Лидеры




Популярный контент
Показан контент с высокой репутацией 15.10.2019 во всех областях
-
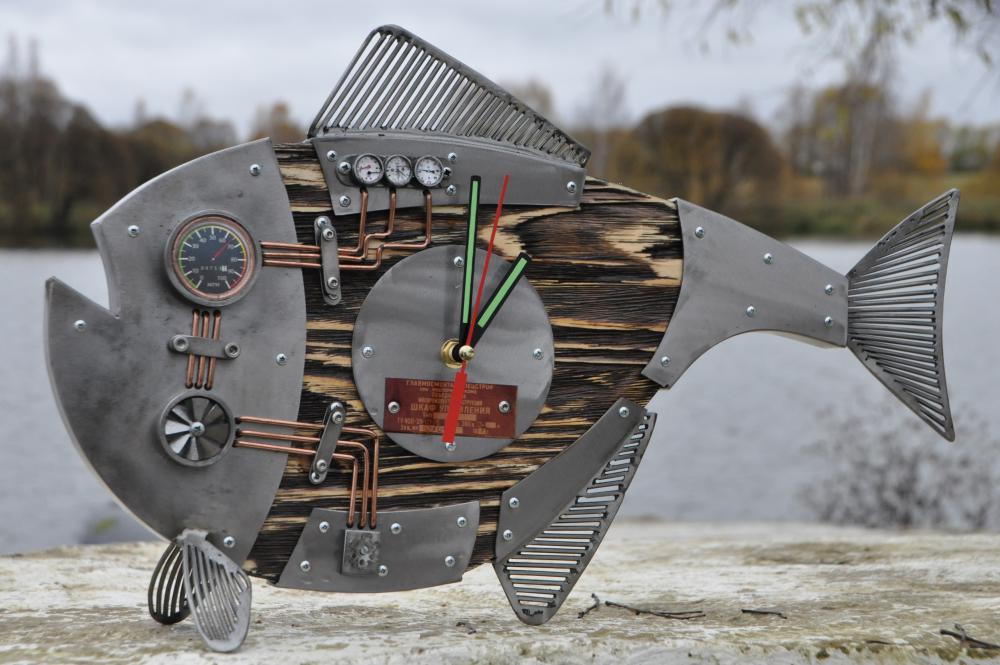
Ещё одну рыбу сделал.
 9 баллов
9 баллов -
@Точмаш 23, хотел тоже написать, но воздержался. Сначала бесплатно ищут техкарты, потом бесплатных сварщиков искать будут... Что за жизнь пошла, все хотят за бесплатно... Только сами не хотят бесплатно работать почему то.8 баллов
-
Халява наказуема.Сами не пробовали поработать?7 баллов
-
5 баллов
-
Испытал сегодня и завтра на выставку на чистой помчимся .
4 балла
-
Вот поскольку вы все же определились с выбором аппарата, я вам отвечу насколько Гроверс лучше... Да ни насколько Он мне так мозги и нервы уделал, что я ему на замену взял аппарат дешевле и на удивление довольно качественно выполнен. Из одного города с Гроверсом, да еще мало кому известный Neon ПДГ-201. Брал просто в слепую, ибо как и вы не смог найти в обзорах ничего вменяемого не китайского ни на одном форуме. На всем русском Ютубе есть только один обзор, и он оказался на удивление очень правдивым. Тут на форуме наверное и нет ни у кого этого аппарата А аппарат мне нравится если быть честным, можно сказать с первого взгляда после вынимания его из коробки К стати у производителя на сайте есть раздел со всеми комплектующими и модулями которые можно купить при необходимости за пределами гарантийного срока http://shop.ei-neon.ru/view_cat_aparat.php?cat=%D0%9F%D0%94%D0%93-201(001)&type=%D0%9F%D0%94%D0%93-201 Ув. модераторы, если ссылки нельзя здесь, потрите пожалуйста. Рекламой не является и я не продавец А Гроверс едет из СЦ после очередной прошивки и перейдет по наследству все же к зятю, на сто всякую ерунду варить.4 балла
-
Перила на Экспоцентре в Москве)) зная как тут подходят к работе и собственно самих сварщиков,видеть такое удивительно. Всех покусал какой-то сварщик-косячник)) Кстати нержавейка.
