Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 01.06.2019 в Сообщения
-
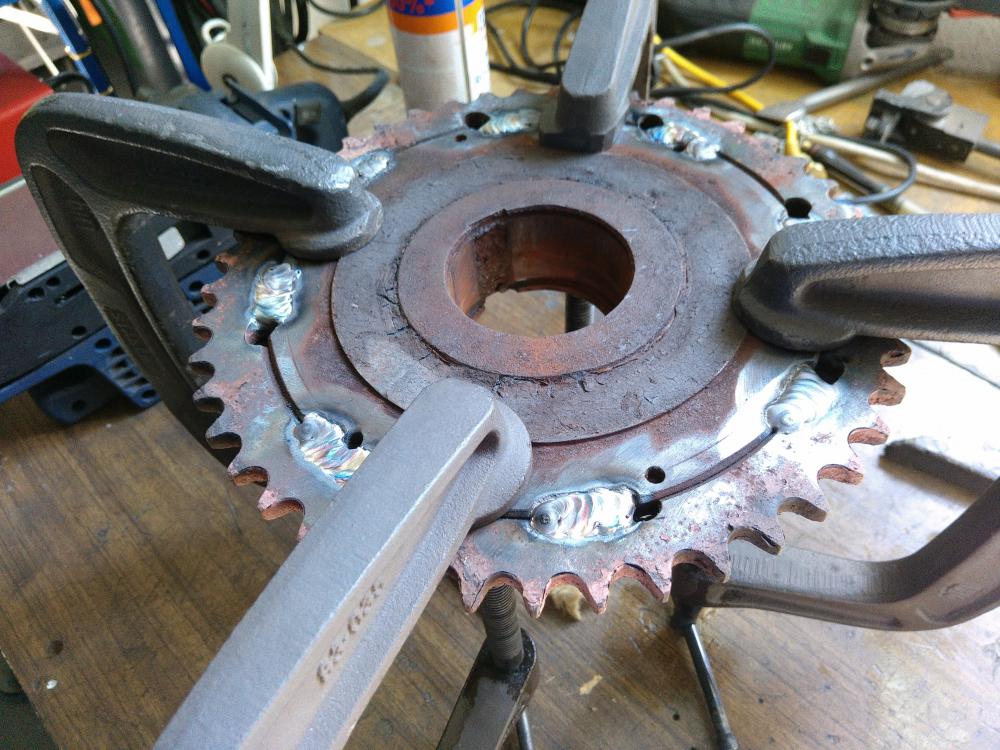
Иной раз приносят на сварку всякие цацки-штуковины.Если учесть,что просили оторванные уши тормозных цилиндров приварить на место(я отказываюсь), то всякие приспособы для каких-то механизмов,решетки плит и двухмассовые маховики - детский сад и приходится варить,так как "всё пропало!Шеф!Выручай!горит! " Панч 3мм, глубокая разделся и широкая разделка.Кстати,давно уже чугун обрабатываю "фрезами с редким зубом", которыми алюминий грызть в удовольствие.До сих пор ещё не переставил и на аппарате стоит WP-20 и "флекс шланги",вот ей и варю всё.Что-то есть "в этой пушинке",хотя по началу не мог приноровиться,как перышко после 18-ой и дубового упорного шлейфа,на который удобно опираться. Ещё один момент у меня случился,что на WP-20 стандарной длины сопло 6XXL не даёт нормальной защиты и при сварке чугуна,и при сварке алюминия.Выкупил случайно.И появился у меня рабочий комплект порезанных сопел+одно склеил эпоксидной из остатков отрезаного. Ампераж не знаю,т.к. педалька,но выше рекомендуемого - это точно. По маховику некоторые говорят,что не чугун.Но проба сверлом - явная пыльца\пудра.От какой машины не знаю и иной раз вообще не спрашиваю от чего и зачем.Если капля разума подсказывает, что венки не надо будет покупать ,то варю всякую хрень ,что приносят.От решеток Зингеров до непонятных изделий.Панч рулит.
 9 баллов
9 баллов -
Выходные, ЖАРА, дача, новый мангал..
