Лидеры




Популярный контент
Показан контент с высокой репутацией 30.11.2018 в Сообщения
-
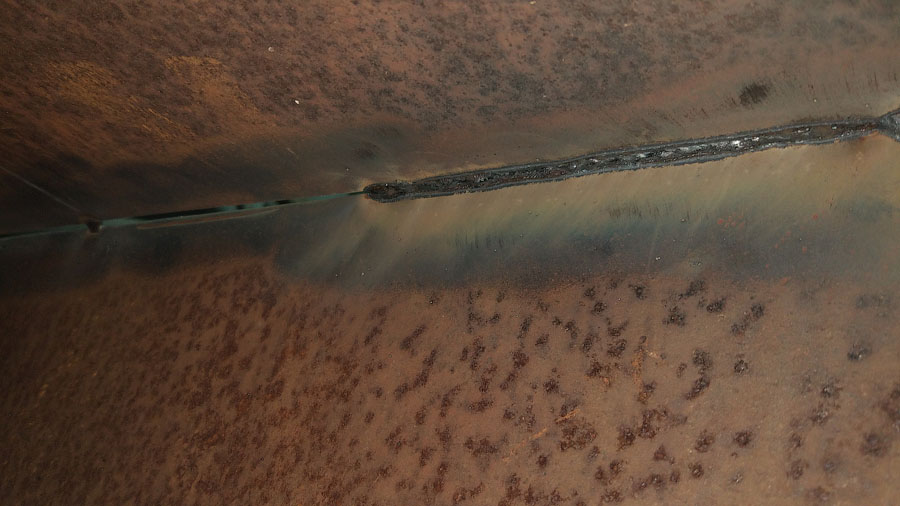
Продолжаю осваивать это нелегкое поприще.Всё также: углекислота, углом вперед, проволока 0,8 мм, металл 5 мм.
 8 баллов
8 баллов -
Думается,что это должно быть около 8т. Еще один вариант проверки на герметичность:возьмите пятикубовый шприц,согните иглу и нанесите керосин с внутренней стороны шва.Условие-,если возможно нанести керосин на всей протяженности шва.Подогрейте сварочный шов горелкой,нанесите мел.Керосин должен наносится несколько раз на внутреннею сторону шва;т.е. шов должен находиться "под керосином" не менее двух часов.Если на "обмеловке" не будет следов протечек,то смело можете отдавать изделие заказчику,но помните -шов "под керосином" должен находится не менее 2 часов . Тонкости опрессовки на ТО можете отбросить -все равно они вам не доступны.7 баллов
-
@ВлаДон, Мой вам совет,хотя избегаю их давать: пенетранты используйте только для определения границ трещин перед сваркой, -это диагностика,как и мгнитнопорошковая дефектоскопия ,но не средство контроля состояния после сварки5 баллов
-
Изготовил "штаны" на новый выхлоп. Выход с коллектора 51мм., основная трасса(будет) 63мм.
5 баллов
-
у многих с советских времён по кладовкам да гаражам валяются. Я когда то на тиристорах инвертор лепил, тиристоры уже в металлолом сдал, диоды ещё валяются. А если покупать - конечно золотые. Да и не дело это - диоды довешивать. Надо с регулировкой напряжения разобраться.4 балла
-
Это вряд ли. Вот если бы вместо коррекции по подаче сделали коррекцию по напряжению, но это не реально. Пока аппарат продаётся, производитель и не почешется . Я так понял, Вы тоже считаете, что коррекция по напряжению удобнее? А то , я уж подумал, что одинок во Вселенной .4 балла
-
Это не простой процесс.
4 балла
-
Без комментариев
3 балла
-
Владон не знаю сколько вы взяли за сварку но опресовка такого блока стоит 4.0003 балла
-
@Глобул, здравствуйте. Ткани с углем есть и с полимером и без полимера. Можете заказывать. Без проблем. @Arlekin, спасибо за отзывы, нехилый опыт. Вот, кстати, подшлемник из ткани с углём с полимером.
