Лидеры




Популярный контент
Показан контент с высокой репутацией 03.08.2019 в Сообщения
-
Подсказываю. Зачем вы берете присадок 2мм при токе 75а? К слову я на 130 работаю 1,6. Возьмите на 2-ку 0,8 в крайнем случае 1мм. На внешний угол в принципе 65А пойдет, можно чутка добавить, при сварке внутреннего угла ток увеличьте ампер до 80, присадок 1мм, и держите его всегда в ванне, прямо запихивайте его туда, мусор особо мешать не будет постоянное присутствие присадка в сварочной ванне её значительно успокаивает, можно даже с зазором и без поддува нержу варить без ежей.6 баллов
-
Вот вам справочник там и о коррозии и многое другое . http://bookre.org/reader?file=1214106&pg=65 баллов
-
Век живи - век учись (с)4 балла
-
@Точмаш 23, Ну.... не совсем @тор,прав Катодная очистка в данном случае вскрывает "окисный кариес" магния. Уж простите за корявый великий и могучий. Просто подобрал более-менее подходящие слова в конкретном случае Сам Магний более чем активный метал. Но в отличие от алюминия (который мгновенно покрывается окисью алюминия Al2O3, темп. плавления 2030, достаточно высокая мех. прочность и куча доп. "вкусностей" которые мешаю при сварке алюминия) У магния эти "вкусности" менее выражены, но вот поры при катодном распылении могут лезть на ровном месте- вроде все вырезано, чистота металла стерильная, шов ложится как по маслу..и вдруг кипение, поры, копоть и гарь.... А причина в окислах которые могут оказатся значительно глубже в теле металла, и очаги этих окислов часто не равномерны по глубине и площади самой детали. Маний варю достаточно много и часто. Сейчас много автомобилей завозят от пиндосов-битые, утопленики. С такими деталями проблем заметно меньше- магний мало окисленый , а вот бывает привезут что ни будь временем побитое... форменная "руская рулетка" начинается.4 балла
-
@Fossil, края.
 4 балла
4 балла -
Блин, хотел отредактировать/добавить, но кончилось время для исправления. ) Чуть добавлю. Нашел фото швов на этом союзе - https://spaceflight.nasa.gov/gallery/images/station/crew-22/hires/jsc2009e285013.jpg Вроде норм. И еще фото. Вроде как раз эта самая часть. Выступы такие же. И стрелками место крепления: Видимо тут и был во время сборки этот самый обруч, криво сваренный. Похоже, что и правда приспособа на время сборки.
4 балла
-
Вполне серъезно , магний свариваю и у меня получается так же .3 балла
-
3 балла
-
Ладно, приведу здесь некоторые дизайнерские наработки для самодельного турбоблока на базе совдеповских фильтров, фильтрующие элементы наверное такие как в "бриз 1001", или ПФ-4 или еще как их понять, но корпус типа еще совдеповский с маркировкой "ПАФ": Общий вид: вид сбоков без фильтров: вид с верхнего патрубка схема сборки, верхний выходной патрубок соединяется с вентилятором двумя резиновыми переходниками для канализации - переходник размером 40х60 одевается на вентилятор и вставляетмя в патрубок, переходник размером 