Лидеры




Популярный контент
Показан контент с высокой репутацией 28.07.2017 в Сообщения
-
Будни сварщика в отпуске А ты же варить умеешь ? Ну , в принципе , какие то навыки есть . А петли переварим ? Попробуем . "Магазинный" трансформатор , что имелся в наличии , и нечеловеческая болгарка . Маска то есть ? Щиток ., но не нашли . Купил маску , посмотрел на просвет (на солнце ) - ничего не видно . Стёкла есть ? Конечно ! ...... такие же . Приступили . Вырубает всё ! 5 секунд сварки . Ничего не видно . Начинаю роптать - народ не понимает сути проблем . До этого была ещё одна шабашка , тоже с матами , но Ресантой . Говорю , договорюсь за аппарат , иначе - финиш . Аппарат нужен другой ? Без проблем . Возьмём у соседа . Звоню - отбой , вроде бы решилось . Привозят . Я в 18-ом веке . Пико , Кемппи .... Мне Ресанта была за счастье ! Попытался им . Я - рукожоп ! Посылаю всех на ... и звоню за Ресанту . Привозят . Она варит , но я не вижу ничего в эту грёбанную маску . Меня "бьёт Кондрат" . Я , весь такой распальцованный , как кисейная барышня ( в глазах обывателей ) - то аппарат не тот , то маска не та ... Приносят мне от соседа маску . У меня очки солнцезащитные темнее ... Еле-еле голубое затемнение . .......