4 балла
-
Сварка алюминия и сварка кремниевого сплава, не всегда может пройти гладко. Основные моменты с которыми лично я столкнулся: - только для АМц, для АМг будет всегда чернота на шве при МИГ сварке. - горелка только под алюминий, если ей варили черную сталь или нерж, то грязь в канале будет размазываться по проволоке и выделяться в виде черноты на шве - конечно сам алюминий, не всегда на столько хорош, что позволяет чисто варить - положение горелки. Углом вперед или назад, очень существенно для сварки алюминия - чистота аргона. Если для ТИГ сварки еще может не проявляться (хотя блеска шва не получить), то для МИГ, будет в виде черноты около шва Ну опять же, чистота роликов, наконечника и т.п. + подсос воздуха и плохая защита от сквозняка или высокого положения горелки. Иногда меня в ступор вводит появление черноты. Надо проверять все. К сожалению, сразу явной причины я не могу выявить. Начинаю перебирать все что вспоминаю и что под рукой. А да... Проволока алюминиевая не может долго храниться, тем более если была повышенная влажность. И когда ее достал, то как не крутись, чернота шва будет. Так мы одну катушку в помойку направили. Для проверки, эту проволоку попробовал в ТИГ режиме. Там она сворачивалась в шарик и в ванну с разбрызгиванием попадала. Чернота шва шла. Взял другой присадок и все пошло на ура. Так что это тоже имеет место быть.3 балла
-
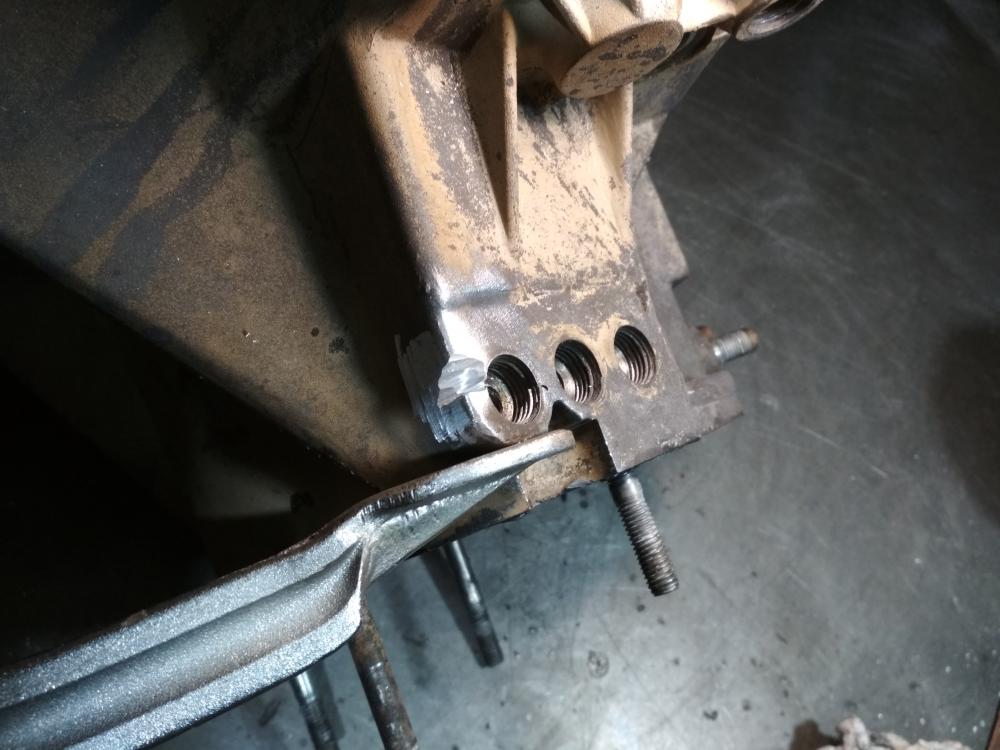
Восстановление резьбы.Выбора не было и пришлось приваривать кусок.
3 балла
-
3 балла
-
@Глобул, сходил..)
