Лидеры




Популярный контент
Показан контент с высокой репутацией 18.02.2019 в Сообщения
-
@Vanguard, классно выглядит, а какая моделька пилы, не подскажите? Наверное, на три фазы? ( Отмечусь маленько. Б - благотворительность Небольшая работа для девушки с большим сердцем. Она приютила двух котят, не смогла пройти мимо. У нее уже был кот, теперь у нее трое пушистиков. Поэтому ей понадобился домик-когтеточка для своих питомцев. По согласованию я изготовил каркас из металла, а домик и основу лежаков - из фанеры. Девушка же самостоятельно решила обклеить домик джутовой веревкой и ковролином, чтобы кошкам было удобнее спать и было где точить когти.
 22 балла
22 балла -
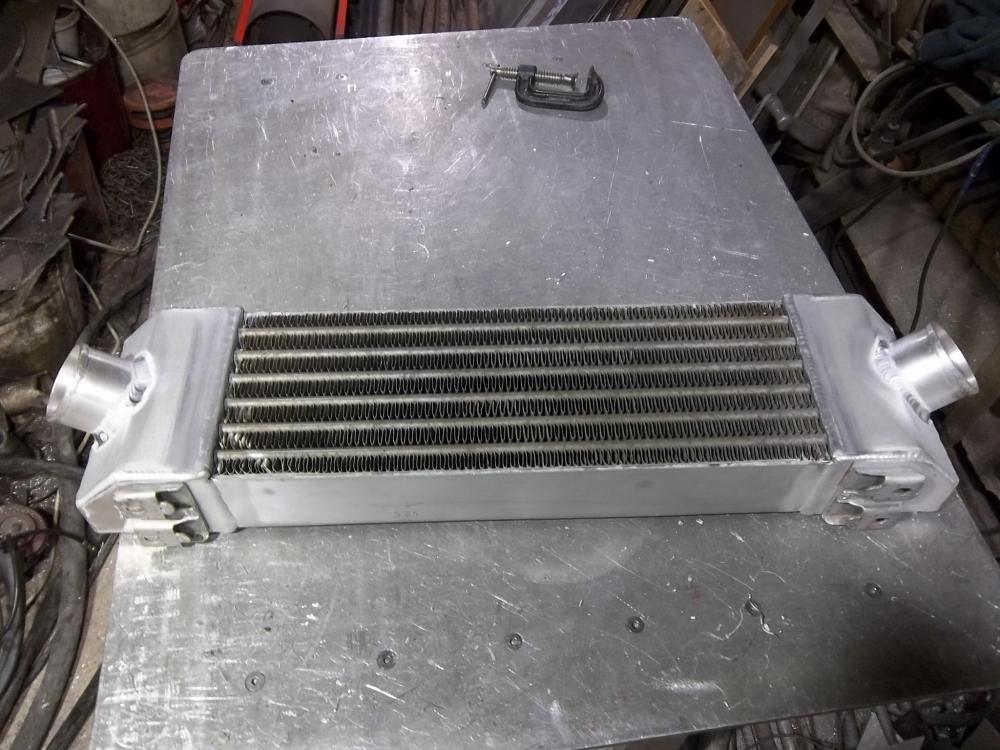
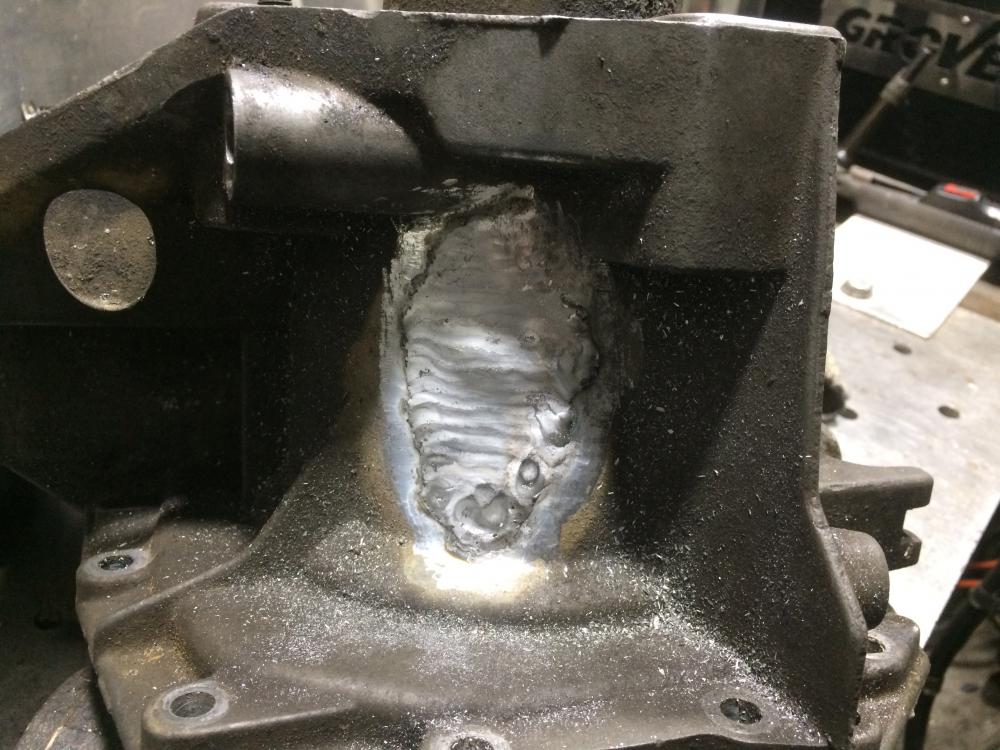
@Miners, очень похоже на кронштейн тросов переключения передач, судя по двум вырезам под крепление оплёток тросов. По внешнему виду уже заметно, что материал детали-не торт. Вторсырьё с низкой степенью очистки от примесей. Сейчас все производители стараются неответственные детали делать из максимально дешёвых материалов по недорогим технологиям. Это, к примеру, головки с блоками-ещё более ли менее чистые, а всякие крышки, кронштейны, корпуса-ой, прости Господи... Немножко поделюсь своим опытом сварки ажурных и тонкостенных деталюшек. После фиксации детали-прихватки делаю вразнобой, как интуиция и возможность подсказывают. Но, по краям-обязательно. Когда-в наглую оплавляю и соединяю каплей присадки едва поплывшие кромки, когда (если не уверен в образовании полного провара с края)-делаю пропил и заплавляю его. Второй вариант-для грязных сплавов. Потом, от проваренного края-легче