40х50 вставляется сверху в патрубок и соединяется с тем который одет на вентилятор, желтый кружочек под вентилятором это распорка из трубки чтоб не болтался: вид сдвоенного фильтра: Один фильтр вставляется в широкий раструб в собранном виде, а другой в узкий раструб только с верхней "крышкой" и фильтрующим элементом, дополнительно уплотняется изолентой . Вид в сборе с человеком Воздуховод из гофры для проводки Ø32мм, гофра жесткая, но удерживает приданную ей форму, похожий вариант здесь соединительный тройник сделан из ПП уголка на 45° Ø32мм и резьбы он компрессионного фитинга для Ø25мм, сварен под небольшим углом при помощи строительного фена, шланг от пылесоса с "быстросъемным" разъемом: выходной "штуцер" из шланга, сварил из фитинга для канализации Ø32мм входной штуцер из какого-то "туалетного/умывального набора" диаметром Ø40мм, правда на фоне другого "турбоблока" в предыдущий турбоблок вставляется и уплотняется при помощи резинового переходника аналогичного тому который стоит на выпускном штуцере Обвязка для крепления турбоблока к поясу, вверху ленты сшиты, вообще желательно его крепить сразу за выпускной патрубок:
3 балла
-
Так точно , но не много не в том направлении. Как это не представляется возможным , усе очень просто и примерно два часа и все приспособы готовы . И порадуете швами заказчика , да и сами порадуетесь чистить и зачищать не прийдется . http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=223695 http://websvarka.ru/talk/topic/1223-nerzhavejka-1/?p=1643052 балла
-
Давление , вы ведь видели не разбиваемую пленочку во время сварки и грязь лезла и сей первый признак не достаточно аргона.2 балла
-
@RVV,@RVV, Это деталь машины, и масло может попадало, плюс качество литья, и я Вам не про край ванны писал, а про край детали, место узкое, и аргон не задерживается на детали.2 балла
-
@Точмаш 23,@tig,все так и есть, при катодной очистке и наблюдается некое подкипание , которое гасится присадкой , поэтому ярко выраженно именно в конце на завершение шва .2 балла
-
Тебе еще дедушка Ленин говорил:учиться,учиться и учится...до конца дней своих и после них тоже.2 балла
-
@tig, Думаю,что замечание Тор имеет место быть,только его можно слегка скорректировать:вкрапления на снимке появляются при завершении шва.Возможно,что здесь техническая ошибка:присадка выносится за зону защиты,идет нарастание окисной пленки(присадочный пруток перед сваркой был подвергнут шабрению ) по толщине и вновь резко вноситься в зону плавления и частицы ее остаются в расплаве,т.к. затвердевание идет очень быстро и окончательной очистки ванны не происходит. --- Основная реальная причина появления пор при сварке магниевых сплавов — выделение водорода, образующегося при разложении остатков влаги, содержащейся в частицах оксидной пленки, замешанных в ванну при расплавлении основного и 174 присадочного металлов. При таком механизме образования пор (характерном для сплава АМг6) водород выделяется в молекулярной форме, минуя стадию растворения. Количество несплошностей, образующихся при охлаждении, зависит от количества частиц оксидной пленки, замешиваемых в ванну в процессе сварки, и от запаса имеющейся влаги в оксидной пленке.2 балла
