Лидеры




Популярный контент
Показан контент с высокой репутацией 15.07.2019 во всех областях
-
Как человек работающий 90% времени с нержей, я вам скажу больше. Даже после после обработкой мягкой нержавеющей щетиной очень желательна не большая полировка или сатинировние чтобы поверхность стала более равномерная, тогда нержа пассивируется нормально и ржы не будет 100%. Даже не большая шероховатость в местах обработки щеткой может помешать равномерному образованию оксидной плёнки и может выступить не большая ржа. После зачистки чернушной щёткой коррозия будет 100%.10 баллов
-
@5hun, Доброго дня,перегрев для аустенитной нержавейки прямой путь к коррозии, по технологии все последующие сварные швы накладываются после того как температура предыдущего сварного шва опустится ниже 100 С.Щеткой Вы не уберете все очаги коррозии нужно протравить кислотой сварной шов и ошз.7 баллов
-
А тут рама с двух сторон лопнула, провозился весь день
 6 баллов
6 баллов -
Выходной продолжается, подошла очередь плазморезить. Надо в шести столбах под двое ворот и калитку прорезать 36 отверстий под скрытый крепеж. Делаем шаблон, на твердость рук надёги нет))) Запускаем плазморез. Устанавливаем шаблон на струбцины по разметке. Сверлим дырдочку, что бы сопло дольше прожило. Металл тройка. Ловкость рук и никакого мошенничества. Готово. Быстро. К стати совет Миротворца чистить сопло щеткой слегка после реза, реально помогает. Налипания окалины нет, сопло живет дольше. Ну и в маске с режимом зачистки очень глазикам хорошо. P.S. Любителям ТБ - тапки сварочные, носки тоже
6 баллов
-
Поехали цементовозы. Ресивер, снять возможности нет, варил по месту на прямых вытянутых руках.
5 баллов
-
Дааа..Когда то занимался дверьми давнооооо.Тогда не было такого изобилия, как щас.И было выгодно и заказов хватало.НО шабашники на заводе с халявным металлом устроили демпинг.Это ситуация выбила из колеи.И на сварку я как на заработок забил.Только для своих нужд. А щас история двух дней ранее. Мой знакомый,которому я по дружески(бесплатно)подвариваю на фуре,когда узнал что я за радиатор на Case взял 10тыщ аж подпрыгнул на месте от удивления...Он был в шоке,что очень дорого.Знаете как он оценил мой труд?1000р день.У тебя на радиатор ушло 2 дня.Значит 2000р.В этот момент у меня клыки выросли .И чють до драки не дошло. Как вам кажется это справедливо?5 баллов
-
Оставлял радиатор от Маза в качестве донора для радиаторов малого размера. Радиатор - основной и в него заливали всевозможные антитечи. Опрессовка донора показывала утечки по корню трубок .Понадобился радиатор 300×300 , пошел в ход донор . Радиатор сварил , но опрессовка показала множественные мелкие утечки по телу трубок . Итог -работа ради работы .
