Лидеры




Популярный контент
Показан контент с высокой репутацией 10.05.2017 в Сообщения
-
Как обычно латаем гнилье Ну и кусок трубы. Сменили вентиль на задвижку, трубы оказалось мало, пришлось вваривать катушку, фланец юбочный поэтому сделали так
 12 баллов
12 баллов -
Урна в офис продаж нашего застройщика, проект из головы.
11 баллов
-
MAGия металла. "Визитница".Работа Александра MAGа Моисеенко.Предназначена мастеру своего дела Александру от мастера MAGа.
5 баллов
-
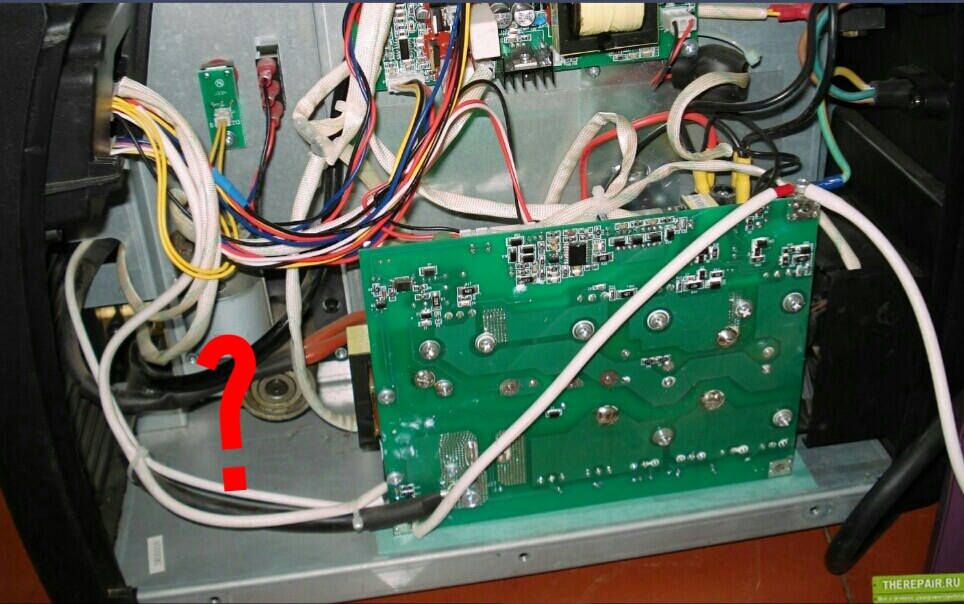
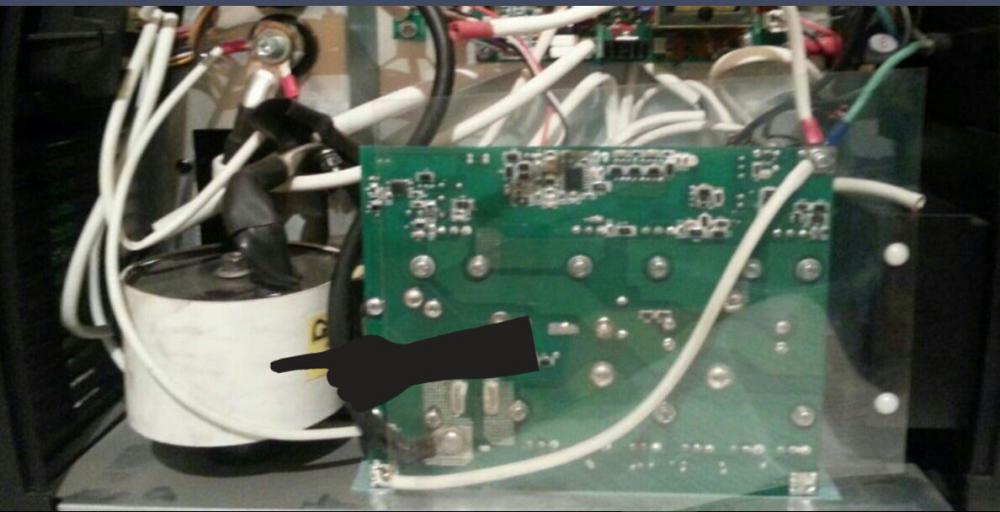
@SergDemin,Заглянуть бы в эту flamy, что там внутри? Вот пример wega-200 и grovers-200, в фиолетовый чего-то не доложили.