стартовать. Можно уверенно продавливать ванну и не бояться, что края поплывут. Когда идёшь от середины к краям-всегда есть большой шанс получить нехилый подрез на краю, а то и провис. Тепловложение-то уже солидное, деталь прогрелась в массе, а края-тонюсенькие, теплоотвод маловат.10 баллов
-
Готов.
9 баллов
-
7 баллов
-
Жена начинает коллекционировать
7 баллов
-
7 баллов
-
Да и это верное решение , хороший БУ и не китай. Сергей , смотри отличный вариант 280А со 100% ПВ + ВЧ (высокая частота как на DC так и на АС токе) в общем машина супер и не упусти , хватай начальника за грудки и тряси так пока не согласится тем паче и ехать то почти не надо Подольск . http://websvarka.ru/talk/topic/11784-professionalnoe-svarochnoe-oborudovanie-tig-mig/?p=3694614 балла
-
правильно. а если 20 человек так напишет - человек уже при выборе аппарата на это внимание обратит. так с Гроверсом сейчас и происходит. пиар же не обязательно в плохом смысле воспринимать. оно так работает просто... можно сказать сарафан только щелчки от работы педали слышны вроде4 балла
-
@OBN_RacerMan, Ни разу не сварщик, но.... первый снимок - зоопарк Барселоны... вторые два - национальный парк Acadia, USA
4 балла
-
Доброго дня! Спасибо, за то, что делитесь своим опытом! Считаю, насколько бы человек не был специалистом своего дела-всегда полезно учитывать опыт других, всегда можно подчерпнуть что-нибудь полезное и использовать в своих делах.3 балла
-
Прошёл первый день регионального Чемпионата WSR.Последние два дня в полном мыле с 7до 21... спаивали, нарезали, протаскивали и налаживали/тренировали... Итого-участники заехали, детали готовы, всё работает.... ..продолжение следует..
