Лидеры




Популярный контент
Показан контент с высокой репутацией 27.06.2017 в Сообщения
-
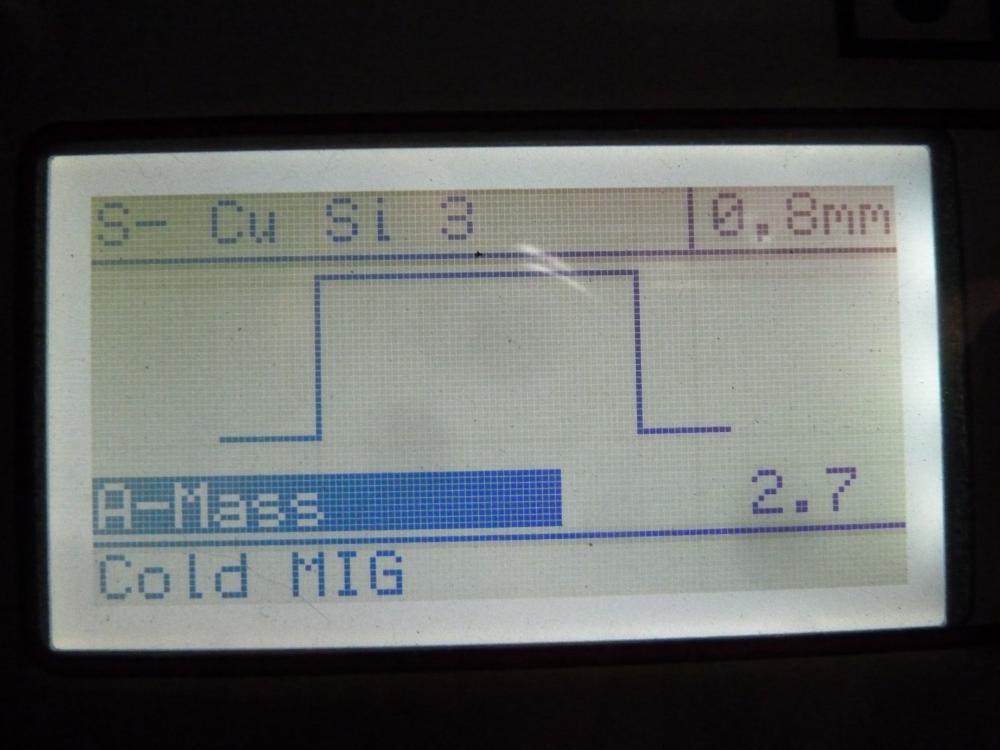
Будни.....будни , собрался на картошку , но звонок вал к вам можно . Можно можно не вопрос, не когда было перекидывать проволоку на 330том и по сему 06мм программа COLD от CuSi3-08мм (это я так обманываю) ну и 20мин работы. Ну и отправился на картошку , мотоблок прозевал и ботву срежу им и все ручным инструментом может и к лучшему , погоняем кровь да и живот расти не будет.
 16 баллов
16 баллов -
Дата начала теста 26 апреля. В видео забыл упомянуть эту дату. https://youtu.be/zIRgmF9JSi810 баллов
-
@ilnursvarka, не надо заморачиватся, надо работать и получать удовольствие Ни один из наших форсажей еще ни разу в защиту не уходил, хотя пахали не слабо. Примерно так, несколько дней подряд, с хреновой напругой, длинными переносками и т.д. И без замрочек по поводу ПВ, варим, пока не заварим Так что поздравляю.9 баллов
-
Всем Здравствовать!!!! Наконец-то закончил долгоиграющий заказ))) Каркас собрал быстро, авто в рейсе. Прибыл, примерка и понеслась сборка дальше. Каркас жёсткости собирал из профиля 20*20. По желанию клиента три стороны зашил нерж. сталью. Дно 3мм, бока 2мм, соединение нерж. к нерже, проварил Тигом. Соединение алюминий к нерж. стали перекрыл ал.уголком 20*20. Рамка на двери из ал.швелера 20*15, Оставшиеся три стороны отделал рифлёным алюминием 2мм, АМг2. Такие вещи делал в первый раз, заказчик материал (т.е алюминий и нерж. сталь, заклёпки и т.д) подвозил сам, собирал по мере прибывания материала. Много времени прошло)))))) Вот, что получилось.
6 баллов
-
Да, занимательно.Альберт, а Ваш папа не на Веб-сварке обитает? По сути вопроса-Подбор тока или теплосъём с обратной стороны.6 баллов
-
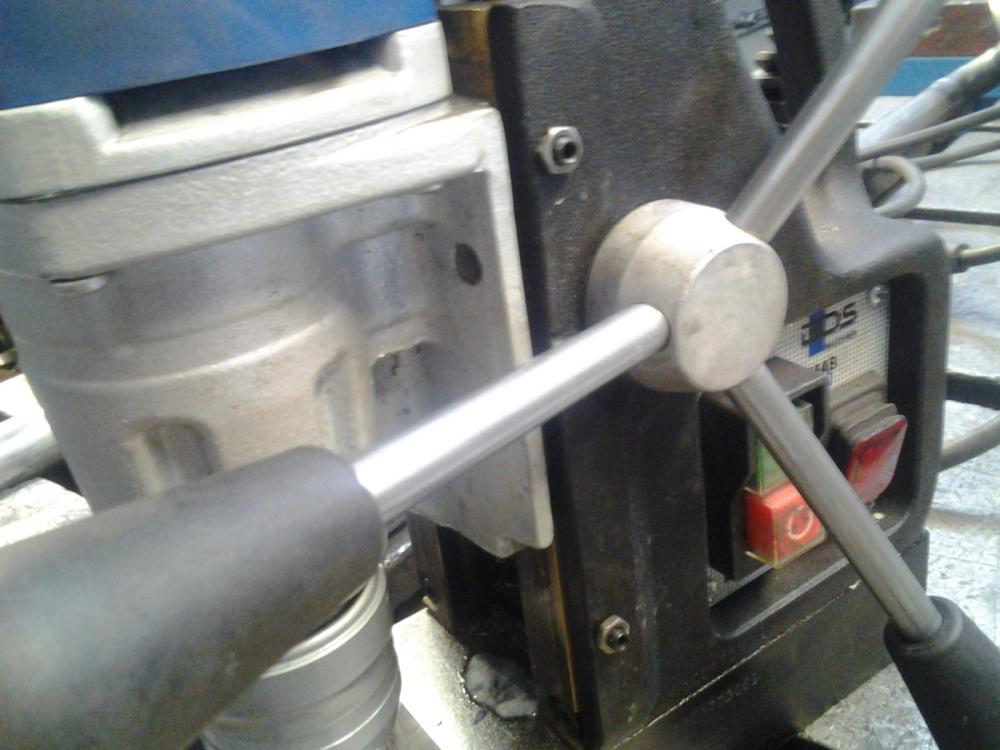
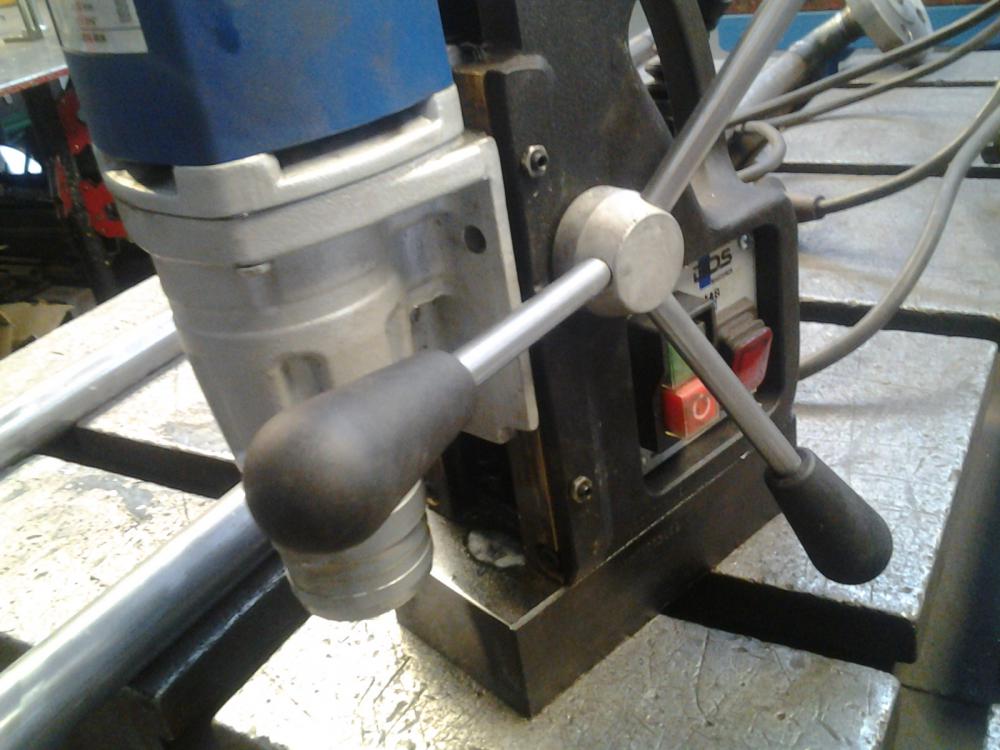
Если автор темы не против, добавлю ещё про магнитку. С таким патроном, переходником очень удобно сверлит в станке. Относительно маломощный станок дырявит отверстия на 30 без проблем. В него так же вставляется направляющая и есть выталкивающая пружина. Надо следить что бы после сверловки внутренней части было место вывалится не за что не зацепившись. Может получится так.Вот фреза переточенная с обломанным зубом.Пока ещё служит.