-
Теперь представьте ситуацию: на аппарате вентилятор поймал клина, сработало термо-реле, но вент не запустился. Лучше уж пусть постоянно дует, зашумел или поймал клина - сразу понятно что к чему. Перед тем, как городить огород с вольт-добавками, надо посчитать кол-во оборотов роликов на двух МПП при одинаковом напряжении. Если ролики одинаковые и обороты совпали, то надо смотреть, что стоит перед мотором и выдержит ли эта деталька нагрузку более мощного мотора. ПС: моторы на ВУДИ не так уж и хороши. Сталкивался с тем, что мотор подклинивает, ток растет и микросхема на контроллере уходит в защиту. И пока электролиты в схеме полностью не разрядятся (примерно 30 минут), аппарат в дауне. Лечил разборкой двигателя и смазкой втулок ротора.2 балла
-
@RVV, По мне так зона очистки чрезмерная, баланс можно поправить. А куда в вашем аппарате не ведаю, очень он замороченный, такой только на производство, тяжелое.... А по работе - нормуль, походит. Б\у алюм всегда грязный как не убивайся на подготовке.2 балла
-
Вогнёт, потом не выправить.2 балла
-
Нет там никаких следов удара.Их там просто быть не может:незачем что-то проковывать. тор прав.2 балла
-
Если вы по наружке проварили, то внутре образовались окислы, после чего все будет трещать и гадить. Можно организовать защиту при сварке(шланг внутрь, 2..4л/мин), после чего проваривать изнутри, но проще сразу идти с проваром, а потом зачистить ежей(если без защиты) болгаркой/гравером/фрезером и пассивировать. Такое усиление мало что даст. А на угол току добавьте, ну и скорости.2 балла
-
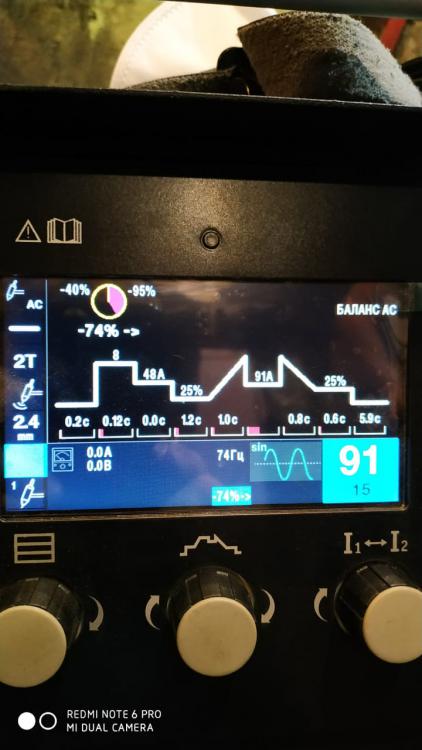
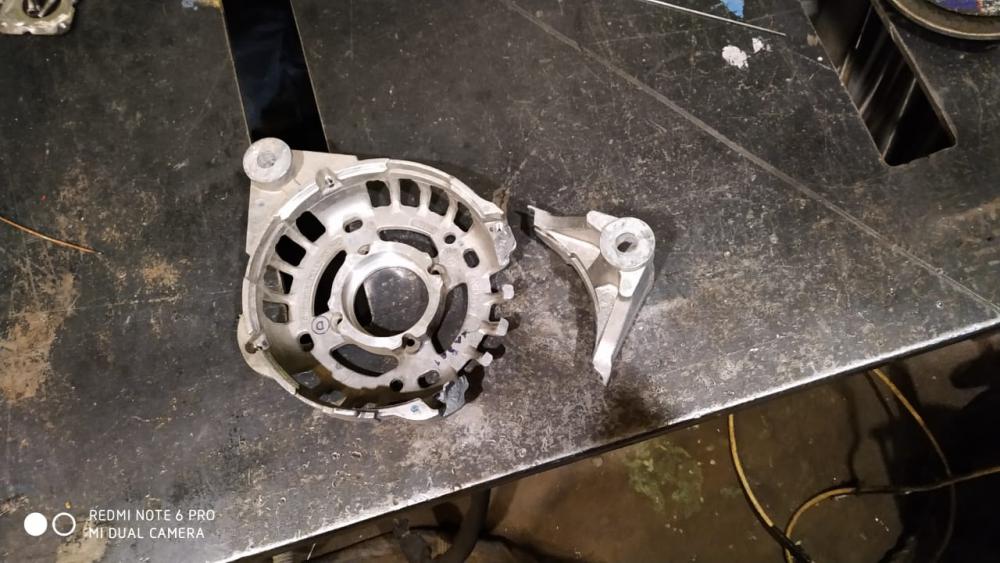
Приехала машина. Лопнул корпус генератора. Все подготовил, заварил. В роде как заварилась но как то мне кажется что то не то по настройке. Подскажите умные люди. Хотелось бы видеть блестящий шов, варилось не могу сказать что плохо, но иногда появлялась как будно пленка сверху серого цвета. Присадка 4043
2 балла
-
Ты опять образ не раскрыл..... Общее фото, общая "мысль". А подробности? Нафига так выставлять? Народ требует подробностей если уж начал.2 балла
-
Крышка Сузуки. Давно не было.Пытались варить алюминием,но,слава богу,вовремя остановились..почти вовремя.
2 балла
-
Дембельский аккорд.Ремонт печи- цементировали,цементировали,да невыцементировали.Ящик с заготовками и карбюризатором решил,шо у него пора днищу лопнуть.Соответственно карбюризатор замкнул спирали и все это жахнуло.Ну и ящички и прочая фигня.Дали мне даже ,как особо одаренному среди слаборазвитых микропремию и я конечно же купил новую прищепку после работы вместо чего- то полезного.Все,отпуск!