Эмоции . Одел очки , маску , нахватался белых и пушистых , но профессию не опозорил . С учётом своих эмоций и состояния , что погоды , что моего , многие детали не снимал , что в одной , что в другой дружеской помощи , но я понял одно . Технологии - это хорошо , и я за них руками и ногами , но случись что , выживут те , дремучии технологии , чем промышляет глубинка . И они этим что то делают ! Я в шоке . И горжусь ими . Но , чур меня .
 14 баллов
14 баллов -
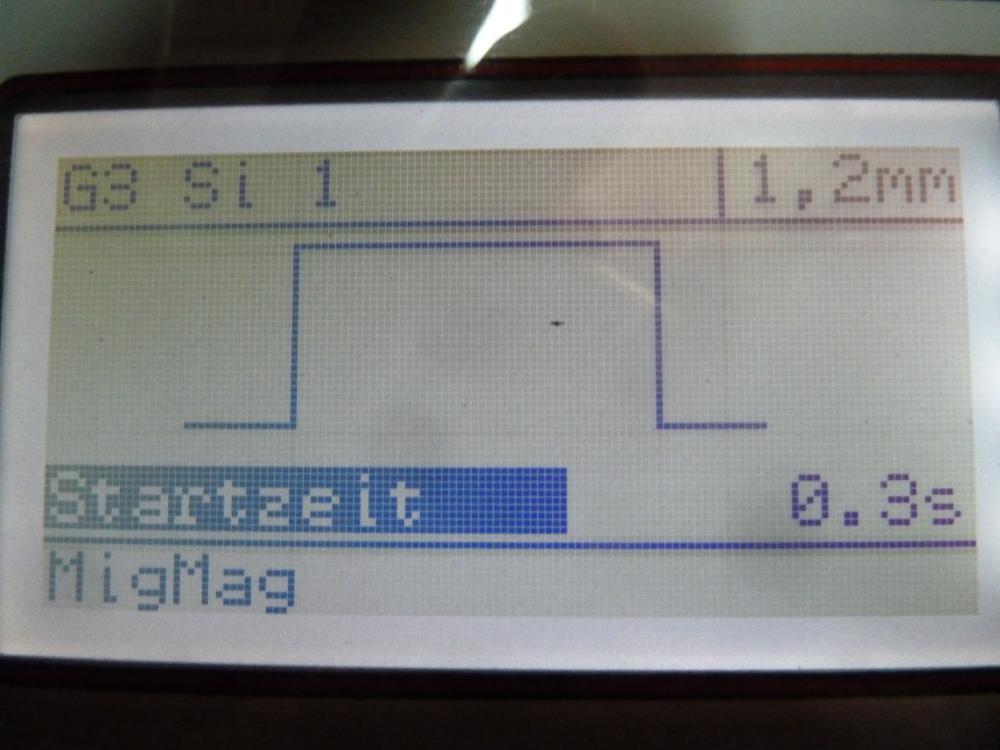
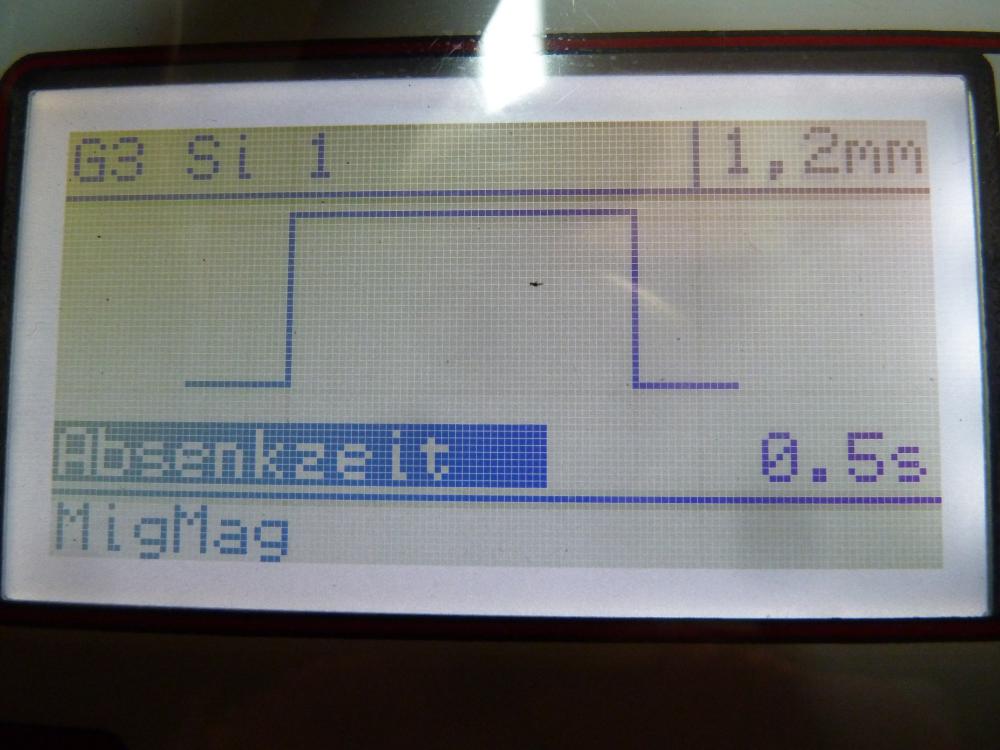
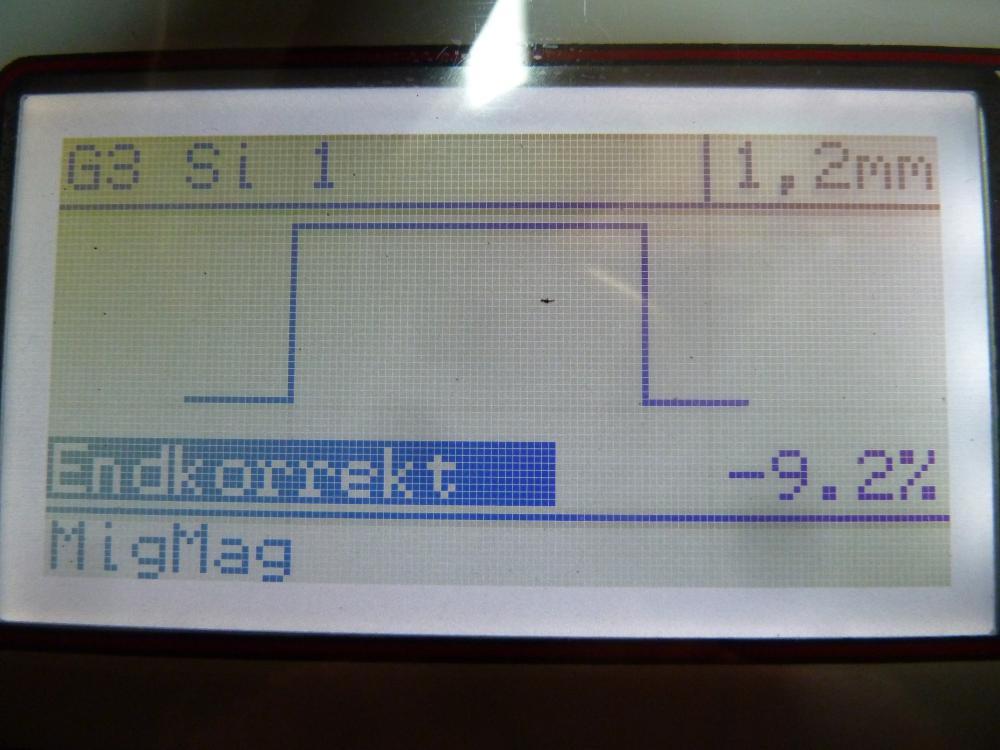
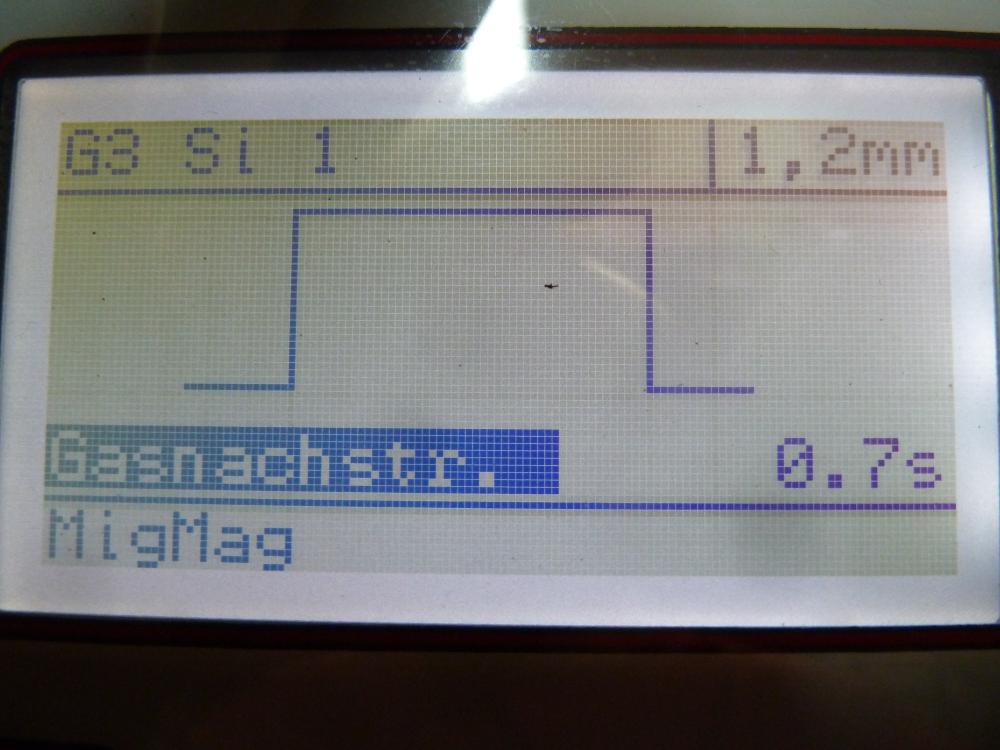
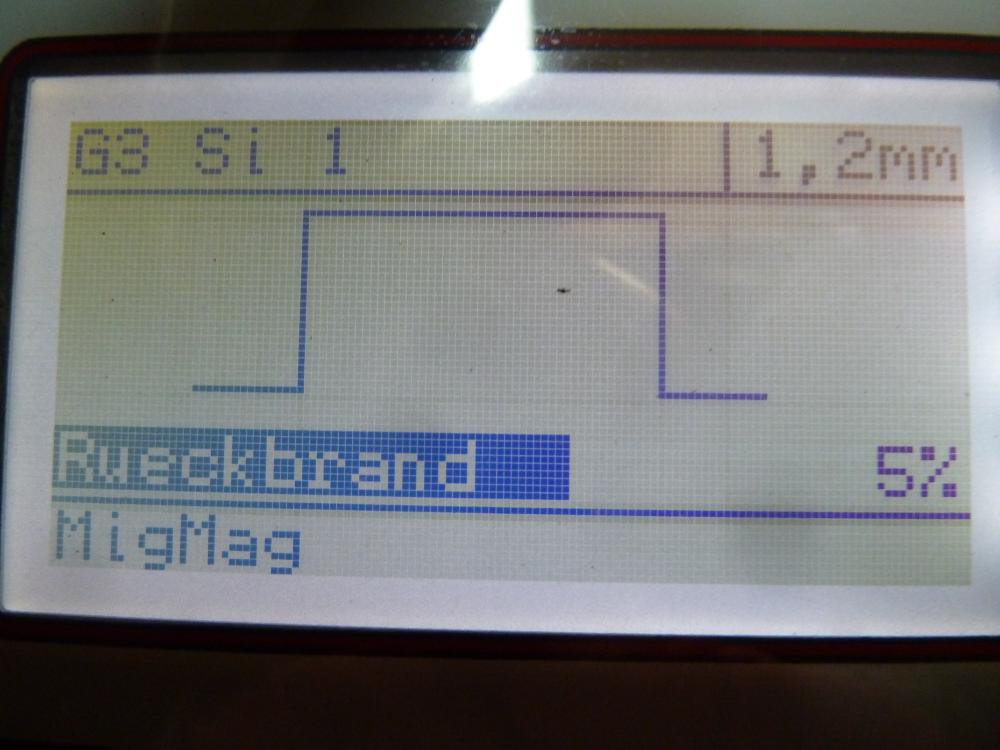
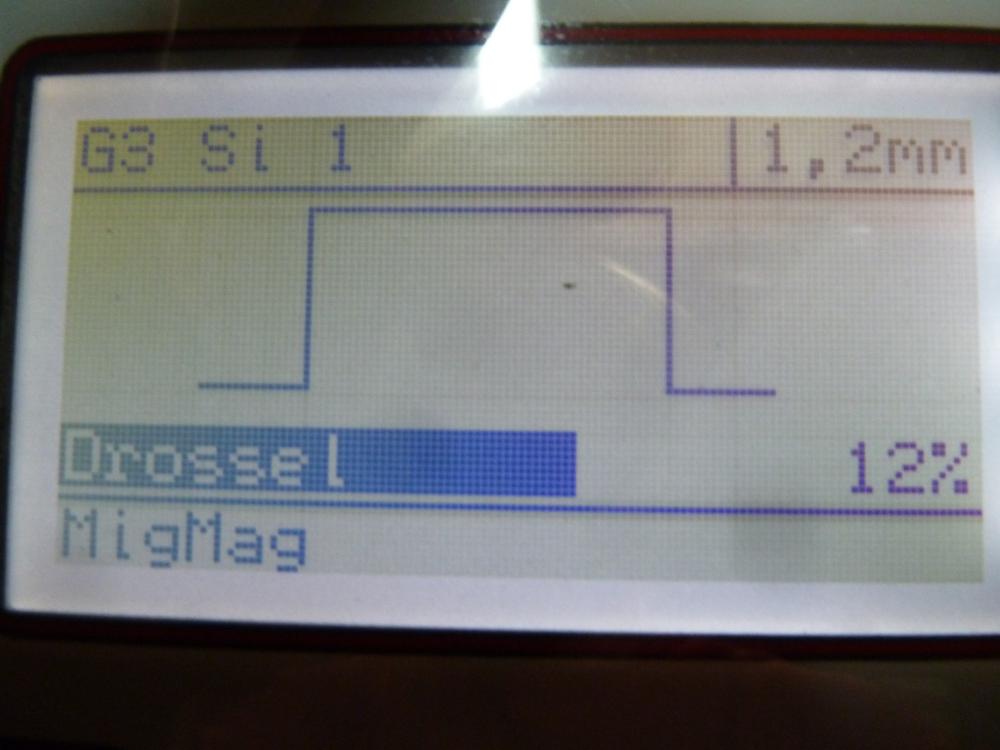
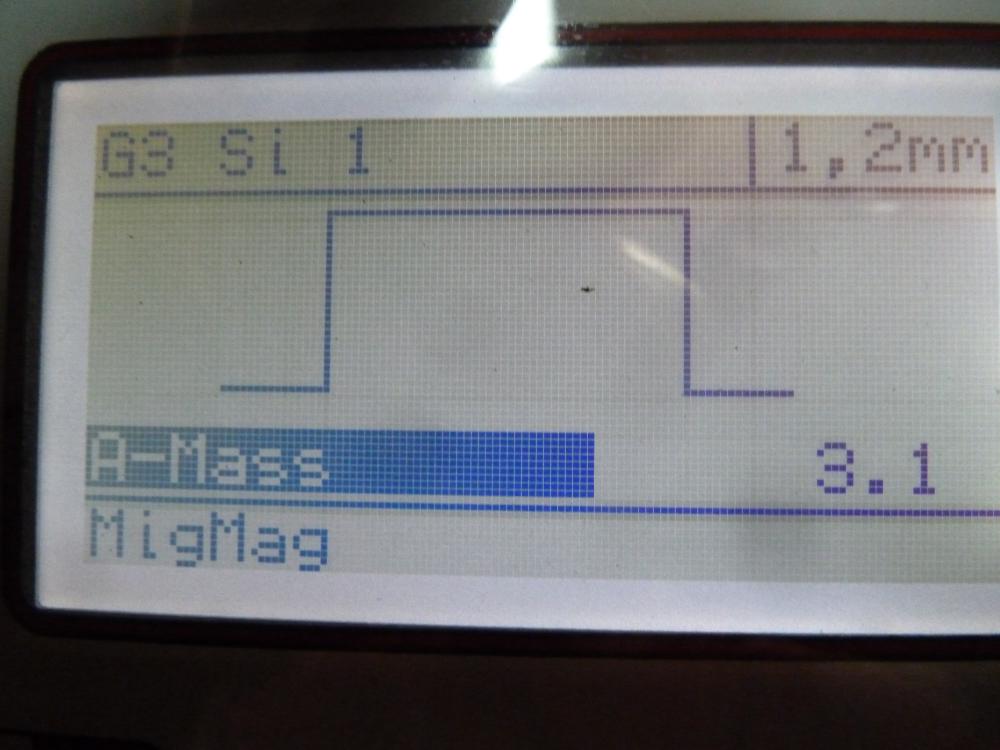
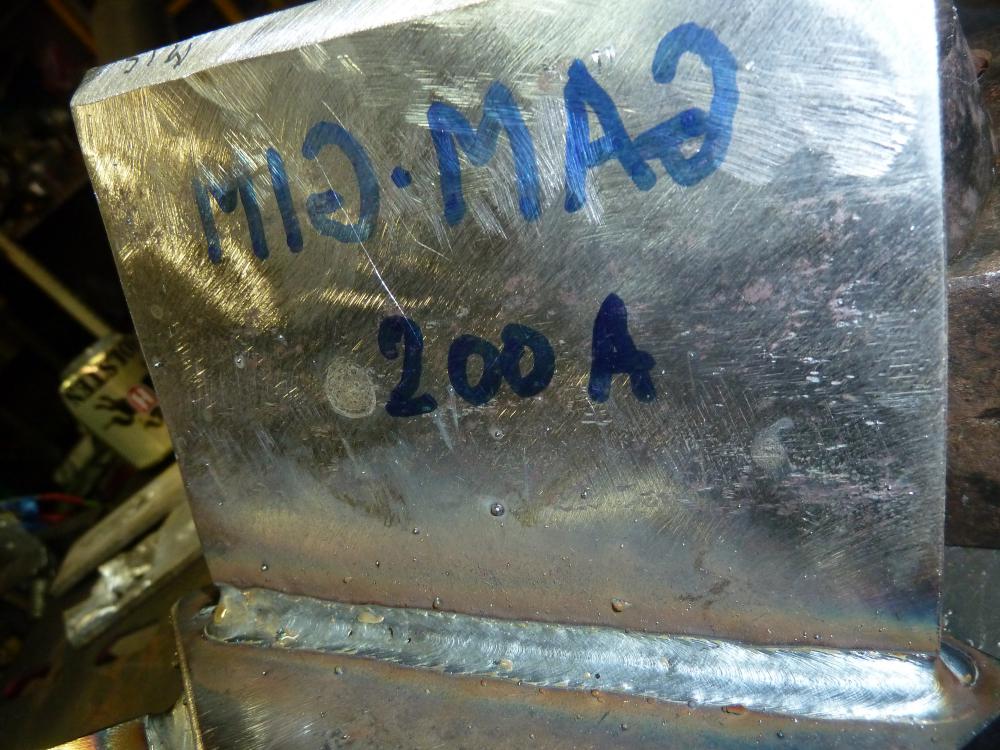
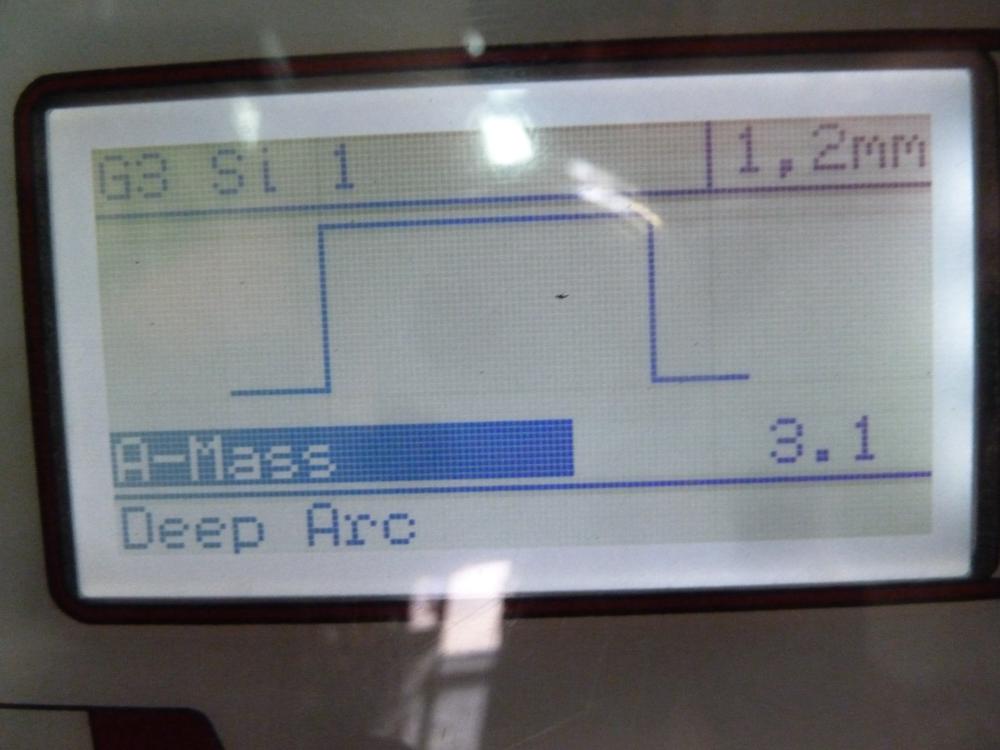
Александр , надо учится им крутить настройки , так как программа программой и не все в ней учтено. Вот сегодня притащил сосед кронштейн "хитрый" под стропилы попросил , отверстия сами по месту просверлят. Сотый уголок , распорол , ну и решил четыре разновидности ПА сварки . Импульс и интерпульс видео и не очень удобно горелку (фотик рядом ) вести так что немного "кривовато" ну а без фотика было бы супер. Проволока 1,2 и не очень я ее люблю , с 1мм аппарат лучшие песни поет. МИГ-МАГ Deep ARC Pulse InterPulse
11 баллов
-
