Лидеры




Популярный контент
Показан контент с высокой репутацией 06.04.2018 в Сообщения
-
Цветовая гамма при сварке, а так же ее изменение при скорости, А . же и конечно же сопле. https://www.youtube.com/watch?v=g40BCf3Khko14 баллов
-
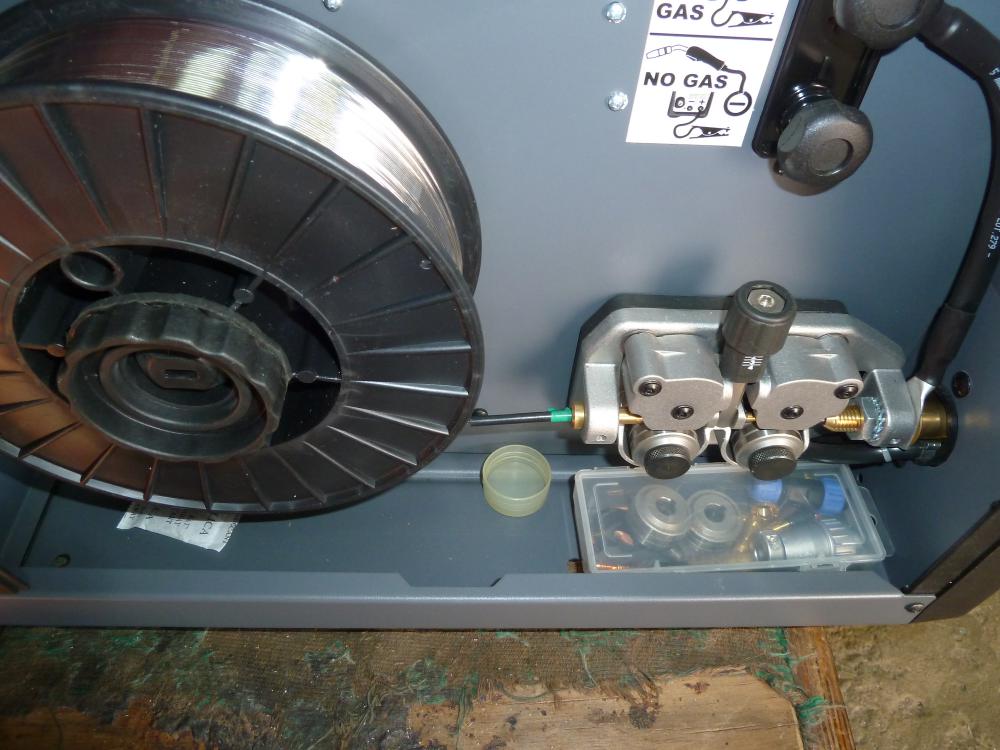
@Вад11, именно так! Высокий ток и приличная скорость. Если ванну держать на грани провала, присадку подавать не тычками, а непрерывно, то швы на алюминии-вообще как литые выходят.9 баллов
-
Будничные мелочи. В автосервисах механоиды не только болты с гайками рвут. Могут свернуть голову и нежному ротаметру и кондовой паяльной лампе. Применяем пайку БрКМц в аргоне. Какие-то мелкие каркасики для медоборудования. РАДС и П/А. Парогенератор из химчистки повреждён сквозной коррозией. Очередной фланец от погружного фекального насоса. П/А. Смесь, проволока ф 1 мм. Экспресс-ремонт топливного бака от МАНа. Никаких "полостных операций" и рихтовки вмятин. Только засверливание трещин и сварка. Ауди-А8, изрядно потрёпанная жизнью. На капоте и крыле-порывы. Штопаем в аргоне ниткой ф 0,8 мм. Интеркулер от Лэндкруизера-200. Пайка двух трубок 192-м Кастолином. Опять автоген.Только теперь-на выезде. Паяют медь ныне почти все сантехники без исключения. А сварка стальных труб-это, знаете ли, не для всех... Обрезает врезки и сверлит новые отверстия-слесарь (моим инструментом, правда... ) . Дело сварщика-заглушить старые врезки,приварить новые отводы. И получить за это деньги. Грубая чешуйчатость швов-следствие повышенной мощности пламени, дабы текущая с верхних этажей водичка не особо докучала. И напоследок-приехал адепт секты "Свидетели Брожения". По его просьбе-приварил алюминиевую бонку к алюминиевой же фляге.
 9 баллов
9 баллов -
Приехал клиент на Паджеро-3 с лопнувшей рамой. Всё как обычно: раму изнутри никто не антикорит, песок и вода поставляют мне новых клиентов. Вот такой вот паучок. Паучок, вид снизу. Вырезал "фольгу" снизу, высыпалось всякое из рамы. Сверловка и разделка трещин. Заварил своими корявыми швами. Потом шлифанул снаружи и закрасил грунт-эмалью по ржавчине. Фотать не стал, доделывал бегом - полдня работы, надо сдавать. Изнутри работе сильно мешал торсион, снимать не стал, аккуратно проварил трещины и закрасил.
