Лидеры




Популярный контент
Показан контент с высокой репутацией 29.12.2018 в Сообщения
-
Поддон с Ауди-А6. Видать, жизнь автомобиля была яркая и насыщенная событиями. Варили деталь так, что и герметичности нету и по форме она стала, как мексиканское сомбреро...Плюсом к тому-трещины в околосварочной зоне. Варили, похоже, алюминиевым проводом. Двухкромочная фреза вязла в наплавленном металле, аки в болоте. Основной металл-грызла со звоном и без купания в керосине. Материал AlSi12Cu. Присадку взял 4047. Закрепил на плите, снёс всё это порево, притянул с обратным изгибом 1,2 мм Предварительный, сопутствующий и послесварочный подогрев до 400-450 град. Проковка шва. Остывание-вместе с плитой под несколькими слоями теплоизоляции. Все принятые меры возымели эффект. Плоскость выпрямилась, трещин и пор-нет в помине. Перед сдачей детали-выскоблил оборотную сторону от грязи и "сталактитов".
 18 баллов
18 баллов -
@Serj55441,@Вад11, для обезжиривания-применял "очиститель карбюратора". Отлично сбивает грязь и масла. После-достаточно феном подсушить. Кстати, я этим очистителем и одежду от масляных пятен очищаю. Брызнул аэрозолем, протёр мягкой тряпкой и пятна-как не было. Подогрева зоны сварки не делал. Варил в v-образную разделку. Сначала на прямом участке корня-сделал стежок 25 мм, пробил. Потом, как вышел на криволинейные края-проходил по 10 мм. При проковке корня было слышно, как в начале удары по наплавленному металлу-звонкие, с отскоком. Потом, по мере проковки-всё глуше и мягче. Проковку делал пневмозубилом с острым бойком. Заполнение вёл в два слоя. Первый-два прохода, второй-в три. После-выпиливание обратного валика до чистого металла и подварка. После окончания сварки-спустя сутки осмотрел шов и околошовную зону 20-кратной лупой. Видимых глазом трещин и несплавлений-не нашёл.16 баллов
-
Крайняя смена в этом гнусном году.Вчера драили участок,сегодня от нефиг делать решили таки запилить стационарную массу на Кемппика.Применялись прогрессивные методы и материалы- кабель РКГМ,термостойкая изолента,аргонно- половая сварка,проволока св-08 г2с .Так,шо...
15 баллов
-
@Kurt1, тут есть несколько аспектов... Во-первых, большинство из нас-тоже учились по чьим-то советам и рекомендациям. Если принять тот факт, что все мы приходим в этот мир за знаниями и являемся их проводниками, то не надо жмотиться на эти самые знания. Во-вторых, никто и ничто не отменит личный опыт. Глядя на тексты и видео-многие пытаются повторить. Где-то не хватает опыта, сообразительности, теоретической базы, но с избытком-авантюризма и нахрапистости-на выходе получаем наших извечных кормильцев. То есть бракоделов и верхоглядов. Без них-не будет контраста. К тому же, многие наши конкуренты быстро сходят с дистанции, ибо косячить бесконечно не удаётся никому.9 баллов
-
http://s02.yapfiles.ru/files/2086116/borsch.gif8 баллов
-
Если все верно выбрано и очищено , то не чего не закипит и педаль не нужна . Кстати ЕВО прекрасно справляется со всем что ей предложат . Вот труба от щупа ее проело дальше не куды , но и ехать без нее нельзя и попросили чтобы доехать , Ево справился на раз без всякого напряга . И вообще что значит "закипает"чернуха при ТИГ , если правильно очищено , правильно выбрана присадка, правильно выбран расход аргона , если не "махать " горелкой , то ноу проблем. Вот система пожаротушения давление 24ати постоянно в трубе и от меня далеко и подваривать за 100км оЙ как не охото и по сему делаем как положено и не куды не едим .