3 балла
-
Вот чо предлагает DAIHEN3 балла
-
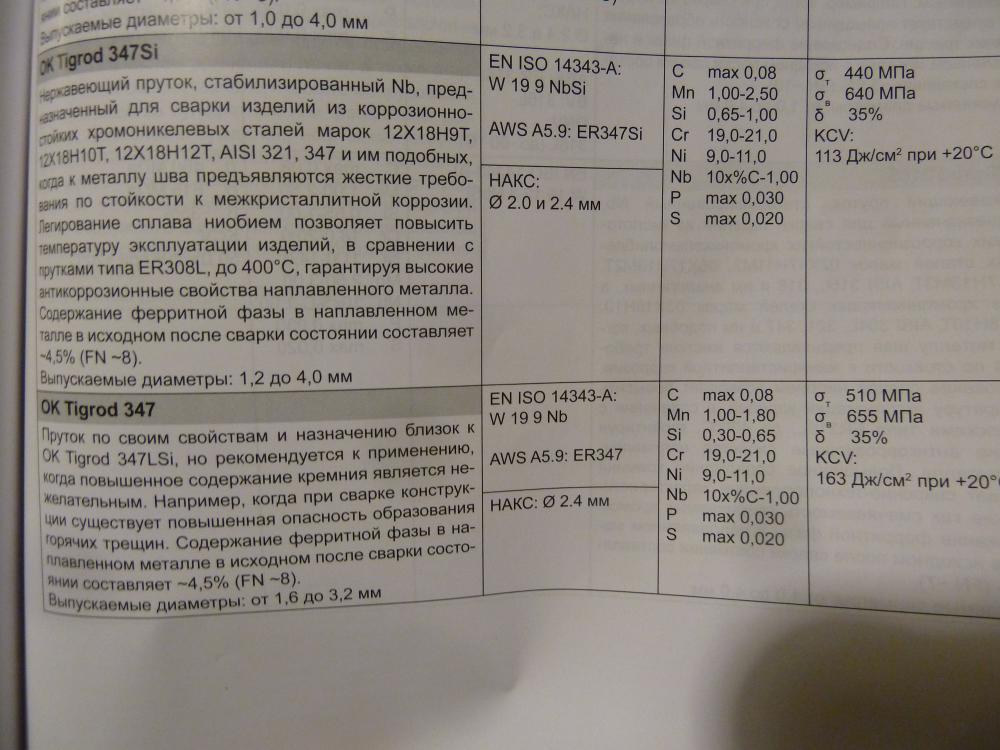
Да литраж может и завышен но думаю он не причастен с сему и пост газ для 120А в 3 сек можно сказать не о чем и как минимум около 10сек и для нерж польза и для вольфрама и он будет блестеть. Присадок 347
3 балла
-
@Kurt1,Доброго времени суток, земляк. С проволокой заминка, пришлось поставить такую, но тоже неплохая. Горелка переделана со 150 на 250а. Внутренности все поставлены тефлоновые, наконечник рассверлен под 1,6. Фрониус на ручном режиме, подогрев минимальный в начале. Профессионально алюминием не занимаюсь- подвариваю временами лестницы, поручни, эстакады и пр.мелочь. зимой лопаты-скребки-шарабаны. Вопрос по сварке алюминия полуавтоматом задавал здесь на форуме - получил ответ от "мэтров" что и как (Круазику спасибо)и начал пробовать. Пластинки сегодня взял для примера, толщина 4 и 3 мм, особо не готовил - пошаркал кордщеткой. На снимках лицо и обратная сторона- экземпляры не на выставку, у меня нет осциллятора, но и тут тоже неплохо. Ну и лодка за перегородкой - сварка тоже п/а, корпус уже сварен, ободран и прогрунтован, теперь варят надстройку.
3 балла
-
Ошибаетесь, я просто отстаиваю справедливость, не более, как бы это высокомерно не звучало. Если такой писарь как копичь, который Форсаж в глаза никогда не видел, говорит, что Форсаж говно, я прошу обосновать, ни один писарь ещё ничего по существу не сказал...3 балла
-
а я и не говорил, что температура горелки зависит от горелки. мне легкость сравнить не с чем, заводской шланг пакет под водянку я в руках не держал, поэтому сказать легче/тяжелее не смогу.по поводу силикона и перегиба-я как раз и взял силикон с более толстой стенкой для того, чтоб избежать заломов при малом радиусе изгиба. на фотках будет китайская трубка 8 мм со стенкой в 1 мм, у меня в пакете применено 3 вида трубки 10 мм наша, 6 мм наша и 8мм китайская. В 10мм заложена токовая жила 16кв. по этой же трубке проходит подача с БВО охлаждайки, в 6мм нашу трубку происходит слив охлаждайки с горелки в бво, и газовый канал это тоже наша 6мм трубка. Китайская трубка применена от БРС аппарата до расходомера газа, от расходомера подключена уже наша трубка 6мм. Пробовали пережимать обратку с горелки, насос поднапрягается но все равно жужжит, раздутия шлангов не ждал, да и зачем, у меня аппарат стоит стационарно,пакет висит так, чтоб наступить или перегнуть его было невозможно. могу провести эксперимент и задуть метровую китайскую трубку давлением с компрессора и посмотреть на ее поведение.