6 баллов
-
Похоже у них это коронка, тож керх лечил Запаял кастолином, там еще пару кратеров на подходе было
6 баллов
-
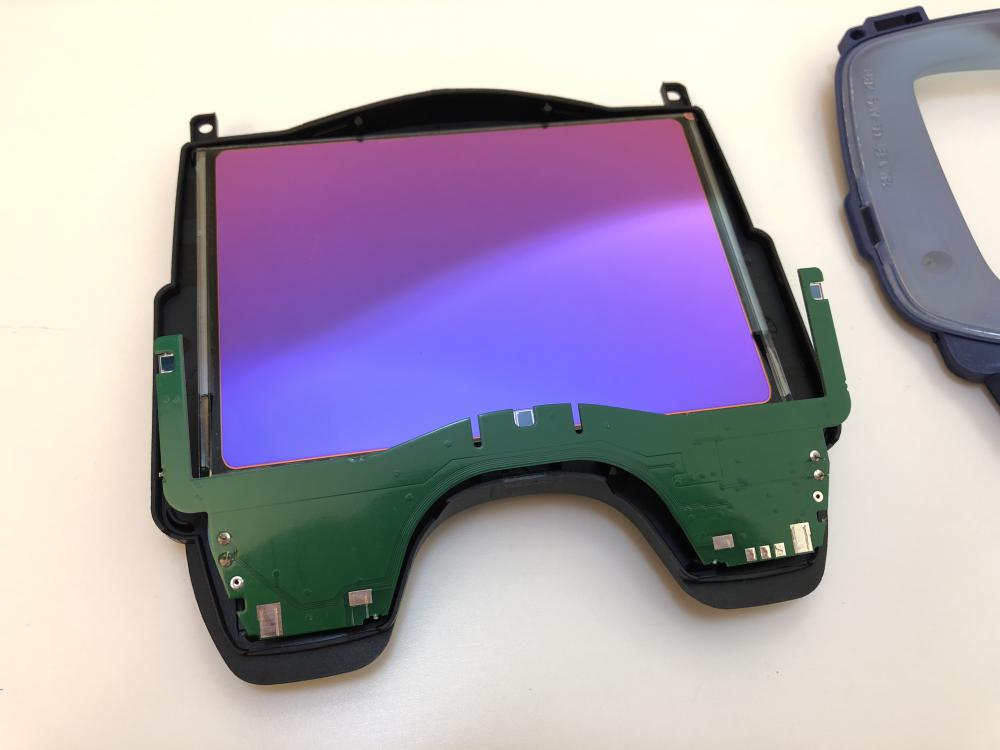
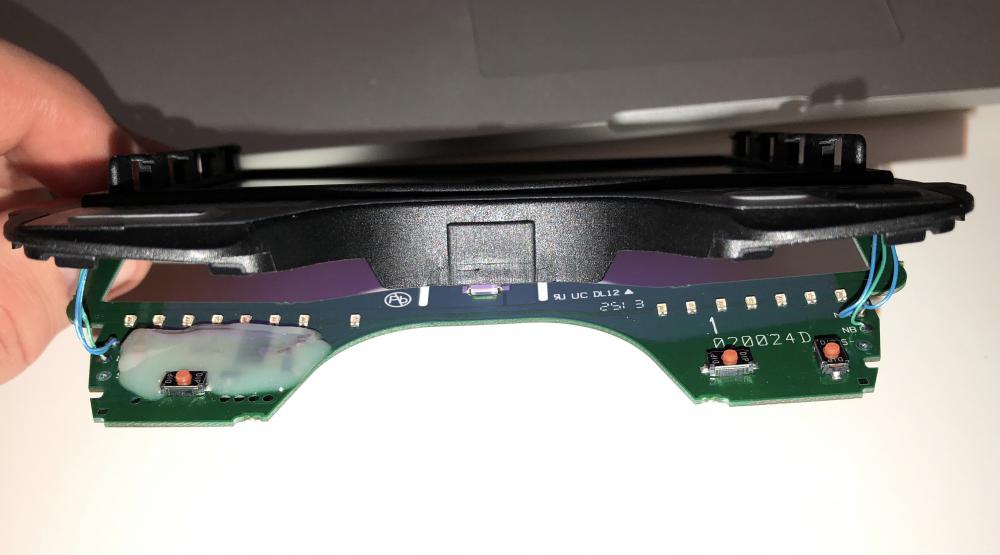
Выше в этой теме затрагивался вопрос устройства фильтров Speedglas, и вот, наконец, появилась возможность вскрыть один из экземпляров серии XX. В принципе, все видно на фотках и единственное, что хотелось бы отметить, — это то, что напыление нанесено на внутреннюю сторону наружного стекла. Т.е. как бы вы не терли стекло, у вас нет шансов повредить это напыление.
5 баллов
-
Вот.Пришла "Голова" и иже с ней коннектора..