6 баллов
-
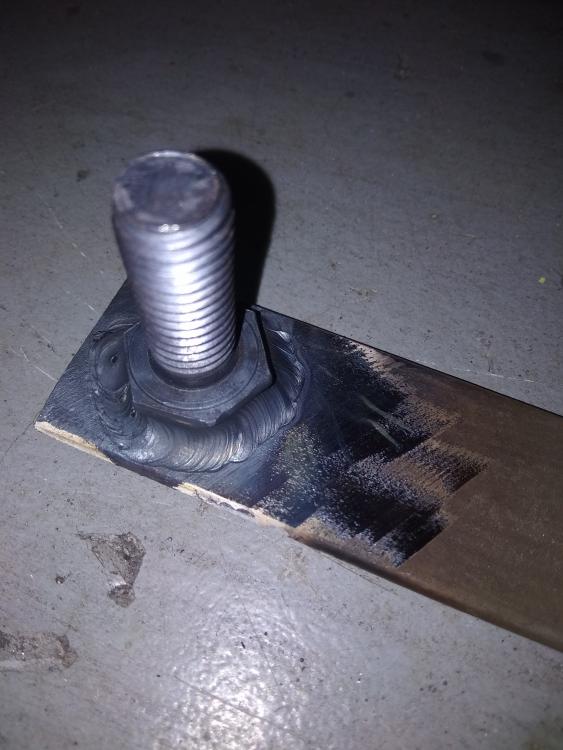
Попробовал сегодня металл потолще.Полоса 50х4 мм.Зачищена,Электродов наготовил.Шарика не было.Скорее всего влезал в ванну электродом.С присадкой дело вроде идет получше,но все еще руки-крюки.Побаловался с частотой и током.Фигово,что холодно и стекло на маске приходится вытирать часто-запотевает.Результат немного обнадеживает,что не все со мной потеряно.))
5 баллов
-
Миша, а зачем берёшься за такую работу, каждый мастер имеет свою цену. Тебя же ни кто не сможет заставить варить на их условиях. Так что ты сам выбираешь своего клиента. Если цена ремонта меньше четверти стоимости нового, то однозначно есть смысл ремонта.5 баллов
-
Камаз, пайка 4047, только 2 фотки поместились
5 баллов
-
@тор, подварку корня делаю далеко не всегда. Точнее-очень и очень редко. В основном-на толстостенных деталях из ковкого чугуна и в случае глубокой односторонней разделки. Х-образную разделку применяю при сварке на горячую, когда можно легко обойтись без проковки. На деталях из серого чугуна, с тонкими стенками (блоки цилиндров, картеры агрегатов)-исключительно односторонняя разделка и сварка с полным проваром. Подварка там уже, как правило, не нужна. Более того-вредна. Это-излишние напряжения. Они и вылезают трещинами.4 балла