5 баллов
-
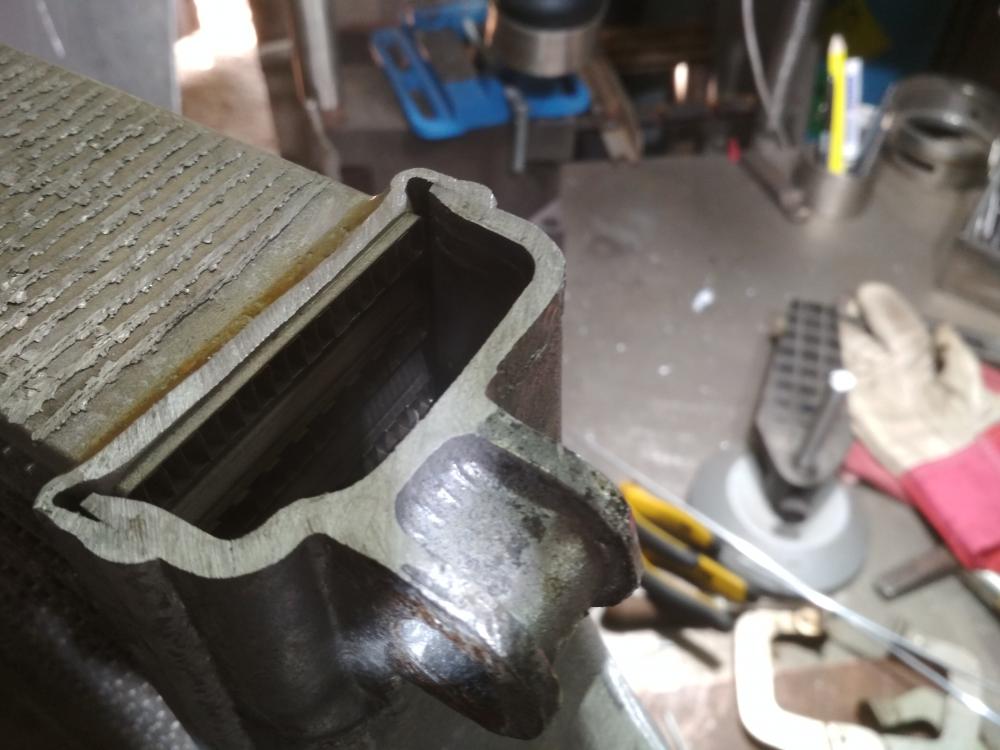
Изменение размеров интеркулера. Принесли уже со срезанными бачками.Удалялись две соты. Надо было уменьшить высоту патрубков - не становился он,насколько понял,на МАН.Часть бачка с одной стороны срезали по самой соте.Соты залиты мастикой.Было опасение распайки,но все обошлось.
5 баллов
-
Добрый день, джентльмены. Долго не заходил/не писал - много дел и суеты, но рад, что все на месте). В общем есть, что добавить в общую копилку контента: Ремонтные работы по спецтехнике - заварка трещин, накладки. Корень либо ЛБ52-2,6мм, либо Behler k50r 2,5мм. Заполнение и облицовка - либо 7018 Линкольн 3,2мм, либо ОК74.70 4мм. Пачку этой ОК случайно забрал на рынке - торговец уже отчаялся ее продать и сдал по смешной цене. Хотя такими бревнами орудовать на ниточных швах не слишком удобно Клиент дотошный, любит сделать все "по красоте": Наплавка выдвижной части стрелы экскаватора - 4 плоскости по 200+см, шириной 5-6см. УОНИИ 13/55,4мм. Металл наливал в шахматном порядке, по секторам - к счастью, никаких деформаций не случилось. Самое интересное - чистовая шлифовка. Поскольку в обычный фрезерный станок такую жлыгу (около 2,5м) вставить проблемно, пришлось немало времени и сил отдать ручной шлифовке большой УШМ Макита. Получилось...потно). Детали прошли проверку практикой - все работает чотко). Есть небольшие каверны, но это просьба клиента счищать как можно меньше, сохраняя толщину - в итоге снимал около 1мм. Исправление "ремонта" рамы камаза после прошлых владельцев - за такое не грех и грех на душу взять). Вкладка приварена с зазором 5мм, корень ЛБ52, лицо - Bohler k50r 2,5мм. Очень нравятся эти электроды - наиболее мелкочешуйчатый шов из виденных, очень плотная и ровная дуга, но...на тонком металле или больших зазорах ЛБ однозначно выигрывает. И самое жаркое - реально, настилали новое дно кузова в жару - за пару часов металл прогревался так, что я понял фразу "уж на сковороде". Повторять не хочу). Под листы подкладывали всякие лом, чтобы они не проминались в старое днище. Опять же, джентльмены, извиняюсь за разный наклон фото - как ни выставлял, форум вращает их как барабан на "Поле чудес"
5 баллов
-
@Rumata, изврат с элементами онанизма! Работы по цистернам лучше в соответствующую ветку выкладывать http://websvarka.ru/talk/topic/4082-remont-tcisterny/4 балла
-