Если же сверлим потолок или с горизонта, что бы не поливать вручную пользуемся такой пастой. Да и почище с ней, не надо разводить вокруг лужи сож.Так как фрез меньше 12 нет вставляем патрон с переходником велдон, можно зажимать сверла.Главное чтобы высоты хватало, не все станки высоко подымаются.Для сварки в разных пространственных положениях сделал такую штуку. Кусочек швеллера с обрезанными полками и приваренными ушками.Ушки во втулочках. Пристёгиваю ремнём, ставлю магнитку и сверлю.Вот ещё две модели. Более ранней нет регулировки.Появляется люфт и при начале сверления легко сломать фрезу.Просверлил 4 отверстия, нарезал резьбу. Поставил болтики для поджатия лас.хвоста.Конечно намного удобнее с быстро зажимным патроном, чем вечные поиски шестигранника.Даже если внутренняя часть застряла внутри быстро снял ударил по внутренней направляющей она вытолкнула остаток.Вот так патрон выглядит в станке, отверстия на 25.
6 баллов
-
Валера selco . https://www.youtube.com/watch?v=AvojzNARMKI Выложил тут , ибо не знаю в какую тему . Я про звук аппарата ТИР на постоянке и переменке.5 баллов
-
@Альберт889,для вас это не брак,это начало пути,поэтому зачетно).5 баллов
-
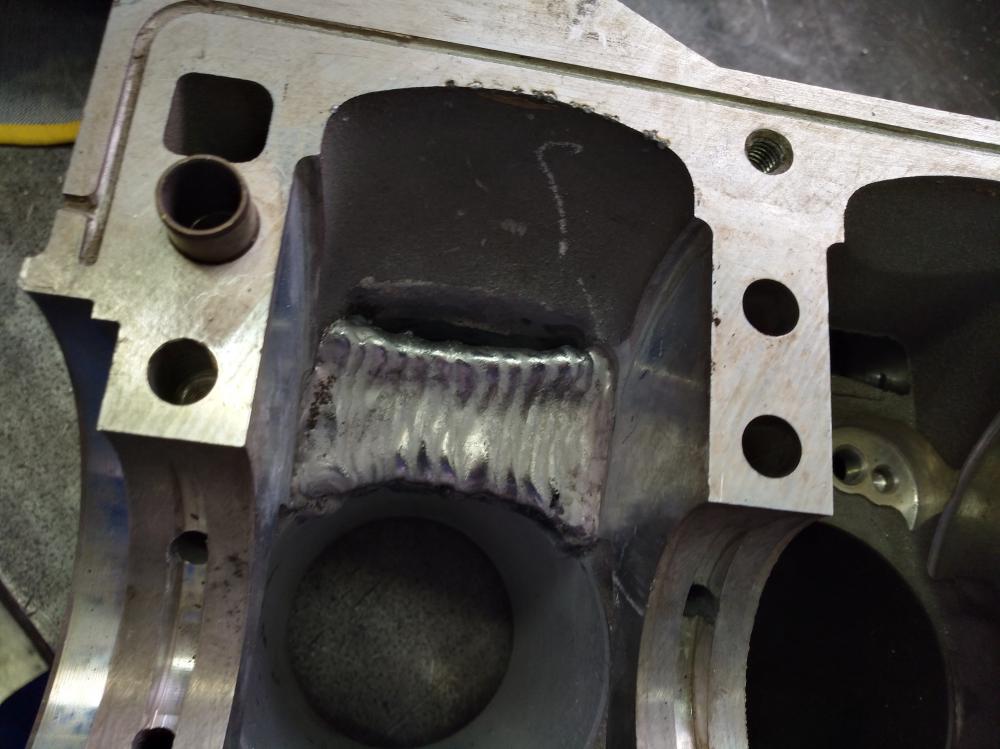
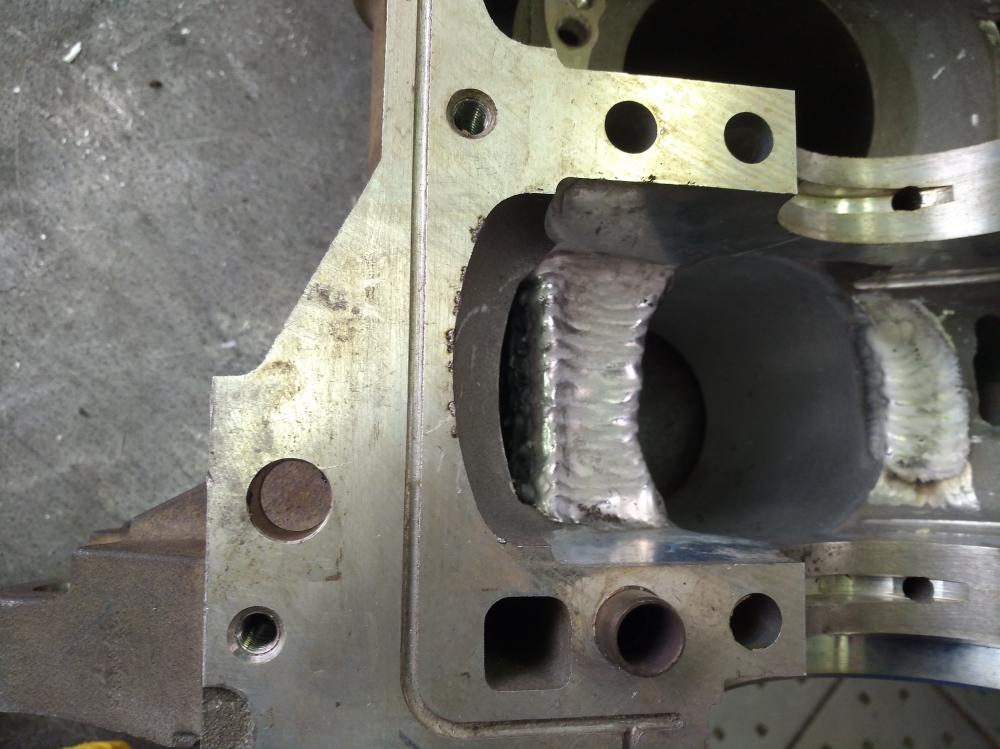
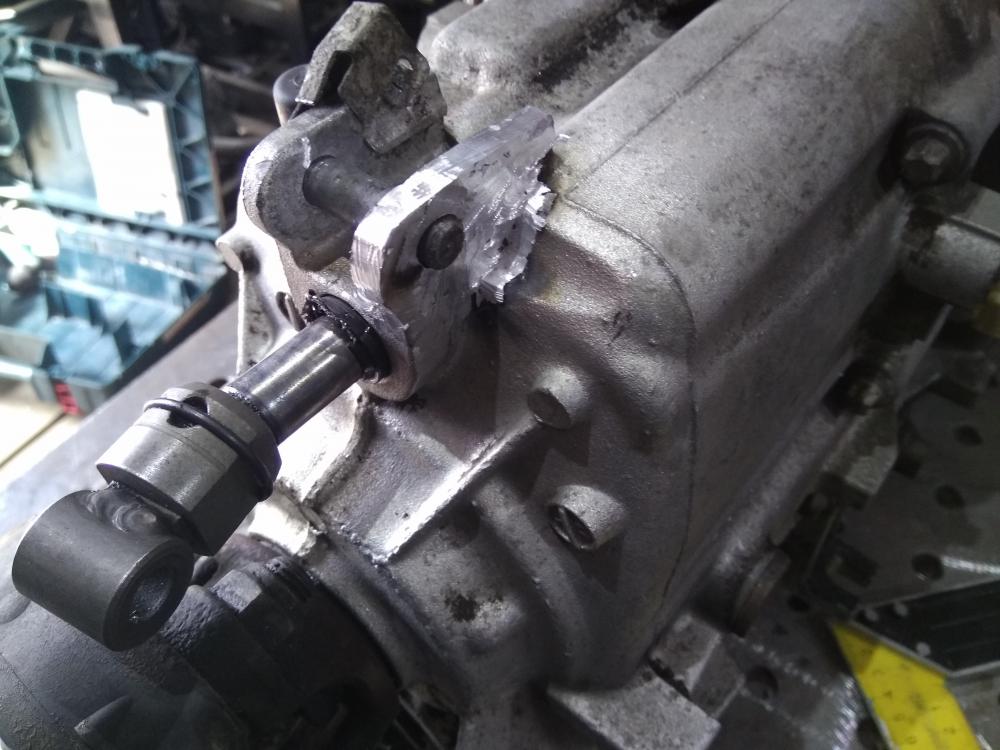
Обещал небольшое продолжения истории с Опелем , описаным тут. http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=282815 На первых первом фото видно справа дырочку куда вылезли нечайно после фрезеровки (сверловки масляного канала). На втором глубину фрезеровки (сноса) цилиндра что бы добраться до дырки. На третьем дырочка и крючок , я насчупывал где какая внутри толщина стенки , что бы разделывать и знать где какой ток применять . На четвертом разделал дырку до приемлемого метала (толщины его что бы ухватиться). На 5и6 фотке , взял эти куски у фрезеровщика своей предыдущей сварки , посмотреть на качество и монолит , нет ли пор. Седьмое фото , начал варить , начал с заварки самой проблемы ДЫРКИ .)) Восьмая фотка , поза блока .)) 9и10 результат. Последнее чем варил.
4 балла
-
Георгий боюсь расстрою ... Долларовых миллионеров среди них предостаточно... Далее продолжать не буду, а то расстрою еще больше, интриги в научной среде сродни Большому театру...4 балла
-
Суровый подстаканник сантехика.
4 балла
-