3 балла
-
@Weldermax, Сапожок рулит, я без сеточек варил, все белехонько получалось.2 балла
-
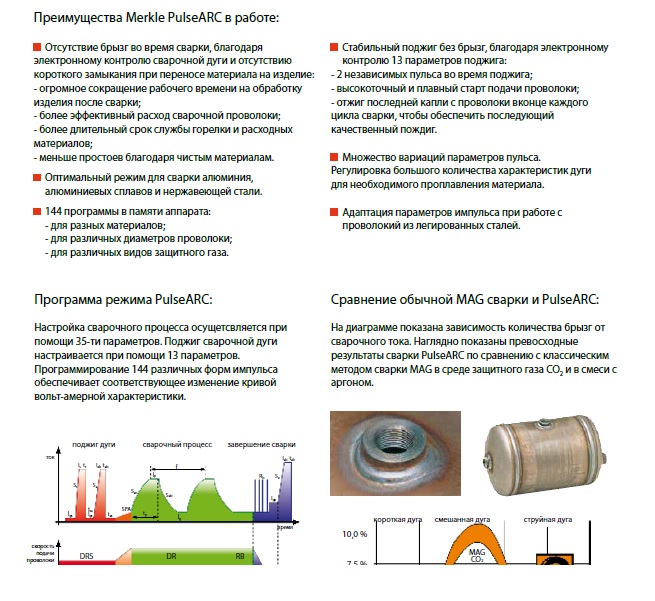
Да не знаю наверное нет не какого другого алгоритма на аппаратах такого класса , но подача сейчас у всех сперва медленно до зажигания дуги и потом переходит на требуемую подачу. Думаю что то запаздывает или сама дуга или переход на другую подачу, а может и импульс поджига есть тоже но не корректно работает . На дорогих конечно там алгоритм другой и есть спец импульс поджига и даже два их .
2 балла
-
@Steelcar,у нас если под ноги не смотреть, точно сломаешь. Как минимум ноги, как максимум - голову.2 балла
-
Это две причины его не покупать, претензии будут если купите. Я чет не пойму, Вам кто-то здесь сказал что неон или форсаж лучше кемпи? Хотите я Вам в том же ключе отвечу? Однофазные тиги вообще фуфло, особенно европа. Написанно 230А, а по факту не получается шину медную 100х20 даже прихватить, точно так же не плавит, как дешманский неон. Антон, создайте тему про свой кемпи распишите все его плюшки, хоть реальные, хоть ментальные. Здесь люди про НЕОН спрашивали.2 балла
-
Да все просто , покупаем в хоз магазине сито не очень дорогое и по размеру ячеек сетки разные бывают и из него около 20 а моет и больше сеточек нарежьте и в сопло просто вставляем и достаточно одной . Ну вообще то есть у них (смотрим 40 ст.) и просто магазинам наверное не выгодно копеечным торговать вот и не берут. 4 Каталог - Сменные детали.pdf2 балла
-
@useruser,Возможно у Вас окислившийся конец проволоки в виде шарика упирается в заготовку,следовательно нет контакта,происходит щелчок и конец проволоки отгорает.Попробуйте этот шарик откусывать .2 балла
-
@Emelyanov797, НА токе выше 100А и 10 секунд продувки не всегда хватает, при расходе 8л. Ваш расход в 16л сильно завышен. Вывод расход газа до 8 литров спустите, соплу до 16мм его вполне достаточно, если электрод не вытаскивать на 20мм, а время постгаза увеличить до 10+ секунд. Газ у вас хороший, но шовчик не много перегрет, присадок какой используете?2 балла
-
@Emelyanov797,газ 8-10 л.,постгаз начните с 7 сек.,если снова синий,то увеличивайте время постпродувки.2 балла
-
@Константин Краев, Константин, а как все же с моим вопросом: видео/фото сварки черной стали пульсом Авророй SKYWAY 350 DUAL PULSE? Жду уже скоро год... А Вы обещали через месяц-два...2 балла
-