-
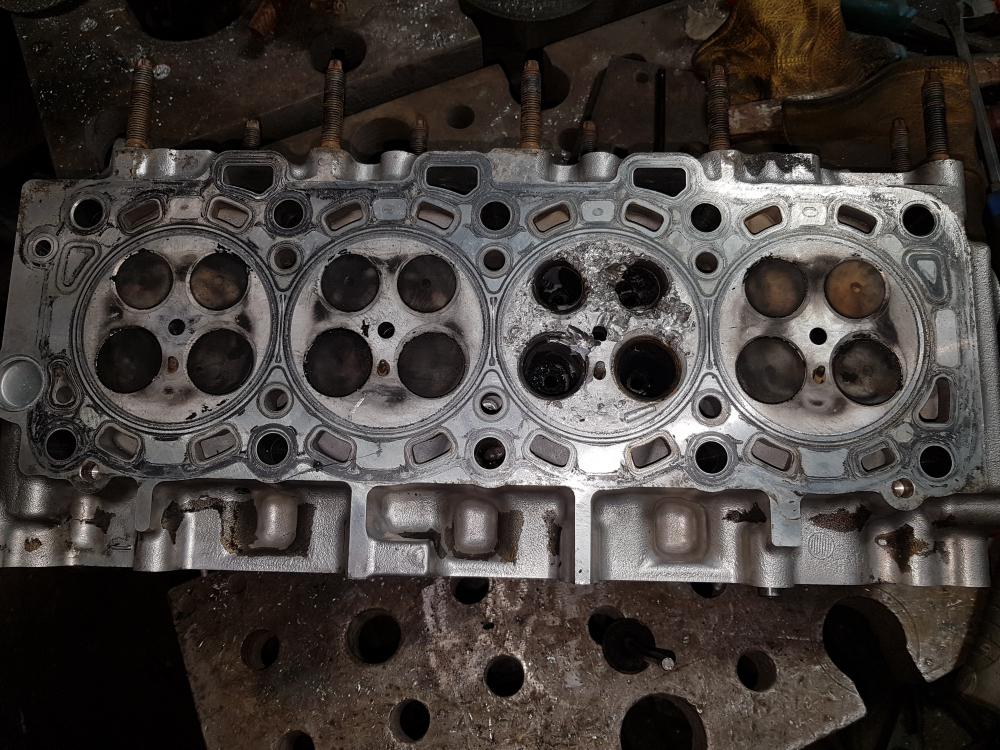
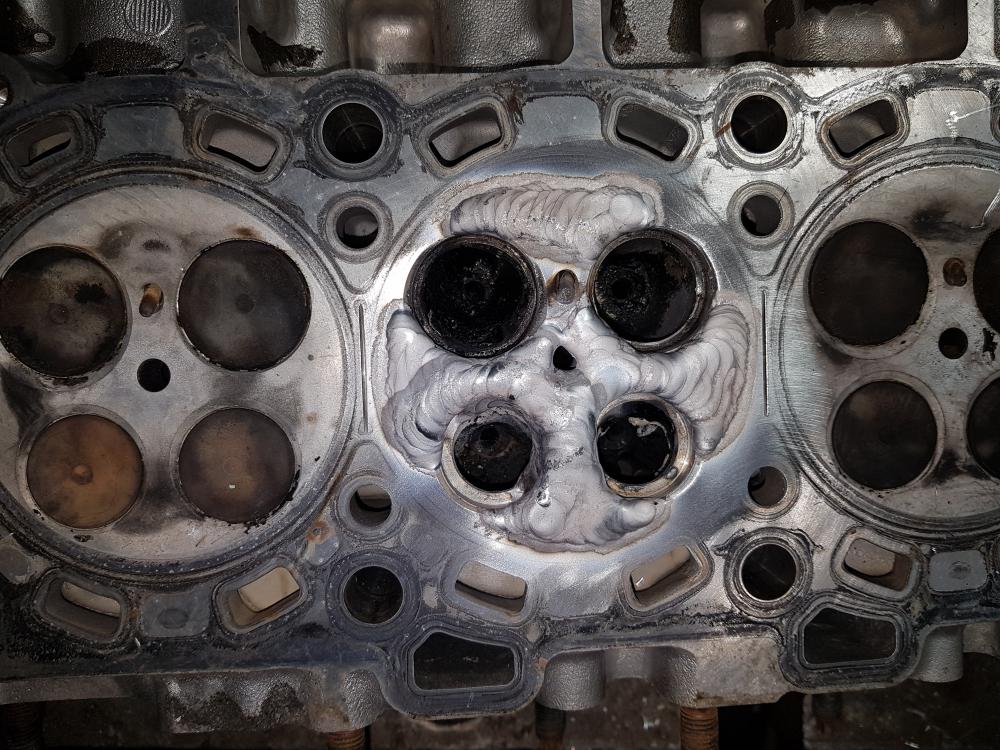
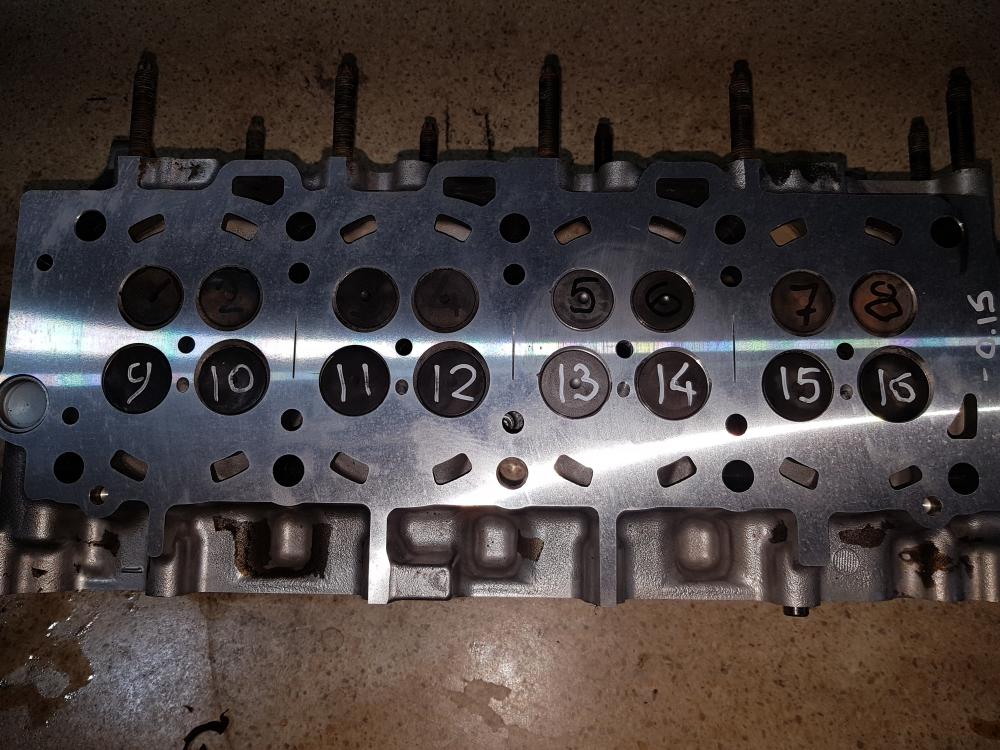
"Чугунная неделя". Блок КмаАЗ-740. "Рука друга" оказалась какой-то немощной. Только трещины. Залил ПАНЧем. Блок ДВС Камминс с какого-то маршрутного автобуса. Меняли заглушку и "треснули" блок. Немудрено, если заглушку изготовили из бериллистой бронзы и с натягом 0,75 мм. Заглушку изготовил из нержи и вварил в блок, т.к. хозяину в лом было заморачиваться с расточкой отверстия после сварки. Автокран на базе Урала. Развалился дифференциал среднего моста. Материал картера-ковкий чугун. Отлично аргонится ПАНЧем на холодную. Ни пор, ни брызг. ДВС Скания. Сломалась ось коромысел, размолотило штанги и продавило блок цилиндров. Официалы до потери пульса напугали владельца стоимостью замены блока, посему было решено отремонтировать блок даже без серьёзной разборки. И таки немного алюминия. Блок-картер от дизель-генератора. Свернуло посадочные под