3 балла
-
выгорают из проволоки легирующие материалы, плюс недостаток защиты, длинная дуга и в конечном итоге - аппарат сменить на заточенный под АЛ, вопросы останутся но их решать легче.3 балла
-
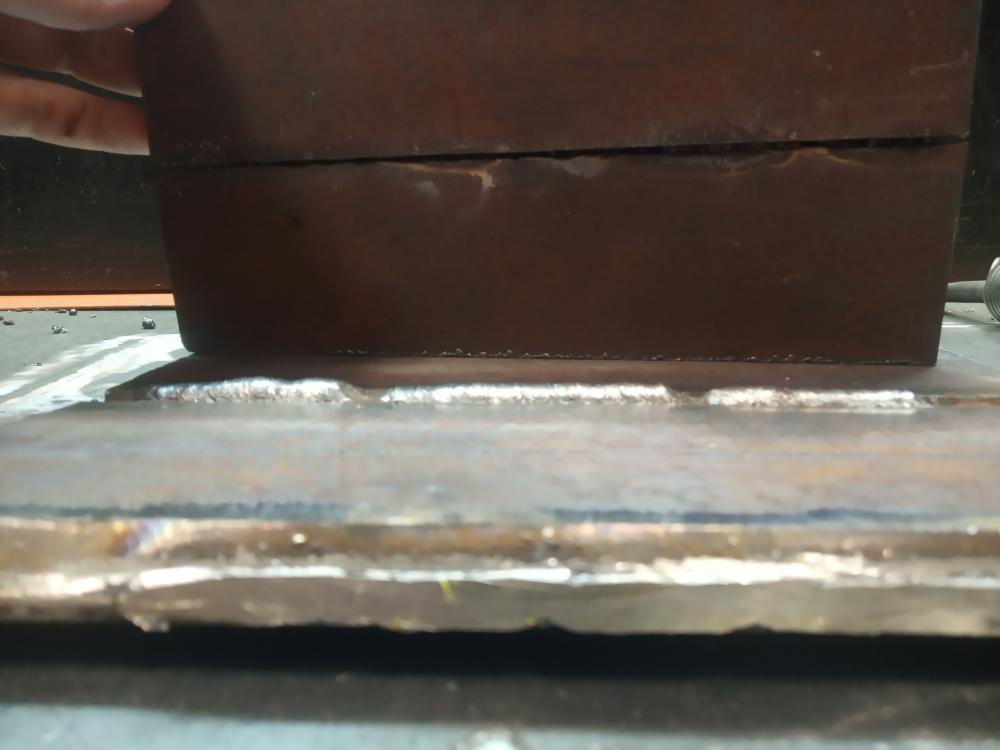
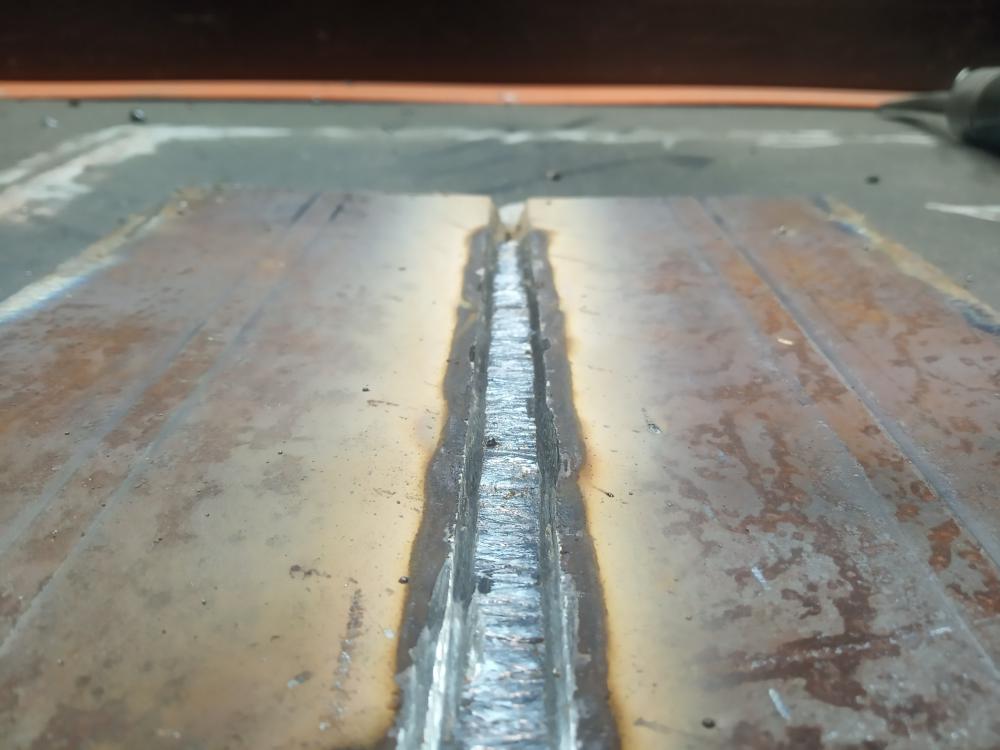
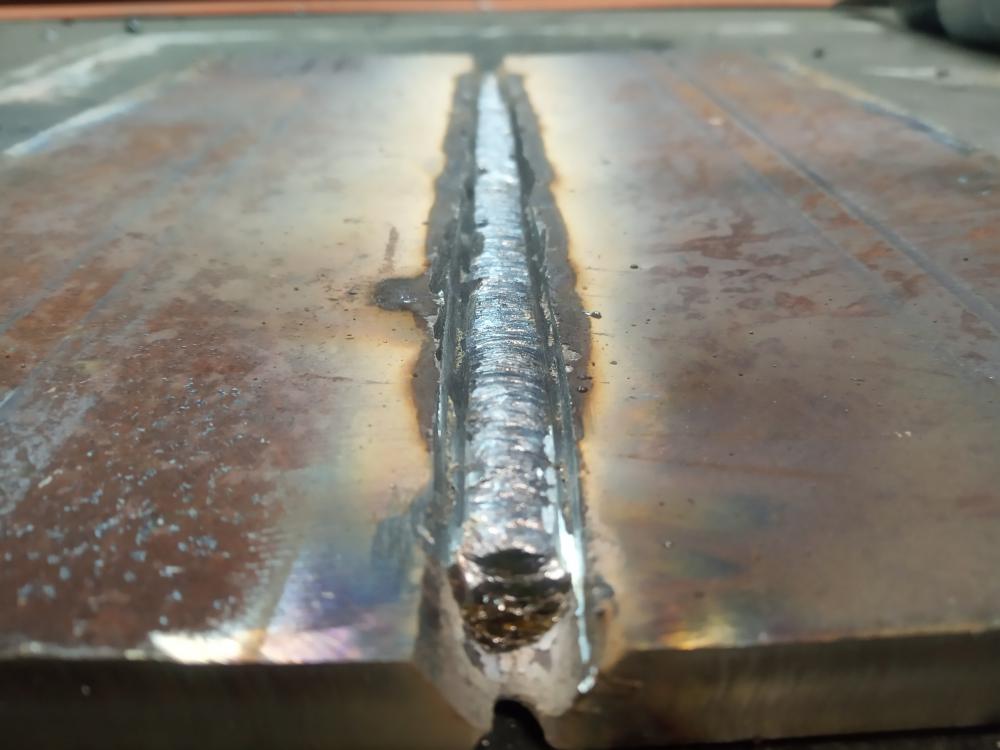
Слева-направо. 85-95-105. Самый правый НЕ в госте. С17 на 10мм заготовки по высоте 2мм. А там 3.5. надо поднять току до 110 и швыдче жарить. Спросите зачем? Надо
3 балла
-
Заполнение. На 3 мм электроде без отрыва дуги... Странно
3 балла
-
Конечно нет и только на пользу , выкладывайте все что можете и не можете. Я вот сегодня занимался сим , не купил пару недель назад но сегодня только руки дошли . И так пено приставка от Керхер , но у меня другая система и колхозим , трубочка от грязи- киллера да на моей мойке есть и такова , вода импульсом подается и веером , обшивку или что то мягкое типа "шубок на трубках" рвет как "бобик " в клочья . ЛЮМИНЬ В95 , Резьба М12Х1, стопорное колечко ,,, ну и остальное дело техники.