4 балла
-
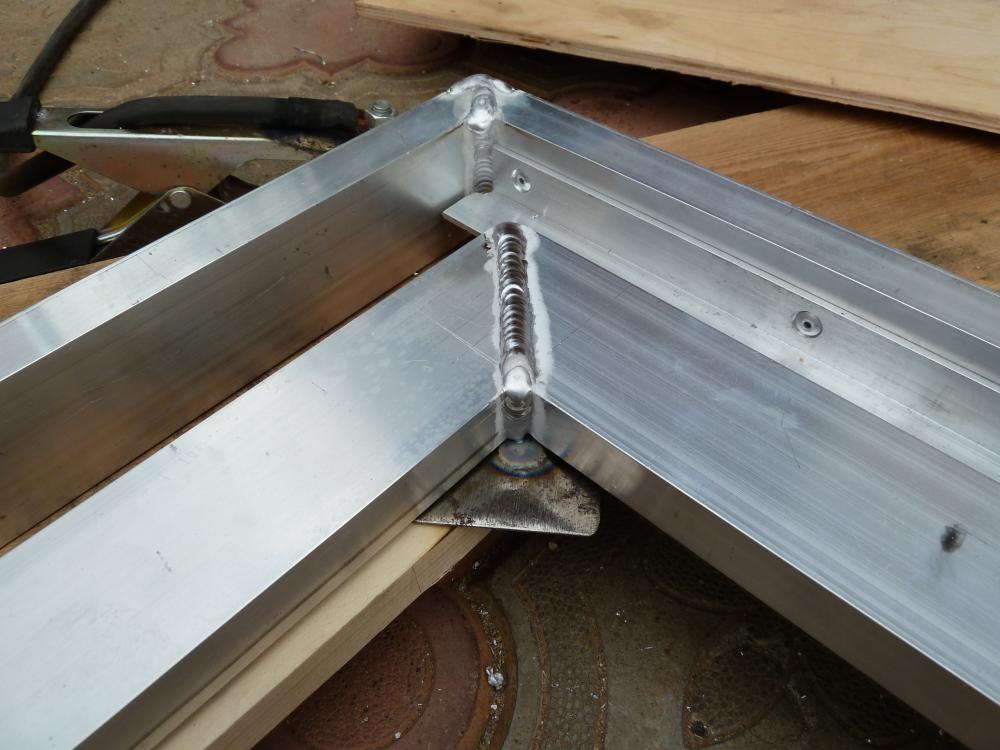
Не прошло и пары лет... Пару лет назад попробовал ради спортивного интереса пайку стальной гайки к алюминиевой пластине. Получилось легко. Но вот применения такого соединения не было. Здесь на форуме выкладывал фото эксперимента. Сегодня надо было сделать крепление алюминиевой лестницы-трёхсекционки на алюминиевый багажник. Крепление простое: пластина с отверстием на багажнике и крюк с отверстием болтом к пластине. Всё бы ничего, но резьба в алюминии долго не проживёт, если её часто вкручивать/выкручивать. На помощь пришли высокие технологии. К пластине АД-33 толщиной 4мм припаял стальную гайку М8. Потом грунтанул, дабы не ржавела. Теперь резьба будет служить долго.
4 балла
-
@Aleksinoka, с водой не получиться3 балла
-
Послушал опытных людей, убил свою жабу и купил SpeedGlas 9100х Только вот незадача, маска пришла в модификации с креплением на каску. Сижу вот думаю, то ли оставить на каске, то ли докупить еще оголовник. В принципе каска мне не нужна - на даче варить я и без каски могу Кто пользовал маску в таком исполнении? Есть ли смысл поменять каску на обычный оголовник?