Юра сегодня высказался, что я "фыркаю", клиентов отпугиваю ценой. Юра - говорю - в Масквэ я шабашки делал, брал 1000р/час, и платили безо всякого. Не сравнивай Москву и Луганск - говорит. Почему не сравнивать - спрашиваю? У нас цены другие? Да, другие, дороже всё. Аргон дороже, углекислота дороже, проволока дороже, наконечник сраный на полуавтомат М8*1,2 сто рублей стоит, а в Москве 30. С каких делов мой труд должен стоить дешевле, чем там? Родич твой грозится мерса пригнать варить (всё плачется, что дорого), так он по России гоняет, а не по лэнээрии, по российским расценкам. Так хай там ему российские сварщики и варят по местным тарифам. Счас вот думаю: может, и хорошо, что предприятия похерились при лэнээрии, меньше демпинга будет. Сварные с заводов поедут в Россию строить чего-нибудь под Геленджиком где-нибудь.4 балла
-
все бы так, то жили бы в другой стране.Зная что есть и на форуме подобные халявщики производственного помещения и оборудования - знайте какую "медвежью" услугу делаете всем тем кто пытается сам создавать и зарабатывать. Мое желание - быстрей бы подобные предприятия развалились а высвободившиеся Специалисты сели на свою "попу". Слово "Специалисты" не зря написал с большой буквы и это так, но очень жаль что в экономике полные профаны....4 балла
-
Вот наглядно цена всей дружбы (с его стороны).4 балла
-
Ни чем не хуже, но проблема в том что за четкую прическу бабло готовы отдавать охотнее чем за качественную сварку. В итоге мы живем в стране декораций. Где готовы до бесконечности латать фасады вваливая кучу бабла, но ни копейки не вложат в фундамент. По нормальной человеческой логике самыми богатыми должны быть работники водоканала ныряющие в овно. В их руках жизнь города. Но у нас самые богатые сами знаете кто.4 балла
-
по сути Константин вкратце и объяснил на поставленный вопрос. тут вам решать сколько будет выходить 1см шва (но это если все подготовлено, только варить) но вмешивается еще одна составляющая - работа слесаря, экспедитора и т.д.. Можно сразу прикинуть сколько уйдет времени на все, прикинуть сколько уйдет расходников и добавить к этой сумме 20-30% (стоимость Костя одного дня озвучил) приплюсовать все, назвать сумму на 10-20% больше и в случае если клиент сильно не захочет, предложить ему скидку и/или предложить самому закупить материалы, съездить на плазму, а назвать сумму только как бы за сварку и без гарантии на качество, (но лучше этого не делать, во избежании работ чем попало из чего попало). сколько в час берет экскаваторщик? Сколько берет парикмахер за стрижку, затратив не более пол часа?, чем хуже сварщик со своим оборудованием и своим здоровьем????4 балла