7 баллов
-
Всем привет. У кого нибудь был опыт работы с порошковой проволокой NICORE 55 1.2 мм для сварки чугуна? Интересует что за чудо проволока, что по ней нет ни какой спецификации и отзывов, а только одна реклама. Спецы Есаба говорят, что плохая подготовка чугуна, но Панч на эту подготовку ложится без проблем. Сплошные поры, нет смачиваемости. Здесь пор нет, но нет смачиваемости и 100% будет течь из под шва. с коллекторами вроде нормально, но и чугуняка более качественная. Панч, с ним особых проблем нет.
5 баллов
-
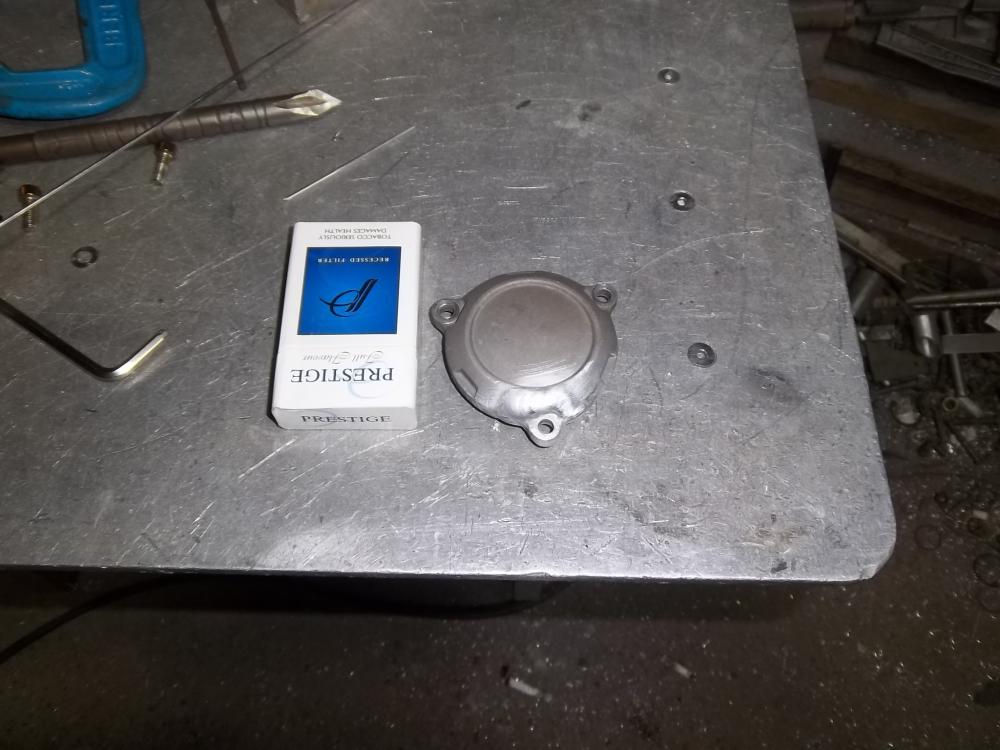
Немного алюминия.Кулер на ремонт привезли.