3 балла
-
@Mr_Cactus,сделать расчет сварного шва,у вас есть площадь сечение протяженность и действующая нагрузка ,любая книга по сопромату вам поможет Расчет сварных соединений и конструкций - Серенко А.Н., Крумбольдт М.Н., Багрянский К.В - 1977.djvu3 балла
-
проблема....
3 балла
-
@lazycat,на форуме есть представитель Гроверса. Причём, это не просто представитель, это наш человек, много помогавший форумчанам по разным поводам. Все заказывают аппараты через него, никогда никаких проблем не было. Друг мой недавно Гроверс приобрёл, тоже через Алексея. Это - не вопрос. Вопрос в другом - на старых Сварогах поджиг реально похуже был. Улучшили или нет - не известно. А без хорошего поджига аппарат - это не аппарат. Поэтому и взяли Гроверс, а не Форсаж, при всех его прелестях и богатом функционале, хромающий поджиг сводит все его достоинства на нет. Прежде чем окончательное решение принимать, хорошо бы этот вопрос выяснить. По функционалу, для нержавейки, я бы 104 выбрал. Но, при условии хорошего поджига. Хотя, на постоянке и старый сундук нормально поджигал, на переменке не всегда сходу, как Гроверс. Потарахтит пару секунд, потом дуга пошла.2 балла
-
@SergDemin,у младшего гроверса я так понимаю нет только регулировки частоты на переменке,а весь остальной функционал сохранен?Если так то он получше будет,сварогом работал-не впечатлил,при чем на 380В. @lazycat,на гроверсе младшем нет регулировки частоты на переменке,а не пульса.2 балла
-
@Vovka123,Вы болты изнутри бы убрали...2 балла
-
Всех с прошедшим Днём Победы!
2 балла
-
SpeedGlas позиционирует такую комплектацию, как дополнительную защиту головы Померил, в принципе сидит удобно, но что то я себя не представляю на даче в каске Буду продавать каску с адаптером и покупать стандартный оголовник. Если кому надо каску с адаптером пишите в личку.2 балла
-
Да , мне ответил на мыло в марте . Писал что займется делами "по- теплу", но когда у него тепло настанет? Да и в свете последних событий... Год жду его Буратино . но похоже Буратино пока мы, на известном поле...2 балла
-
На чертеже делаете разрез нестандартного сварного шва с указанием размеров2 балла
-
Напутешествовался... Чехия, Австрия - командировка, с предельной загрузкой, до компутера добраться сил не было... Зато потом - две недели на любимом Дону! Фотки - будут!2 балла
-
@selco,Однако далеко шагнули- улучшить производительность.... На это деньги нашлись, а на небольшой дисплейчик настроек на подающем - ума поставить не хватило, шланг-пакет на 35 метров, варю за углом, а настройки в попугаях ! Полный прогресс...2 балла
-
http://alloy-profsvar.ru/processes/weld-telecom.html Антенну можно не выдвигать и Петрович с ляктродами .
2 балла
-
С Днем Победы!!! https://www.youtube.com/watch?v=BjrelwnQtM0
2 балла
-
@Андрей Андреич, нет никакой формулы для настройки режимов ПА. И сложного там ничего нет. Напряжение определяет длину дуги. Поскольку потенциал ионизации аргона ниже, чем углекислоты, в смеси на пару вольт ниже надо ставить. В углекислоте ставите для начала 17 вольт при скорости 3 - 5 метра в минуту. Это гарантировано стабильный режим. А дальше смотрите, чего Вам надо. Если уменьшить глубину провара - уменьшаете напряжение. Если ПА уходит из стабильного режима, уменьшаете скорость подачи. Если увеличить - увеличиваете напряжение. Перенос металла становится крупнокапельным. Увеличиваете скорость подачи до получения мелкокапельного переноса. Это даже по звуку дуги хорошо слышно. Если будете варить часто, вся синергетика в голове будет, даже задумываться не будете, чего и сколько выставлять для данной работы.2 балла
-
Ну да))). Частично уничтожил уже...2 балла
-
р.Ворлскла Бобры за работой... Рыбаки тоже...