Я б тебе килограммчик-полтора тонкой присадки (по-моему, 1,2 мм) 4043 передал бы... Если оказия будет - свистни!2 балла
-
Добрался уже и до Форсажа. Там термодатчик (терморезистор) вроде только на транзисторах.2 балла
-
не 200, а 200 +. разницу чувствуете? при покупке меня интересовали 220-230А аппараты. против ТИГов Гроверс и Джасик вообще ничего не имею. из относительно недорогих 200+ только Тритон есть (250А), но у меня к нему доверия что-то вообще нет. ну и Брима ещё, но там вообще антиквариат с минимумом настроек. у моего кемпаря много чего другого есть. настройки ВАХ меня мало волнуют. я педаль каждый день использую, на основной горелке даже кнопка не подключена. куда мне в форсаже педаль подключить? ни неон, ни форсаж на данный момент китай не победили. были бы такими чудесными как тут расписывают - гаражники бы не на китае сидели, а на них. у нас в городе неон в рознице вообще не видел, форсаж только РДС аппараты продают. т.е. людям русские ТИГи просто не нужны, покупают китай. у знакомых точно такая же ситуация. большая часть пользует сундуки и немного гроверсов... всё. есть ещё европа, но эт вообще единицы. даже на форуме такая же ерунда - китая гораздо больше.2 балла
-
@tgt4,в госте 14806 про это ничего не сказано,скорее всего классифицируется как прожог.Прожог возникает от применения большого тока и медленной сварки. Причина – чрезмерная открытость зазора у кромок, неплотное прилегание подкладок, вследствие чего происходит утечка сварочной ванны. Проверка шва на наличие брака проводится визуально, при его превышении допустимой нормы, требуется зачистка и переварка сварки.2 балла
-
https://youtu.be/wknJ9QzR7A82 балла
-
Друзья сначала хотел разместить этот ролик в казусах по с варке , но до сварки тут дело не дошло , из ролика поймете почему . Размещу тут , так как относится к деталям двигателя. Ролик с юмором , снимали мои друзья , они же и привозили эти головки в работу мне. Ролик не большой 5 минут с лишним всего , делать эти головки я не стал , мой комментарий в этом ролике после 4 минуты 15 секунды2 балла
-
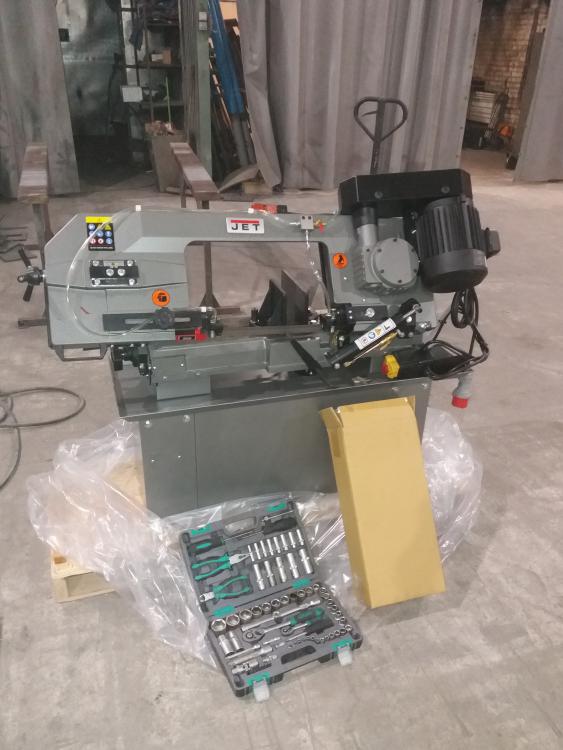
Здраствуйте. Вот такую конструкцию построили на крыше 20ти этажного дома: Не могу не похвастаться приобретением, результат превзошел ожидания, 2 тонны уголка и швеллера за день напил один человек, спокойно пилит пачки по 10 уголков.
2 балла
-
Не лето,но жена поймала бабочку-"валентинку".