5 баллов
-
Нержавейка и ч.сталь - совершенно разные материалы и что можно сделать на одном , не всегда получится на другом . Если на тонкой стенке на ч.металле беззазорный стык может иметь место ( с учётом ряда моментов ) , то на толстой стенке и Гостах - это очень сомнительная лотерея . Можно использовать тонкую присадку , можно сваривать на большом токе , можно "играть" подготовкой кромок , нужно иметь идеальный рез . По итогу , что мы хотим получить - нулевое усиление или обратный валик ? Исходя из этого и с учётом вышеперечисленного делаем умозаключение , опираясь на практику , и посылаем теорию и Гост на 3 буквы . Если есть опыт и практика , то можно поиграть в эту лотерею - опыт Внука тому подтверждение , всё возможно . В противном случае , путь большинства и самый практичный , зазор - больше присадки .4 балла
-
Да , такова судьба и мы должны быть готовы и к "отмороженной" хрени , но вот вывод для себя я уже сделал. И он таков , если нормальный чугун то можно варить и даже не ПАНЧ , а вот если как у меня секция на котле тут уж не что не поможет не наш панч не какая другая супер проволока заморская и как бы ее не хвалили http://websvarka.ru/talk/topic/12369-poroshkovaia-provoloka-nicore-55/?p=384627 ,попробовали поры и шипение не за что зацепиться ...... и..и..и и не портить себе нервы и сее годно только в чермет . Кстати иногда обычная проволока от ПА ( св08г-2с ) бывает лучше всякого ПАНЧ и заморской экзотики и даже более скажу там где ПАНЧ сплошные поры и так же усе "заморское " то есть на не особо хорошем чугуне , св08г-2с дает намного лучшие результаты . Ну и не большой экскурс и вот смотрите , хороший или более менее нормальный чугун не создает не каких трудностей по сварке и не обязательно его панчем . Ну а вот сие и тут не бог и не черт не поможет , ну а про ПАНЧ и заморские диковины и говорить не стоит , и только чермет ему место и тут даже не поры докучающие тут и зацепить не за чего и ПАНЧ и заморскую и МНЖКТ и т.д.
4 балла
-
+ соседский кот, который пришёл с проверкой и сразу уселся перед холодильником)))
4 балла
-
Сегодня собрался народ около нас, я полуавтомату мозги пудрю, Саня ручником сверкает, ну и речь за сварку зашла. А точнее про суперсварщиков. И бугор бетонщиков рассказывает: -Есть в бригаде у него сварной, язык без костей как помело. А при употреблении еще разговорчивей становится с элементами героичности. Однажды выдал такую тему. Вещает, варю мол я купол на церкви золотыми электродами. А огарки в низ строителям кидаю, собирайте, мол, голодранцы!4 балла
-
Может и необязательно варить его Панчем,но желательно, т.к. сварка чугуна Панчем - гарантия.А нержавейкой или св08 - лоторея. МНжкт - 100 % герметичность,стелится на "ура" CuSi3 - чистая пайка,нужна сноровка и малёхо опыта.3 балла
-
Не вижу,почему бы благородному дону не отдохнуть.Нот вар пасаны.
3 балла
-
Там где заправляю смесь есть прибор, газоанализатор, который показывает сколько в процентном соотношении углекислоты в баллоне. Последние пару заправок просил проверять после заправки, показания были 17.6 и 18.3%.3 балла
-
Просто разъём поставили качественный и всё заработало. Провода ни при чём. Длина и сечение играют роль на больших токах и больших длинах. Рабочий ток меди в одножильном кабеле при 20-40 гр С и непродолжительных нагрузках - 15-20А, а минимальное сечение сварочного кабеля - 16мм2. Умножьте одно на другое и получите влияние толщины кабеля в Вашем случае. Всяческие соединения, сочленения, окисления соединений и недожатия и т.д. наносят больший вред процессу, чем толщина и длина...3 балла
-
Ровный-ровным не особо получается...Настройки разные пробовал. На работу приеду, ещё поэксперементирую. Наклон горелки, скорость тоже менял.
3 балла
-
Всё, что идет до электрода и прищепки - чем толще и прямее, тем лучше!3 балла
-
@Fossil, Только положительно, из-за малого сечения кабеля массы перегревается, в том числе, и разъём на аппарате и прищепка.3 балла
-
Закончилась проволока елкрафт, тут же установил есаб. Варю терассу/беседку с крышей на даче. Сравнение не отходя от «кассы». У есаба брызг меньше заметно. Настройки пришлось менять относительно предыдущей проволоки, увеличивать подачу/ток а напряжение подобрать. Очень заметно ещё то, что есаб более критичен к стабильности руки. Варил потолочные балки, на элькрафте швы легче ровными сделать, на есабе как будто руки после установки проволоки подменили. Пространственные положения одни и те же.3 балла
-
Всем привет. В общем нашел причину горения дуги внутри сопла.В моем случае их 2. Первая это редуктор расходомер.Вчера начал сам регулировать расход.Пришлось заменить. Ситуация значительно улучшилась но не ушла полностью. Вторая и основная причина это развалившийся разъем кабеля массы, причем изнутри аппарата.Все заменили и РАБОТАЕТ. Всем спасибо за советы. В общем если кому пригодится буду рад.