2 балла
-
Абразивные круги от проксона,дремеля и других брендов стоят прилично, можно разориться.Бюджетный вариант. Алмазной насадкой Д-40, вырезаю заготовки,Небольшой кондуктор ,для позиционированияЗаготовка вставляется с зазором, Сверлим отверстия, твёрдосплавным сверлом.
2 балла
-
Браты! Ну вы блин даете...! Х.з.может я просто старый сварщик уже, но никогда не помню чтоб у меня в последнее время моей сварочной деятельности возникали такие заморочки по электродам. Все просто - надо варить УОНИ, значит варишь ими, надо МР-кой, значит варишь ей! Как-то раз помню заполошился на работе (еще в автодоре) и два часа фигачил УОНИ на трансе (ТДМ) Мне только потом напарник сказал про это. Я говорит думал что накосячишь и сам заметишь, а ты один за другим палишь и без косяков все идет! Вывод один. Во всем нужна практика и как можно больше.2 балла
-
2 балла
-
Остряк....
2 балла
-
2 балла
-
@u33, продавайте отдельно ещё и столешницы, я думаю, вы на этом заработаете больше, оборот будет больше.) Я много чего могу сам сделать, но такую столешницу - нет... И таких как я, очень много, а ноги сами сделают.2 балла
-
@SergDemin,@ilnursvarka,Ну да, он дроссель, я это к чему, аппараты с одного завода. GROVERS в СО2 шпарить будет лучше, потому что дроссель присутствует.1 балл
-
На Свароги реально никто не жалуется, заявленным параметрам они всегда соответствуют, надёжные, просто у Гроверса поджиг очень хороший. А когда хорошее попробуешь, уже хочется, чтобы было. Друг старым Сварогом лет пять отработал, особо не жаловался. Я тоже иногда за него брался, на постоянке никаких вопросов не было.Я к нему иногда приходил нержу поварить. Но на переменке, когда Гроверс включили, стало ясно, что у Сварога с поджигом маленько поплоше. Не совсем плохо, а маленько.1 балл
-
Вода это мощный теплообменник, нагреть не получиться.1 балл
-
@Георгий 11,да, у Гроверса поджиг получше, чем у старого Свароговского сундука. Я недавно с новым Гроверсом 315 познакомился. Поленился гвоздь вместо электрода ставить . А с любым электродом - с обломанным, с грязным, поджигает хорошо.1 балл
-
@lazycat, Вы хотите чуда? Не бывает, уже много раз говорено на эту тему. Вы рассматриваете только базовые параметры аппарата. Не задумываясь о том, что у него внутри. Из этой троицы хуже всего Аврора сделана. Конкретно в эти я не заглядывал, по полуавтоматам сужу. Сваргов, разных, я знаю с десяток, не один год работают. В том числе, и у меня. Ещё ни один не крякнул. В ПА, где у Авроры в Овермане 3 конденсатора по 470 мкф стоит, у такого же по параметрам Сварога - 4. А это надёжность и долговечность