3 балла
-
Я уже говорил, что "пружинно-рессорное" семейство сталей позволяет получить довольно достойные результаты при грамотном подходе. Разница есть. Основные закономерности - импортное лучше (сталь чище и качественнее) и лучше постарше. Скандинавские немецкие японские грузовики и прочая техника: рессоры,пружины, обоймы и шарики подшипников...ну клапана,но это на любителя,если совсем нету ничего или для поклонников "легенды о клапане". Многое зависит от степени желания + возможностей по нагреву и "плющению", это горн+молот или печка в бане+кусок рельса, ТО: в муфельной печке с управлением или на древесном угле в печке, а так много из чего еще можно понаделать, некоторые примеры тут приводил http://websvarka.ru/talk/topic/10678-khudozhestvennaia-kovka-shabalin-design-nashi-raboty-i-video/?do=findComment&comment=318811 А самое главное - в настоящее время настолько доступны к приобретению,на любой вкус и карман, как готовые клинки, так и заготовки в виде полосы или уже бланков (клинка без спусков) с качественной ТО и с получением ожидаемого результата на выходе. Телефонное фото - что лежит для себя, это то что на расстоянии вытянутой руки
3 балла
-
Не китайцам можно?) Первая горелка- прямолинейное движение,вторая- колебательные движения.( Порошка ,как у китайца или не китайца нету у меня)))
3 балла
-
@Flagrum,не забудьте ,что после проведения сварочных работ нужно будет покрыть цинко содержащим покрытием сварной шов и место где снимался слой цинка.3 балла
-
А я вот как не катаю,не получается характерный рисунок.И вообще не катается на плоскости,а только на швах типа внутреннего угла либо по разделке.Грешу на отсутствие 4Т режима (палец постоянно в напряжении) ну и на криворукость.Еще один неприятный момент- практически не получается непрерывно подавать присадку,а если и получается,то опять таки на швах типо угловых- плохо работает левая рука,присадка в основном 1,2 да швы в основном не сильно длинные.Хотя впрочем в последнее время уже лучше стало выходить.)Будем тренироваться...
3 балла
-
Сера может образовать с никелем сульфид никеля ,который дает с никелем хрупкую эвтектику с температурой плавления 644С. Коль используется один стержень без обмазки,содержащей ферромарганец,то прихватка будет давать трещину.3 балла
-
@Георгий 11, Нет , тряпка , что по виду , что по качеству . Обычная ( для сих времён ) брезентуха спецовочная ( мягкая и пропитанная ) , т. е. , плотная ткань . У меня был другого покроя , так что не исключаю тот момент , что на нынешнее качество зря бочку качу . Время ставит свои приоритеты . Сейчас и "Геркулес" в цене вырос , а в качестве претерпел ... Куда катимся ? Если верить "нашим" , то в светлое будущее , но очень оно ненадёжное . Такой вот был2 балла
-
2 балла
-
Продолжаем оттачивать технику ТИГ- сварки труб.... 3 курс, "Сварочное производство"...
2 балла
-
Не. Мосводоканал, обычный водопровод. Позапрошлым летом шабашка хорошая была, ну и попробовал Зевс на не ней. Понравилось) За шабашку платили хорошо и вовремя. Начал на Авито смотреть предложения, пацана с работы просили и им что-то подобрать. Что-то себе оставлял, что-то отдавал. Остатки сейчас в шкафу. Энергоконтракт интересно было попробовать и цена подходящая попалась-заказал. В том году плотно робой занимался-география заказов: Калининград, Питер, Омск, Челябинск, Новосиб, Южносахалинск-много откуда покупал. А потом один нехороший человек из Нового Уренгоя кинул(я деньги вперёд всегда отправлял), перевёл ему 15000 за робу и ни робы, ни денег и в чёрном списке у него везде... И так меня это расстроило-сколько сделок таких провёл и нашлась же гнида-пожадничала, что забросил я это дело. Для себя есть роба и хватит. Костюмы есть, краги-30 пар "Тигров" - хватит пока. Так, по старой памяти, мониторю объявления-мож попадётся что интересное. "Зевс-3" вот взять бы-для коллекции и фатит, пожалуй)))2 балла
-