2 балла
-
Вышли на меня через эту тему на форуме, поддон прислали с алтайского края. К сожалению его сначала местные пытались заварить алюминием. Ну зачем продолжать, если понятно, что что-то идет не так?! Я представляю какой треск стоял при сварке, ан нет, русские так просто не сдаются! В итоге, вместо небольшого пробоя - дырень диаметром около 50 мм. Народ! Будьте внимательнее, смотрите маркировки на деталях, если есть малейшее сомнение! Да и по весу понятно, что что-то тут не то. Кусочка магния на заплатку не нашлось, поэтому пришлось заплавлять. С обратной стороны подровнял с присадкой... После - подровнял снаружи лепестковым и проверил керосином. На поверхности видны поры, но так уж варится магний, довольно капризный материал. Гоняться за ними не стал, т.к. если керосин не протек за 5 минут, то масло - точно не пойдет через поры, даже потеть не будет.
2 балла
-
Типично питание на силовуху и управу раздельное, т. е. можно подцепиться к управе или развязаться с 220В импульсником. Блок 150Вт для miniATX - это весьма небольшая плата, для вашего случая(маломощный усилитель с питанием) еще меньше будет. Все влезет. Покупаете на али блок в сборе и колхозите навроде: http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-86621200-1523695765_thumb.jpg1 балл
-
Заднее колесо от YAMAHA R1,подварка трещин и наплавка под расточку
1 балл
-
ты прав не хватает защиты и вся проблема Тоесть необходимо увеличить постГаз либо давление. Правильно?1 балл
-
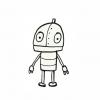
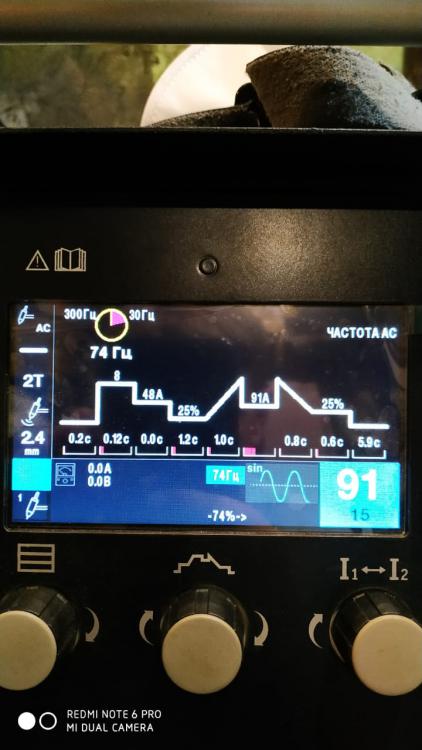
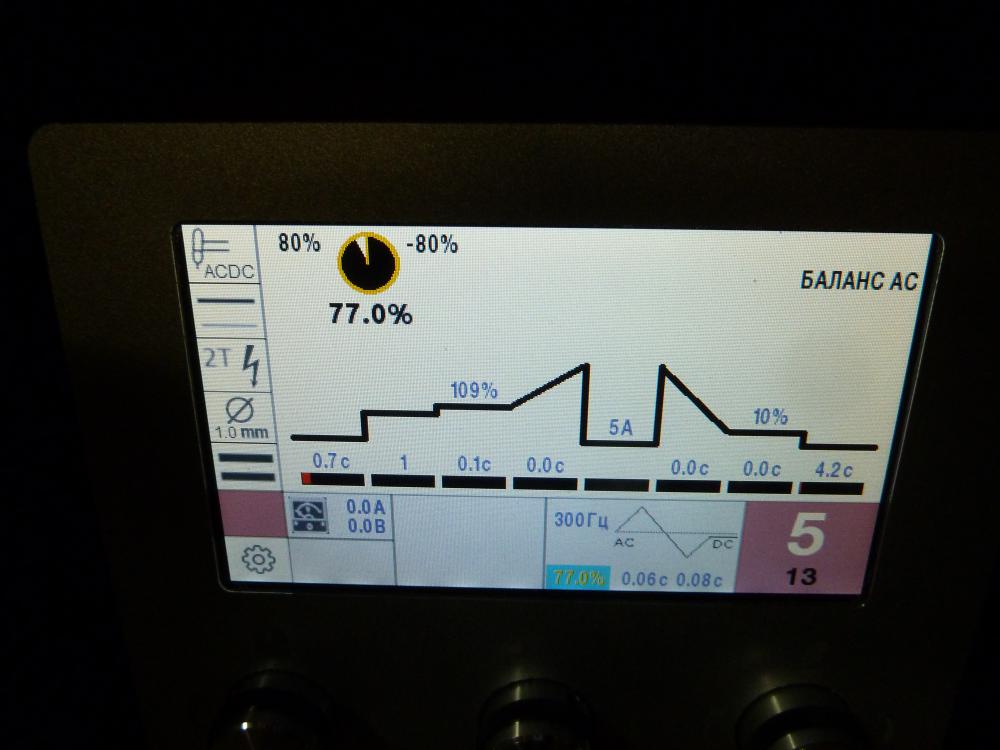
Виктор, плохой край-в плюс 40% , минус 95%-ничего не имею против . Под MIX (микс режим) хорошо иметь 80% положительной волны что раньше и было. И зачем убавили? Буду звонить им а то-не дело это . Егор , ты прав, не хватает защиты, вот и вся проблема .
1 балл
-
Советы - это хорошо. А никто ничего про сами швы не пишет. А там есть о чем поговорить. Что надо сделать чтобы так пережечь? Внутренний угол и ни намека на "золотистость" и тому подобное. Сам подход к сварке нержи не верный. ИМХО конечно.1 балл
-
Без обид, но промежуток между горелкой (самим аппаратом) и деталью настроить сложнее всего..... сам по началу долго привыкал к аппаратам с наворотами, но в итоге подружились и теперь не разлей вода когда понял для хрена всё фишки и как ими пользоваться1 балл
-
Вам не про край ванны писал, а про край детали,Да прошу прощения. Спасибо1 балл