повышает. Цены на Аврору, в сравнении с Гроверсом и Сварогом снизились. С чего бы вдруг? Благотворительность? Вряд ли, полагаю, спрос снизился из за невысокой надёжности. Кстати, у них есть сегмент моделей и подороже, это к дешёвым относится. Да и качество сборки. Было дело, Юра матерился, доводя до ума редуктор плазмореза. Собран был не правильно. Вот и подумайте, оно Вам надо или нет. А по поводу регулировки частоты, Вам уже Георгий объяснил, повторять не буду. Если для дела, Сварог или Гроверс, причём, старшие модели. А если, чтобы был, можно и Аврору.1 балл
-
@Точмаш 23, спасибо. Кстати, вчера по твоим настройкам попробовал ПАНЧ полуавтоматом на пробной железке - всё получилось. Правда лень было аргон подключать, поэтому без газа работал. Но дыма от него куча. @gary, сварить её не трудно, но восстановление свойств потребует длительной термообработки. А в гараже это проблемно сделать не имея мало-мальски приличного муфеля.1 балл
-
@Андрей Андреич, Профессионалов мало, а нас , вопрошающих- много. Как вы думаете, станут они каждому расписывать все тонкости персонально? Сегодня - вам, завтра - Петровичу, послезавтра Ваське какому-нибудь из ПТУ. Правильно, не станут. Не барское это дело. Кому надо, давно записали советы на видео. Ищите на ютубе.1 балл
-
Сами то поняли что написали ? Нафига токоизмерительные клещи для измерения напряжения ? Куда....? Зачем эти дебри ???? Тут три фазы на входе и три фазы на выходе транса !!!! Плюс мост 3-х фазный! Нет тут никакой схемы !!! Подключение либо звезда, либо треугольник. Вот и измерьте, что на катушках первичных и вторичных будет. Напруга примерно на всех трёх по первичке будет одинакова при правильной коммутации. На вторичке так же, только напруга ниже. Сердечник лишь греться сильнее будет и то навряд ли. Всё!1 балл
-
Вот и пайка двусторонней платы."Затягивает"
1 балл
-
А разве для увеличения тока катушки должны быть подняты,по моему наоборот.1 балл
-
Меня так один начинающий сварщик обвинял что я ему плохие злектроды насоветовал.Он сказал что эти ЛБ негорят вообще и липнут так что не отодрать,а вот "синие" самое то.1 балл
-
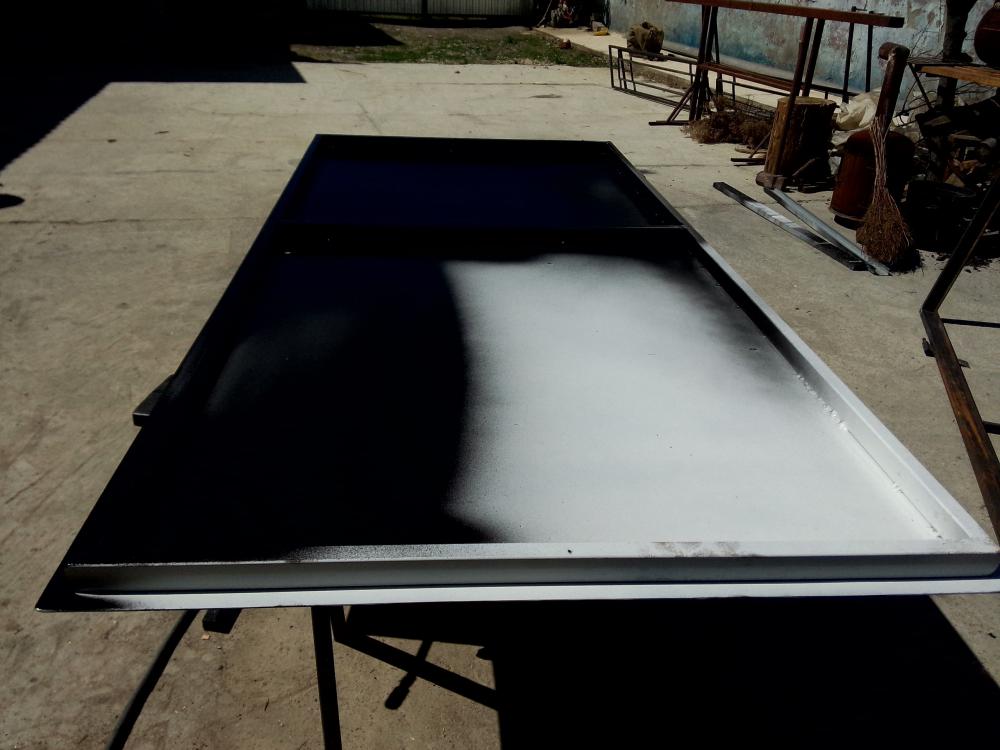
Я дурею от обсуждения. В кои веки производитель вынес свою продукцию на всеобщее обсуждение?! И понеслось, одному это, другому это.... В итоге много воды и мало толка. Для кого предназначен стол? Для детей? Женщин? Я свободно сегодня его переместил (не напрягаясь) куда надо. Там веса НЕТ! У старого стола плита не менее 70кг!! Да, тут надо напрячься, а у Дениса стол и так вполне транспортабельный. Фото, что бы не быть голословным..........