магнето. Обкорнал, наварил. Потом эти "гребешки и унитазики"-обточили и снабдили положенной внутренней резьбой. ГБЦ с дизеля 1VD от Тойота Лэндкруизер-200. Обрыв клапана. Редкий случай, когда можно поглазеть на "пациента перед выпиской". Обычно моим глазам сие недоступно. Не аргоном единым живы... Китайский фронтальник. Тракторист с дуру и с ходу-упёрся ковшом в железобетонный бруствер. Порвал перемычку стрелы. Пытались заляпать по месту аппаратом Ресанта и электродами МР-3. Хватило на полдня. С чем и прибыл на ремонт. Ковырятельный инструмент и плоды его трудов. Корень-Ок-53.70 ф 3 мм, заполнение-ОК-74.70 ф 4 мм. Ещё одна "беда". Опять-выезд. Ведь было ж в уходящем году вполне приличное лето. Нет, так не интересно... Надо же витражи менять в декабре, когда морозы-под -40... Результат-разморозка пожарных трубопроводов. Ещё один порыв-виден исключительно через "форточку", ибо расположен к лесу передом "лицом к стене". Через "форточку" же и заварил, даже шлак не обстукивал. Ибо через полгода всё это "добро" будут менять. Опуски глушил "блинчиками". Электроды-УОНИИ-ЭСАБ. ЛБшки на такой шрот было жалко, а "рутил"-не штырит...