5 баллов
-
@Ustas_, меня бы жаба задавила на такое Кастолин переводить... Тем более, что рядом-ТЭН. Шибко долго греть-боязно было. Желобки залил водой и на приличном токе за пару секунд заварил.5 баллов
-
Накладку делать не стал, так как вырезал гниль до живого металла нормальной толщины (2,5-3,0 мм). Изнутри задул мовилем как положено.4 балла
-
@Учусь,белый чугун лишь заготовка для дальнейшего изготовления серого ,ковкого и высокопрочного чугуна,его не применяют для изготовления изделий. @Учусь,для контроля температуры купите пирометр(с регулировкой коэффициента теплового излучения),на алиэкспрессе за гуманные деньги можно приобрести,это облегчит вам работу.3 балла
-
@Alex_DRUMMER,Доброго дня, тут бы накладку для надежности не помешало бы поставить,а хозяину промыть раму и задуть хотя бы пушечного сала.3 балла
-
Сказали @Kondor416,Со слов директора, "поменяли 2 драйвера, 8 резисторов, модуль IGBT. Гарантия на модуль и отремонтированные платы 1 год"3 балла
-
Всем Здравствовать!! Приехал мой аппарат, починили мне его. Попробовать времени мало, пару резов сделал, режет норм.3 балла
-
@Hlorofos, ага, какой-нибудь транс телвин/дека/кайзер на 220в, намотанный алюминием, за 15-20тр. толкают.. или тдм, 80-х, за 600 баксов..или ..Многофункциональный плазменный комплекс...имени великого русского Змея.. за 800уе3 балла
-
Пришла вот такая 26 горелка. С виду довольно удобная, головка к ручке выполнена под углом 60-70°. Заказал еще 20 гибкую голову (http://s.aliexpress.com/E7vEj6ZN?fromSns) и расходники к ней. Теперь ищу шланг под шлейф. Хотелось бы такой же как имею от родной горелки Шланг очень гибкий Может кто поможет в поиске на просторах да и кому полезным окажется
3 балла
-
монументально. интересно, светофильтр кто-нибудь,покупал отдельно?...
3 балла
-
@svarnoiotboga, в отличии от многих писарей, я работал и Сварогом и Форсажами. Форсаж лучше. На данном видео, я заткнул пасть одному фуфломёту-"электронщику" https://www.youtube.com/watch?v=QwB7k1vrX483 балла
-
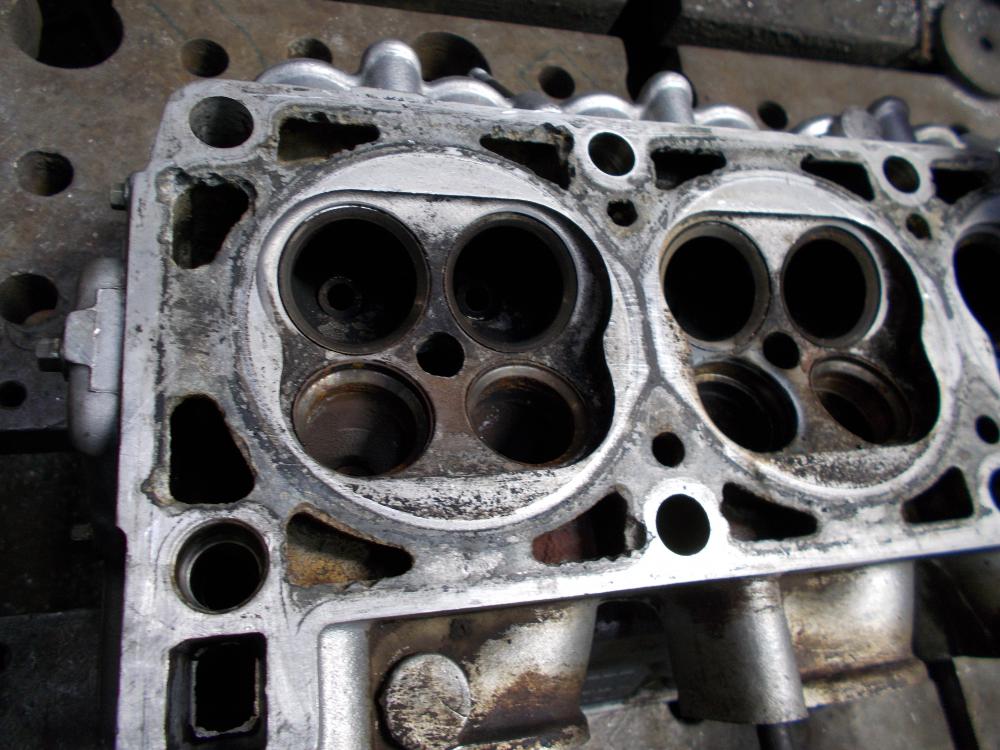