Комментарий на тему. Залом (обломок) сидящий в СВОЕЙ резьбе, возможно экстрадировать с вероятностью 80-90%. Но "заломыш" в результате звероподобного рвения (сила есть и так далее...) доставляет немало хлопот. Болт заворачивали заведомо с перекосом + спешка + почти однородные материалы = почти 1,5 часа попыток из серии "да щас я его победю!!!". Результат - победил обломок. Два обрыва тела болта и оставшуюся треть уже высверливал. Остатки "грибка" содрал УШМ и приварил в аргоне новую "спарку" гаек... )
9 баллов
-
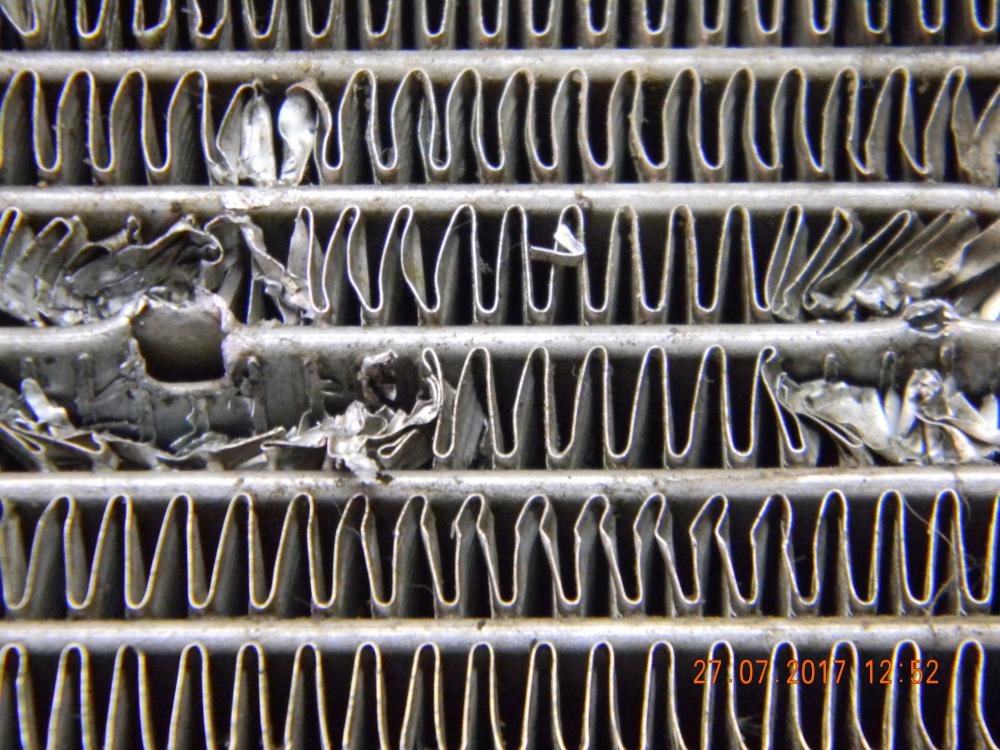
С калины,после аварии.Делал одному хорошему знакомому деду,под 70 лет.За просто так.Оно конечно новый не так что бы уж и дорог,но 2-3К у дедов лишними никогда не бывают. Семь дыр пришлось заваривать три первых забыл щелкнуть "до" А вот с этой дырищей пришлось авантюрить-внутрь соты забраться уже не мог,пришлось прибавить аргона и наплавив присадок там где мог,разогрев "вдунуть"его к нижней границе дыры.Потом еще раз прогреть Врать не буду- после опрессовки эта дыра запузырила,но не там где ждал а с противоположной,"легкой" стороны.По невнимательности просто не глянул туда ,был уверен ,что все там нормально.Пришлось еще один подход делать)).
8 баллов
-
Приварил кусок от байка,сказал что небудет больше гонять,наврал паршивец скорее всего
6 баллов
-
@Георгий 11, это не сервис. Это друг.5 баллов
-