4 балла
-
3 балла
-
3 балла
-
Работая в темных углах и неудобном положении так же пришел к мнению о необходимости подсветки в сварочном щитке. Вот таким образом реализовал. Теперь приходится всегда проверять выключил фару или нет)))
3 балла
-
Михалыч, проясни, пожалуйста, взаимосвязь между работой педалью и снятием внутренних послесварочных напряжений. Так-то с педалькой и я работаю, но когда идёт борьба за геометрию-то и проковку не забываю и обратноступенчатую сварку.3 балла
-
тоже иногда об этом задумываюсь, т.к. читают смотрят все и начинается как у маршрутчиков (скоро сплошным потоком гуськом будут ездить) на каждом гараже надпись "сварка АРГОНОМ" (специально подчеркнул),3 балла
-
Тяжёлые наркотики.
3 балла
-
Поломали при перевозке.
3 балла
-
2 балла
-
@wmlex,пошукайте на барахолках советский кислородный редуктор и будет Вам счастье.2 балла
-
У них диафрагма маленького диаметра и точность нулевая . Чем больше диафрагма тем точнее. У кого аргон дорогой , то не скупитесь на хороший редуктор и он отобьется экономией аргона. Вот классная штучка двухступенчатая но дорогая , впрочем у них на сайте есть из чего выбрать. https://berdsk.goodster.ru/product/o-b2dfe0cadb4211f283c24ca967984f6c/2 балла
-
Павел, вот вчера еще хотел отписать но забыл , закройте дверь (ворота) в гараж и подогрейте его . Не отравитесь , я бывает по 3метра шва гоню и вентиляции тоже нет , все нормально и после тиг дыма нет вот ПА там да нужно проветривать. Да и сквозняк плохо действ защиты остается. ует на ТИГ сварку впрочем на МИГ тоже , газ сдувает и металл без защиты остается. Да вижу вижу результат и будет толк , еще потренируетесь и усе на свои места встанет.2 балла
-
@alexofarada,в советское время не видел масок со стеклом больше этого размера.Современные под другой стандарт сделаны,поэтому вряд ли найдете,да и не выпускают их скорее всего больше,китайцы всех переплюнули.Нормальная цветопередача вроде,не пойму чего вас не устраивает,там же нет каких спецсредств,обычное темное стекло,никаких добавок,влияющих на цветопередачу по моему нет.2 балла
-
Нет там никаких проблем в сварке гидротрубок, это обычная работа. Сваривал начиная от тормозных и выше.2 балла
-
Саня, 1 кг/см2 не более на такие заглушки. И стоять не напротив. Хотя на своих ошибках ...........2 балла
-
Камрад или Камрадс.2 балла
-
Конечно видно, но не критично, у всех бывает и порой даже от мастерства не зависит, просто эти трубки могли чуть гнилее других оказаться.2 балла
-
Нафига свои наработки дарить? Андрей, не надо на всеобщее обозрение, только в личку кому считаешь нужным. Всех с наступающим!!2 балла
-
2 балла
-
Я вот смотрю на ваше фото и у вас вроде внутренний угол , ну и чтобы сварить его без присадки (толщина 1,7) надо чтобы усе было подогнано плотненько да и прихватки поставить по всей длине иначе подогнанное уйдет и будет зазор и тут надобно присадку . Ну и конечно очень короткую дугу и горелкой не крутить , планомерно движемся только вперед. Да и с присадкой на такой толщине не к чему крутить горелкой и только вперед равномерно и ритмично. шАРИК скорее всего вы перегрели и "взрыв - плевок" такое бывает на черном , и по сему равномерно и не каких крутящих движений . Попробуйте начать тренироваться на чем то потолще от 2 до 5мм , за одно проверите что "шарика" не будет .2 балла
-
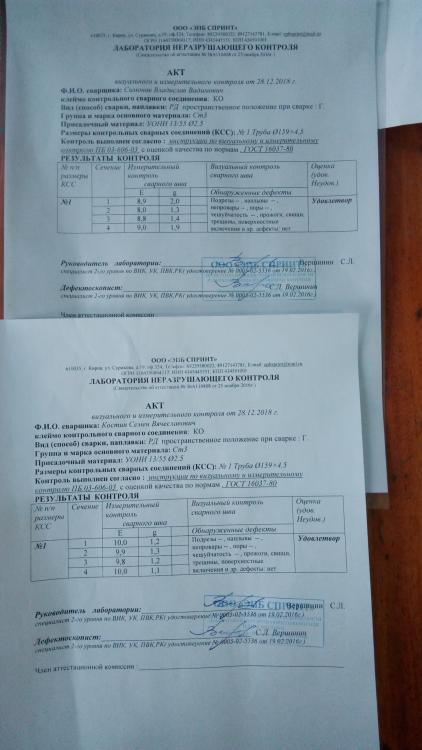
Коллеге Кондору в ответ на понятное любопытство и скептицизм:Трубы с помойки...буквально..берём с возвратом на свалке чермета..понятно, что в большинстве случаев ушивать там нечего... но бюджет конторы в части расходников неприлично слаб и приходится новьё брать только на значимые вещи: ГИА /демоэкзамен...остальное-с помойки и взносы натурой от неравнодушных предпринимателей(представьте, есть такие ненормальные патриоты)...... Сегодня плазму выгружали, в проём не проходила, разобрали часть стены/плюс разборка установки.... На внебюджетных группах/курсантах расклад другой-за что заплачено-то и получено....