-
@Lex86, Согласуйте параметры с европейскими партнерами, опираясь на наш стандарт.Если внесут коррективы,то учтите их.3 балла
-
@Rumata, такие уставшие куски все же вырезаются без сожаления. Накладки на них вообще, что подорожник на рану от КПВ3 балла
-
1.1.2. Взаимодействие водорода со сталью Водород способен растворяться в твердой стали и диффундировать в ее решетке только в виде протонов. Гидриды железа до сих пор не об- наружены и, очевидно, можно считать, что они не возникают при наво- дороживании стали. Поглощенный сталью водород может находиться в двух состояниях: ионизированном (протоны) – растворен в решетке и в молекулярном – заключен в коллекторах. В распределении водоро- да, поглощенного сталью, важную роль играют дефекты её структуры, к которым относятся дефекты поликристаллического тела – микроско- пические пустоты, щели; трещины, неметаллические включения, меж- зеренное вещество, – а также ультрамикроскопические дефекты кри- сталлической решетки стали – вакансии, их скопления (коагуляции) и дислокации. Все указанные дефекты, если они замкнутые, играют роль коллекторов, в которых может собираться поглощенный сталью водород. Проникнув в решетку металла, протоны распространяются в ней и достигают поверхности раздела между решеткой металла и кол- лектором, а затем проникают внутрь коллектора и молизируются в нем. Считается, что водород диффундирует в сталь транскристаллически по всей решетке; избирательность диффузии по дефектам решетки, а также по границам зерен обычно не учитывается в отличие от их роли при насыщении стали водородом. Противоположный наводороживанию процесс – дегазация стали – зависит от диффузии и поглощения сталью водорода. При этом легко дегазируется водород, находящийся в решет- ке металла в виде протонов; водород, сегрегированный в виде молекул в замкнутых дефектах внутри твердого металла, являющихся коллекто- рами для него, почти не дегазируется. Растворимость водорода в стали очень низкая и по разным данным колеблется от 300 до 400 ppm. https://docviewer.yandex.ru/view/40127518/?page=277&*=wJ0nvSLzWDCviPQsAkCWQ2ZT76x7InVybCI6Imh0dHA6Ly9wb3J0YWwudHB1LnJ1L2RlcGFydG1lbnRzL290ZGVsL3B1Ymxpc2gvaXpkYW5peWFfcmF6cmFib3RhbnllX3ZfcmFta2FoX0lPUC9UYWIxL0NoZXJkYW5jZXZfbWFrZXQucGRmIiwidGl0bGUiOiJDaGVyZGFuY2V2X21ha2V0LnBkZiIsIm5vaWZyYW1lIjp0cnVlLCJ1aWQiOiI0MDEyNzUxOCIsInRzIjoxNTYzMjA5NDcyMTQzLCJ5dSI6IjQzNDY4NTcyNDE1MzM5MTkzMjEiLCJzZXJwUGFyYW1zIjoibGFuZz1ydSZ0bT0xNTYzMjA5NDUyJnRsZD1ydSZuYW1lPUNoZXJkYW5jZXZfbWFrZXQucGRmJnRleHQ9JUQwJUIyKyVEMCVCQSVEMCVCMCVEMCVCQSVEMCVCRSVEMCVCQyslRDAlQjIlRDAlQjglRDAlQjQlRDAlQjUrJUQwJUIyJUQwJUJFJUQwJUI0JUQwJUJFJUQxJTgwJUQwJUJFJUQwJUI0KyVEMCVCRCVEMCVCMCVEMSU4NSVEMCVCRSVEMCVCNCVEMCVCOCVEMSU4MiVEMSU4MSVEMSU4RislRDAlQjIrJUQwJUJDJUQwJUI1JUQxJTgyJUQwJUIwJUQwJUJCJUQwJUJCJUQwJUI1JnVybD1odHRwJTNBLy9wb3J0YWwudHB1LnJ1L2RlcGFydG1lbnRzL290ZGVsL3B1Ymxpc2gvaXpkYW5peWFfcmF6cmFib3RhbnllX3ZfcmFta2FoX0lPUC9UYWIxL0NoZXJkYW5jZXZfbWFrZXQucGRmJmxyPTM1Jm1pbWU9cGRmJmwxMG49cnUmc2lnbj0yM2Y3YmQwNGMyMTc4MjExZmJlMjBlOTlhM2EyNmY2YiZrZXlubz0wIn0%3D&lang=ru3 балла
-
А если 6-ка электрод может вообще ну его газ)))и без него варить)3 балла
-
Да кто чего говорит. Белый или красный. На приспособе которая сбоку перегрев можно получить моментально. Особенно насмотревшись как бравые парни точат сверла. 100 процентный перегрев. На промышленных аналогах микрометрическая подача сверла. На этой же как дрова точат. Вот самое толковое видео про это на мой взгляд из всех видео .3 балла
-
тут тоже есть нюансы - в этом надо вариться и тоже что то уметь, а то хозяин кокой нибудь соски, отправит отдыхать другим транспортом и в противоположную сторону. Когда начнут исполнители ценить свой труд, выполнять его качественно и исчезнет заводская халява может и легче будет зарабатывать.3 балла
-
это определяет предложение услуг, коих по сварки и жук и жаба готовы предоставить, купив аппарат в хлебном магазине и за шапку сухарей выполнить работу, одно слово бараны, как и те кто выполняет халтуру на оборудовании предприятия, получаю зарплату от хозяина и не тратя свои деньги на расходники и оборудование, вот так и живем...3 балла
-
Меня терзают смутные сомнения...Пару тройку крупного щебня привезет, и проявятся все эти вставки бугорками.3 балла
-
На фото видно как высота гуляет. В следующий раз сделай шаблон, поможет более ровно сточить. Для этого рекомендую лепестки "лукас", очень хорошо снимают и контролируемо. В барахолке у Ромы были.3 балла
-
Не пойдеть... работаете с нержавейкой - заведите щетки из нержавейки.3 балла
-
Видимо мы немного друг друга не поняли. У меня на девять часов как раз начинает электрод плавиться. Сей час глянул - инвертированное у моего аппаратца управление балансом относительно сундука. В правой части "циферблата" все хорошо, в нуле вполне себе можно, на девять часов уже электроду плохеет. Поэтому звиняюсь, не просек фишку2 балла
-
@Ofatum,баланс на 9 часов, электрод 3.2мм, газовая линза с соплом 8, спад тока 2 сек (клацаешь кнопкой при необходимости), постгаз 8 сек. Ток 200А и жарится это все хозяйство на ура!!!2 балла