3 балла
-
Головка Форд.Легкая модернизация )-места крепления не совпадали. Мелочь абсолютная,но хоть немного оживить форум в понедельник.
3 балла
-
@Георгий 11, яттте за такие шутки...2 балла
-
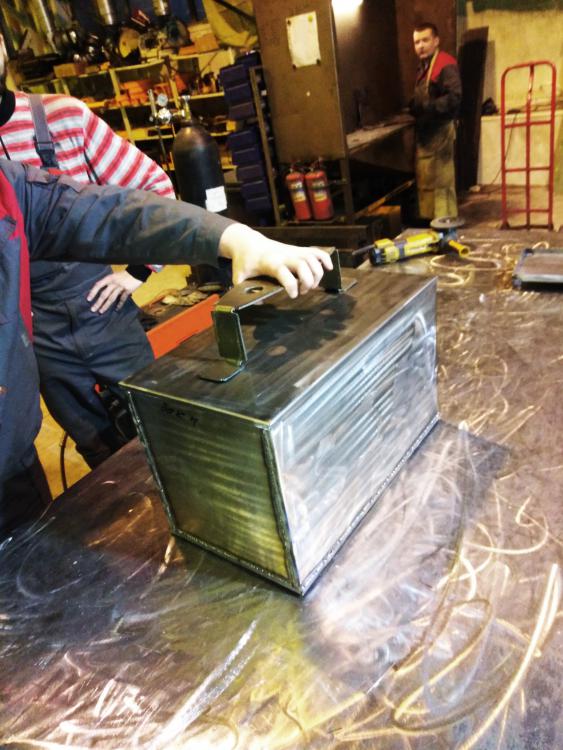
@copich, ты наверное хотел сказать, "да как ты смеешь, такую конфетку обсирать???". Увы, но приходится, раз производитель "клал" на потребителя, то что остается, только прославлять. У меня, повторюсь, к железу нет вопросов, есть тьма вопросов к софту, нелепому софту. Вот например сварка перегородки в баке, обрати внимание на начало шва, там нет сплавления и навален бугор. Хотя толщина всего то 2.5мм, и вполне хватило бы нормально стартануть с мощностью старта 160-170%, но видите ли, кому то барьер 140% показался достаточным, хотя можно и 200% для старта было зашить. Люминь в массе, требует на старте много тепла, это не на пластинках отрабатывать процесс, что похоже и делают итальяшки. Что касается Китайского барахла, они пришли и уделали, уделали уже многих европейцев как в плане функционала, так и в возможностях использовать этот функционал, без всякого рода урезок и ограничений, с ценой вдвое ниже. Качество сварки, поджиг и многое многое другое, все в лучшем виде сейчас делает Китай, и потребителя слушает в отличие..... Но вопрос долговечности конечно открыт. Ну и о моей персоне, я не спец, и таковым себя никогда считать не буду, ну и куда уж мне убогому давать оценку технике, именитой ИТАЛЬЯНСКОЙ технике. Вот бак, там видео есть. https://www.instagram.com/p/Bx4L0nUIn33/?igshid=1x03n1z2ojzf9 Ну и тут немного сварки от "знатока китайского барахла", для задора. Я думаю такие толщины ты и не видел никогда в живую, не говоря уж о сварке. https://yadi.sk/i/I59GfZ9wblgjIw2 балла
-
@welderman,нее,емкости всегда открыты),пошутил.2 балла
-
Не понял?Можно поподробнее?Закрытие емкостей?2 балла
-
@welderman,можно и у входа@Шурпет,в 11 уже закрытие,не успеете.2 балла
-
Вот как это можно сломать (это я про хозяина или слесаря чо чинил) там просто пробочка прижимающая пружинку шарика фиксатора . @Точмаш 23, Будет ездить и не куды не денется.2 балла
-
Ну мы за вас потусуем) Георгий с женой? И что то Алексей не отписался или я что пропустил?2 балла
-
Не, ну я бы с удовольствием, но увы.... далековато и накладно... )))2 балла
-
А в чем вообще прикол? Ладно труба,но на толстом металле чуть ли не в струе можно было.С другой стороны вроде бы и не развалится (?) такой узел теоретически.Заказчику пофиг наверное на чешуи.Я бывает тоже точками промышляю,но как- то не так глобально.Не понял я короче йумара.
