Лидеры




Популярный контент
Показан контент с высокой репутацией 17.02.2018 во всех областях
-
Самое смешное, что этих косынок с завода там нету, гусак должен работать, а косынка создает напряжение. Немного фото нового цеха, условия для работы созданы, но это только начало.
 10 баллов
10 баллов -
Еще время было прибамбасил светодиодный светильник во внутрь вытяжки, сейчас светит как надо и куда мне надо Засунул вовнутрь, включение сделал через тумблер
10 баллов
-
Сегодня вот такая техника была Запланированная поломка в действии, швы не замкнуты и от этого места начинается трещина... на второй стороне пресечем это гадство сразу Накинуть колеса, развал/схождение и в рейс.9 баллов
-
Работа очень крутых спецов,очистное оборудование на объектах Транснефти. Называется как наша контора хапнула горя экономя на кадрах.
9 баллов
-
Иван , мне два раза одну и туже приносили ровно неделя разницы между первой и второй сваркой. Швы вроде и нормальные заводские но и им приходит конец , мамаши сейчас бегом бегают (время такое) а вот дороги желают лучшего. Сварка не представляет труда но вот порошковая покраска и пока почистишь .
8 баллов
-
Это не призыв к действию,но иной раз когда просят сделать подобное("гарантия до дверей") или "просто заделать\капнуть трошки" я в ответ предлагал вот такой листик заказчику заполнить..... Ни один ещё не заполнил,хотя и чугунных головок много несут, да и по алюминию бывает бредовые задачи ставят и переубедить,что надо сделать вот так-то и так(по уму!) невозможно.Приходится отказываться от такой работы как капнуть,спаять и заделать как-нибудь. Понимаю,что пойдут искать других сварных и теньге уйдут туда. Выглядит это примерно так :К(клиент) , С (сварной) К - Командир!Друг!Товарищ!Брат!Мне здесь немного сверху заделать\заварить....хоть как-то. С - надо лезть и вырезать глубже,искать окончание трещины и потом поэтапно заваривать(говоришь примерную цену и что надо времени немало для подготовки,сварки) К-Ээээ...долго и дорого!Давай дешевле,только сверху заварить и всего-то делов. С-А как же гарантия с такой работой?Без гарантии устраивает?Претензий не будет?Чтоб потом не началось - плати за сборку мотора,за разборку,за прокладки... К-Никаких претензий!Главное собрать завести мотор. С-Ну,лады.Вот листик,заполняй.А я сейчас сфоткаю и надо дату поставить и вам расписаться. К-(пауза)...а дальше тексты от клиентов бывали разные, от мата до упреканий за "детский сад". р.с.За всё время только один человек согласился заполнить лист-обломали уши у тормозного цилиндра от погрузчика.А с головками ДВС и разными фикс-задумками ещё ни один не согласился подставить подпись. 1.doc8 баллов
-
Приехал " болезный", надо подремонтировать, "а мы шо, мы завсегда поможем".Удаляем старые обломки . Привариваем новые крепления амортизаторов. Иногда доставала капель, от таящего снега.
7 баллов
-
На неделе принесли распределители или как их зовут из двух сделать четыре. На токарном станке обрезал и сварил форсажиком Основной металл 1,8-2 заглушки вваривал 0,7-0,8 параметры Также сегодня сделал, чтобы проблем с массой не было небольшой тюнинг думаю больше проблем со слетанием и с прошивкой не будет
7 баллов
-