-
Виктор , что ты хош и поры будут , и техническая ошибка была совершена до тебя теми кто "пытал" магний алюминием . Ну и да tig прав и вот я где то читал что коррозия на магнии может быть внутренней и даже не заметной с наружи , и в какое то время деталь может просто рассыпаться на удивление хозяину. Вот я картер от бензопилы Урал еще СССР пробовал магнием , и картер легок очень но вот магний не принимает и похоже что то намешано , но это ВПК их делали как побочный продукт и они умели намешать так что на века. вот это на картере Урала и картер давал ой какие поры не принимая магний , и шовчик уже лежит на подкладке пару предыдущих швов. А эхто так баловался и кубик наплавил магнием и редко он мне попадается в работе.
1 балл
-
@злой папа, Доброго дня,опишите как подготавливаете кромки и флюс,какой флюс применяете какие режимы.1 балл
-
Двигло не просто крутится, оно крутится с некой(изменяемой) скоростью; с этого плясать надо. А потом на линейном усилке добавляете вольты. если надо.1 балл
-
Статистикой не владею, поэтому ничего не могу возразить, кроме того, что у меня два гроверса один кемпи и ни одного сварога с Авророй)))1 балл
-
RVV,Hlorofos. Оперативно=) Спасибо.1 балл
-
можете ,если не затруднит, скинуть фото выбора параметров баланса AC?1 балл
-
С левой стороны шва очень здорово похоже на проковку\набой острием1 балл
-
Нагрев детали выявил следующее- Несплавления, после "мастера", в наплавленных участках присутствуют железосодержащие компоненты.Радиальные трещины , без возможности локализации. Лучевые трещины, проходящие через глухие резьбовые колодцы.Расстояние между трещинами, на некоторых участках не превышало 15мм. Пост-обработка детали займёт аналогичное время,как на изготовление дубликата.1 балл
-
Это довольно сложный вопрос,т.к. есть широкий круг поставщиков проволоки,большая номенклатура порошковой проволоки для сварки углеродистой и низколегированной стали, ПП-Нп;разная конструкция проволоки - стыковая,нахлесточная,двухслойная.Не у всех поставщиков безупречное качество продукции.1 балл
-
Любителям прекрасного.Что за механизьма точно не знаю,знаю что бронза,вилка и связано с морем.Хотелось забрать у фрезера и сделать скульптуру.Кроиловом даже как- то назвать не могу,не знаю,что за условия были у человека,да и в принципе обработается и походит.Цвет такой возможно от лежания в морской воде.Одного не пойму- чем варили,газосварка?Кто ,шо думает?)