Георгий 11 Командировка - это, наверное, не совсем то, что мы организуем. Подробности о размещении и "звёздности" гостиницы, где будут жить участники конкурса появятся ближе к дате начала конкурса. Непосредственно на тест планируем потратить 2 дня. День первый - "слепой тест" аппаратов. Каждый сварщик в течение 1.5-2 часов проверяет свойства аппаратов и рассказывает о своих ощущениях. Остальные участники конкурса в это время присутствуют на месте проведения теста, либо подъезжают к назначенному времени в учебный центр. День второй - тест аппаратов в лаборатории. Проверка сварочных источников с помощью приборов объективного контроля. Поскольку аппаратов 5 - проверка их параметров может занять достаточно продолжительное время. День третий - развлекательная программа. Что касается "смутных подозрений" насчёт победы Авроры, нам бы этого очень хотелось, но поскольку тест будет слепым а аппараты - участники достаточно имениты и популярны на рынке России - результат нашей затеи тайна для нас самих. Для чего ехать в Питер каждому из участников? Тут, наверное, каждый решает сам за себя. Те форумчане, кому наша затея не очень интересна - заявки на участие не подают. Людей, которые в Питер приедут впервые, - не бросим. Всё расскажем и покажем. Подробный план всего мероприятия, с чётким тайм-кодом каждого дня, - огласит Константин Краев по возвращении из командировки. С уважением, Птица-Секретарь КК4 балла
-
@Георгий 11, обычно у кого "уточки" они не глупые, а безпринципнные, безсовестные и наглые. Ума хватает вообщем.3 балла
-
Жора, ничего чистить не надо. Мы тут живые люди, хоть и сварные -))). Я очень рад если это будет не фейк, безумно буду рад если дети 10-15 лет будут интересоваться работой, которую можно сделать своими руками. Не важно что это будет, сварка, шитье, деревообработка..... тут главное - работа своими руками!! Пару поколений перестроечных мы потеряли... .3 балла
-
Всё может быть, но маловероятно. Если ежи за брак считает, значит в курсе. Я так думаю, папа грамотный, ребёнка к самостоятельности приучает. Баллон он сам открывает и закрывает, папа вроде как не при делах. Но аргон то папа завозит. @Альберт889, папу - в студию!3 балла
-
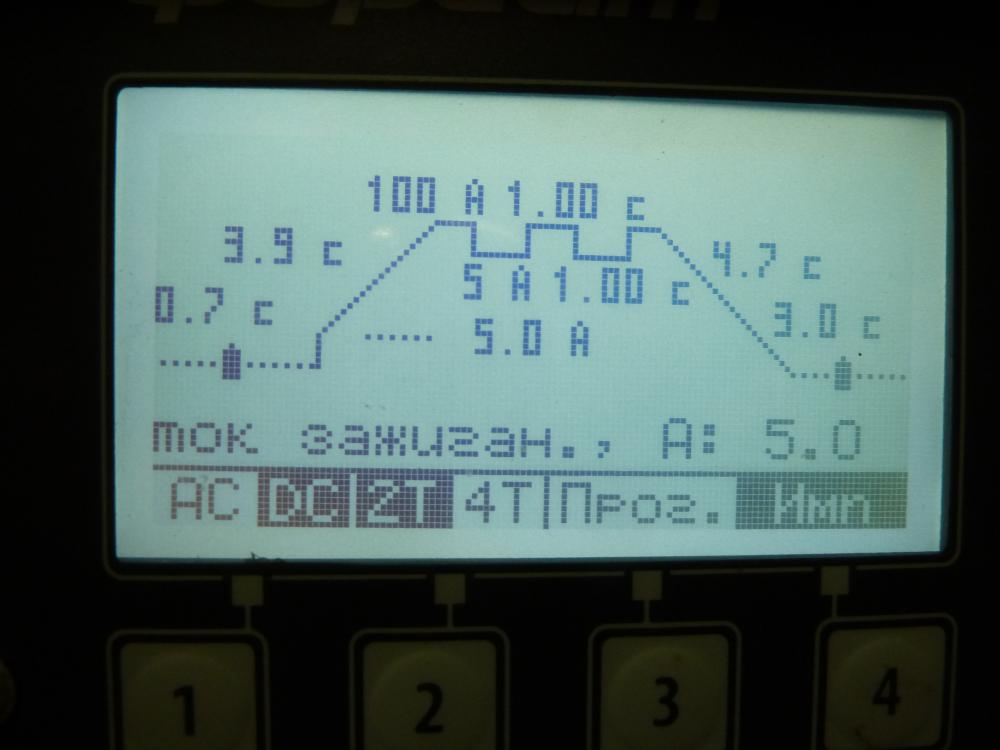
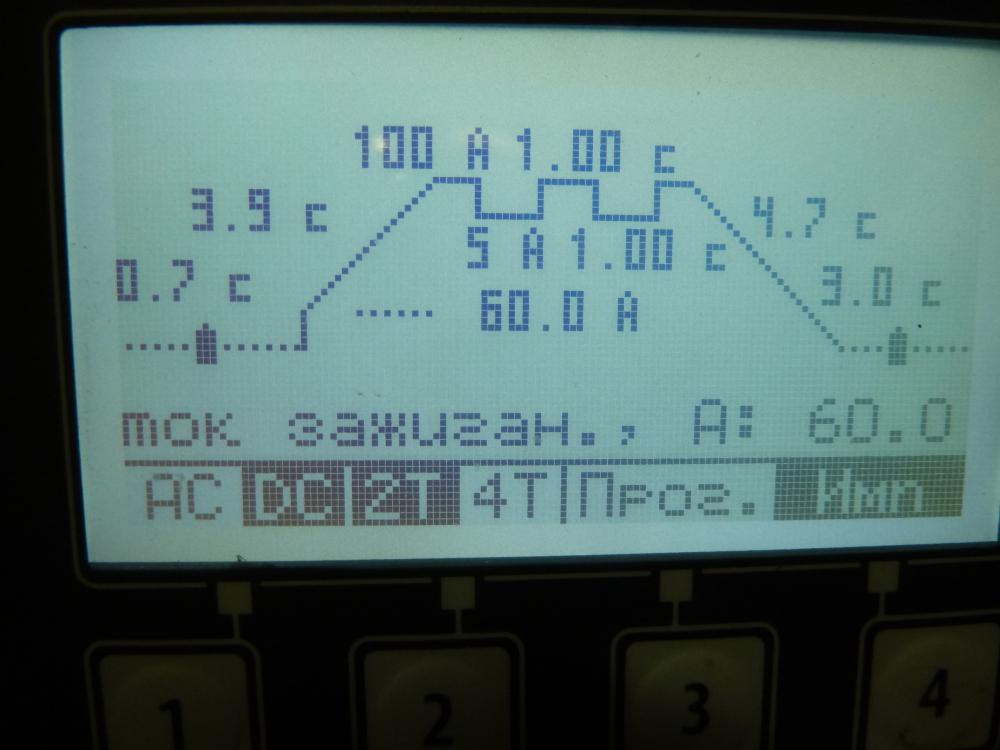
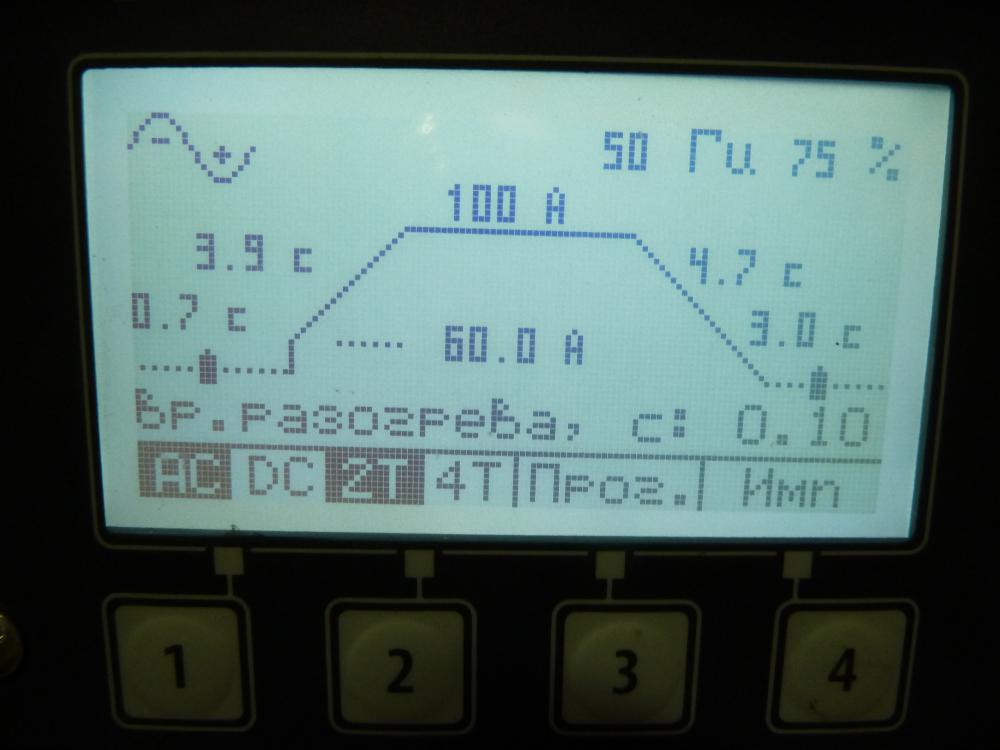
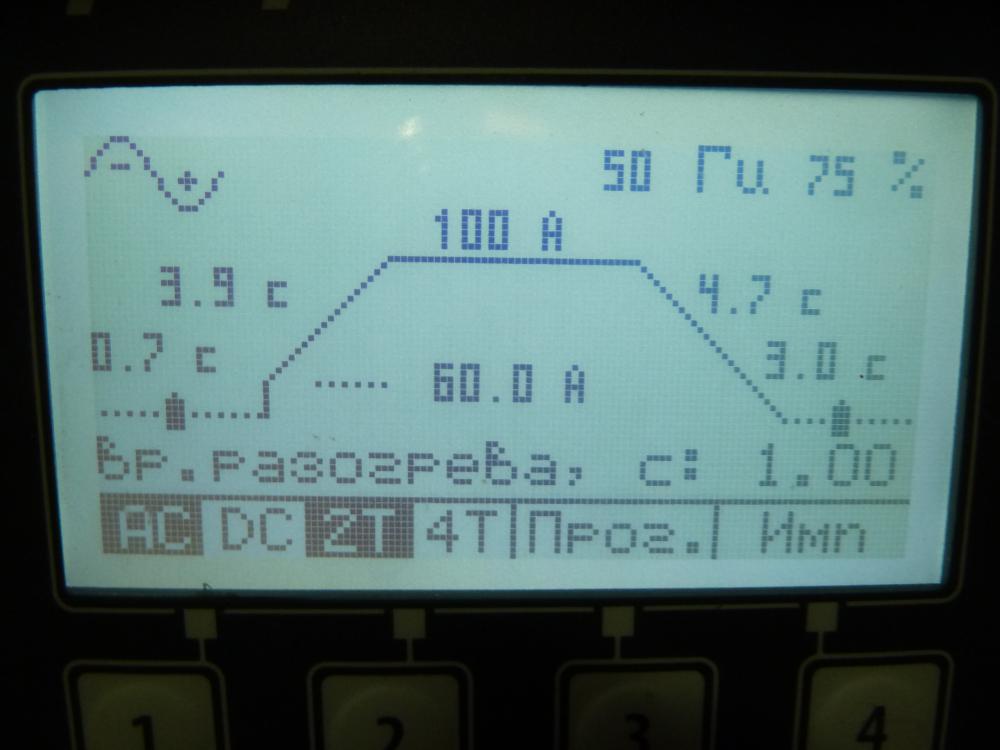