-
@Hlorofos,таки прав. Внешне плотнее швы баланс в минус, пузырей тоже меньше. Как в анекдоте. Два алкаша, один другому говорит Отгадай загадку Начинается на ЖА, заканчивается на Аба Жаба Ты знал, ты знал2 балла
-
https://files.stroyinf.ru/Data1/6/6221/2 балла
-
2 балла
-
@Ofatum,достоверный расход газа на выходе из сопла , вот там и надо и мерять .2 балла
-
маловато сопло, как пить дать могут быть завихрения и тянет атмосферу в зону дуги, вообще эти горелки и линзы как лотерея, иногда и вроде бы газ идет по расходу нормально (кстати чем проверяете?) а защиты нет, иногда достаточно на оборот убавить и все становится на свои места. Электрод на фот говорит о том что он остывал уже без газа...2 балла
-
Не знаю будет ли кому интересно, но выложу немного фоток. В рамках "Славянского базара" в городе проходит много различных мероприятий, сходил поглазел на соревнование музыкальных шкатулок на колёсах Сам процесс соревнования не очень зрелищный, но в участвовавших авто есть что посмотреть.
2 балла
-
тут скорее труба а не кусок . берем лист бумаги с прямыми углами длиной равной окружности можно в +, оборачиваем и по краю чертилкой отмечаем, болгаркой с тонким диском аккуратно отрезаем стараясь не перегреть.2 балла
-
@SERG33, Добрый день, в "Деталях машин" разбираетесь?Если да тогда можете посмотреть книгу Дунаев детали машин курсовое проектирования,выбор электродвигателя стр 4-6 Дуунаев П.Ф. Детали машин курсовое проектирование 1984г..djvu2 балла
-
@chdv1971, У меня примерно такая же приспособа, что и в ролике... да, сверло 10-12-15 и далее мм - точить на эльборе можно, теплоотвод приличный, а вот 3-4-5 - горит нафиг! Если только "подвести реснички"))) А на корунде (зеленом, белый грубоват, во всяком случае тот, что у меня, 25А) - самое оно!2 балла
-
ну вот я на заводе шабашки делаю, и начальство добро дало... но вот материал закупаю свой и цену полную за изделие выставляю, и пофиг что оборудование с электричеством халявное, ибо нехрен людей приучать к тому что мой труд стоит копейки2 балла
-
ИМХО - ни к чему... греть сильно сверла будешь. Зеленый корунд - самое оно...2 балла
-
Порция грозы от меня . Походу одна из них(последняя в видео) убила передатчик охранной сигнализации у меня в гараже. Тот кто был в это время в гаражах отложили кирпичи. У меня кошка металась в квартире в поисках прибежища. И мне было страшно .2 балла
-
Вполне реальная схема. https://www.youtube.com/watch?v=TsdKvahWo-w Ещё и депиляцию можно организовать.2 балла
-