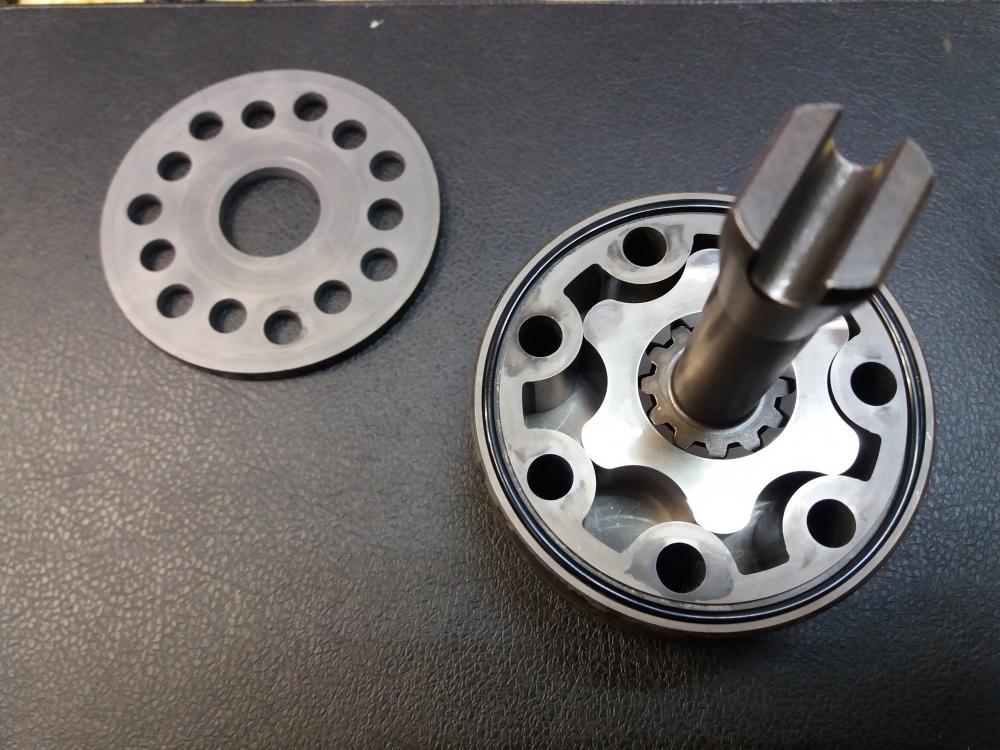
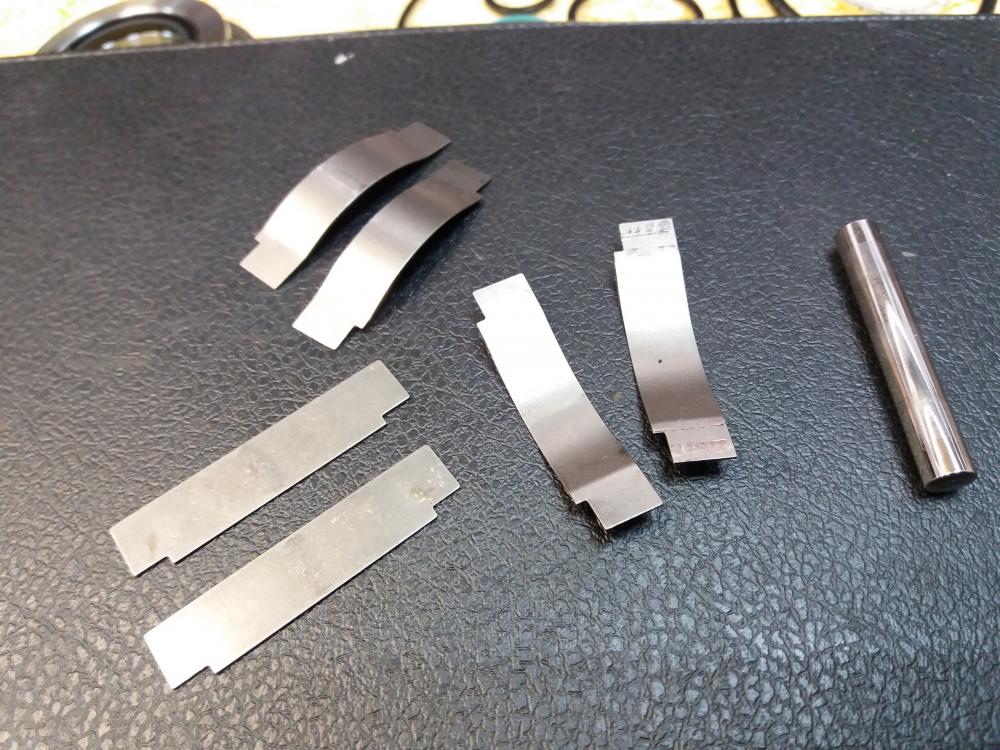
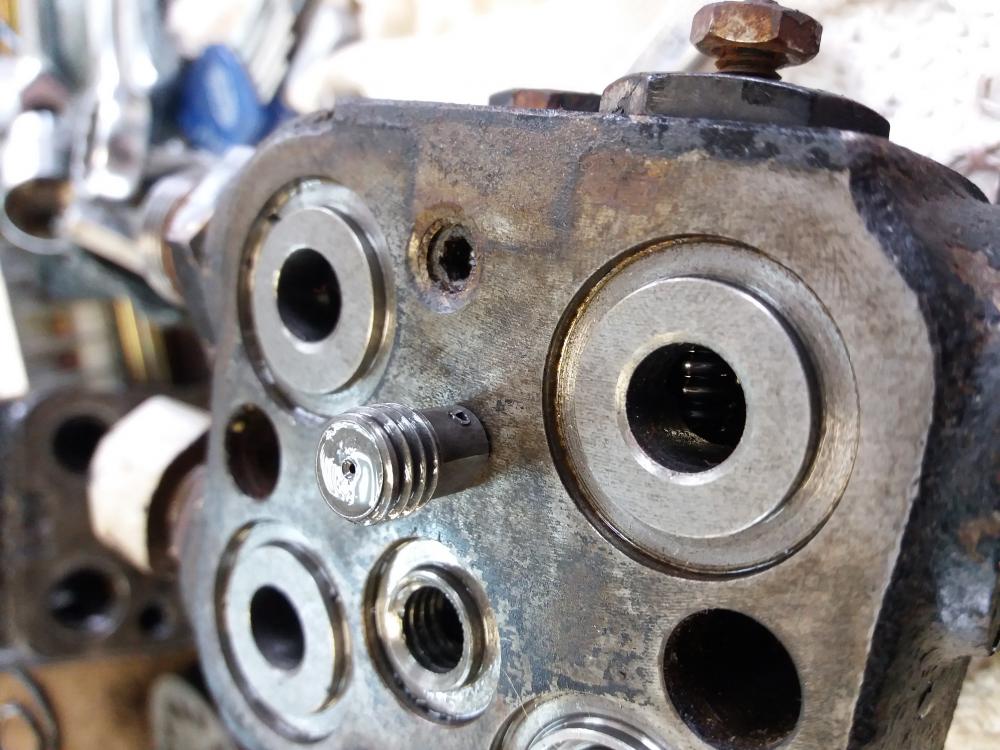
Пожалуй стоит присоединиться к освещению событий (по крайней мере тех, что касаются меня). Заранее прошу меня великодушно простить, за специфичный стиль подачи материала. Под катом небольшая история повседневного ремонта, с фотографиями, полная моих замечаний, мыслей и догадок. На сей раз, ко мне на стол попал насос-дозатор рулевого управления от фронтального погрузчика Furukawa FL50-1 (сам погрузчик - отдельная история), с простым диагнозом - не рулит. Суть такова: Гидравлическое пропорциональное рулевое управление - простая и очень надежная штука, там ломаться почти нечему (по крайней мере, на мой взгляд). Оно состоит из насоса (в данном случае, общего с гидравликой ковша), насоса-дозатора (steering valve в западной терминологии), и рулевых цилиндров (в нашем случае цилиндр один, так как погрузчик небольшой). По этому диагностика предельно проста: если гидравлика ковша работает должным образом - значит насос исправен (замеры давления и производительности пока подождут), проверяем подачу масла на цилиндр (немного ослабив накидные гайки на напорных магистралях) - а подачи нет, вернее есть, но очень слабая, почти отсутствует. Вот и найден "непроходимый" агрегат - насос-дозатор. Снимаем и несем на стол: Выглядит немного необычно, у них как правило четыре штуцера (подача от насоса, сливная магистраль, левый выход, правый выход), а тут добавился еще один (выход на гидрораспределитель управления ковша) - значит внутри как минимум клапан ограничения потока, который делит масло между контурами, и редукционный клапан (иначе все в сливную магистраль утечет) Попробуем снять клапанный узел: Вот они, искомые четыре канала (если приглядеться, можно заметить на корпусе буквы: R - правый выход, P - подача масла, L - левый выход, T - сливная магистраль). Так же немного удивила заглушка напротив входа (канал P). Открутил клапанный узел с БОЛЬШИМ трудом, затянут был "до отрыва рук" . Резиновые кольца - плоские и затвердели. Не торопясь разбираем, сначала откручиваем нижнюю часть: В нижней части находится трохоидальный насос (пока откладываем в сторону), в верхней - золотниковый узел. Вытаскиваем золотниковый узел из корпуса распределителя: Зазор очень мал, вытаскивается легко, но когда вставляешь заклинивает при малейшем намёке на перекос. Настало время золотникового клапана: Приступил ко внешнему осмотру. Если приглядеться, можно заметить, что детали после первичной протирки немного "волосатые", перед сборкой всё нужно тщательно промыть, продуть сжатым воздухом и смазать чистым гидравлическим маслом . Гидроагрегаты и грязь - вещи несовместимые. Посмотрим что с насосной частью (или она моторная?): Всё в порядке: сколов, задиров, следов повышенного износа нет... Осмотрим золотниковый клапан: Тут тоже всё хорошо: золотник и гильза в порядке, пластины возвратной пружины целые и сохранили упругость, упорный подшипник в отличном состоянии... Если сам насос-дозатор в порядке, значит в него не поступает масло. Обратим свой взор на клапанный узел (тот который был очень сильно затянут). Подача заглушена, зато есть жиклёр - через него и