" Резцов около 6-ти различных сломал, пробовал точить на разных оборотах.... я думал что всю подачу, всесте с резцедержкой у него на 16К20 к чертям оторвет.1 балл
-
По тем же принципам живу... Сказал - сделал, если даже попандос все равно сделал... Куда настоящие мужики вокруг делись?? Одно бабьё толерантное....1 балл
-
@МассаТом,Тогда только жидкими пастами работать надо, если соберётся комками паста , полосы останутся.1 балл
-
1 балл
-
Фиассе! Мне вот нехватило. Пришлось японскую ниву покупать двадцати лет от роду. Вот так вот два дня. Потом ещё болгаркой вровень затирать... два дня.
1 балл
-
@Schlosser, так сами сказали, что ни чего не надо, какой смысл обижаться? Может человек добро запомнил и при случае поможет чем, ну в конце концов рекламу сделает друзьям. Если ждать благодарности за добро, то это уже не от души, проще деньгами сразу взять. А добро - оно возвращается, как говориться - "Понять и простить!" (с)1 балл
-
Пытаемся выйти из новогоднего марафона или хрен редьки не слаще ? Редька - специфический корнеплод. На любителя. Вот как его полюбить. Натереть его и яблоко на корейской тёрке для морковки(или тёрке для корейской морковки). Добавить чеснок, соль и масло и любимую специю. Завалил всю миску один . Всё нос воротят.1 балл
-
Покупаю вот такой бисквит. Очень мне он нравится. Странный он какой то. Что то потустороннее в нём есть? Не мы не будем его 30-40 минут на воздухе держать.1 балл
-
Я то может и пойму, вернее, даже знаю, но как говорил таможенник Верещагин-за державу обидно... Вот Вы, насксмен в законе, надуваетесь пафосом собственной значимости в борьбе за якобы"правое" дело, хотя дело просто в отжиме финансовых потоков для собственного благожития, ..не будет вас -ничего не изменится ...ни в + ни в -..., есть производство, тоже не табуреток, которое на Вас плюёт с высокой колокольни, и почему-то не разваливается.... вопрос-или они знают что-то, чего не знаете Вы, или ваше наличие, как конторы-избыточно?1 балл
-
Олег, доброго времени суток! Ознакомился со всеми диалогами между Вами и менеджером. Как я и предполагал, это была консультация по выбору между ПТК, Авророй и Минимигом. Так вышло, что все диалоги велись одним и тем же менеджером. Да, действительно, со стороны его было много не аргументированных доводов в пользу одних позиций при сравнении их с другими. По моему сложившемуся мнению, это связано с тем, что Вы более компетентны по задаваемым вопросам в сравнении с данным менеджером. Согласен с Вами, что и сама консультация изначально была начата менеджером с неуместного вопроса: "В какую сумму хотите уложиться?" Это не правильно задавать клиентам такие вопросы. В результате с ним была произведена беседа, да и со всеми остальными то же, что б никто не повторял подобных ошибок. Со своей стороны хочу поблагодарить Вас за обратную связь и за то, что в итоге все-таки купили в нашем филиале, не смотря на такие наши косяки. С наступающим вас! И долгих лет службы Вашему аппарату!1 балл
-
Да мы тут сами определиться не можем, спроси чего полегче!1 балл
-
Может кому пригодится. Кромкореза нет, Болгаркой долго. В общем все на фото. Да большое спасибо Алексею "Техсвару" за ремонт плазмы. Работает даже лучше чем с магазина.Потом лепестковым пройти и варить.
1 балл