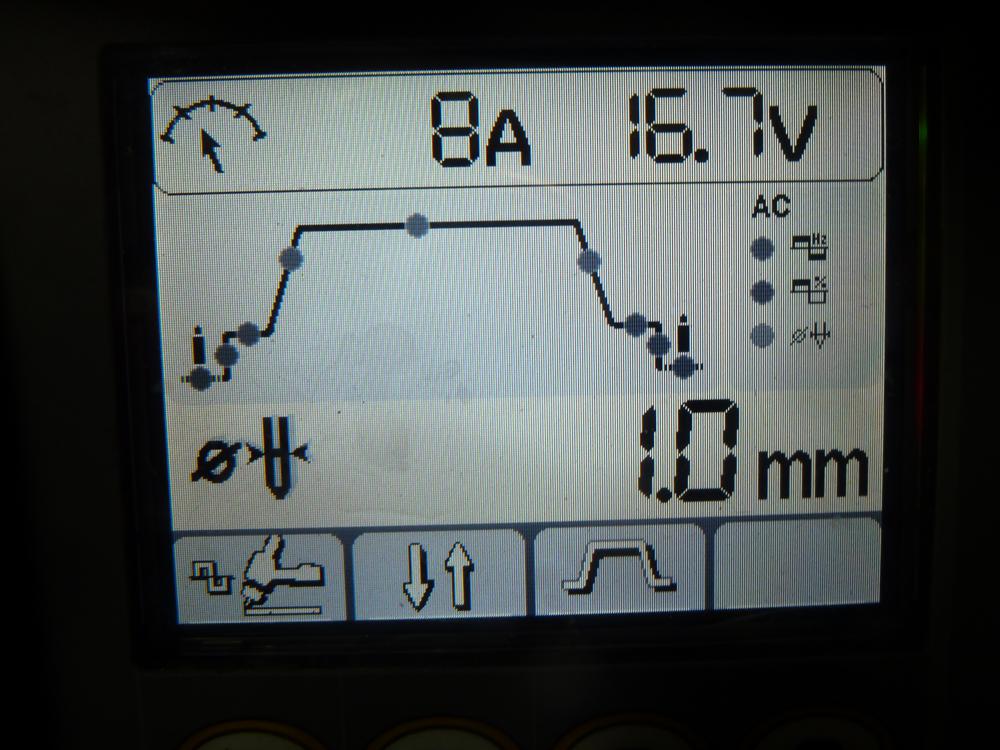
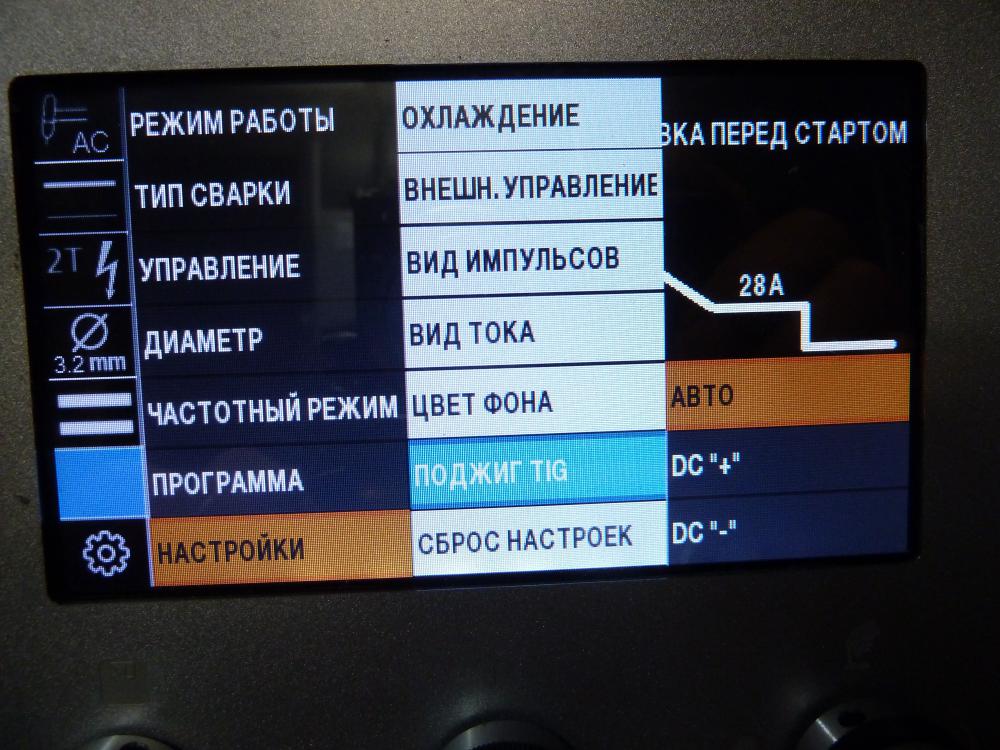
Антон, да поджиг интересен и у всех устроено по разному. Вот в Кемппи похоже заложена полная автоматизация поджига и аппарат выставляет время и мощь поджига по амперам , диаметр тоже задействован но он как бы второстепенен и по этому зажигает и не с правильным диаметром. На Селко тоже самое и у меня почти всегда стоит диаметр электрода 1мм а работаю 2.4 и 3.2мм на токах от 10А до 220А , просто на 1мм более мягкий поджиг что я и люблю.3 балла
-
Давайте пацану про поддув расскажем. Это должен знать каждый сварной РАДС. Поддув обратной стороны шва аргоном. Способов много почитай. При поддуве шов формируется совсем по другому. Очень рекомендую попытать папу по этому поводу.3 балла
-
@Vanguard, спасибо на добром слове. Сегодня была разведка боем. Варил пластины на монтаже паркинга, толщина 10 мм. Сварка 1 пластины занимает примерно минут 20, возможно больше, время не засекал.С утра дали сырые электроды Уонии13/55, четверку. Швы на первых 2 пластинах были так себе. Потом привезли электроды с магазина и дело пошло. Дуга с новым электродом зажигается хорошо. Варит аппарат мягко, так же как и Кемппи. При повторном зажигании иногда зажигается от второго или третьего касания, меня это устраивает. За 20 минут сварки аппарат еле нагревается, потому что после сварки пластины подношу руку к передней решетке, откуда выходит воздух, он еле теплый. Через минуту где-то вентилятор выключается, это говорит от том, что аппарат несильно нагрелся или охлаждение очень эффективное. При сварке четверкой на 140 амперах через 30 метровый удлинитель вентилятор включается когда сгорает треть электрода. Самый большой плюс этого аппарата - его размер. Он реально маленький! Что и внушало опасение о его возможностях при длительной нагрузке. И в конце дня мне вместо четверки принесли пятерку электроды. Пока ходили за четверкой сжег 2 электрода пятёрки, один на 175 амперах, второй на 185 амперах. И сеть пропала на аппарате. "Ну все, доэксперементировался" - подумал я. Пошел к автомату, оказалось выбило 25-амперный автомат. На этом автомате еще сидел китайский Рилон. Дальше уже варил четверкой, искушать судьбу желания не было. И последнее. Когда собирал удлинитель, оказалось вилка расплавилась в колодке. Пришлось выдирать с корнем. Вот так прошел первый рабочий день у Форсажа 200 М. Автомат выбил, розетку расплавил, а Форсажу все пофиг. Покупкой доволен на все 100 процентов. Тем более купил его с 5% скидкой от цены, что указана на всех сайтах.