подаётся масло. Посмотрим что с ним: Жиклёр содержит обратный клапан и вполне работоспособен (по крайней мере воздух проходит в одну сторону и не проходит в другую), но канал между жиклёром и штуцером подачи не проходим в обе стороны. Значит разбираем дальше (заглушки сильно затянуты, дальнейшая разборка возможна только в тисках). Времени отняло довольно много (нужно действовать осторожно, чтобы ничего не повредить). Но все получилось разобрать. Полный комплект деталей редукционного клапана, кроме седла (оно осталось в корпусе, не стал выкручивать): Здесь придраться вроде не к чему... И комплект распределительного клапана: Тут есть претензии, я его кое-как вытащил из корпуса. Плунжер покрыт задирами с одной стороны: Не скажу что сильно удивился увиденному, общая картина неисправности начала складываться из отдельных подозрительных фрагментов... У меня есть подозрение, что когда-то, в процессе эксплуатации, по стыку насос-дозатора и клапанного узла появилась течь масла. И кому-то в голову могла прийти мысль: подтянуть соединение для устранения течи, но подтяжка разумным моментом возможно не помогла, ведь резиновые кольца сплющились и затвердели... И тогда подтянули так, чтобы течь перестало. Перетянутую плиту клапанного узла изогнуло, совсем немного, но этого оказалось достаточно, чтобы плунжер начало задирать, и со временем заклинило (погрузчик долго стоял, прежде чем попасть к нам в руки). С некоторым сожалением, я принял решение пойти на компромисс: резиновые кольца заменил на новые, плиту клапанного узла притянул без фанатизма на место, плунжер отполировал пастой ГОИ... муторно, но вполне сработало. Подвижность плунжера в корпусе восстановилась, это не идеальный вариант, но вполне рабочий. Узел будет работать и дальше, совсем немного увеличится утечка масла вдоль плунжера, но на работе это не скажется совсем никак (насос шестереночный, производительность у него с большим запасом). Ещё немного фотографий (хотя куда уж больше ): Никакого специального инструмента не потребовалось, всё разбирается простыми ключами и шестигранниками. Резиновые колечки заменил все, пару пластиковых оставил (они упорные, а не уплотнительные). И вроде бы всё должно закончится хорошо, но после установки узла на место, проверка выявила ошибку сборки... при попытке повернуть рулевое колесо в какую-либо сторону, его тут же рывком уводит в другую... Эх, стыдно, кажется неправильно собрал. Хорошо хоть ставить-снимать не долго, да и разборка много времени не отняла (дольше соображал где промахнулся ): Хорошо видны риски на валу, которые совпадают с лучами шестерни. Они совпадают, но не должны . Это фотография неправильного положения, нужно сместить вал на один зуб (к сожалению снимка правильного положения не сделал). В конце концов, уставший погрузчик наконец начал бодро складываться, что не может не радовать. Осталось прибрать электрику, но это не сложно, просто вопрос времени. Все предположения о возникновении неисправности, что я тут написал - сугубо мое личное мнение, основанное на некоторых подозрительных моментах, встреченных при разборке агрегата. Не стоит принимать это как истину в последней инстанции. Выбранный метод ремонта не идеален, но