3 балла
-
На днях стал замечать, что катать 40-литровый баллон по участку сильно напряжно - спина уже не та, да и старость кряхтит в затылок. Надо делать приспособу. Пошуршал гуглом в металлоломе, скатался по окрестным лабазам и начал рукожопить. С листа тройки и трубы 40х20х2 сотворил нижнюю площадку Опора для баллона из трубы и трубогиба Попилил пару болтов М16, приварил своими корявыми швами У барбоса отмёл кусок цепи, мне нужнее Тест показал - будет жить! Нормальный клиренс, для моего участка в самый раз
2 балла
-
коммент. с дивана
2 балла
-
@Шурпет, Саша, он ждёт , чтобы снять пробу готовности мяса с нового мангала. Забронируйте и мне место, возле холодильника.2 балла
-
@welderman, кстати да И не важно что сегодня уже первое число ))2 балла
-
Ты мне тут сваркой прихвати, а я домой приеду, наглухо проволокой примотаю?2 балла
-
2 балла
-
2 балла
-
@Глобул,Там в смысле,шо ЖД,у которой к рельсам что- то криво приварено проходит по берегу моря.Но.Если был бы зум хороший то можно было бы увидеть барыжные швы на пирсе и пароходах на рейде.Памог?) А если бы ещё лучше зум был,то можно было бы увидеть на некоторых пароходах спасательные круги ,верезанные резаком из десятки,приваренные к леерному ограждению и окрашенные согласно нормам.2 балла
-
Да усе работало и горгаз раз в год ходил и чинил и проверял и по своей инициативе их не кто не когда не вызывал, и все это бесплатно было в СССР , сейчас договор 7р и + замена счетчика 2600р и пылесосом прокачали и что они еще могут электроника их поставит сразу в ступор. Да нормальный расход и импорт котлы как у меня со своим импульсном алгоритмом работы жрут больше , у соседа по площади такой же дом и жителей столько же человек и теплые полы , так вот он зимой с АОГВ платит 5р который работает плавно с меньшей интенсивностью забора газа не отключая газ каждые три мин. , а мой каждые три минуты жрет "кубометр" нагнетая температуру на всей дури и я плачу 7-7,5р , но не кто не чего не сможет сделать и таков алгоритм заложенный производителем . Виктор , все это хорошо , но кто мерить будет , может и будут частные компании , но они за сие слупят столько и я на эти деньги 4 котла новых куплю. Мне мерили когда гидрострелку ставили обратку и там разница с выходом не должна превышать 20гр , то есть если котел выдает 70гр то обратка должна возвращаться 50гр., так и подогнали и сделали , а че лопнул ну ему виднее , давление в норме 2ат было и скорее "дерганый алгоритм " работы. В се решено и стальной и алгоритм у него вроде плавный то есть газ полностью не перекрывает , но надо еще поточнее узнать. Ну и вот он чугуний секции сегодня я его пожег чтобы показать , чернота и больше нет не хрена и зацепиться не за чего .
2 балла
-
Не было печали...Пришлось тренировать левую руку ( обваривать начал неправильно).