3 балла
-
@Вад11, дело не в удобстве, а в тепловложении. Если сам протачиваешь наплавленное, очень быстро понимаешь разницу и преимущества технологий.3 балла
-
@Евгений10, Для того, чтобы закрепит на раме, пришлось демонтировать маленькие лесенки, которые водителю помогают при сцепки и расцепки полуприцепа. Фото нет, позже. Авто в рейсе! , по поводу цифер)))) 15тыр. за рундук.3 балла
-
Можно так
3 балла
-
Валерий, тебе уже скоро собирать, а у нас картоха еще даже не показалась. Пару-тройку недель как сажать начали.3 балла
-
Пффф, даж не заморачивайтесь, я порекомендовал на стройку своим смежникам этот аппарат, фигачат целый день металлконструкции четверкой и усе норм.) два месяца полет нормальный, сварщик вначале овносваривал тяп ляп, а щас подходишь к нему шовчики чешуйка к чешуйке)2 балла
-
@Альберт889, может, либо увеличить скорость сварки. Но самый простой способ подкладка, плотно прижатая к обратной стороне шва. Нет контакта с воздухом - нет ёжиков. Ну и теплосъем дополнительный.2 балла
-
Медная или алюминиевая полоса с обратной стороны шва,позволяет формировать обратный валик шва и отбирает лишнее тепло .2 балла
-
@Дед мазай, проверено на себе. Наплавка таких шеек под последующую расточку при помощи п/а даёт +100500 силы к вашему кунг-фу. По сравнению с РДС - быстрее, качественнее, "холоднее". Если есть навык наплавки ручником, то последующая наплавка полуавтоматом - песТня))) Попробуйте, Вам понравится.2 балла
-
У меня вопрос.57 труба нержавеющая? Просто не когда не встречал нерж.такого диаметра.А предлогаю как на фото.
2 балла
-
Повторюсь. Возьмите цельный кусок медной проволоки и сделайте по два-три витка на сОпле и на ручке под рукой. Я не знаю как эта "катушка" работает, но эффект значительный. Где-то на форуме это встречалось.2 балла
-
Есть такая проблема, чем дольше от переточки, тем чаще, при переходе с DC на AC (при поджиге) дуга срывается с вершины и убегает вверх по электроду, после чего тухнет. Явление имеет место на всех электродах, которые у меня под рукой, отечественные и импортные, всяких разных марок.2 балла