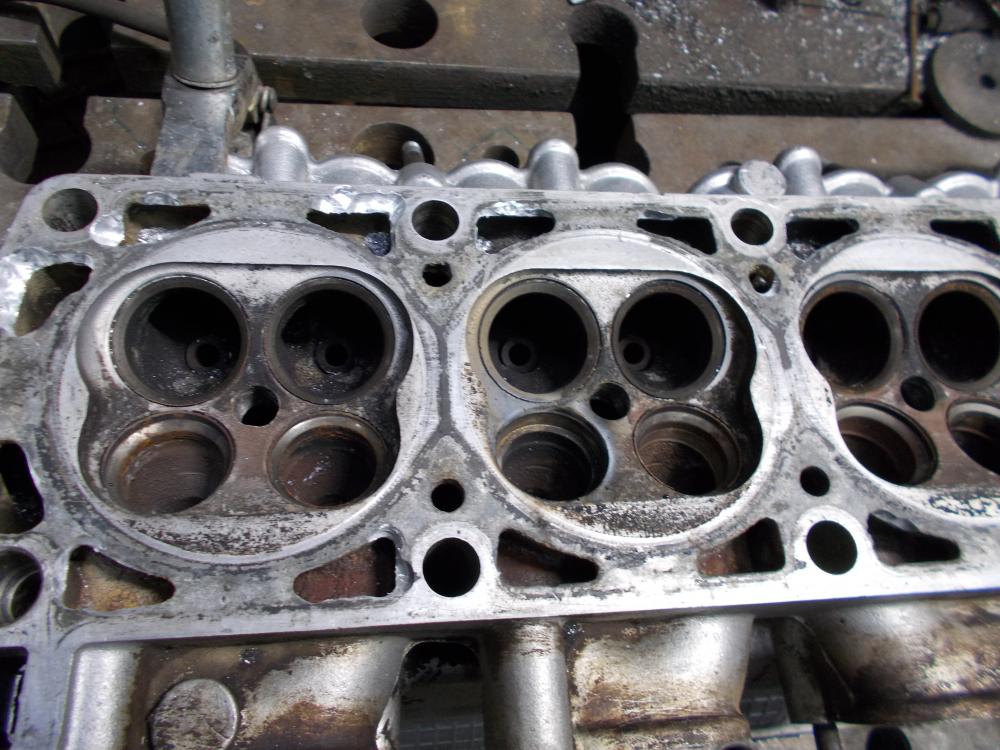
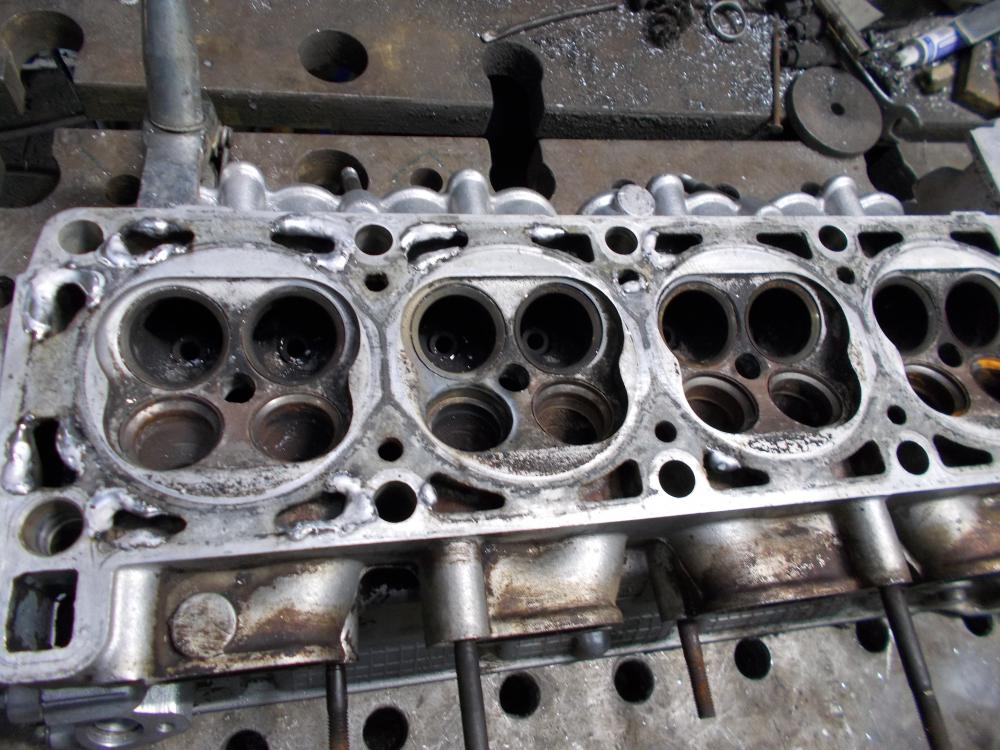
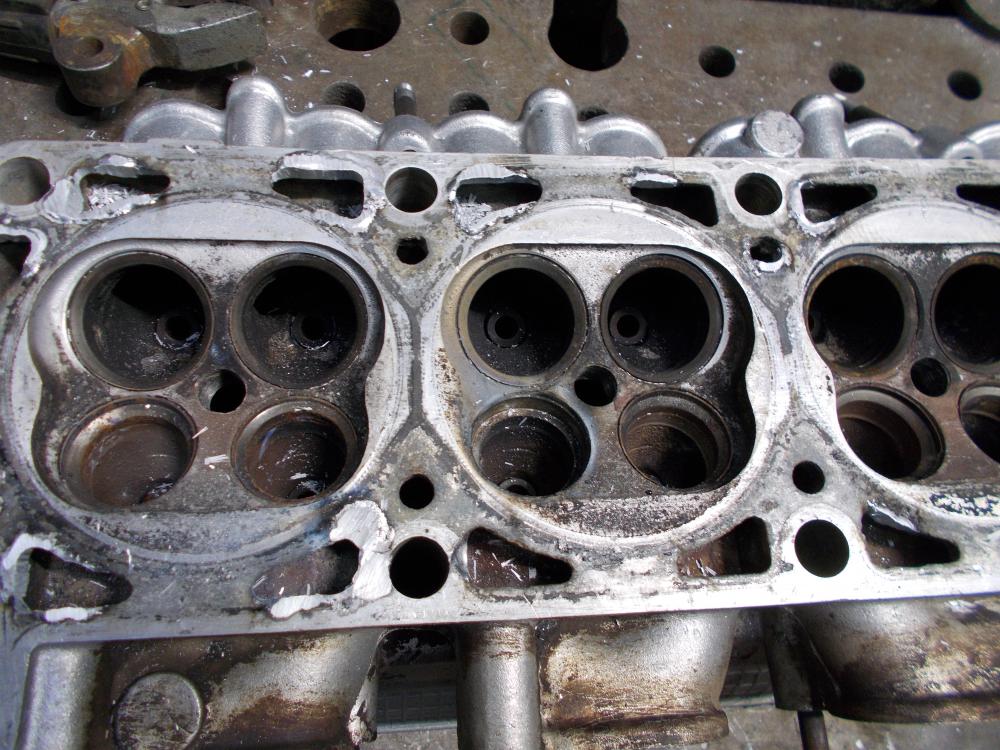
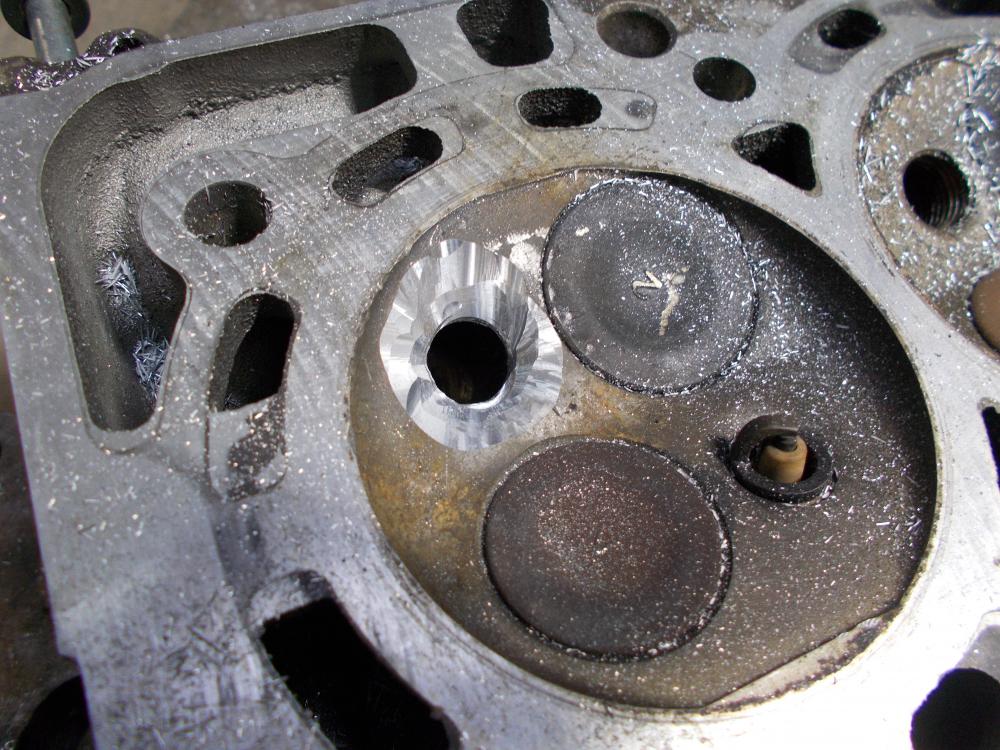
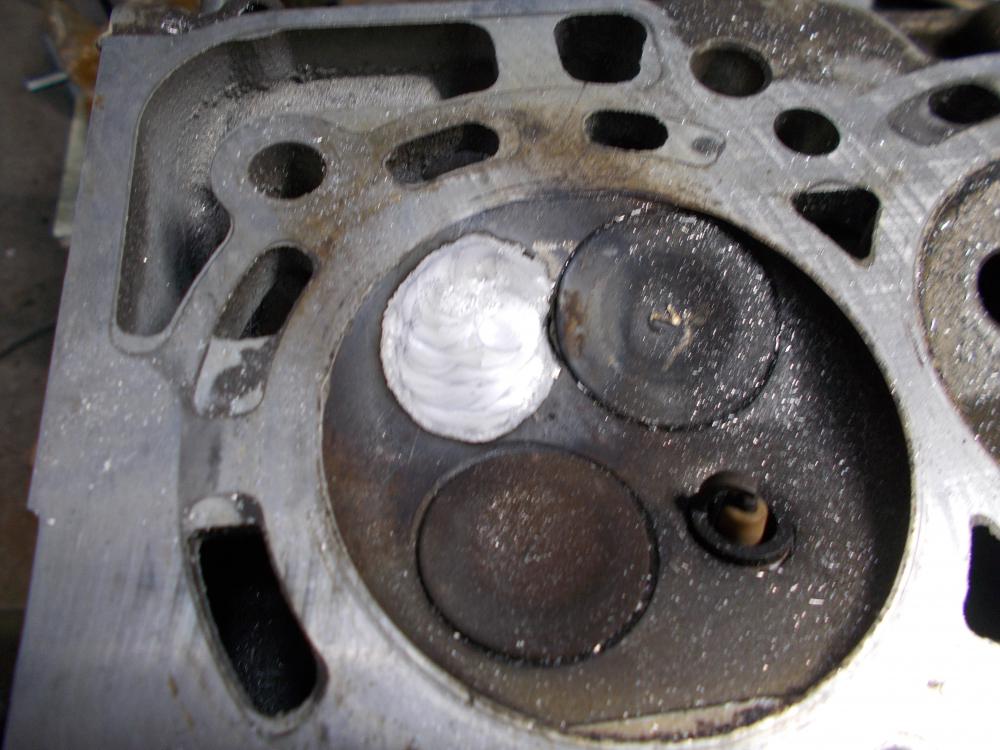
Пока в природе существуют подпольные тосольни-ни сварщикам, ни механикам голод не грозит. В ГБЦ с Хонда-Фит покалечили одно свечное отверстие. Расковырял бор-фрезой, подставил медную болванку и наварил. ГБЦ Детройт-Дизель в процессе шлифовки сорвалась с креплений и получила повреждение шлифовальным камнем. РАДС ПАНЧем на холодную. Вот так доездились... Тормозной цилиндр с экскаватора Катерпиллер. Деталька внутренним диаметром 80 мм. Колодки водятлы-механизаторы стёрли до такой степени, что поршни вылезли и перекосились. В результате-цилиндр лопнул. Разделываем и заливаем ГПН. Далее-расточка, проточка и хонинговка. Поворотный кулак с Мазда-Трибьют. Материал-ковкий чугун. Лопнула проушина шаровой опоры. Разделка, прогрев в массе до 500 град. и РАДС ПАНЧем. Проковка и медленное охлаждение.