2 балла
-
Заказал костюм для вылозок на природу. Пришол. В общем огорчён. Всё хорошо и размер отлично подошол... если бы не звук штанин при ходьбе. И цвет не совпадает. НоваТекс шутер, хаки. Сейчас их перестали шить. Но у них остался почти такой же только "орех". Что то мне подсказывает что и он такой же.
2 балла
-
И не вспомнил, на той горелке сопло узкое стоит и на ротометре настройка 8-9 с углекислоты осталась ещё. Спасибо, буду перепробовать. А аппарат поменять можно, и даже выбор есть, но пока из за разовых игрушек - смысла нет, некрасивые швы, я себе прощу, а прочность получается выше чем тело, пробовал сгибать многократно и ломать.2 балла
-
@БекасЧе, 140% старта у Хелви, это ни о чем. Глупые люди писали прошивку на очень хорошее и способное железо. Но увы, этот потенциал так и останется не раскрытым, в полной мере.2 балла
-
В ожидании привоза профильный трубы, попробовал варить алюминий АД31, Аргон, 5356 1мм, Сварог 200 Реал. Грань по настройке тонкая, буквально на 1 единицу двигаю обе рукоятки - расплывается как надо но быстро перегревает, чуть зазорчик и проваливается. На одну обратно - неплавит до валика с обратной стороны и все. Ещё при старте не хватает увеличения ампеража, как на Хелви 220, первые см шва, получается без провара. (кстати на Авито новый за 90 висит) Брызг многовато и от черноты избавиться не получилось, откуда ее столько ?
2 балла
-
@NikOtiN, нет. Мне к 4й паре. С утра оттачиваю. Дома скучно. Реферат буду писать вечером. А этот стык уже в госте. Все это вертикал.
2 балла
-
Антон , хороший вопрос,,,, а черт ее знает и может и будет и тогды переделаем Эээ какая деталь ,,,. сейчас нет у меня латуни. https://worldofmaterials.ru/spravochnik/conductors/167-sovmestimost-metallov Хотя вот смотри , немцы сам корпус агрегата люминь , насос латунь и годов 15 ей и вроде пока работает .
2 балла
-
... так драненький прикольно и круто , да и глядишь на клиента жалость повлияет , прослезится и сумму умножит .@selco, Валер а такое твоей теме не повредит
2 балла
-
Это маркетинг. И тот и другой - ПА. Только Спидвэй реально тянет на больших токах, а Овермен - ширпотреб. И тем и другим работал, есть с чем сравнить. Спидвеем варить электродами - это извращение, Ресанта за 4,5 тыщи - варит лучше. Это я к тому, что если что-то критиковать, то надо делать это в одном ценовом сегменте. Какие есть альтернативы за 42 тысячи? Я убедил товарища коммерсанта взять Спидвэй на производство под его задачи, уверенная сварка черной стали до 10 мм толщиной. Потом он взял Овермена, под более простые задачи (на сборку). Сейчас даже он понял, что стоит переплатить за Спидвэй, хотя изначально вообще ПА не хотел брать, все электродами варили. Овермен не тянет его задачи, а альтернатив просто нет за эти деньги. В общем задачи определяют - какой ПА выбрать. Я под свои задачи вообще Сварог взял и он меня устраивает вполне. Но если выбирать ПА по принципу - как он варит электродами, то сразу вам могу сказать - все ПА делают это отвратительно, кроме пожалуй Selco Genesis 3000 pmс2 балла
-
Мы в 10:30 только на Павелецком будем, поэтому вот))))1 балл
-
Ничего, на 2-3 курсе я Вам скучать не дам....1 балл
-
Собираемся у стенда Гроверса,в 10-00?1 балл
-
Александр , да так оно и есть и я свою покупал была (сейчас не знаю но скорее их уже нет) сеть магазинов в Москве "Чистая линия" и вот они их возили . Ну и сейчас в Россию их не возят не вижу в продаже . Сейчас пошли китай и Керхер занял рынок , и вот брат поменял Керхеров пяток а у меня Kranzle работает и пока нет намека на ремонт 220 атмосфер заявленных выдает и после 15 лет эксплуатации , ну и не удивительно на Керхер сейчас усе силумин и дай бог на пару лет , у моей насос латунь все клапана и пружинки с нерж стали и т.д.1 балл