Профиля кидали по всей длине с шагом 500 с перемычками, накрывали листом 5 мм и то со временем продавливает, гравий с ковша бухают с высоты метра 3...2 балла
-
@Serj55441, стоимость оборудования, амортизация, квалификация, расходники. За сколько секунд можно сломать фрезу? А стоимость фрезы? Я как то считал и сравнивал свою работу и парикмахера. Имея в наличии помещение (в складчину) пару ножниц, машинку с замотанным изолентой шнуром, прыскалку и расческу, парикмахер с меня берет 300р за 20 минут. Таким образом 900р в час. Неслабо. Притом, что вложения ни какие, а квалификация ниже средней2 балла
-
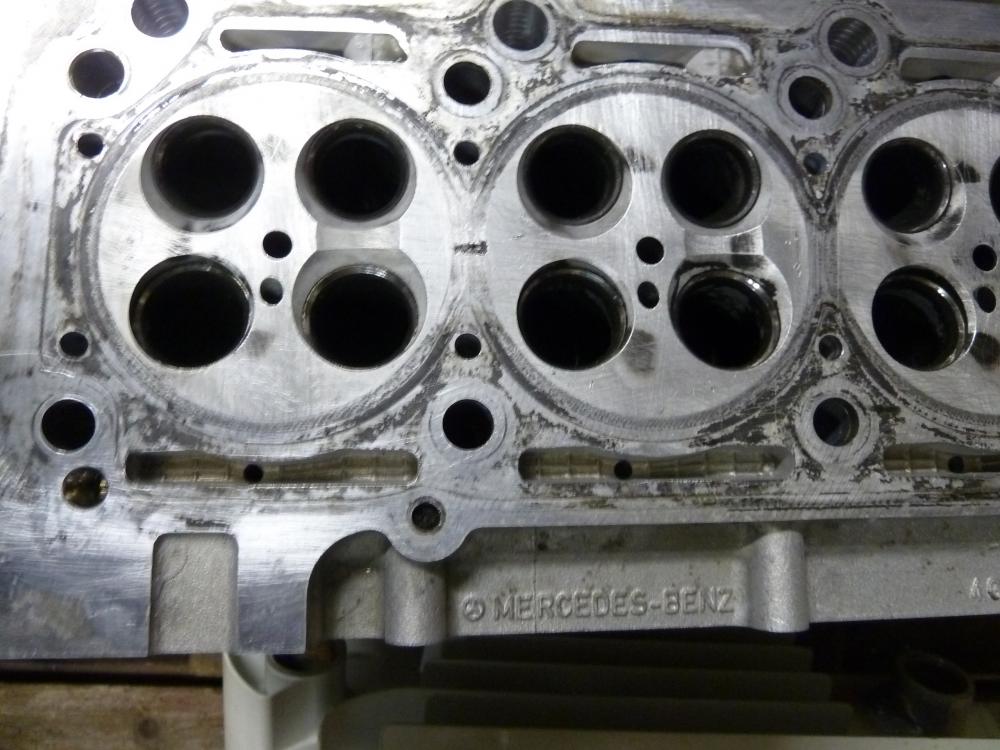
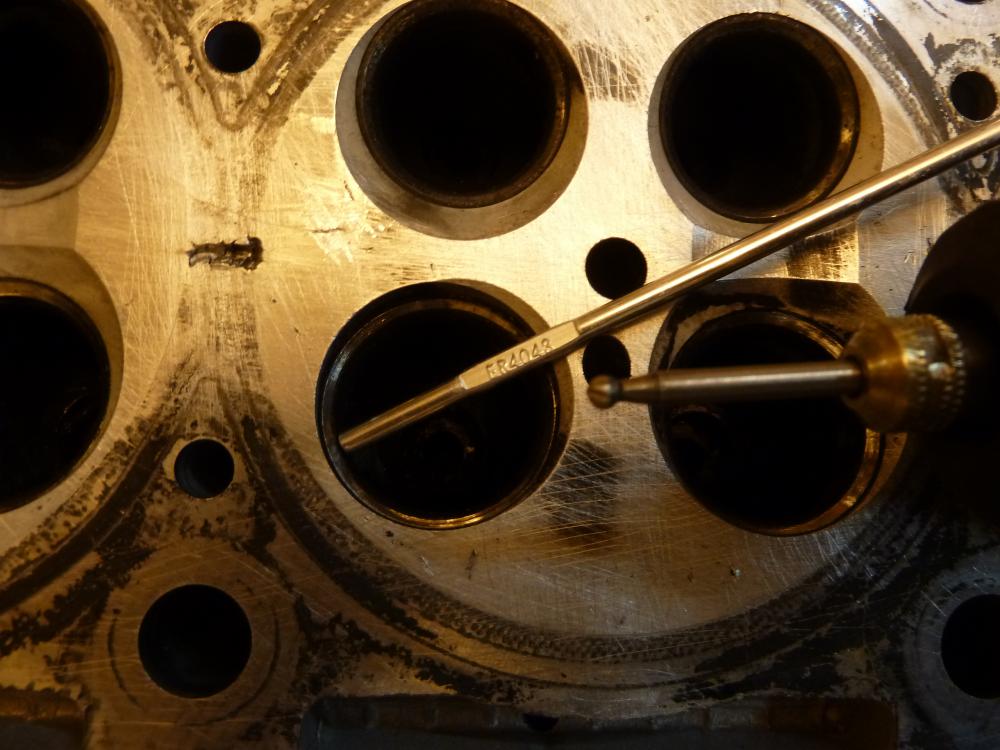
Михаил , импульс это и не путаем с частотой АС тока и она у него 50 или 60гц и не регулируется , а вот зачем 300гц да наверное не стали заморачиваться и не разделили частоту импульса по АС и DC току и отсюды и параметры (хотелось бы послухать импульс АС дугу с частотой 300гц) . У меня на Селко частота импульса на АС токе мин.0,1гц макс. 25гц и далее как считают их инженеры на АС токе нет смысла поднимать частоту импульса . Впрочем каждый смотрит со своей колокольни и если все правильно сделано то почему и нет 100гц и 300гц . Вот на Ево и Рем там вообще подмешивается ВЧ импульс как в АС так и в DC токе и можно в паузе общего импульса поставить например ВЧ 600гц а в пике 12000гц и работает и главное найдется и применение симу , я пробовал и знаю . Ну снимать пару мм со всей плоскости и не обязательно и повторюсь что надо вскрыть и очистить сам очаг и он иногда уходит в глыбь и при этом еще расширяясь во внутрях на глубину более 5мм (все конечно зависит от старости ГБЦ, какова охлаждающая жидкость плавала по ней , и конечно от самого сплава а вот он сейчас говорят не так хорош как при СССР да и думаю так и во всем мире- одноразово ---- покупайте З.П. девиз нынешних инженеров. Ну как не стал и граница она везде граница и должна быть на "замке" , вот тут надо четко усе сделать и особо за "кардон" разделки дугой не уходить (современные аппараты сие позволяют делать) иначе там чужие пограничники и постараются "пузырей2 навставлять . Ну и еще раз про ваш "бодик " у него синусоида и вот по моим наблюдениям она намного эффективные создает в ванне волны тем самым выбивая пузыри , вот по крайней мере на Форсаж 500 это так , правду сказать там чуток модернизированная синусоида но она прям "шторм" устраивает в ванне ,( у китайца ее наверное нет) , вот сегодня еще раз убедился в сием , конечно не ГБЦ но материал дрянь дорожный указатель висевший несколько десятилетий на дороге и принимавший на себя усе от солевых ванн зимой до палящего солнца летом .