приемлем. В конце концов, нужный нам результат - достигнут. Данная работа - внутренняя, погрузчик наш, так что если что-то пойдет не так, никто не в обиде. За фотографии ободранного плунжера хочется поблагодарить Олю, именно она занимается фотосъёмкой наших работ (у меня телефон не вывез фотографии зеркальной поверхности). Надеюсь пост вышел не сильно утомительным. P.S. Ещё хотелось бы заметить, что я ОЧЕНЬ редко сталкиваюсь с гидравликой, а с таким гидроагрегатом как насос-дозатор, я столкнулся впервые. Когда я его разбирал, я попутно узнавал как он устроен на самом деле (до этого я видел их только в гидросхемах, на картинках).
7 баллов
-
Приехал сегодня и мне Crepow.... Сказать пока нечего сам аппарат, куча концов-земля, держак ММА, горелка ТИГ 26 с кучей всякой хрени которая мне и нафиг не нужна- (продам за 700 гривен )- это половина цены в Украине. (Фото будет завтра) Спасибо Андрею Волошковскому(многие его знают по Чипмейкеру.сом. рu) Адекватый продавец и просто хорошый человек(не знаю его ник на этом форуме Завтра фото отчет о покупке(швы не обещаю), Но все что с ним связано(внутряку тоже) будет затвра6 баллов
-
@me1nik,у меня такой зажим не оправдал ожиданий. Для больших токов, на мой взгляд, оптимально медная пластина к которой прикручен кабель, с помощью струбцины притягивается ну ооочень качественно и надежно.6 баллов
-
@ЛехаКолыма,Это стена бетонная, трехметровой толщины. Лбом ее не прошибешь. НАКС, СРО, лицензия МЧС, лицензия ФСБ итд итп. Плюс к этому засилье москвичей и др. крупных городов в числе ген подрядчиков. На выходе - то что видим на фото плюс обман рабочих, воровство и разбазаривание государственных средств и невозможность нормальным специалистам взять заказ.6 баллов
-
Чтение форума толкает к мысли о необходимости расти. Не только культурно). Вчера вырвался в контору и поварил п/а в учебных целях. Последний раз с МИГ "сталкивался" 3 года назад, но навыков никаких, даже вертикал ни разу варить не приходилось. "Хватит это терпеть!"(с) ггг Предложили хитрую проволоку - она КАК БЫ порошковая, но не флюсонаполненная (марку не удалось узнать). На вид от сплошной омедненой не отличить, а флюс, якобы, распределен в металле(?). Предназначена для мостовых и судостроительных конструкций, работать ей некомфортно - агдезия слабая, кромки почти не смачивает, при малейших задержках или завышенном токе оставляет мерзкие наплывы (или металл вываливается) ванну водишь очень плавно, иначе нарушается плавление и следует "битье". Словом, как если бы всю жизнь варил забугорным рутилом, а тут прижало и варишь самым дрянным бесконечным УОНИ). Пластины черняга 14мм, скос, зазор, вертикал, три прохода. Kemmpi MIG 65, подача 2,2-2,5, напр 18.7-18.9, СО2. Настраивали около получаса - в итоге плюнули, включили синергию - дела пошли). Корень не фотал, он прямой, но чешуи ЖУТКИЕ, хотя вел плавно и аккуратно, не прокалывая проволокой середину шва. Облицовка по внешнему виду вообще мало на что похожа: ни на обычную сплошную, ни полноценную порошковую. Джентльмены, в чем подвох?) Не исключаю, что налажал, однако здорово понять где и с чем). Кстати, окислы больше похожи на шлак от РД и даже молотком отбиваются неохотно.