2 балла
-
Как то была у меня работа на трубном мосту и управление А с горелки. Коллеги, работающие рядом спрашивали, на каком А ты варишь сей час корень, отвечал, не знаю. Правда, они думали, что прикалываюсь, видно было, да ладно че ты гонишь, но заметив это сказал, вот посмотрите сварочный аппарат стоит внизу и повернут к стене таблом ) я же не вижу, сколько там, ибо не пророк. Ориентир мой, это сварочная ванна, ставлю в начале мало, по ходу пьесы наваливаю А. до комфортной работы, а это, контроль сварочной ванны скоростью движений. Понаблюдав за мной, дождались облицовки и когда положил лицо, снова спросили, и теперь не знаешь. Мне не верили они до тех пор, пока ближе не узнали. К чему про все это говорю?! В прошлом в советское время например на ВД не было электронного значения А и тот же А подбирался исключительно по возможностям скоростного управления сварочной ванной, а именно от опыта сварщика. К примеру взять 3 мм толщину листа нерж.ки на картах стык в стык без зазора, один варит 140-150 А а другой шпарит 190 А У кого скорость ниже, шов кривой и перегретый, а у кого 190 А скорость выше шов прямой и меньше деформаций. Разницу сниму, интересная тема и скорость будет видна с ванной. К тому говорю, что определение скорости от состояния сварочной ванны!2 балла
-
@useruser, Всё Вы правильно понимаете. Глянуть бы осциллографом, что у него на выходе в момент касания проволоки и детали. Замедленная подача сейчас практически на всех ПА, никаких проблем от неё нет, всё прекрасно работает.1 балл
-
У нас он и проверяет и принимает и оформляет, так что не пройдет фокус. Было когда мероприятия в Москве, Сочи, то специально перед камерой ставили ящик и приходилось разбирать (они сами от этого не в восторге), в последнее время ни разу ящик с аппаратом не просили открыть.1 балл
-
За 15 минут холостого хода нагрелся сердечник и сработал вентилятор.
1 балл
-
это Валерий про общее качество продукции1 балл
-
Ну по такой фотке не чего не понятно и вижу что вырезан кусок шва . Ну и что из этого следует , почистить как положено и качественно заварить . вот вам в помощь. http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/1 балл