Всё же это похоже на кондёры. Попробуйте заменить. Можно с одного аппарата на другой для проверки. Насколько я помню, это как раз на ВТЛ-овском аппарате По энкодеру - возможно при перевозке стукнули его. Могу прислать плату, что бы не паять. Только взамен ту верните.5 баллов
-
Постоянно говорю клиентам- не можете сразу с проблемой справиться, привозите .Люди настойчивые, пытаются сами справиться, и потом привозят такие экземпляры.По словам:- Гайку приварили, отломалась, сверлить взялись, сверлам "капут". высверлил головку болта, выкрутил спокойно.
5 баллов
-
Доброго времени суток. Бойлер из нержи,в варенные резьбы,обычная чернуха. Прежде,чем попасть ко мне,над ним не много повеселились,пытались трубу по центру приварить автогеном.
4 балла
-
А можно, вместо кости, просто дать псу кувалду.. http://photo.qip.ru/photo/brunter.photofile/4138328/xlarge/100342257.jpg4 балла
-
4 балла
-
@SergDemin, Из сегодняшнего. Прикосновение дуги и поры пошли.Плакировку сделал присадкой 4047Собрал в целое, обварка с обратной стороны."выгрыз"до наплавленного, пор нет.Залил.Завтра боковые стенки проварю, и усиление сделаю.Работал на классической дуге(50Гц. синус)
4 балла
-
Интеркулеры на ремонт привезли,трубу подачи на ретарду ремонтирую.Надоело крутить,зажал и стык неповоротный сделал.
4 балла
-