6 баллов
-
@Дмитрий54, встык тяжко, ей богу! Здесь внахлест, гидравликой поджали и вразбежку сварили.
5 баллов
-
500м2, полы сами лили. Газовый котел в цеху 15C.Станки перебрали, обновили свежей краской. По сравнению с тем что было, просто рай.
5 баллов
-
Сегодня произвел усовершенствование зажима массы Немного громоздко зато не слетит ))
5 баллов
-
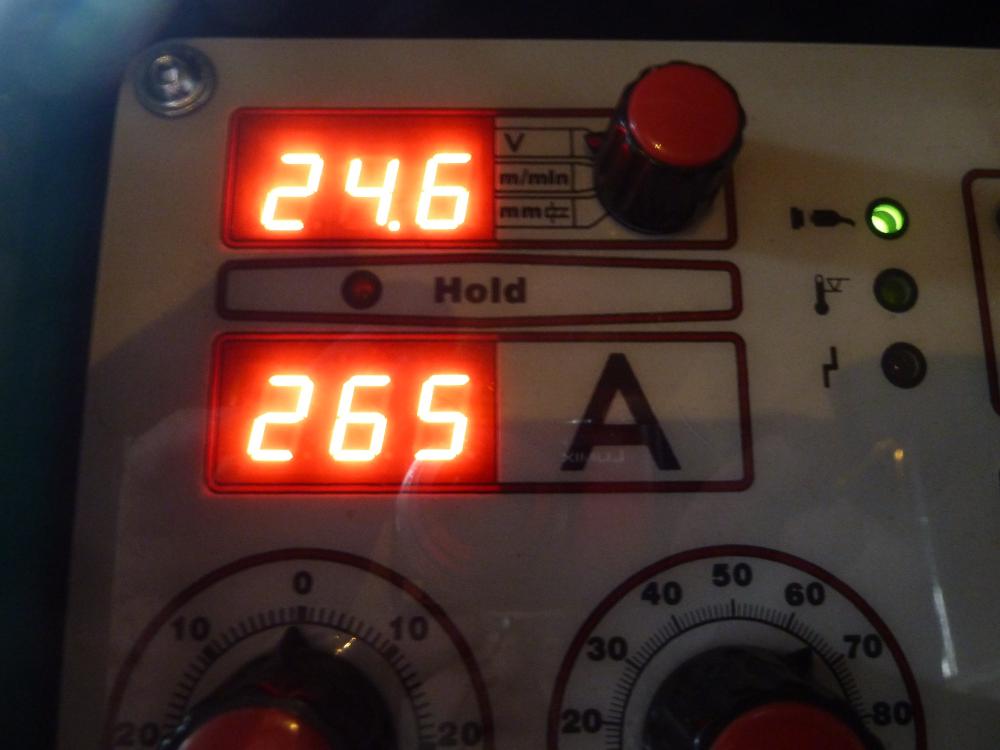
Осваиваю св.автомат Первый шов. Листовой металл 20мм, без разделки, двухсторонний шов Проход с одной стороны,переворот,легкая выборка корня и еще проход. Контроль УЗК Проволока 5 мм , 850А / 32V , 24 см\м Можно было и повыше параметры поставить(кроме скорости).Но побоялся пропалить ,как оказалось зря .