1 балл
-
@Кустарь,Слесарь- электрик,слесарь - ремонтник,электромонтер( все 5 р).НВ Инженегр- энергетик).Рацуху видел.1 балл
-
Честно говоря как то неудобно обсуждать идеи творческой мысли, это проще всего. Но вы сами попросили высказаться.@weldstar, Извините, но я полностью поддерживаю @brat_h,. Вы разработали блок под определённый фильтр и спрашиваете: ребята, а что можно туда засунуть подешевле? Пришёл совет- от пылесоса. Кто то может посоветует фильтр салона автомобиля, фильтровальную бумагу от топлива, примастырить кусок старого паласа... но чудес на свете не бывает, всё это будет менее эффективно. Логичней, на мой взгляд, проектировать блок под конкретный фильтр, патрон, респиратор т.е. реальный СИЗОД, но за какие-то меньшие деньги. Это конечно если задача получить на выходе не "прикольный" продукт "очумелые ручки с вентилятором", а достаточную защиту органов дыхания. Был у меня некий опыт в этом направлении. Руководство посчитало, что слишком много предприятие тратит на СИЗы и поставило задачу снизить расходы. (предприятие металлургическое) В первую очередь обратили внимание на респираторы и перчатки т.к народ и правда относится к ним нерачительно. Но численно (по закону) количество респираторов не снизишь - попробовали качественно., т.е. вместо 3М стали пробовать, российские, китайские, немецкие... Народ начал жаловаться, бузить, писать в инстанции и т.д. Пришлось звать специалистов, проводить опытную эксплуатацию, считать коэф.защиты... кончилось ничем. Короче - в очередной раз подтвердилось, что не из всякого материала можно сделать конфетку.1 балл
-
Если пользоваться фильтрами Adflo, то какой смысл городить огород да еще и на 3D принтере, тем более что система состоит не только из вентилятора но и из маски и шланга. Проще купить всю систему, а для экономии - поменять в Adflo блок регулировки оборотов - можно будет и фильтры экономить и гайморит не заработать фирменный HEPA - фильтр от пылесоса будет стоить дороже (в 2-3 раза меньше по площади) чем Adflo, а в китайских пылесосовский "HEPA13" там и не пахнет, например потому что он должен быть электростатически заряжен и храниться герметично. Покупать Adflo систему предполагается в Англии или Америке. например старый добрый www.ukwelder.com Ну или вариант от Tecmen - HEPA-фильтры у них вроде дешевые. PS: есть у меня пару вариантов самодельных турбоблоков и воздуховода в маску, но и в моем случае предполагается Speedglas 9100 в качестве маски - дизайн у него удобный.1 балл
-
... работал еще на практике на ВПК ( паял горы трубок, труба в трубе типа холодильника с отводами , интересный был период жизни) ., ну и подходит какой то с сломанным ключом из сплава предварительно похвалил мой продукт и чуть ни в приказном порядке -надо ( игнорируя мои доводы что это не мое и нет присадки ) , вынудил меня пойти на эксперимент - обильно посыпал флюсом ( чтоб не спалить окончательно и тупо подтолкнул\воссоединил оплавленные торцы обломышей ). Клиент радостный я в растерянности- что за фокус получился .1 балл
-
обзор по функционалу https://youtu.be/z6OYGR3haUw1 балл
-
внешний вид выглядит хорошо, покрашено качественно. можно ремешок прицепить, что по-моему полезно. упаковано всё было хорошо, но сфоткать забыл. комплект горелка, земля, держак с кабелем, газовый шланг, немного расходки для горелки. все провода с сечением 25 квадратов. горелка выглядит нормально, но шланговый пакет дубовенький.