Финал вообще никому не известен) Нагрузки там будут немалые.А профиль похож на купленный на строительном рынке. Как понимаю, лишь бы "войти" в стандарт размер трубы маятника. Этих ребят не отговорить!)3 балла
-
@SergDemin,в любом случае приятно иметь с ними дело.3 балла
-
Стенка оказалась 10 мм, поставил 5 мм. Завтра готовлю под сварку, взял LB 52 U .
3 балла
-
@morgmail, мне стирка помогает.
3 балла
-
А что в данном случае делать? Он ещё месяц будет детали менять по очереди, а они будут гореть. Попробую помочь, пока бездельничаю. Так он и упустил. Очень похоже, что симистор оптрона в сквозняке. Там надо все диоды проверить, оптрон, тиристоры. Только после этого включить, без полевика, если будет работать, проверять, что на полевик идёт и только после этого его впаивать. , да можно и скайп, какие проблемы? Было бы желание. Сейчас у половины народа безлимитные тарифы, им по фигу, сколько говорить. Это мы, по стариковски, деньги на телефон считаем Молдняк уже об этом забыл3 балла
-
Тогда отложите ремонт до появления времени, хотя бы час - полтора. Тут надо спокойно разбираться, иначе больше сил, времени и деталей уйдёт. Судя по всему, схемы Вы читать не умеете. Будет время, я Вам объясню, что и как там работает. Похоже, другого варианта нет.3 балла
-
@Romrim, спасибо, всё как всегда хорошо. Если ещё будут поролонки на лоб, возьму штук 10, ну и ещё чего нибудь.