-
@Константин Краев,это же типа командировки получается?Извините мою меркантильность,но лучше все нюансы выяснить на берегу.У вас почему то все "полу" на сегодняшний день.Вы объявить то объявили,а дальше непонятно.Что за гостиница,где все проходить будет,сколько времени непосредственно на тест уйдет и т.д. и т.п.Как бы распорядок дня на все время присутствия.Понятен ваш интерес,смутно подозреваю,что выиграет аврора,иначе для чего это все затевать?А в чем интерес участников?Вот допустим я первый раз буду в Питере,позавтракали,потом что?Пообедали,потом куда?Ужинать где мне,на вокзале?Пока какая то несерьезная организация,спустя рукава организовываете.2 балла
-
Ну и хорошо , старую не выкидывайте , ее можно сделать и пожалуй крепче чем оригинал.2 балла
-
@Ильдарка,Ильдарка, а похвалиться?))) Ну ты понял, насчет цифер вопрос. Недавно с товарищем делали конструкцию (там правда нержавейка с алюминием) все места соприкосновений изолировали алюкобондом.2 балла
-
Георгий , еще как реально , при 15А он уже плавится. Все решает время поджига и оно должно быть очень мало вот на Кемппи все отработано как положено, а вот на Форсаж 001сек и это много если стоит ток поджига 30-60А и надо меньше На Селко тоже не плохо решен этот вопрос выбором диаметра электрода от 01мм до 99мм и начальный ток выставляется для уверенного поджига и его время. Еще дальше пошел Евоспарк у него есть выбор полярности поджига и даже авто режим и так же начальный ток и его время Так что на Тельвин предполагаю что наброса тока при сварке нет и это так кажется когда горит электрод "синем пламенем" примерно от 20 до 30А и времени 05сек и выше и по сему надо итальянцев просить чтобы убавили время поджига и если возможно как на Форсаж ток поджига поставили. P.S. Георгий , если итальянцы Тельвин не отвечают (итальянцы Селко очень хорошие ребята и с ними так нельзя) то прибегни к такому трюку , сними хорошее видео как при поджиге горит электрод "синем пламенем" на их аппарате и сперва им то есть доступ по ссылке к видео но напиши что если не хотят помогать фанату Тельвин и исправить "косяк " то видео будет общедоступным и антиреклама на многие годы им обеспечена вот и пусть "чешут лысину". Но я думаю антирекламы они просто не допустят и исправят косяк или просто поменяют аппарат на современный им так даже проще.