5 баллов
-
У моего Рыжего другая зарядка Ну и опосля , любимое дело по сугробам и по сверкать
4 балла
-
Ну почти так. Хотя программируемые настройки аппарата, не отменяют необходимости и самому чего то уметь. Ну вообщем как везде: если стоишь на потоке- работать легко и но скучновато, если создаёшь что то не стандартное- работать не легко, но интересно. Но плотят больше, там, где комфорта меньше. Даже если сравнить работу П\А.4 балла
-
Берем медный провод и навариваем губки медью. Пружину изолируем подручными средствами. Кабель дополнительно фиксируем на соответствующей стороне прищепки. Итого: 350 рэ и полчаса затраченного времени - на год интенсивной эксплуатации хватит. Решение для больших токов - озвучил выше. Завтра постараюсь не забыть сфотать. Я лишь поделился своим опытом, при небольших нагрузках - будет трудится, но на серьезных - ему не место.4 балла
-
@Дмитрий54, встык варить снутри- снаружи, внахлест снутри-снаружи. Одинаково выходит.4 балла
-
@psi,фото с телефона делал,по другому не получилось сделать.Это фото 2013-2014 годов один объект в Самаре другой в Кстово @Глобул, Виновным по фигу,их начальство защищает,потому ,что завод находится в сельской местности и те кто там работал получал от силы 15-20 тыс,директорам выгодно:где они еще такую халявную раб силу найдут,хотя и были вполне хорошие сварные ,но по уходили.На мой вопрос ,что нужно кадры готовить, ответили нам бы в проект лишь бы в лезть,а там как получится.Вот так и живем, бизнес по русски.Жадность и глупость портит все дело @Kondor416,Накс там просто по выдавали,жалко что желание учится своему ремеслу тоже не раздавали с корочками.4 балла
-
@Дмитрий54, вырежи как планируешь, но привари новый лист внахлест с перекрытием по сторонам 1-2 см. Так проще новый лист уложить и прихватить. Длина швов такая же будет, но проще, легче и быстрей будет. Ну и начинать по хорошему надо с несущего каркаса, он из чернухи как я понял.4 балла
-
Тут как-то ещё подошли работы по брозе
4 балла
-
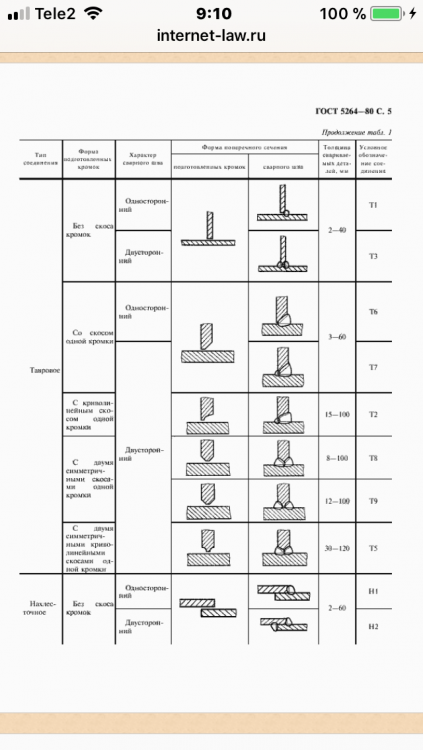
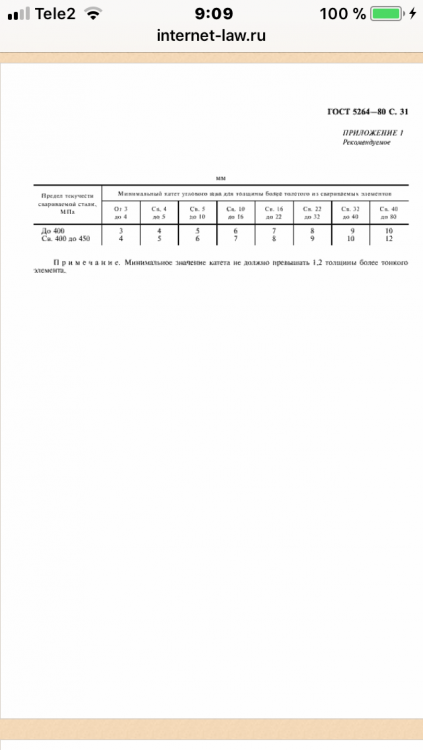
@supoplex,по гост 5264 тавровые соединения допускается варить,без скоса кромок,толщину металла от 2 до 40 мм.Шов рассчитывается на срез и прочность можно набрать катетом.Приведу выдержки из него,если кому интересно.
4 балла
-
@ALEX47,требования к сварным швам от вида сварки не зависят.4 балла
-
@круазик, да нет, дело не в молоке , это усталостные трещины. скорее всего надо сначала опоры седла привести в порядок . На бочках бывает и вот так
4 балла
-
Всем привет!!! Давно меня здесь не было, в отпуске был. И вот, вышел на работу. Ничто не изменилось... Всё меняем гнилье, варим зазоры.