1 балл
-
Для полноты картины приведу предыдущий вариант с такими же ужасными фото: Достаточно жесткий шланг, воздуховод-ошейник с не идеальной защитой снизу от сварочного дыма, но заметно менее громоздкий в пользовании: снял/одел маску, снял/одел шланг с ошейником снял/одел пояс с вентилятором Масса всего этого комплекта получается на поясе. воздуховод с шлангом тройник из уголка на 25 мм и куска трубки на 32 мм И все это в комплекте с вентилятором на поясе: на корпус еще ставилась крышка с фильтрами... но тут у кого какие фильтры и фантазии их крепления. Если рабочее место типа "сварочная кабина", то вместо аккумулятра можно подключиться к блоку питания (в моем случае до 24В, аналоговый регулятор напряжения в принципе понижает напряжение до допустимых 15В и ниже, хотя смотря как сделать) через спиральный шнур (типа телефонного), чтобы облегчить себе вес на пояснице.
1 балл
-
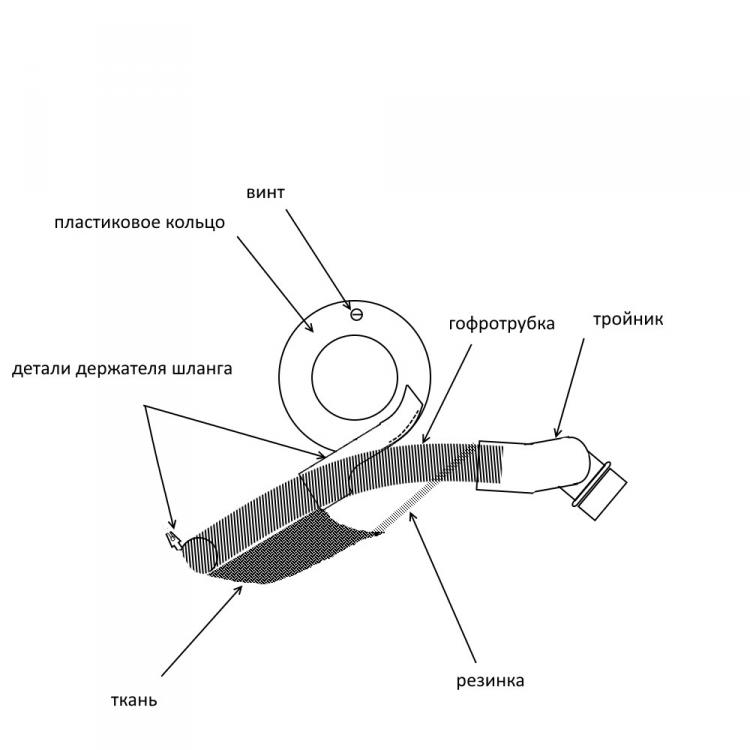
Самодельный воздуховод для Speedglas 9100 Общий вид самодельного воздуховода на базовом рисунке с фирменным вариантом. Принцип – ошейник-воздуховод, относительно жестко прикрепленный к несущим элементам оголовья по-бокам, и возможностью некоторой фиксации в передней части возле подбородка. Сам воздуховод можно легко снять, останутся только боковые крепления. В таком варианте исполнения, когда нижняя часть маски достаточно хорошо уплотнена, респираторная защита уже достаточно хорошего уровня, недостатком является то что вес шланга уже грузит шею и одевание/снятие маски затруднено. Вариант без боковых креплений, с упругим "несущим" шлангом уже не так хорош с точки зрения изоляции от сварочного дыма, но заметно легче в пользовании - не грузит шею, легко снять одеть маску. Сделана система из «подножного» материала: пластиковая гофротрубка – шланг слива для стиральных машин (желательно брать качественную эластичную); держатель этого самого шланга для слива (из него делаются два крепления по-бокам и одно по центру); два полипропиленовых уголка на 45° для диаметра трубы 25мм (подбирать так чтобы гофротрубка плотно входила во внутренний диаметр). уголок для компрессионного фитинга полиэтиленовых труб диаметром 25 мм (нужен патрубок, выделенный на рисунке). Дальше нужны будут ткань желательно огнеупорная и желателно молескин (в общем с начесом для нежности), кусок тонкого пластика для колец боковых креплений, прочные нитки, пара винтиков и гаек с резьбой M5, и для соединения всего этого воздуховода со шлангом подачи воздуха нужна будет трубка с внешним диаметром 32 мм (пластиковые сифоны для умывальников бывают с такими). Из инструментов – нож, ножовка, дрель, шарошка, сверла (для отверстий для сшивания 2 мм), коронка для отверстий на 29 мм, игла «цыганская», выжигатель по дереву «советский», строительный фен для сварки