3 балла
-
@Серега_Z, этот процесс ближе к *пайке*. что варил/паял - оцинковка(промышленные *холодильники*-радиаторы системы охлаждения) и пробовал простую жестянку на авто. поищите на форуме. вопрос поднимался и примеры приводились неоднократно.3 балла
-
@Nesterok, а ничего особо сложного и страшного тут нет. S=4 мм и D=>12мм? Очень даже неплохо. Лишь бы не было зазоров на сопрягаемых деталях + фиксировать (по возможности) перед сваркой. Чуть больше напряжения для бОльшего проплава и всё должно получиться. А Вы что варите? С более развернутым описанием Вам быстрее помогут;-)2 балла
-
, @svarnoi69, @ugaida, @Георгий 11, @BelaZZ, @Vanguard, спасибо за поздравления!2 балла
-
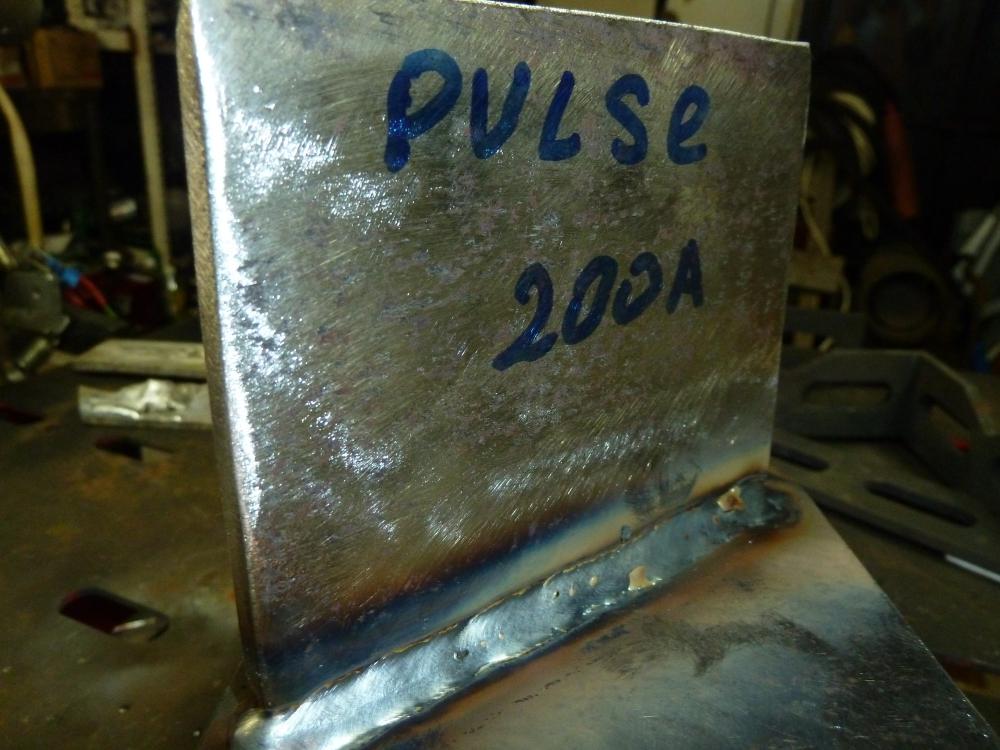
Привет. Бывало у меня такое тоже на работе. Хотя я на полуавтомате уже 2 года не работаю. У тебя срез металла на 2 верхних фотографиях сделана плазменной резкой. В итога металл на этих срезах загрязняется, шлакуется при резке плазмой. В итоге когда начинаешь такие стыки варить твой шов начинает кипеть. Это не газ у тебя виноват, а срез металла такой. Берешь УШМ машинку и счищаешь срез после плазменной резки и будет тебе счастье. Попробуй и потом напишешь ответ здесь2 балла
-
@gerandum, всяко было бы быстрее и уже работало. И звонить никому не нужно бы было. Но !!! Никто не умеет слушать и прислушиваться. А тем более к написаному. Потому и тщетно обычно всё бывает в попытках помочь кому бы то ни было.2 балла
-
@gerandum, так наставьте плюсиков, ОПЕРАТИВНО помогающему @SergDemin. Вам мелочь, а ему приятно!2 балла
-
по совету SergDeminвыпаял силовые диоды и тиристоры + оптрон и полевик. Диоды рабочие а вот тиристор один был мертвый напроч. впаял тиристоры рабочие с диодами и проверил. (закоротив контакты на оптроне. все работало. потом вставил оптрон. все работало. Ну и полевик воткнул. все работает(сварщик аж распрыгался от счастья) Огромная благодарность от меня, спасибо что помогли))))) но я не прощаюсь))) а ну и да я ему позвонил по телефону у меня пост оплата и безлимит.2 балла
-
Геннадий, пожалуйста.2 балла
-
@SergDemin,Сергей, ну хоть бы скайп человеку предложил, разорить его телефоном хочешь?)2 балла
-
@gerandum, транзистор VT1 служит для динамического торможения двигателя. Он закорачивает двигатель. Это должно происходить только при снятии питающего напряжения, которое поступает с моста из диодов и тиристоров. В противном случае он и дорожка будут выгорать. Поэтому, пока выпаяйте его, без него всё должно работать, только двигатель будет долго останавливаться. По крайней мере, выгорать уже ничего не будет. Затем проверьте оптрон, через который управление на тиристоры идёт. Дальше счетверённый операционный усилитель LM324N. Он используется в качестве компараторов. Хотя, по идее, схема вроде так сделана, что при их несогласованной работе ничего гореть не должно. Короче, выпаиваите транзистор, проверяете, работает или нет, проверяете оптрон, дальше будем разбираться по факту.2 балла
-
Когда начинал их варить,то запорол бы такую 100%,главное не перегревать и не давать напряжения на месте сварки,что бы не загнуло.Протерло полдиаметра,поэтому может и загнуть или вообще отпасть при перегреве.Опрессовал 25кг,все нормально.