2 балла
-
У меня выжимную лапку сцепления обломало, до боковой доехал, благо рашенавтопром и без него работает. На боковой мужики бывалые, держак в инструментальном ящике лежит. С гены все провода скинули, оборотов побольше и лапку мне заварили тройкой электродом. С Нижнего до Коми доехали, не отвалилась.2 балла
-
Сегодня очень неудачный будень выходной. Мои ребята меня подвели-одному вчера окалина в глаз попала и он у него опух, второй по ходу просто опух. В итоге-в одиночку доставил нижние стойки, обварил всю раму. Ближе к вечеру подъехал снабженец наш, помог стойки выставить и листы нарубить, на этом закруглился ибо напала полнейшая апатия. Завтра будем договариваться о продлении сроков, надеюсь те, что опухли, распухнут
2 балла
-
Доделал танк.
2 балла
-
По просьбам трудящихся, так сказать) Если что-то показалось непонятным, вопросы какие появились, пишите, спрашивайте. Речь пойдет о первом велосипеде для взрослого человека, любого пола, который покупает его для велопрогулок, не для спортивных состязаний. Я упрощу задачу выбора, и сразу скажу первый велосипед взрослому нужен MTB(MounTain Bike, буквально с английского "горный велосипед")- это самый универсальный велосипед для покатушек и в городе и по пересеченной местности. Тип рамы будет хардтейл( буквально с англ. "твердый хвост"), то есть без заднего амортизатора. Почему не стоит брать дешёвый велосипед с задней подвеской? Дешевые велосипеды с задним амортизатором имеют усложнённую конструкцию рамы, а так как они дешевы, то и ненадёжную (очень быстро выйдет из строя даже под легким человеком, скорее всего где-то треснет по сварке) много весят, да и вообще, задний амортизатор выполняет скорее декоративную функцию, а не работает так как должен, то есть такой велосипед не выгоден со всех сторон, кроме как рассказать друзьям, что у вас двуподвес). http://velored.ru/wp-content/uploads/2017/06/%D1%81%D1%82%D0%B5%D0%BB%D1%81-%D0%B4%D0%B2%D1%83%D0%BF%D0%BE%D0%B4%D0%B2%D0%B5%D1%81-300x214.jpg Как выбрать раму велосипеда по росту и весу я расскажу в конце статьи (с табличками). Так как это важные параметры, но не первичные- сейчас даже самые дешёвые велы делают в разных размерах. Стоимость велосипеда. На июль 2017 года самые простые МТБ для взрослых стоят примерно от девяти тысяч рублей(9000 руб.) и до бесконечности. Во всяких ашанах и прочих лентах можно еще дешевле найти, но там ни в коем случае не надо их покупать. Самый дешёвый в других магазинах брать также не надо. Ориентируйтесь на цену примерно в пятнадцать тысяч рублей(15000 руб.). Если же стоимость велосипеда для вас не проблема, тогда всё нижеследующее читать не имеет смысла, просто покупайте велосипед который вам понравился и готово( главное, чтобы размер рамы был ваш, хотя чуть дальше я расскажу про особенности выбора комплектующих и навесного оборудования, это также может быть интересно всем). Для тех же кто ограничен в финансах, или же просто распоряжается ими рационально, прошу читать дальше: Где и какой первый горный велосипед покупать?Где покупать? По своему опыту, скажу что самую нормальную цену на горные велосипеды начального уровня дают только три места: Авито, Спортмастер и Декатлон. Но в любом случае вел надо покупать только в живую, через инет-магаз заказывать можно, если вы 100% уверены что вам всё подойдет (а как вы в этот можете быть уверены не попробовав?). Например, один свой вел я покупал через инет семь лет назад, и ему пришлось ставить короткий вынос руля, так как он был мне великоват, вот так экономия на инете вылилась в покупку короткого выноса. И это я еще легко отделался. Этого не учесть, не прокатившись на велосипеде. Авито. Тут вполне можно найти и купить классный горный велосипед за недорого. Но нужно его смотреть только с человеком, отлично разбирающемся в велосипедах. Например заказать такую услугу у веломастера( у нас можно такое заказать, будет стоить как обычный выезд). Спортмастер и Декатлон. Про них можно говорить вместе, линейки начальных велов как близнецы-братья. Самый дешевый у Спортастера- это Stern First 26", за 7999руб.(лето 2017г.) этот велосипед (самый дешёвый), как я и говорил, брать не стоит, у него стальная тяжелая рама( если повредите краску будет ржаветь), нет возможности для апгрейда в дальнейшем( он так называемый ригид- без амортизации, захотите поставить потом вилку- нормальная без переделок не встанет, рулевой стакан слишком тонкий). Самый дешевый велосипед Спортмастера, который стоит брать это Stern Energy 1.0 26"( 13999руб.), у него алюминиевая рама, переключатели и триггер-шифтеры Shimano. http://cdn.sptmr.ru/upload/resize_cache/iblock/279/1000_1000_1/12467150299.jpg Ближайшая модель из Декатлона, на которую стоит обратить внимание, это B'Twin Rockrider 340 26"(15999руб.)- у него также алюминиевая рама, переключатели Shimano, грип-шифтерыSunRace. Я рекомендую начать выбирать велосипед именно с этих моделей, они чуть отличаются дизайном, органами управления переключения, а так это хорошие велосипеды по нормальной цене, и если "Декатлоны" есть только в достаточно крупных городах, то "Спортмастеры" есть практически везде, даже в Южно-Сахалинске, где нет практически никаких других сетевых магазинов. Ну и если позволяют финансы, выбирать более дорогие модели. Китайские велы noname и всякие "бмв", "ауди" и т.п. на литых колесах брать не стоит, там стоит самое дешевое оборудование, которое просто невозможно нормально настроить. На какие особенности стоит обратить внимание если вы хотите купить другой велосипед? Навесное оборудование велосипедаКакое навесное должно быть? Лидеры навесного оборудования для MTB две фирмы - Sram и Shimano, также начального уровня достаточно качественно делает SunRace. Но велосипед на Sram я не рекомендую покупать, только если вы профи и точно уверены что именно эта кассета или сет вам нужны (но тут вы и без меня всё знаете). Sram достаточно дорог, если в дальнейшем придется менять какую-то запчасть. Система переключения передач. Самое то если вся система переключения будет Shimano (на начальных велосипедах норм и SunRace, любой другой производитель- плохо). Также стоит учесть что самые доступные по цене 7-8 скоростные системы (количество задних звезд в кассете). 9-10 скоростные и выше стоят в несколько раз дороже и не нужны начинающему велосипедисту. Тормозные механизмы. Многие задаются вопросом, какой тормоз должен быть у велосипеда? Выбор между дисковым и ободным( V-brake). Безусловно, хороший( повторюсь, это важно- хороший!) дисковый тормоз не чувствителен к восьмеркам, грязи, а если еще и гидравлический то точно более "цепкий" чем ободной, но. Стоимость самого распространенного гидравлического тормоза в сборе (Shimano Acera M396) 3000-3500 рублей. Механический дисковый тормоз Shimano обойдется дешевле примерно 2500 руб. в сборе(тормозная машинка на колесо и тормозной рычаг на руль, но рычаг можно купить тоже SunRace, будет еще дешевле). И это без ротора- тормозного диска, он обойдется минимум еще в одну тысячу. Не стоит забывать и о расходке- тормозных колодках, хорошие на дискачи стоят 500-600руб против 200-300 руб на ободные. Сам ободной тормоз Shimano обойдется 1500-2000руб.