2 балла
-
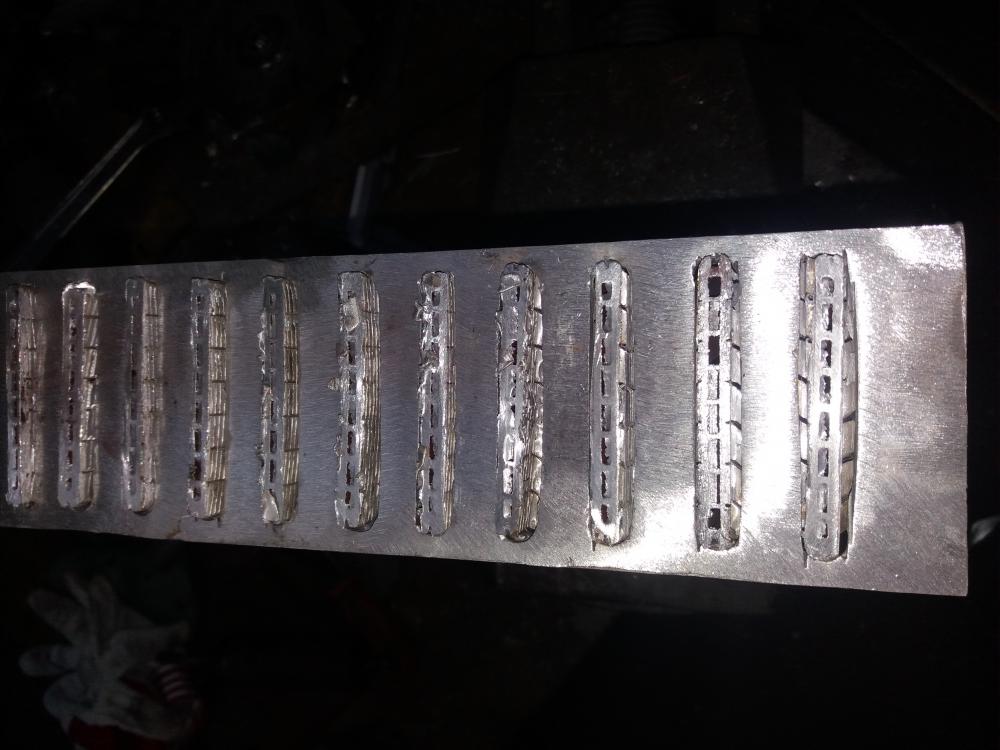
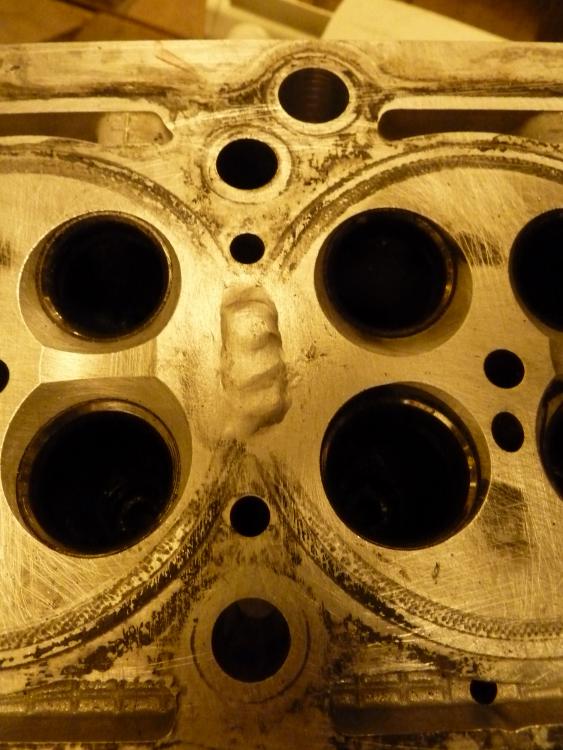
Жаль вашего имени не знаем и тут часто по имени общаются , да ладно. Вот смотрите ваши "веселые картинки" и чо я в них увидел с 1 по 5 , да и в остальных тоже . Вот пузырьки по периметру сварки размещены и их нет в середине и к каналу тоже . И так вот от куды они по периметру - прут , смотрим еще внимательно "веселые" и чо видим , видим плоскость фрезерованная но черные пятнышки как звездочки на небе имеются и это как кариес , пятнышко может быть маленьким на вид но во внутрь уходит глыбоко а иногда и в глубине расширяется и даже раздваивается и точь в точь как на зубах кариес , вроде пятнышко а дантист ползуба распилил. Так вот фрезеровки мало и надо как дантист до бела удалять сии пятнышки и не какой нагрев не поможет они держат влагу в себе . Бодик справляется только потому что им приходится греть дольше так как дуга расфокусирована , вот как то очень давно ухо крепления от КПП Волги носил приварить , так вот сварной на УДГУ400 на токе около 300А грел относительно долго , ляктрод в полурасплавленном состоянии и дрожит, прежде чем люминь начал плавиться , картер нагрел так что час остывал и ясень хрень что все выгорело и испарилось. Современные аппараты , со своими балансами и частотами позволяют на меньшем токе практически сразу плавить люминь не дожидаясь пока все "выгорит" и нагреется до 400г . И по сему , все что "подозрительно " и отличается по цвету от основного алюминия , удаляем . Вот смотрите и то я поленился и не вычистил как положено , но на моем есть токовый баланс и за счет мощной положительной полуволны он чистит как " Бодик" и даже лучше . Но , оговорюсь , поленился да и на душой стоял нетерпеливый клиент- друг который только и приговаривал "так сойдет!.
2 балла
-
Заботу российских металлобаз о клиентах просто так не исправить))) 9 струбцин на 1.7метра полосы 4*20мм)))
2 балла
-
@5hun,Доброго дня с абразивом по аккуратней,на нем должна быть пометка "inox" или надпись об отсутствии железа,хлора и серы. И при работе не используйте абразив для нержавейки по бывавший в контакте с черной сталью,если не будите соблюдать это условие коррозия появится очень быстро.2 балла
-
труба 108 электроды lb
2 балла
-
@Rustam016,Доброго дня 15% раствора вполне хватит2 балла
-
Давно не выкладывал, все как то одно и тоже, появилось эксклюзивное, немного микросварки. Детальки от шасси радиоуправляемого самолетика на реактивном двигателе.
2 балла