2 балла
-
Не люблю эти американские кулера, если по краям течёт еще есть вариант запаять а когда в середине трубки бегут то от предподогрева его начинает коробить аж складки по корням трубок идут. Я уже и подвешивать их пытался и так и сяк всё бестолку, полностью пропаивать приходится а если он ещё и в трещинах по опорной пластине то вааще кайф, сначала провариваешь потом паяешь, мороки с ними немеряно. А ещё и тащат одно старьё которому давно в ломе место.2 балла
-
Ну сразу видно, что маловато, вольфрам черный. Постгаз побольше попробуйте поставить - секунды 3, чтобы вольфрам остывал в аргоне - меньше точить придется. Скорее всего у вас взрывы из-за грязи на металле, если все зачищено до чистого металла - чернуха варится очень приятно, хоть с присадкой хоть без нее.2 балла
-
В семье как говорится не без сварщика...
2 балла
-
Сварка для новичков Американкой в аргоне TIG!!!Наполнение + Облицовка,все нюансы и техника https://www.youtube.com/watch?v=Kuth0sHA1yU&featu..2 балла
-
@Точмаш 23, мне было интересно поэкспериментировать. Если КЧ варить без фанатизма, то и латка "из того же материала" вполне прокатывает. Тем более, что латка легла в пробоину идеально. Никаких утерянных фрагментов не было. Да и сама латка-выпуклая по форме. Более того, я как-то, из таких же гностических соображений-вваривал плоскую латку, изготовленную из чугунной радиаторной пробки, в пробитый корпус вибратора виброплиты. Прошло 5 лет, а латка-на своём месте.2 балла
-
пять дней калыма )) доварить площадку под кондиционеры - швеллер 16 и уголок 50мм поверх швеллера, потом сетку просечную поверх всего, это договорился по 3т.р. за восьмичасовой день.. держак сделал, фабричный развалился на второй день, а аппарат, работодательский, - Фубаг180, и миг и тиг и мма, электроды мр3с белоруссия, 3мм, это где на фото вертикал, так себе электроды, а где горизонтальный шов, это "арсенал", тоже 3мм. это ниче так электроды. памятник на последнем фото - это недалеко от места той работы, в сквере Девичьего Поля, каким то авиаторам ,че то там связано с самолетом "Илья Муромец" и 1914 годом.