-
Если не дорого, то кедр 200 который маленький ,весит кило 8 и стоит около 401 балл
-
Немного отбуднюсь Работодатель решил немного съэкономить . Колонна . Очень хороший дружище обратился с просьбой устранить трещины на ведре .
1 балл
-
На идеал не претендую,но всё-таки,спрашивали про поры... Эта какая-то овального типа бамбула с пальцем от станка. Панч-11 от Александр ПАНЧ 11, WZ-8, сопло 6L, диа.3,2 Для меня при сварке чугуна обязательна педаль,т.к. на малом токе(типа прилипает присадок) лично у меня будут поры.Потому "почти тапку в пол",чтоб присадок лился чётко под горелкой, без дури. И вот на этой грани и держишь ток ногой.Всё стараюсь делать быстро. Вот на этой железяке на каждую сторону разделки "влито по три прохода" Панчем 3мм. Выше есть пост #1885 http://websvarka.ru/talk/public/style_images/master/icon_share.png с " Г-образной цацкой" ,так там тоже делалось по такому же принципу.Глубокая разделка и по три прохода в каждую разделку.И ухо глушителя по такой же схеме. р.с. Поясняю про своё понимание,что на сильно малых токах с Панчем поры, чтоб "лить чисто" надо поймать эту грань "между мало и норма". Думаю,что это по той причине,что сам Панч изначально заточен под сварку без защиты.В среде аргона ведёт себя по другому и нужны малые токи. А может у Александра такой хитрый Панч......но я приноровился и варю.Удачи всем! Так случайно совпало,что сегодня была работа с чугуном. Фото делалось для своего архива,будут следующие работы попробую сделать четче сами швы.
1 балл
-
Лесенка.
1 балл
-
1 балл
-
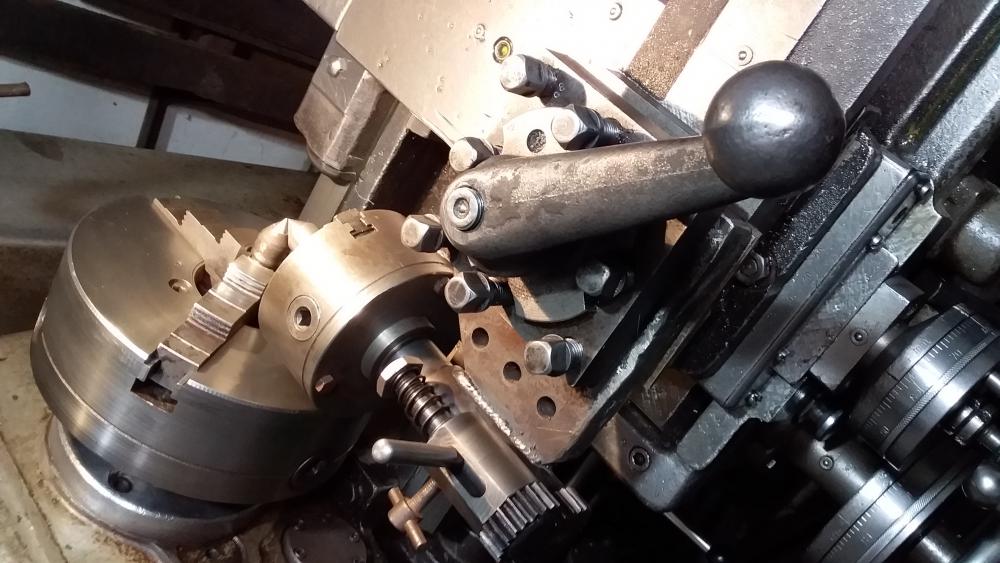
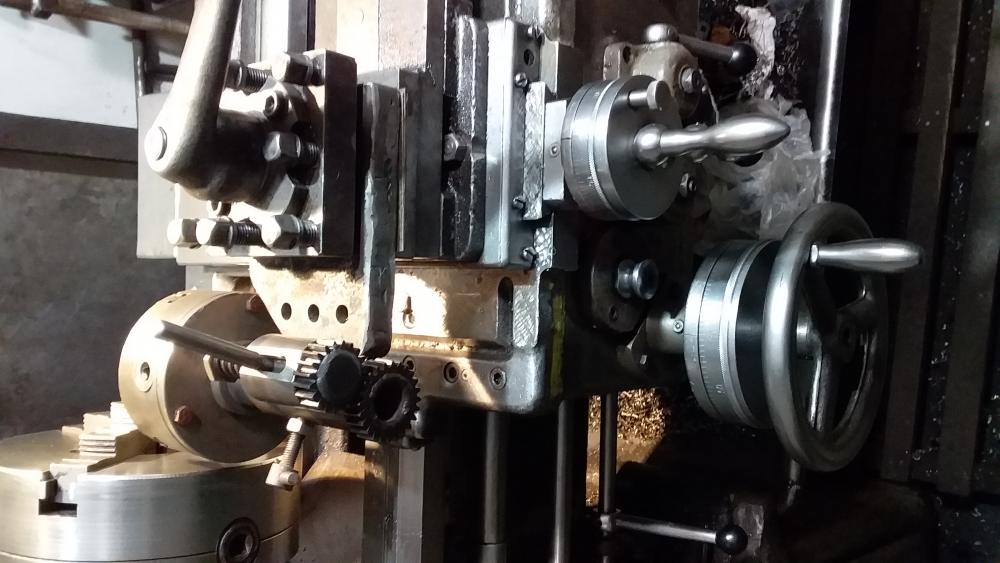
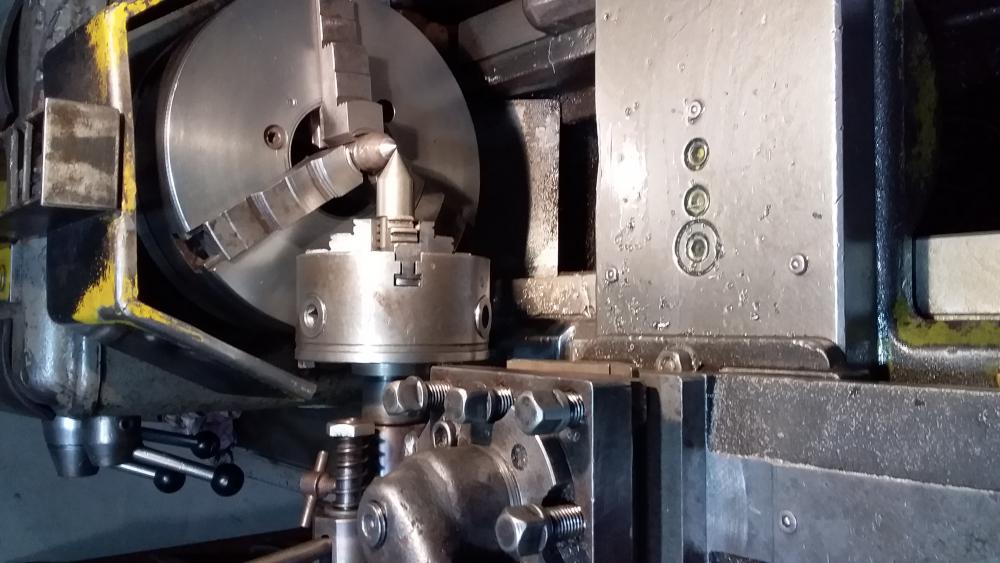
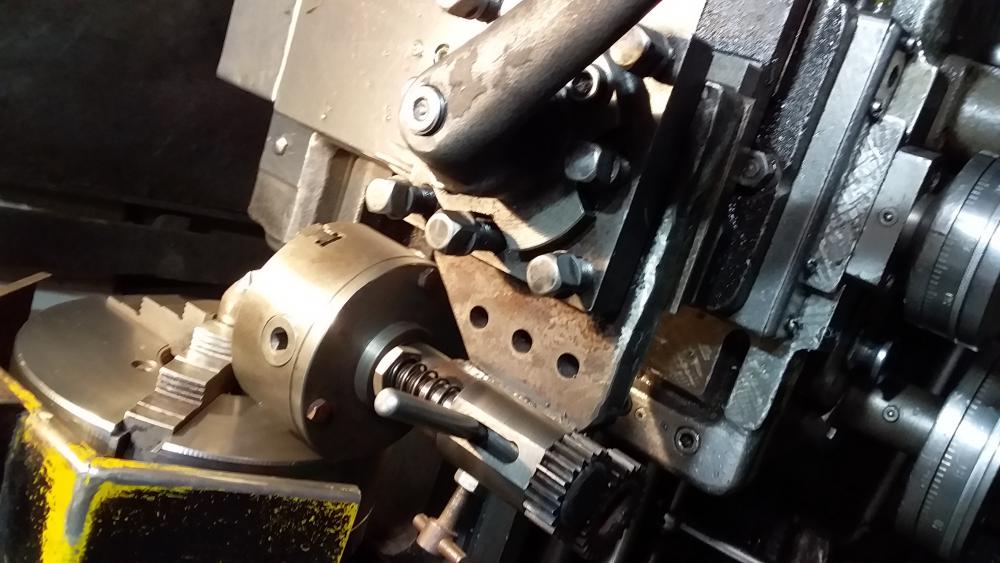
Здравствуйте, коллеги! Сия поделка совсем не в эту тему, а в какую - не знаю, поэтому затолкаю её сюда. Отступление: сварка присутствует в изделии. Делительная головка для токарного станка. Фрезерного станка у меня нет, а фрезеровать иногда позарез надо, то сделал такое приспособление. Зажим осуществляется в резцедержателе, фрезеруемая деталь - в патроне головки. Шаг деления (поворота