4 балла
-
@selco, Конкретно эта коляска была у меня в ремонте примерно год назад. Сломалась в другом месте, прошлый раз симметрично тоже подваривал, для профилактики. Толщина стенки 1мм... Вообще, глядя на современные коляски, мне детей жалко. Я помню советскую, на которой сестру возил (и меня на ней возили до этого), там подвеска была как у лимузина. Тару на молочку и обратно на ней же катал, фих чего звякнет по дороге, притом что асфальт был в одном месте, на переходе через дорогу А сейчас всё такое красивое, удобное-складное-регулируемое, только разваливается и смотришь как малыша трясёт, притом на асфальте, жесть3 балла
-
Не факт, что платят лишь за отсутствие комфорта, и меньше платят если работать в радость). Думаю процесс будет выглядеть так - инженер настраивает аппарат, закрывает доступ к настройкам, а сварной лишь обеспечивает правильный угол горелки и скорость, и если руки не трясутся, то с этой задачей будет справляется прошедший инструктаж (может экспресс обучение) обычный человек, не специалист. А дальше дело техники , контроль и наблюдение. С мма в это случае все намного сложнее, там человеческий фактор велик.Пысы. Работал одно время в австрийской компании, на работу как на праздник шёл. Это к слову о комфорте и оплате (было и то и другое). Но вот после этой компании уже не смог найти себе места рабочего, в итоге сам по себе)3 балла
-
Поставил на зарядку3 балла
-
В том то и фишка, что либо ток упадёт, либо напруга вырастет при сварке -- закон ома обойти невозможно. Надо посмотреть что оно покажет во время сварки.Просто померить мультиметром сопротивление цепи из горелки, кабеля массы, и изделия -- если наберётся хотя бы одна десятая ома, то значит надо 23 вольта разделить на 0,1 ома и получить 230 ампер на этой нагрузке, при условии что наш источник напряжения идеален, и не будет вносить свои коррективы падением напряжения. Или мы имеем источник тока, а не напряжения, то это значит что он один хрен вывалит 230 ампер на любое сопротивление, но тогда он будет вынужден изменить напряжение пока ток не вырастет до условленных 230 ампер. В нашем случае параметры источника определяются программой в него заложенной, но ей придётся что-то менять, либо ток, либо напряжение.3 балла
-
больше деформация и напряжение без того уставшей бочки , латку да как удобней, проваривать все равно с обеих сторон.3 балла
-
@selco, да там разные версии есть. смысл один - оптическая иллюзия3 балла
-
Возможно и все работать будет , да дуга жестче будет и аппарат чуток подкорректирует амперы или подачу но совсем чуток и будет стремится выдерживать параметры "хозяина". Так что китаец и не совсем "врун" и примерно показывает то что есть.
3 балла
-
С НАКсом ляпали, сразу видно) Транснефть. Других не подпускаем)))3 балла
-
О полуавтоматической сварке нержавейки, нюансы по газу и другое https://youtu.be/G0Av_axfdtE3 балла
-
А не может быть просто игра света и тени? А вот сегодня в автобусе видел поручень. Обыкновенно их сваривают П\А, и далеко не всегда это выглядит пристойно. А тут прямо РАДС!
3 балла
-
Вот такая штука есть. Все быстро и чисто.
3 балла
-
В вашем шлаке сварного шва не обнаружено.Хреновый сварщик - враг народа!!!3 балла
-
@Vovka123 нет -- тонкий им не сподручнее, ибо основные нормально варят на куда меньшем токе чем рутил. Прихватки -- согласен. Они и гораздо эластичнее у рутила, и оторвать их куда легче чем уони.3 балла
-
Ну незнаю -- я первый раз такое вижу. ума не приложу как это зафотошопили: http://s00.yaplakal.com/pics/pics_original/3/4/8/11065843.jpg3 балла
-
На мой взгляд , спор ни о чём . Есть куча условностей , которая определяет применение того или иного вида сварки . И выбор этот за оператором ( если это не определено картой или иными условиями ) . Другое дело , когда в чьих руках средство исполнения . Может оказаться , что высокие технологии уступят по качеству прошлому веку и наоборот . И ММА разные бывают , и ПА то же . Имея "простейшее ПА" , некоторые вещи мне сподручнее сварить РДС или ТИГ . Так что , всё относительно . Есть ПА (это в продолжении темы) , но нет денег у рукойводителя на катушку проволоки , жаба его душит ( потом поджало , купил ) . РДС варить можно ( варил раньше такие вещи постоянно ) , но болгарить потом сложно - место ограниченно , а брызги будут - наклон электрода сделает своё дело . ТИГ , медленнее ( ненамного , правда) , но чище и для души и практики . Очень БВО выручает .. Можно смело отнести к баловству - чисто время убить . Как - это другая история , но разорился Владимир Николаевич ( Штурман ) подогнал мне воздушку и сегодня , спасибо @AMBIVERT42, за совет за удлинённый шланг-пакет , соорудил себе помощника из "огрызков" .
3 балла
-
ММА это классная сварка и замены ей ещё долго не будет, но она хороша на строительной площадке, на улице, где то на высоте, когда не возможно работать другими видами сварки. При кажущейся простате РДС довольно сложный вид сварки, даже самый сложный из ручных. Сложно точно позиционировать электрод на длине 50 см, шлак постоянно мешает, его надо сдувать, потом удалять, при многопроходной сварке ещё потом болгарить и ещё есть куча косяков.. У п/а нет таких проблем и только два косяка: не совсем мобилен и капризен при работе на открытом воздухе. В помещении ему нет равных)) . Вот сегодня варил, толщина 20 мм в 4 прохода:
3 балла
-
Самозащитная сварочная проволока ПАНЧ-11 сплошного сечения из сплава на основе никеля, применяется для механизированной сварки высокопрочного и ковкого чугунов на холодную. И обеспечивает получение пластичного аустенитного шва, который характеризуется высокими механическими свойствами. у нас купить без проблем, продают специализированные магазины сварочного оборудования.2 балла
-
Ну во всяком случае лучше чем пружинный, он для подстраховки теперь будет! А этот проверил затягивает, будь здоров, мама не горюй!2 балла
-
Немного из работы которую сейчас делаю.