2 балла
-
@Учусь, на последней фотке по трубам надо было левый шов начать чуть раньше, а потом правый шов закончить на начале левого. Смотрелось бы оно монолитно, а так просто два шва. Ну и тока пожалел. По проволоке -- 1.0 мм даст швы покрасивее чем 1.2 мм. У тебя явно видна грубятина вызванная диаметром. Мы именно сейчас вводим проволоку 1.2 мм и именно это у себя на работе я вижу. А в остальном конечно довольно хорошо. По нерже ничо не скажу, ибо тут есть товарищи рядом с которыми мне лучше послушать за эту тему, чем поговорить.2 балла
-
Привет всем. Очередная порция моих швов, но в этот раз уже на своём оборудовании и в своём цеху 100-ая проф. труба стенка 4мм. Собирал в одного, запарился Надо, думается, периодически нанимать помощника. Изделие покажу потом, как довезут металл, но штука в длину 6 метров в ширину 2 и в высоту 2,3. Проволока 1,2мм ASF-51 (китай), но я вам скажу куда лучше дэки, не говоря о приме и вроде как требует меньше напряжения или мне так показалось. Режимы разные, скажем так от 4метров и 16В до 5,5м и 19,5В. Подготовка Потолок тавр, горизонт Нижнее тавр, вертикал Отдельный пункт - чан из нержи. Добился-таки светлых швов. НУЖНА КРИТИКА. Что не так/изменить. Присадок всё-таки подаю по каплям. От себя - прихватки надо всё-таки поуже, просто для быстроты, ставлю их на 110А... Железка 3-ка. Линейный режим, ток 85А, для тавровых соединений использую 110А. электрод 3,2мм (мне понравилось им сваривать большем чем 2,4, комфортнее), линза расход 8л, вылет 8-10мм, присадок 1,2 (постоянно макая, с частотой примерно 1/с) Чан Швы Мой помощник, он классный
2 балла
-
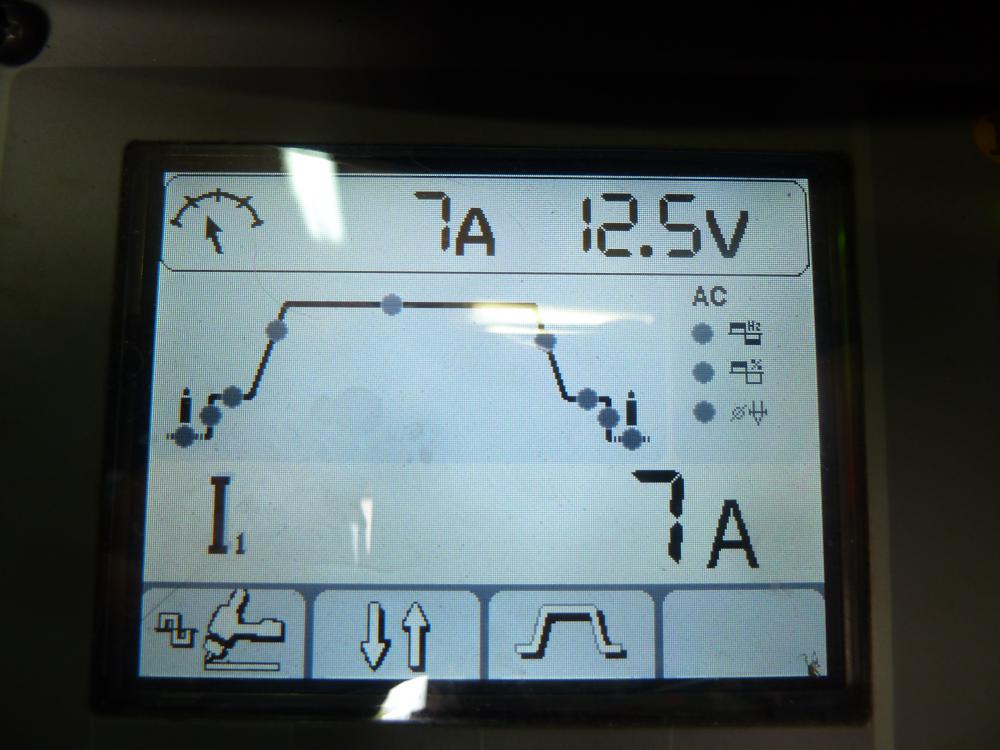
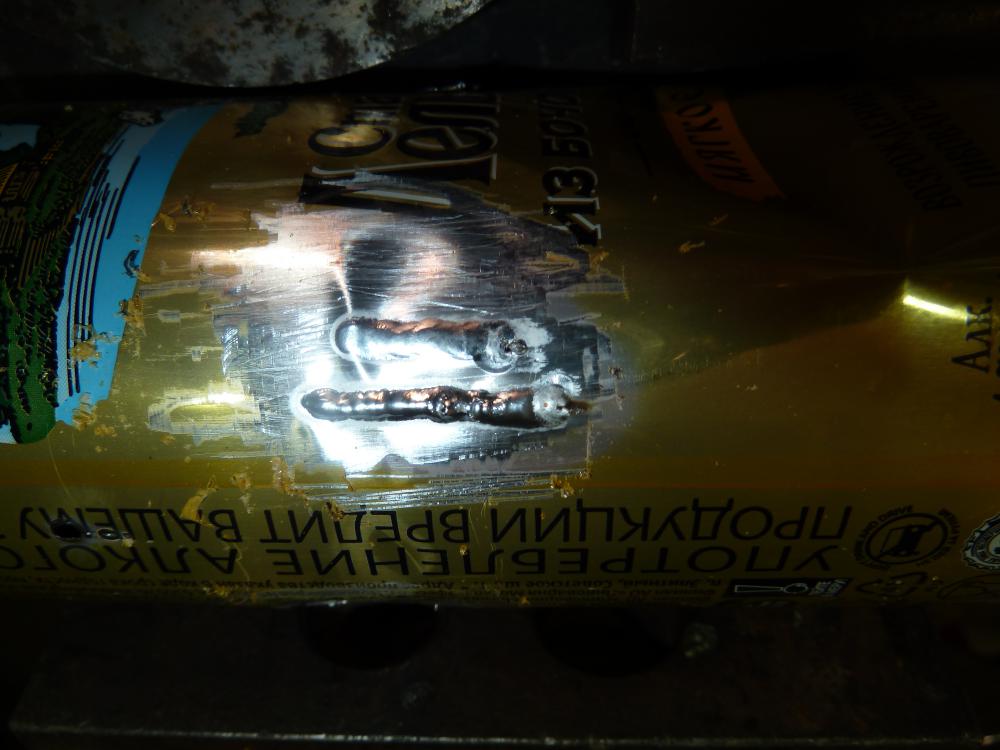
Игорь , надо поймать момент и серебро будет ложится без проблем , впрочем и латунному тоже требуется подход. Вот я почему о АС (переменном токе ) так беспокоился с Евоспарк , на нем все гораздо проще это сделать. Вообще Ево ушел далеко от конкурентов , так как есть выбор в меню и можно выбрать тип сварки DC- или DC+ или АС ток , на Селко надо перекидывать кабель массы и горелки . Вот тут Сергей Демин где то в теме отписал пивная банка отрезанная пополам и сварена в стык , ну и за мной не "заржавело" и кое какие эксперименты и выводы . Баночка на 0,5л в середине имеет толщину 01 мм и по сему без разрезания на ней можно положить шов и примерно для этого 7А самое оно, но и здесь сразу идет деформация. С разрезной банкой пока "засада" и с 3А кромки банки разбегаются и справится с ней не в силах не Селко не Ево у обоих с 3А начало АС тока . И по сему вывод сварка с отбортовкой и со вставкой иначе ее искорежит. Вот вчера изучал микроплазму от TBI и SAF и думаю микроплазмой возможно , но какова горелка и пробы надо, у Игоря можно попытать думаю. Постараемся ее победить и ТИГ, есть кой какие "мысли" . P.S. сварить ее можно и довольно легко с присадком 1,6ММ , но меня это не устраивает так как шов будет иметь полное не соответствие с толщиной металла , и интерес вызывает присадка 0,8мм и до 1мм.