3 балла
-
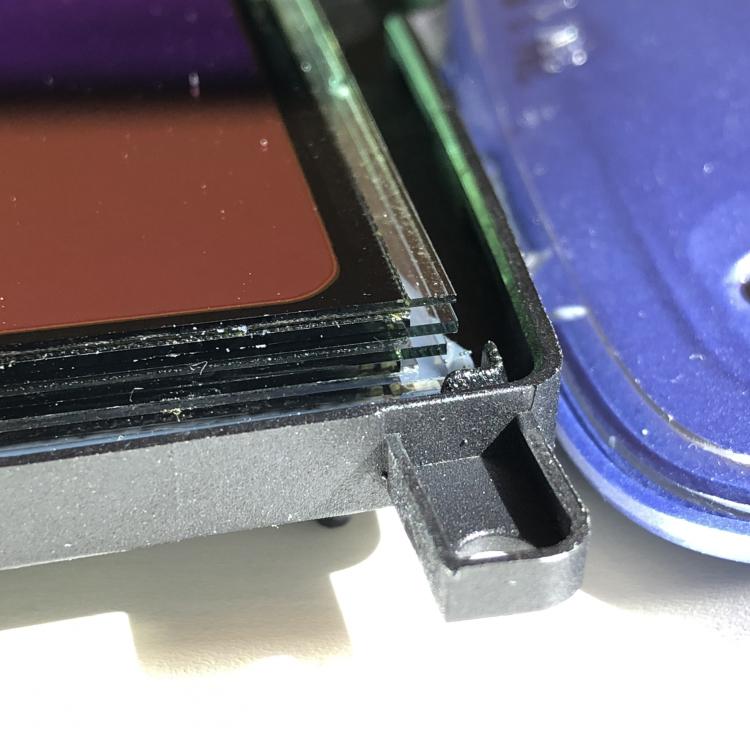
Этот экземпляр определен мной на запчасти (хотя, большинство вполне могло бы и мириться с глюком электроники в одном из режимов чувствительности), поэтому, если у кого есть желание восстановить свой разбитый XX — велкам в личку.2 балла
-
@Alex_DRUMMER,лучше пушечного сала,но если понадобится сваривать ,то после него нужно отмывать металл,консервирует получше мовиля и даже такую ржавчину2 балла
-
Вот и на Хелви также вчера попробовал , да и в 2Т спада нет как у Меркле и жаль. В общем вчера поварил свою "железяку" от ворот и попробовал смесь ну и нормально и при значении толщина материала 7.7мм выдает 210А ну и максималка по толщине АМГ у сего аппарата 8мм ну и как раз 220А. Что хочется сказать при столь больших амперах желательно бы импульс помягче и как на Меркле есть выбор , на Хелви нет и жесткий импульс разгоняет каплю до большой скорости и та "выбивает" искры из ванны при нормальной длине дуги, .
2 балла
-
@vnuk,Спасибо за видео, на завод попробуйте написать,может прислушаются2 балла
-
@круазик, и так можно, но давай по порядку. 4T spec, это циклограмма не бесконечная. В ней стартовый ток, разогревающий только в одиночном пульсе, иначе какой тут разогрев. В нем варит пока держишь кнопку, а отпустив пошёл ток сварки ( в нем уже как выставлено, двойной или одиночный) варит так до следующего нажатия, пока давишь идет плавный спад в секундах, и на выставленном минимальном токе варит, пока держишь кнопку, отпустил - дуга потухла. И цикл нужно начинать снова, если нужно продолжать. А вот если много различных швов в разных пространствах и толщинах, то переключаешь управление горелки на прокручивание джобов. Тогда, при сдвигании ползунка горелки, переключается следующая программа сварки, назад, то соответственно переключает на предыдущую. Вот и получается, что до бесконечности можно без отрыва лупить!!!2 балла
-
Фуф можно выдохнуть. Поздравляю! А чего было то не сказали?2 балла
-
Ну не знаю и скорее все таки сталь , но может быть и очень хороший ковкий чугун который варится очень не плохо. Да уж , задняя ступица 08 не заменима и еще послужит не одному "изобретению" вот и у меня на генераторе стоит вес у него приличный 160кг и был нужен когда 380 не было и сейчас стоит на "запасном пути " . Приварена и все нормально , да и запаска с Фронтера тоже приваривал и отходила у хозяина (он рядом ) до "кончины" авто и поменял по акции "сдай старый".