( тормозные рычаги на обод и тормозная ручка руль). Ну и справедливости ради стоит добавить что ободные все-таки неплохо справляются с обычными прогулочными МТБ велосипедами. Из производителей у нас распространены ободные Alhonga- неплохие тормоза, но все же лучше если это будет Shimano, Tektro или Avid. Какой тип рамы выбрать? Велосипеды делятся на "мужские" и "женские" по типу рамы. http://cdn.sptmr.ru/upload/resize_cache/iblock/447/1000_1000_1/12467470299.jpg женский тип рамы(верхняя труба идет ниже, чем на мужском) http://cdn.sptmr.ru/upload/resize_cache/iblock/3ab/1000_1000_1/12299830299.jpg мужской тип рамы В остальном они ничем не отличаются, но велосипед с обычным расположением верхней трубы удобней переносить (через переезды, заносить домой) именно за эту часть трубы. Да и аксессуары размещать удобней. Так что я рекомендую покупать даже девушкам, велосипед с обычным треугольным("мужским") расположением верхней трубы. Что еще докупить к велосипеду? Обычно в магазине стараются навязать кучу ненужных аксессуаров. И люди выезжают из торового зала на улицу обвешанные как новогодние ёлки. На самом деле для велосипеда нужны только: крылья, звоночек и задний фонарь(красный) на батарейке, чтобы быть заметней в темное время суток. Бутылку для воды на велосипед я не советую, она запылится очень быстро на раме, согласитесь, неприятно пить воду вперемешку с песком и грязью. Лучше всего в велопрогулки брать с собой рюкзак, и в нем все размещать. Конечно, очень желательно для своей же безопасности приобрести шлем, очки, и перчатки, но если вы просто катаетесь в ближайшем парке и сильно не гоняете, то можно без этого обойтись. Иногда нужно будет оставить велосипед на велопарковке и пойти купить в магазине что-то, на этот случай надо купить цепь (да-да, именно велозамок-цепь!), так как обычный тросик перекусывается одним движением. велозамок-цепь Как правильно выбрать раму велосипеда по росту и весу? табличка от Cube, по подбору ростовки велосипеда http://chel-bike.ru/d/343346/d/12.jpg.jpg1 балл
-
Не всегда помогает. Иногда наоборот нужно повысить ток и быстрее вести горелку.1 балл
-
Паша, а давай что то путевое сделаем!) Например ты снимешь копии с "улиток" на гибочном станке и попросим Сапера вырезать.1 балл
-
@Константин Краев,другое дело.1 балл
-
@Anton VL,нормативку не нашел,по торусу тоже споры были,у них тоже пятиминутный цикл указан.В старом госте 10 мин.при 40 гр.,но вроде говорили,что требования изменились.В любом случае проблем с отключением скорее всего не будет.1 балл
-
@Георгий 11, Да бывают под крепежными хомутами маленькие участки побитые химической коррозией. Но это редко. как правило если труба побита реагентами и временем то варить ее смысла нет. Просто потому что сейчас Вы вырезали кусок вставили донора в одном месте и ни кто не даст гарантию что через месяц в другом месте не потечет... Тем более что люди приезжают ко мне как правило (дыра в трубе уже достаточно давно а кинулись только тогда когда припекло летом солнце) в трубе как правило влага. А влага вместе с ПАГ - смазывающей жидкостью образует кислотный остаток. И коррозия может быть не только с наружи но и внутри (как правило ее то как раз и не видно) А когда Вы заварили клиент поехал заправил систему а она потекла. И приедут к Вам рассказывать что -"вот типа Вы варили а оно течет" . А посему я обычно говорю сразу клиенту что кусками битую коррозией трубу варить 50/50..... И если потечет рядом фреон + повторная работа по заправки плюс снять поставить за счет клиента......Поверьте умнеют сразу.... При этом я обьясняю клиенту что поговорку о том что "Скупой платит дважды" ни кто не отменял. Ну а если клиет все равно скулит что денег нет и нужно из г....сотворить конфетку, то посылаю искать счастье и чудо в этом деле клиента дальше......1 балл
-
@Oswer,сваркой трубы под 45 градусов проверяют квалификацию сварщика. А обучение должно строится от простого к сложному.Но корню шва видно, что вы варить умеете. Чтобы улучшить результат, нужно постоянно варить трубы. Облицовка пока не идет у вас, просто кому-то надо показать вам, как надо варить. Самому методом научного тыка можно долго учиться варить трубу. И надо варить постоянно, пока не научишься. Если варить трубу время от времени, так научиться тяжело. С другой стороны, для чего это вам нужно, если для вас сварка хобби, а не ремесло, которое обеспечивает доход.1 балл
-
Отломано ухо на коробке. Было решено наплавить новое. Присадка 4047.
1 балл
-
1 балл
-
Меня сфотографировал напарник во время работы....
1 балл
-
Поставил точку в заборчике, сделал калитку. Напарник с утра поехал за металлом на пандусы и пропал без вести, пришлось все делать в одиночку.
1 балл
-
Последние 2 дня работаю ниже уровня Невы. Мои инструменты. По низу надо наварить полочки из уголка, накидать двутавры по периметру, обварить их, потом смонтировать распорки. После этого будут углублять еще на 3 метра. Но Кемппик после 6-7 соженных электродов Уонии диаметром 4 мм на 150 амперах, ушел в глухую защиту( и отказался из нее выходить). Финский аппарат оказался слабоват. Пришлось достать Ресанту из багажника, благо вожу на всякий случай. Кемппи на максимальном токе показывает 1 ампер. Я разочарован в аппарате.
1 балл
-
@selco, Валера,руки дошли..) сварен титан с алюминием,т.е.,сваркой это соединение назвать нельзя-пайка.В общем-то получается полноценное соединение, по прочности равное присадочному материалу - 1070. Изгиб на 180 гр.,потом выровнял и подвесил плиту 12 кг.
1 балл
-
Углекислый газ, активный газ, в отличие от аргона, нейтрального газа. Потенциалы диссоциации (ионизации) разные. У аргона он ниже. Поэтому дуга стабильнее по сравнению с чистой углекислотой (аналогично стабилизирующим присадкам в обмазке штучного электрода). Но углекислота ионизируясь, расчепляется на углерод и кислород, и по отдельности реагирует с жидкой сталью, окисляя её и науглероживая. Для устранения излишнего окисления, в состав проволоки введены кремний и марганец. Поэтому чистый аргон непригоден для использования в качестве защиты для проволоки СВ-08 Г2С. Нужно домешивать СО2 для нейтрализации марганца и кремния. Где-то так. Извините если повторил кого-то в теме. Писал согласно своего понимания процесса сварки MAG.1 балл