детали) -15о, так как зубчатое колесо шпинделя головки имеет 24 зуба (нижняя шестерня на фото). Верхняя шестерня использована для фиксации и точки отсчёта. В патрон станка зажимается фреза и получается почти горизонтально-фрезерный! Все фото повернулись... Добавил ещё фотографий по делительной головке. Ну почему ворочаются фотки?
1 балл
-
Начали монтаж плазменной установки...Мощща!!! Не угадали малость с вытяжкой , переделать присоединение придётся..
1 балл
-
дело в том что бы достойно варить надо конечно заточенный аппарат а если достойно варить картера и тем более скутеров то даже достойный аппарат не поможет и даже если купите ТИГ умаляю вас не притрагивайтесь к таким деталям, научитесь сперва варить чистый алюминий, спалив несколько баллонов аргона и несколько килограмм присадки, и тогда что то получится. и убивает в этой фразе "не очень дешево", а вы знаете что иногда приходится выкидывать деньги на ветер если попадается некачественный аргон, не всегда его заменят, а вы хотите не вкладывая денег тут же заработать? не правильным путем идете товарищ...1 балл
-
Поступился я своим принципом не варить на машине не снятое . Но тут такое дело , авто принадлежит человеку без ног (электричка ) и вот его жена (не давайте женам авто и пусть пешим ходом ) куда то въехала и оставила мужа без колес . В общем машину то поправили в вот крышка на двигателе дырявая и не совсем она крышка а крышка с распредвалами одно целое и чтобы ее поменять надо пол двигла раскидать а это дорого и долго да и не везде берутся . Один товарищ хотел запаять Кастолин или еще чем , в общем перевели на припой 2000р и толку мало да и крышку подплавили. Надо помогать и денех не взял , отковырнул Касталины с крышки отверткой (жаль забыл сфоткать) и отдал хозяину авто чтобы тот как сувенир "паяльщику" отправил. Ну и далее дело техники , 200гц на аппарате , 35% баланс , 107А , проволочка 2мм 4043. Довольный и счастливый ,,,, умчался и сказал жена пешком ходить будет или на пассажирском месте.
1 балл




































































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)