2 балла
-
Лить... из хлама, простая деталь и не нагруженная2 балла
-
@Лепило, Не скажу по конкретной модели, но в общем ситуация такова. Впрысковые модели заводятся хорошо, карбюраторные - если угадать с подсосом и не залить, то заведётся. Но как всегда технологичность в плюс, простота в минус - по удобству, но обратно в надёжности, из-за количества элементов системы. Лифан делает неплохие моторы, все по лицензии, ну а про хонду вопросов нет . У всех китайцев ооочень большой проблемой является электрика, разъёмы все перебирать однозначно, впрыск у них сырой, глючный. Ну а карбюратор, он и в африке карбюратор. (хоть и не по делу немного)2 балла
-
Молоток ! Только сия технология стара, как электроника. Коротит у аппарата скорее всего транс - это норма. Там сопротивление минимально. Хотя без фоток сложно сказать, что Вы там измеряете. По резистору - нужно фото. Помереть сам мог. Сгнил.2 балла
-
Теперича все встало на места. Да, таких много. Берут за гадание на кофейной гуще. Я в шоке. По телевизору тут встретился: взяли за ремонт, заменили плату за огромные деньги. Устранили следствие, а причина ... Ну сразу же новая плата не накрылась, значит не было причины Вот и весь подход. Только портят репутацию, мол все сервисники - уроды! А ты борись с этим... Тяжко как-то и обманщиков только увеличивается. А народ только вверит тому кто красиво поет. Удивительно. Чем больше обманывают, тем больше верят.2 балла
-
Шампунь для животных: Перевод инструкции:
2 балла
-
Сегодня был в недрах "Ашана", отбор тепла от фреона на отопление.
2 балла
-
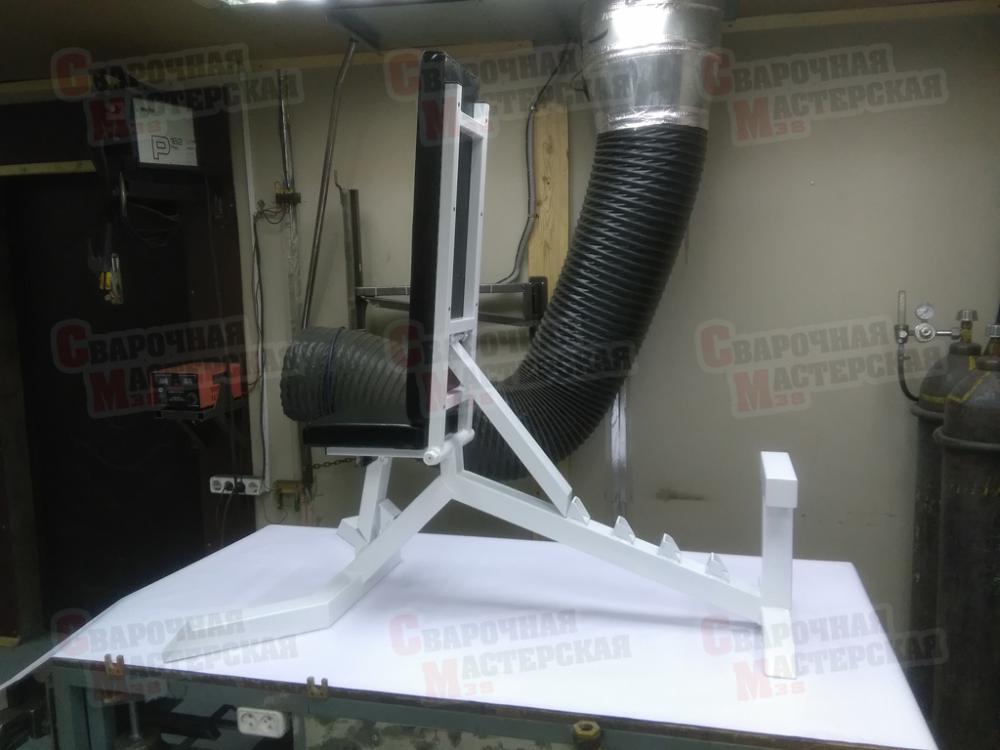
Сделал скамью для жима лежа. Регулируется и спинка и сиденье. Профиль 60х60, 60х40 и 30х30. Точеный шарнир. Алкидная краска. Кожзам, изоолон. Отправилась скамеечка в г. Владивосток
2 балла
-
С Вашего позволения я расскажу сегодняшнюю историю, в обще я редко пишу, я в основном читаю. В общем сегодня варил двигатель аутлендера после ДТП, удар бвл не хилый, что пробило переднюю крышку и блок в месте крепления. А еще поддон, крепление подушки, стартер, корпус какойто крыльчатка, но это не важно, важно передняя крышка и блок. От удара вырвало к чертям кусок мяса. Что мня просят сделать, (кусок милиметров в 70х50), наплавь все это дело на блок, я объяснил, что прокладка погорит на крышке и двигатель станет не разборным, сняли крышку, смотрю идет соединение двух половинок двигателя, говорю надо разбирать, на что услышал, сможешь палавить, я- смогу, но двигатель не разобрать в будущем, им пофиг, говорят вари. 3ий раз бьют эту тачку, ну а я чё, я ни че, заплавил. Как я уже говорил сегодня , где-то заплакал японец сборщик, аутлендер в новом кузове, и смотрите фото : Отправлено с моего Redmi Note 4 через Tapatalk2 балла
-
Целая дискуссия появилась из-за этого последнего видео. Как уже говорил, что крупная чешуя меня не устраивает, кручу быстрее, таким образом содержание сварочной ванны содержится в одинаковых пределах, более литой шов, плотность его, меньше чешуя, лучше переплавка. Кому ведь как нравится, по мне лично называю крупную чешую размазней, растягаем, хоть и красиво и качественно тоже. Но интересен факт, что в Сургуте турки. наученные теми же американцами, живо интересовались такими швами и тоже в последствии старались крутить быстрее. А изначально мне пришлось заварить образец, корень, заполнить и так же положить крупную чешую, которую не считал нужным фотографировать. Так же в Екатеринбурге коллега наш один земли не видел ходил от себя самого от крупной чешуи, так и все считали, пока не увидели более литой шов, как монолит с трубой, как обруч. Скажу честно друзья, у него очень были крутые швы, думал лучше не сделать ) Так, что я за литье и за плотность, а так же за четкие сплавленные края у облицовочного шва.