Я проверил пенетратом с наружной стороны. Сразу проверял до сварки, и после сварки дважды. Один раз пришлось подваривать2 балла
-
@mihasik, @Виталий С 31, @Schlosser, Обсуждения кто, где и как делает перенесите пожалуйста в " Курилку", я дополню вашу беседу .2 балла
-
Сталь 65Г,47 едениц по Роквеллу.Попросили по дешману ножик свиней всяких колоть.Так,шо рессора иногда и нормально( и подшипники,напильники,фрезы и .тд)
2 балла
-
Это не китаец.)2 балла
-
В полной версии сайта есть кнопка Вставить ник, которая корректно вызывает юзера. Основа - это элбэшки, уоньки и прочие OK-48.XX. Ну и ESAB OK-53.70. На одном предприятии есть тепловой узел, который останавливают раз в год. Сперва я увидел потеки на швах, потом закупку на замену, сплошь оцинковка, что отводы, что недошарики. Это экономия от незнания, куплю трубу потоньше(да-да) да поплоше, зато толстый слой цинка. Так что главное вовремя свинтить после монтажа.2 балла
-
Но заключительный диагноз ставит патологоанатом,а не диагност ...куда от этого деться.2 балла
-
Конечно будет, но это уже не моя проблема, с меня только врезки Надо в процессе сварки кричать в обечайку - "Ежи! Кыш!". Ну или подобрать ток, чтобы они не вылазили2 балла
-
Ставьте,предварительно срезав усиление шова,но не ниже 0,5 - 0,7 мм привалочной плоскости.Можете поставить двойную резиновую прокладку.Глушите отверстия,делайте переходник для подсоединения к пневмосистеме.Обмеловку и испытывайте.Течи у вас будут-это можно сказать с уверенностью.А,по большому счету,это не окончание работ,а только начало,но опыт - бесценная вещь. Привалочную плоскость надо будет шлифовать/фрезеровать.Как вы собираетесь это делать?2 балла
-
@Георгий 11, давление 3 кг - максимум, рабочее скорее всего будет 1,5-2 кг. На обечайке безъёжевый режим настраивал, внутри чистенько Нержа 316, молибденка
2 балла
-
@caps, в твой гэс вэлдинг мэшин переполюсовщик хандрит и осциллятор не причём. Переход через 0 сбоит.2 балла
-
@Kotelev,@konstantinXX, @Фунтик, @тор, @G_Kar, мужики, как говорится в таких случаях? Скупой платит дважды, лентяй-трижды, дурак-постоянно. Главное-чтоб дурак был платёжеспособен.2 балла
-
Сергей , брат и сват , ну кто же как не МЫ будет беспокоится за наше да еще чтобы оно было не хуже евро брендов , да и китайцы тогда подтянутся и будут продавать отличное как в США ,,,, а если не будет так то и китай будет нам тритонов ползучих продавать , кстати вот они их в америку не шлют по крайней мере я не видел их в роликах американцев.1 балл
-
Сергей , вот это и говорит о том что китаец содран да еще с большими "безобразиями" и он работать не будет , но вот об этом пишу только я , а вот как только заходит разговор о Evospark вот тут и начинается содран да он из китай деталюшек состоит и т.д . , но он работает и дает фору "именитым". Ну и еще чуток о земноводном , имея два баланса и четыре формы волны и это для него не посильная ноша и вот смотрите оказывается двумя балансами можно на постоянку вывести дугу , да чушь и вот в Селко можно от 1% выбрать токовый баланс да и временной хорош но это будет переменка да и надо понимать зачем и для чего выкручивать и я грешный тоже сперва не сразу разобрался но методом проб и ошибок теперь это усе родное. https://www.chipmaker.ru/topic/174904/page__view__findpost__p__40838921 балл
-
@selco, да всё так, Валер. Будь здоров и пиши, про свои сокровища старые и новые! Тритона, кстати, я в своё время изучал на предмет покупки, но выбрал Мигатроника, хотя у него, например, всего одна форма волны супротив аж четырёх китайских.1 балл
-
@selco, Тиристоры не пойдут. У них структура четырёхслойная, падение напряжения на одном не меньше 1,2 вольта будет. Хотя, попробуй. Он так кайфно варит при нулевой коррекции, или когда чуток в - коррекция подачи сдвинута Частота импульсов оптимальная, в минус не уходит. А при +40 на маленькой подаче - не айс .
1 балл
-
@Dmitry N, с днём рождения! Желаю, чтобы жизнь обязательно дала возможность осуществить свои мечты.