полипропилена. Самой сложной деталью является «тройник» для подключения воздуховода и шланга сзади. Делается он из двух ПП уголков на 45° на 25 мм и патрубка от компрессионного фитинга на 25 мм. Уголки свариваются в одной плоскости самым простым способом – разогреть металлическую пластину, затем одновременно с двух сторон разогреть ПП уголки пока пластик хорошо не расплавится и совместить, и прижать уголки чтоб получился вот такой вариант Далее срезать патрубок из компрессионного фитинга, снять с резьбы пластиковое кольцо и резиновое уплотнительное кольцо, внутренний диаметр в начале будет около 32 мм (то что нужно), далее внутренний диаметр около 27 мм, в принципе его можно так и оставить, но можно и развернуть коронкой на 29 мм до 30 мм, а дальше шарошкой до 32 мм, в общем надо чтобы был достаточно плотный но «быстросъемный» контакт с соединительной трубкой внешним диаметром 32 мм (на рисунках не показано). Далее подготовить посадочную форму обратной стороны патрубка для соединения с ПП уголками (линии резов показаны на рис ниже). Далее, чтобы сделать тройник надо разметить место совмещения при сварке на ПП уголках, патрубок должен быть приварен где-то под углом 45° к плоскости ПП уголков. Далее, чтобы сварить эти две криволинейные поверхности я воспользовался строительным феном, сделал прокладку из кожи и вставил сопло в патрубок и на небольшом расстоянии от патрубка держал ПП уголки, таким образом у меня одновременно разогрелись свариваемые поверхности, разогревать наверное, лучше на максимальной температуре (или почти), лучше подождать до появления заметных признаков плавления пластика, и работать надо в сварочных крагах. (это не реалное фото, а фотомонтаж для общей наглядности) Следующий пункт: воздуховод и его крепления. Боковые крепления сделаны из пластиковых колец внешним диаметром где-то 83 мм. (слегка выступают за корпус маски снизу и сзади), внутренний диаметр немного больше «посадочных мест» на держателях оголовья. К кольцам пришиваются боковые части от держателя шланга, прорези (щели) фиксирующей части держателя ориентированы во внутрь маски. Переднее крепление вырезается так чтобы «язычок» стреловидной формы входил в специальную щель в нижней части маски для фирменной «защиты шеи», этот «язычок» затем придется согнуть на 90° и слегка прогревая «советским выжигателем» линию изгиба добиться устойчивой формы. Переднее крепление нитками фиксируется вокруг гофры, с внутреней стороны гофры выжигателем делаются два полуовальных выреза по бокам от центрального крепления, для выхода воздуха, желательно ориентировать их как бы внутрь-вверх. Несколько фото (ужасного качества) реального воплощения.
1 балл





























































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)