2 балла
-
А у меня на работе моя Ресанта на 250А, так вот там я поставил себе метки на низшие точки сварки на разных электродах. А по шкале на аппарате у меня МР -3 варить уже чуть больше 70 ставлю. Тут шкала то ли китайская то ли еще что нить, короче не наша. Эта шкала сделана для пыли в глаза, как бы она есть, а так бы его нету1 балл
-
@tehsvar,вот это сервис,нет слов.1 балл
-
обычно безлимитка только на свой регион действует. А если по России, то не безлимит или к 10 000 тариф приближается. Это пара лет назад было. сейчас не знаю.1 балл
-
Oswer с Днем рождения! Здоровья, удачи, благополучия!1 балл
-
Он отчасти прав. Некоторые правообладатели брендов так и делают, заказывают подешевле. Некоторые тупо продают ту же продукцию под своим брендом. И только Гроверс, стараниями Алексея, отличается от оригинала в лучшую , для нас, сторону. Он как то упоминал о том, ка трудно объяснить китайцам, почему для России так важно наличие дросселя на выходе ПА, причём оптимальной индуктивности. Не варят китайцы в чистой углекислоте, у них везде смесь. 315 АС/DC с его подачи сделали. Теперь дело за малым - прошивку до ума довести. Опять объяснять надо. Я ему список претензий или пожеланий, даже не знаю, как правильно назвать, отправил. Он его передал.А теперь ему надо это дело тормошить, объяснять, доказывать. Так, что Гроверс - это отдельная песня. Насколько я знаю, других таких нет.1 балл
-
@Серега_Z,Поменяй на разряднике конденсаторы.Какой ёмкости,спроси у техсвара.1 балл
-
https://youtu.be/jGSTGCCzfzo?list=PL9271745536C965A4много интересных приблуд у них на канале1 балл
-
По жизни так не всегда получается.1 балл
-
Немного электросварки, стояки отопления в штробу,электроды ано 21 d-2мм.
1 балл
-
kuznezs, с Днём Рождения ! Андрей1979 , с Днём Рождения !1 балл
-
Ученик мой со мной, его шов рядом с лева аргон.дуг. Ему еще один вид сварки придется познать. Есть успехи уже, скоро выложу его стыки, а так же видео постараюсь заснять
1 балл
-
Мне тоже больше нравится с зазором варить, но конечно в пределах разумного, электрод 4мм с обмазкой свободно проходит в зазор, и как тут не которые учили вкладывать не че нельзя, щас вот в основном все варю без всяких вкладок. И я так в основном варю, а чтобы не было смещения шва как бы на одну сторону, нужно справа зажигаем как только электрод разгорелся переводим на левую кромку и там не много задерживаемся ( но в принципе во время сварки под маской все видно как формируется сварочная ванна)
1 балл
-
@qwerty444, да. Ещё надо материал проволоки и вид газа указать. А потом, в процессе работы, корректируется напряжение и скорость.1 балл
-
Совершенно другая среда обитания , да и приручить пасюка сложновато . Хотя , это зависит и от характера самого питомца . Срок жизни декоративных крыс до 3-х лет (максимум , больше - исключение ) .1 балл
-
Роман, спасибо, посылка дошла. Упаковано все даже слишком хорошо))) все в целости и сохранности. Все сделано оперативно оплата и в тот же день посылка была уже в Первоуральске завтра буду испытывать. Замечательный человек побольше бы таких....1 балл
-
@Шурпет,особо крепко сидящие в алюминии стальные заломыши вытравливаю с помощью азотной кислоты. Она алюминий не берёт (вследствие пассивации), а сталь кушает с удовольствием. Из пластилина леплю буртик и заливаю полученный "кратер" кислотой. Через некоторое время (от полудня до пары дней)-посадка ослабевает и останки заломыша свободно вынимаются. Если заломыш сидит в стальном, либо чугунном изделии, то привариваю к нему гайку полуавтоматом, либо в аргоне. В аргоне-эффективнее, т.к., происходит значительный нагрев остатка крепежа и, в следствие его расширения, происходит усадка грязи и ржавчины в зазоре между стенками резьбового соединения. После остывания, почти в ста процентах случаев, заломыш свободно выворачивается. Ну, остальное (когда, всё же, не выворачивается)-на случай серьёзного повреждения резьбы (потяжка, срыв витков и т.д.). С экстракторами (леворезьбовыми метчиками с конической формой и крупным шагом) работал. Помогают далеко не всегда. В случае плотной посадки заломыша экстрактор начинает раздавливать просверленное для него отверстие и ещё туже заклинивает заломыш. Обломанный экстактор-вообще превращается в самостоятельную проблему...1 балл