-
@selco, у тебяж точки не стаким интервалом шли.1 балл
-
@misha88,я один.1 балл
-
Георгий , спасибо и пожалуй я тоже без подарка не останусь и чо нить приготовлю для тебя интересное .1 балл
-
@selco,тебе лично все готово,дома настойку какую нибудь сделаешь,да и меня потом добрым словом вспомнишь.1 балл
-
Чистил Яндекс диск, наткнулся на эти фото. Чертёж был взят на каком-то форуме. Уже и не вспомню - май 2018 года. Материал алюминий. Тот момент, когда ты чутка ошибся в размерах))
1 балл
-
Я вообще то в измерениях не очень(8 классов образование),делаю всё методом тыка.Так попробовал,да и фотки вышли никакие.Току стояло примерно ампер 140 на реостате(да там пофик сколько тока ,все равно тянет.Сопротивление катушки что то между 10 и 15 чего то там.Ну а когда кнопку включаю то на пол ампера дёргается стрелка.Кина снимать я не умею,вообще то примитивно умею но там надо куда то что то вставлять,а я старый,что сегодня научусь то завтра забуду.Я пока фотку вставлю и то весь вспотею,мне проще целый день отварить или на станке что то выточить.
1 балл
-
Сегодня для демонстрации приспособления намагнитил по заугольям разного мусора,скинул его в одну кучку и за два раза перегрузил в ведро и опять чисто.За сапог хватается как собака,там в мысу железка вделана.
1 балл
-
http://websvarka.ru/talk/uploads/monthly_10_2019/post-23094-0-38591000-1570454806.jpg1 балл
-
Как вертеть накс на метле"-400 сравнительно честных способов"-консультации лично при встрече на Велдексе....1 балл
-
Вот ещё немного творчества полезных людей. Деталь механизма переключения передач с какого-то моцика. Сам байкер-транзитчик. Ехал из Красноярска в родной Новосибирск. Поломался возле Кемерово на трассе. Ночь между субботой и воскресеньем. Байкерское братство не дало хлопчику грустить долго. Заодно и меня из дома выдернуло, аки репку с грядки... Переделал. Сплав, конечно, не ампир, но получилось куда монолитнее, чем было. Поспать так и не удалось. Под утро-опять звонок от очередного транзитчика. Теперь-от обладателя "Фусика" из Омска. Сначала выслушал проклятия в адрес новокузнецких мастеров, потом-выяснилось, что деталька поломатая-с историей и я её уже чинил года три-четыре назад. Лопнула в другом месте. Вот она, красавица... Перепаял за безвестным, но очень рукастым новокузнечанином.
1 балл
-
Петр , а зачем и чем прямее угол к детали тем лучше, но с условием держать очень короткую дугу . Большой наклон от лукавого и как "кот языком блюдце" размашисто не четко , контроль хуже в разы и нагрев выше в переди стоящей нержи относительно горелки. Вот смотри , 0,8мм нерж и подогнано не четко , но в помощь "прямой угол" относительно шва и конечно импульс и + 1мм присадок , если как "кот языком то в переди бы усе перегрелось а может даже и "рухнуло" не совсем но провал ожидаем. P.S. Меня так учили супер сварщики СССР и их было 15 человек и не один не варил методом "кот языком" , и по сему меня не переучить да и не нужно это так как правильно меня учили сварщики СССР и остальное от "лукавого".
1 балл
-
@Anton VL,Вы не поняли.Сейчас везде AWS, евростанадарты, тюф рейнланд,регистр Ллойда и прочая чебурда написана.Только вот из гейропы оно отличное,а наше фуфлыжное.Вот что не возьми и электроды электродней и медь меднее и т.д.А по бумагам- все одно и то же.Кто ответственность несёт?1 балл