2 балла
-
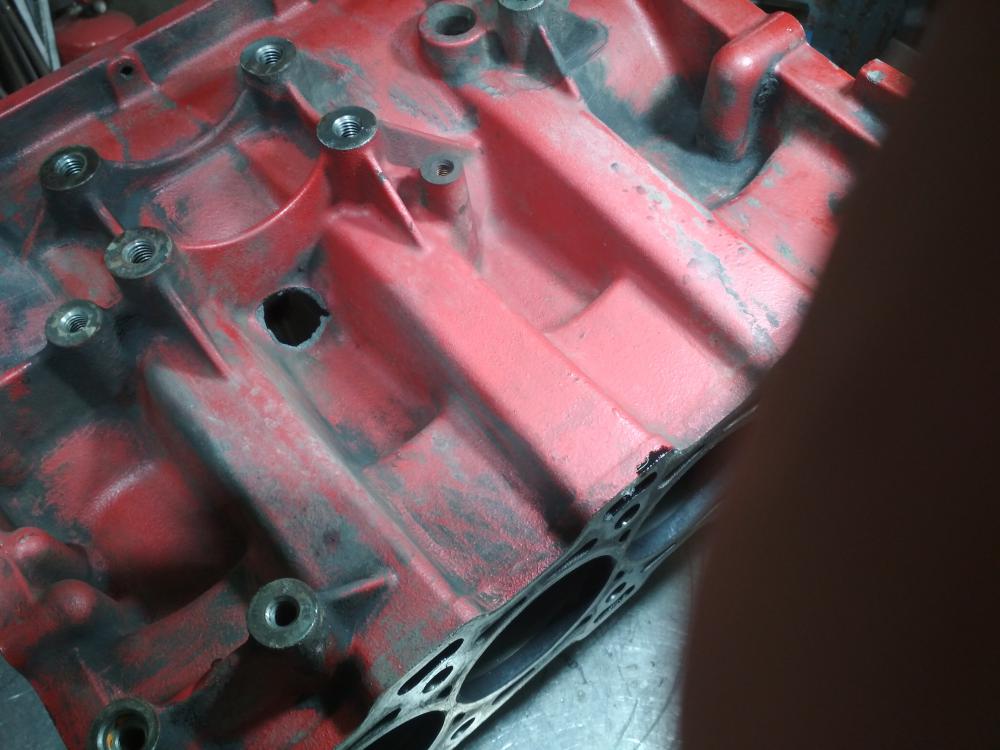
Александр ПАНЧ 11Была произведена корректировка лигатуры и режимов производства проволоки.В итоге получен очень качественный сварочный материал,лишенный предыдущих небольших недостатков - наблюдалось некоторое кипение при сварке. Сварка проволокой ф1,2мм открытой дугой "на холодную" в узкую разделку не дает пор.Шов прочноплотный .Сварка ТИГ без признаков кипения.Поверхность проволоки светлая,без следов эмульсии.Они добились хорошего результата,сделав отличный сварочный материал - я прогонял его в различных режимах,как полуавтоматической ,так и ТИГ . Вообще-то,Александр сам должен был об этом сказать,но скромность украшает человека..,что сделать. Камминс,разбитый шатуном с сеткой трещин в стенке блока.
1 балл
-
@BelaZZ,такая вот дилемма вырисовывается.1 балл
-
@Георгий 11,Какие моменты ? В подавляющем большинстве случаев стык перед сваркой ( если уж так строго ) собран по ГОСТу . А потом , , все делают вид , что всё ОК . Сварщики думают , что их не видят и не знают об их действиях и берут болгарку , контроль делает вид , что не замечает всего этого , на выходе - все довольны . Сомневаюсь , конечно , что у Деда Вовы такое прокатит ( хотя ... ) , но такое вот у нас гостовно .1 балл
-
На сварку лодочных коллекторов и Penta, и GM в самый раз или монель(отбитый ОК92.78) - он намного лучше ложится на "этот качественный чугун" ,или Панч.1 балл
-
Примерное половина железа1 балл
-
Это и есть ремонт баллона,плюс замена вентиля,окраска,набивка клейм поверки и т.д.1 балл
-
а этого в заказе не было. сами будут делать. экономия на всем.1 балл
-
Да наверное - ни как. Опирайтесь на то что самая распространнёная смесь на заправках 80/20. Когда я просил заправить 98/2, заправщик слегка удивился, спросил, какая то специальная сварка, обычно 80/20 заправляем.1 балл
-
Искры, особенно крупные искры, часто не соблюдают условия тестирования.1 балл
-
Всех причастных! С праздником!1 балл
-
Вчера или позавчера в неудобном месте использовал подставку для горелки в качестве поддержки рукава - понравилось.