2 балла
-
Саморезы нужно крутить импактом (винтовёрт) а большие, очень большие саморезы крутят гайковёртом. Шурики у меня в основном для сверления коронками металла и старая метабо на кухне для замеса блинов, то есть, миксер.2 балла
-
Есть верная примета, принес постиранную спецуху, или в люк лезть придется, или проем в стене долбить. Результт один - к концу дня похож на черта)))2 балла
-
были жёлтые и зелёные. Гонялись за зелёными.1 балл
-
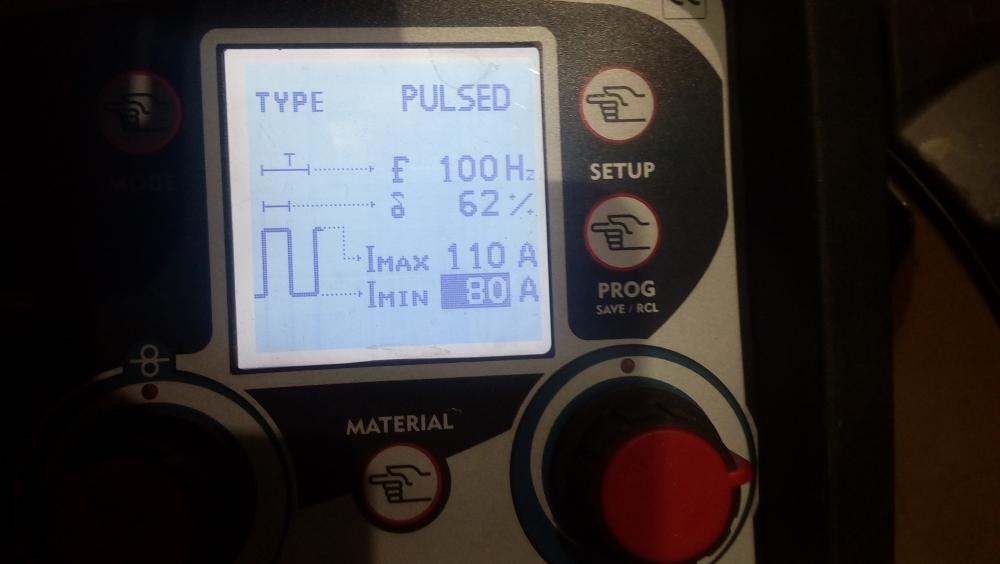
@Миротворец, Поднял бы планку до 30%.1 балл
-
Борьба проковкой за герметичность называется чеканкой,что поможет решению некоторых проблем,но создаст другие.1 балл
-
Без условно заменит м только одного в нем нет от полноценного DC (постоянка) тига это осциллятора, ну и пост газ время поднять до 60сек . В остальном все прекрасно, мягкая дуга , спад адекватен и можно клацкать кнопкой , горение дуги даже на 5А и поджиг на 5А не составляет трудностей , адекватно настраиваемый импульс с частотой 1гц - 250гц . То есть в одном аппарате имеем ПА и импульс ПА , ну и довольно хороший DC тиг под нерж , чернягу , титан и т.д. , вот Ал он не сможет так как АС (переменный ток) тиг нет в нем. P.S. Самое главное и на многих сего нет , переход с МИГ сварки на ТИГ сварку , просто переключение кнопкой и подключение аргона вместо смеси (шланг взаду аппарата , или редуктором на баллоне ) Аппарат сам переключит выход газа с МИГ горелки на ТИГ горелку , то есть на аппарате сразу весит две горелки .1 балл
-
В кои времена в этом забытом богами и чертями Городе выпал снег.У нас выпал снег из цинка...Заодно лазили на расточном станке и я пофоткать нашу рацуху- аццкую мясорубку.С этим стружкоуборщиком мы очень долго развлекались,на в итоге победили.Трубу ф200(160?)на желоба распускал вдоль я лично,125-й болгаркой,14 метров.День прошел и ладно...
1 балл
-
А это интересно и не затратно так то. Беру на вооружение, спасибо.1 балл
-
Хотел сегодня хоть один выходной провести с пользой и загаситься до зелёных соплей,но пришлось фигнёй страдать,попросил товарищ выручить.Все конечно через анус,но так попросили.
1 балл
-
Итак, полы залили, зашлифовали...оборудование идёт каждый день...скоро курсы по подготовке сварщиков начнут свою работу в новом формате и с новыми возможностями...сегодня "Ева" приехала....и электрики с вентиляционщиками зашли...осталась ЧПУшная плазморезка и столы...завтра-послезавтра...
1 балл
-
Продолжаем новогоднюю тему! Попросили в "адик" сделать каркас под ёлку... Вот такая красота в группе у дочи, чьи-то мамашки потрудились, ну и один папашка немного
1 балл