2 балла
-
Я сегодня варил в пятый раз уже))) учусь на сварщика, сейчас на практике (по 20-30 мин в день) и завтра буду варить) Сегодня отрезал трубу (большую), естественно не ровно, потом прихватил, прошел корень. Отбиваю шлак, кусочек отлетает мне в глаз (кусочек то горячий), прилип к правому веку глаза, натер глаз (в последствии вытащил его дома). Так со шлаком в глазу проходил облицовочный шов, наловил кучу зайчиков (сейчас как будто песка в глаза насыпали). когда резал трубу, раскаленный метал попал под маску и обжог мне щеку (не много) - в этот момент сломал ручку держака (завтра новую унесу им, а то они так орали, так орали...), сейчас достаю металл из головы - и это все за 20 минут. Не буду описывать что со мной было в первые четыре дня практики, но скажу так: рдс это круто, думаю будет из меня сварщик, но чувствую завтра еще чего нибудь учуду.2 балла
-
Да, не досмотрел. Подтверждаю .Починил.1 балл
-
Вот она и есть. Когда обдирали на маленьком токарном "станке" остатки срезанного болгаркой фланца с отверстиями под колёсные болты и стало понятно, что это чугун. Да ковкий, да качественный, но чугун. Как всё соберу испытаю весом своей тушки.1 балл
-
@круазик, разобрал-посмотрел, там механика и колотушка типа соленоида. Все просто. Просто защелка.1 балл
-
@Iridium, http://www.bemis.su/catalog/10-series.html?start=5 у них разные серии изделий есть. По внешнему виду очень похожи. Если верить рисунку (фотки нет) и фотке розетки с открытой крышкой, то @Дед мазай купил из серии Professional. Она и стоит не по детски http://korona-plus.ru/store/41992/213298/213303/?pos=846679. Хотя, она того стоит У меня похожие на удлинителях стоят и в гараже, только одиночные и не в резине.1 балл
-
Игорь, я говорю о тех, кто именно так и зарабатывает. Берут в ремонт, ничего не делают, потом назначают цену в 80% от стоимости аппарата. Клиент в отказ - с Вас 1000 руб. за диагностику. Я про таких.1 балл
-
1 балл
-
Тут Алексей я не соглашусь. Лично меня задалбливает момент когда везут все что угодно и при этом даже, скажем так, в розетку не втыкают. Привозят, включаешь, а все работает. Ну и что с такими делать? Время потратил ... А результат все работает. И бесплатно? Если просто включил и без проверки на сварке то - вон дверь, идите и тренируйтесь. А если настаивают на подключении газа, проволоки, свою же горелку ... нееее, с таких 500р будь добр. Если конкретно подходят, с описанием жалобы, что вот делаю так так так, то тут явно дефект есть и надо подключать и проверять. Тут конечно диагностика условная, т.е. без взымания денег. Из словесного описания уже можно сделать предварительный вывод и может с ручками управления не разобрались и проконсультировать не трудно. Это так сказать все по людски. Лично мой подход такой. не правда ваша. Так сказать "КЗ", понятие относительное. Где должны быть МОм, то даже кОм уже не допустимо и тем более десятки-единицы Ом.1 балл
-
про подачу прутка. последний способ правда не очень получилось изобразить, т.к. не практиковал его. https://www.youtube.com/watch?v=8wTBIx_h0S81 балл
-
Привезли ресивер нещадно поеденный коррозией. Зачистка корд-щеткой, выгрызание фрезой коррозии и наплавка. После наплавки обработка лепестковым кругом и в руки клиенту.1 балл
-
Роман,привет. Всё получил в целости и сохранности, ну это и не удивительно- упаковка супер.
1 балл
-
В продолжение темы про оплату танка... Слушается дело о разводе.Судья:- Огласите, пожалуйста, причины, которые подвигли вас подать на развод.Жена:- Дело в том, что совсем недавно я случайно узнала, что мой муж является собственником квартиры, которую мы с ним снимали в течение пятнадцати лет!!!Судья:- #$%^^! Это гениально...1 балл
-
1 балл
-
Немного подкопил. Смешного чета особо не попадается. В этом году грачи прилетят в полушубках. С тех пор, как я выучил азбуку Морзе... не могу уснуть под дождь... Например, вчера я услышал....что дождь позвал меня выпить....Причем трижды и по имени....1 балл
-
@Ильдарка,Ну и добро !1 балл
-
Такую технику запечатлел.Новенький
1 балл