1 балл
-
Заразился и я на этом форуме болезнью со странным диагнозом, стал обращать внимание на сварочные швы, а некоторых случаях, даже их фотографировать... Не слоновий загон, а просто заборчик возле одного из отделений банка... то ли это не в банковском ведении забор, то ли в распиловочных документах он идёт как забор "серебристого цвета", или всё сразу: Претензий к исполнителю у меня нет, ведь неизвестно где, чем, как и за что он(они) это состряпал.
1 балл
-
со сварогом не знаком(, фубаг осилил такое немного пришлось повозиться но приемлимо получилось, что этот умеет я спорить либо оспаривать не буду слишком мало времени прошло
1 балл
-
@Симфер,у знакомого ресанта,кузовщину варит,говорит чуть ржавчина попадает начинает «срать».1 балл
-
А я вот бился,бился с патонайзером и так и не смог добиться внятной работы.Сильно брызгает ,тормоз подающего не четкий,все башку попалил брызгами.Работает конечно,но не так,как бы хотелось.Впрочем на обмедненке 1,2 намного лучше варил,сейчас полированная 1,0.Не знаю,или я что- то не так делаю,или черт его знает.Приварил короче,как смог,заманался единичкой эти лапти наваривать.Коллеги тоже раздражают,нормально металл готовить не хотят.Ну и порезка заготовок.День прошел и ладно,хотя морального удовлетворения нет вообще.Бесит все ...
1 балл
-
@Дед мазай, Может на дрова обменяют, с упаковкой.
1 балл
-
Курица говорите???
1 балл
-
Сезонное хобби
1 балл
-
лично мне, печально почему-то стало..
1 балл
-
ответ1 балл
-
------------------
1 балл
-
Ну да где то и так было . Меня вот как то на хлопчато-бумажный комбинат (он тоже в Ногинске был) за ветошью отправили и пока грузили в угольке у них аргонщик сидел и резал лист тройку аргонодуговой горелкой , более подходящего не чего не нашел . Так вот он порежет и пол дня сидеть будет и можно ему и попрямить вольфрам да и супер-пупер швов от него не кто не требовал , так к станку что подремонтить или еще чего. На нашем заводе совершенно другая ситуация , аргонщики 15человек и все заняты полную смену и прямить им не когда да и не разрешили бы таким вольфрамом работать и не даром они получали под 450р советских (моя зарплата была на Зилу 160-170р) да и квартиру через год давали им , но надо отметить всех не брали и если с улицы то как бы сейчас современным языком неделю "тестов" ну и потом бригадир решал "наш не наш" . Завод назывался ЭП ЦНИТИ (экспериментальное производство центрального научно исследовательского технологического института) и делали там все от ПК и ЧПУ обрабатывающих центров и роботов всех мастей до лазеров и т.д. и это 1977-1989г мое время работы . Штат завода примерно 3-3,5тыс человек из них 2 тыс инженеры и технологи ну и остальное рабочие. Ну и на аргонщиках держалось все , возьмем например робота и он экспериментален и значит штампы и прочие для его изготовления просто не целесообразно изготавливать , так же гидростанции для ЧПУ центров там одних труб с километры +насосы и обшивка и все сваривалось аргонщиками так как через неделю инженеры могли внести коррективы в конструкцию и иногда кардинальную и приходилось делать "новый комплект" Ну и все это отрабатывалось технологии и т.д. и отправлялось на серийное изготовление на другие заводы. Вот в частности Ивановский завод и наверное до сих пор пользуются наработками нашего заводика . Ну и робот видео и у нас даже красивее были и работали не хуже а может и лучше и их учили всему ну например он должен поднять болванку весом в 40кг вставить в станок и вернувшись тут же поднять стакан воды и опознать что это стакан и не раздавить его своей клешней.1 балл
-
Прогресс идет вперед и уже импульсные П\А справляются с пивными банками. Проволока АМГ5 1.2мм , газ Ar, режим ColdMig. http://youtu.be/eZNsXvdJRks
1 балл