1 балл
-
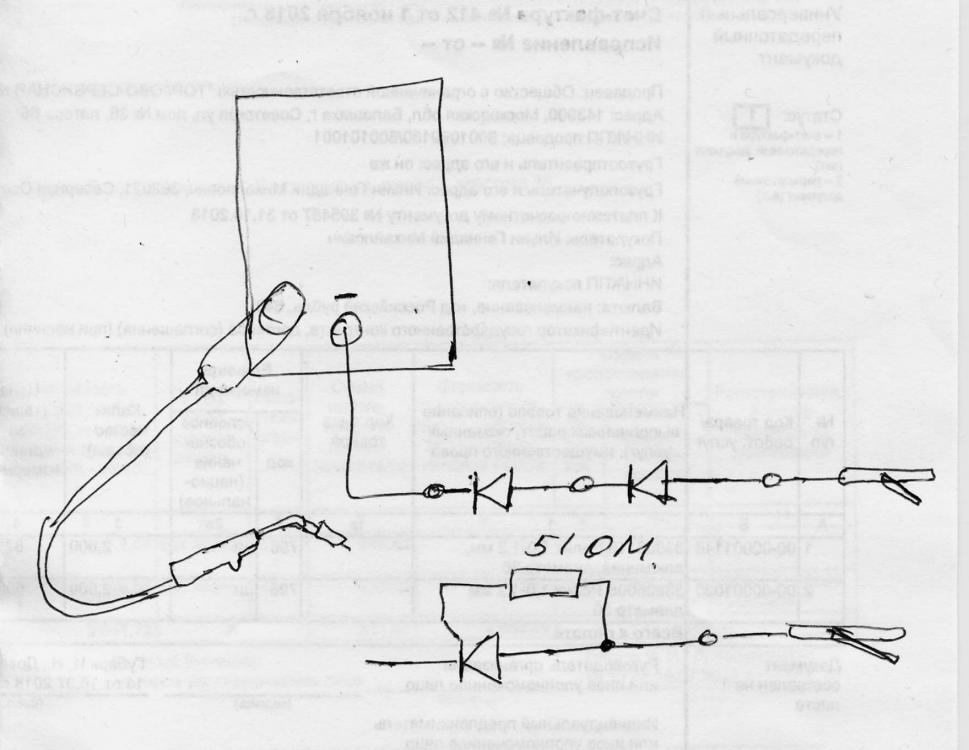
@selco, Валера, кстати говоря, если у тебя в хозяйстве найдётся пара диодов, хотя бы ампер на 160 , попробуй один или два в разрыв массы включить. И на программе № 23 с проволокой 0,8 подобрать режим. Почувствуешь разницу, когда коррекция не + 20 будет, а около 0 или в - и частота повыше станет.1 балл
-
Тренируюсь помаленьку,после травмы вообще не мог мелкие предметы удерживать и пальцы периодически подклинивали( особенно по холоду).Сейчас получше,но все равно немного не то.А с толстой присадкой действительно начало немного получаться.)1 балл
-
Головки где?1 балл
-
Опресовку делать не будите ?1 балл
-
@caps,@Учусь, от дерьмового вольфрама такое бывает. Недавно видел нечто похожее. Насчёт осциллятор на кнопку пробивает, если высокое пробьёт на цепь управления, с большой долей вероятности это будет кирдык. Как это, до 60 герц не пробивает, а выше пробивает? Попробуйте вольфрам из другого места взятый.1 балл
-
Конечно камера телефона всего масштаба трагедии не передает, но дугу мы поимели знатную. В ценре прогиб более 10см был. Это лесенка пожарная. 63й уголок с приваренными через 30 см ступеньками из 15ой вгп трубы. Труба проварена с двух сторон, уголок обиделся. Были приняты меры для борьбы с поводками. Стойки для монолита и бетонный потолок были за нас. В итоге не струна конечно, но лучше чем было.
1 балл
-
Ну вот и закончилась эпопея с лодочным мотором. Приехал кусочек панча. Им же и провел сделал облицовку с проковкой шва. Все поры решил не заделывать, залатал только крупные.
1 балл
-
@Kondor416,@Schlosser,я по весне купил на авито бухту 4043 2мм по приятной цене, но бонусом задолбался кусать- ровнять . Все таки проволока есть проволока , а пруток -прутком.Если только автоматическую подачу делать ...1 балл
-
Шов радс с присадком от оббитого электрода 92.18. Много мелких пор Шов выполненный рд этим же электродом При проковке после сварки радс шов был пластичный, можно было наблюдать выкрошеные кусочки наплавленного материала, в разрезе напоминающего по структуре чугун. При сварке рд шов заметно прочнее, раскрашивание материала не наблюдал. Жду панч для облицовки
1 балл
-
Валерий, из сылки только одни нашел 92.18, а если смотреть по артикулу, то отличие только в диаметре1 балл
-
Вот 92.18 у Есаб аж три вида и все они разные по назначению и смотрите чо у вас . И вот вам лучше такой Сварочный электрод ESAB OK NiFe-Cl-A (ранее OK 92.58)Да и в обмазке может быть нужный компонент и не стоит ее удалять , конечно ТИГ с присадкой не пойдет но тогды можно ММА попытать. http://gazss.ru/catalog/199/ http://gazss.ru/catalog/199/1 балл
-
... в таких случаях дерзю гениям подобных косяков : для нас проблем нет ., мы их создаем .1 балл
-
Олег, 35 ГЛ и 38(40)ХС - "угля" мало, разве что на колун или рубилово для льда (по-моему скромному мнению) и то не факт... Лучше хотя бы что-нибудь "пружинно-рессорное"1 балл
-
Сделал.
1 балл