2 балла
-
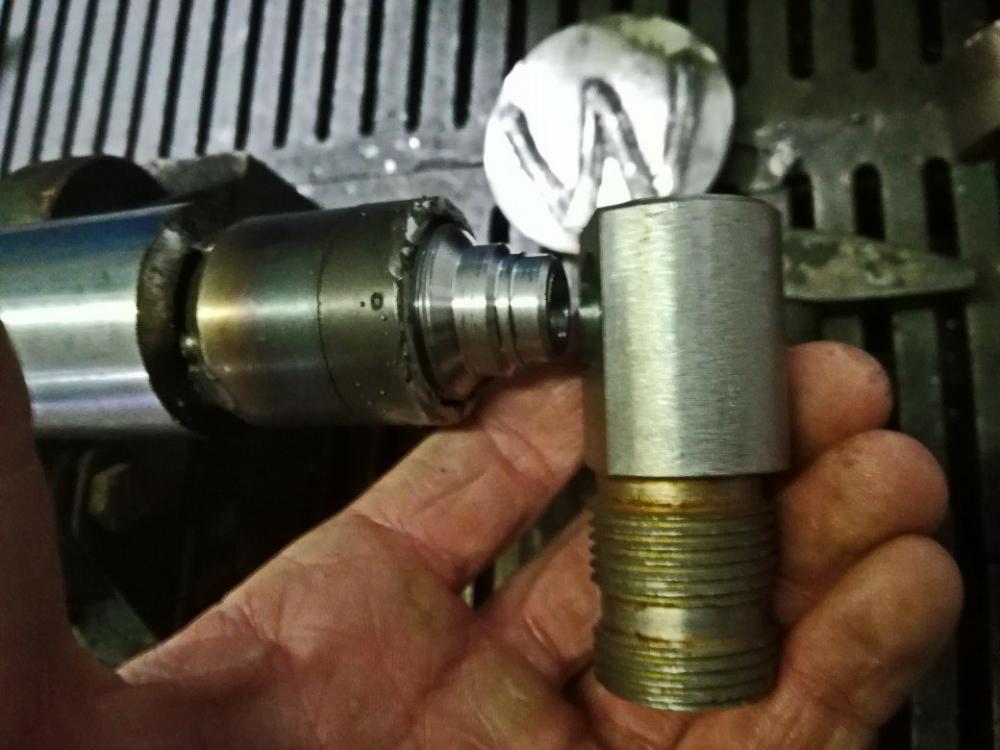
Вчера сутра получил сменку на такие угольники. Тот случай когда радуешься, что можно оторваться от рутинной операции с приваркой штока и заняться чем-то, что делаешь реже, да и я как старый "трубник", очень уж люблю герметичные соединения, прям вот душа лежит) Соорудил приспособку, чтобы делать поворотный шов удобно и не страдала резьба от сварочных брызг, и в бой) Жаль всё закончилось так быстро..) Сегодня на смене со мной был Лёня, мой напарник по штоку, но т.к у нас пока не полный штат, Леню поставили на автоматы, которые он, к слову как и я, не переносит) Поэтому наверное соорудил такую кислую мину) А ещё может быть от того, что сутра получили расчётники, и как обычно приуныли.. На фото мой расчет за полный месяц, около 250$. К слову, если бы не моя ремесленная деятельность (рисую портреты и шаржи) в нерабочее время, хватало бы только на еду)) Еще и нормы вредности порезали, 4 дня к отпуску и 30 коп./час.. а коптим целый день..) Вот так РАБотаем и выживаем, уважаемые коллеги) Всем мира!
2 балла
-
Там не от воздействия молока а от того что лопается несуший каркас.линия мелом с надписью 150 там заводские швы.вот аыризать весь этот квадрат с радиусами по углам.и вварить новый лист в стык. Если делать в нахлест на электро заклепках то нужно все тоешины проваривать.а там все в трешинах.
2 балла
-
За помощью к нам обратилось одно из рыбоперерабатывающих предприятий. Требовалась срочная замена набора шестерней для закаточного станка (станок для закатки крышки консервной банки). В результате естественного износа в течение длительного времени данные детали пришли в негодность - износились. http://www.argon.pw/IMG_OUT/003_Frezer/small/IMG_8278.jpg Купить новые детали невозможно, оборудование для которого они предназначены, уже не выпускается. Нами был оперативно изготовлен полный комплект деталей для ремонта этого оборудования. Бронзовый прокат был нарезан в размер ленточной пилой, полученные заготовки обработаны на токарном станке, После чего на зуборезном станке были нарезаны зубья шестерен. Шпоночный паз был вырезан на электроэрозионном станке. http://www.argon.pw/IMG_OUT/003_Frezer/small/IMG_8279.jpg2 балла




























.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)