1 балл
-
всем привет мужики !!! -плазмой все получилось как сказали сделал , вот фото реза вот видео в ссылке https://yadi.sk/i/pw_E7WVp3HibWx -дверь сварили собрали и сделали так как просил человек коробка 20/40 дверь 30/20 на ребро слой урсы 50 мм лист юсб 9мм лит железа полотно 2 мм красил слой белой на железо потом черной юсб на оборот слой черной потом белая так по просил человек -петли капли взяли уголок не стал приварить к ним приварил полосу 20/3 , тем самым добился большего прелегания и больше провара
1 балл
-
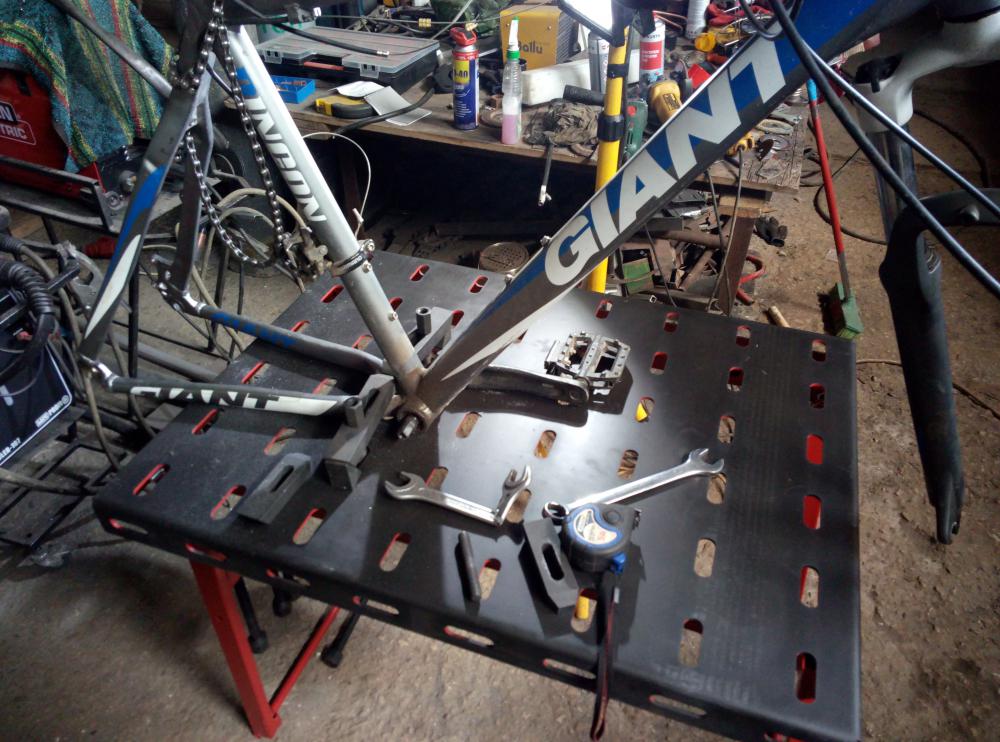
По-тиху занимаемся. Сверлильный станок готов к сборке, а притулить-то его некуда. Срочно делаем стол из профиля 40х40х3мм. Да с регулируемыми ножками. Режем заготовки. Монтажная пила только в мечтах. 230-я болгарка на станине. Режет немного косо. Время отнимается на доводку мелкой болгаркой. Ушло ровно 6 метров. http://s019.radikal.ru/i625/1705/7e/3aaceca8a633.jpg Забиваем старые заготовки для регулируемых ножек. http://s019.radikal.ru/i626/1705/1d/591d80917b5e.jpg Чтобы сварить стол для сверлилки пришлось полностью разложить сварочный стол. http://s019.radikal.ru/i612/1705/67/933d5394fa03.jpg Подгонка сделал почти идеальную. При установке на ножки стол даже не шелохнулся. Но регулировка всё равно нужна. Пол не ровный. http://s018.radikal.ru/i514/1705/5b/3e580fd5772b.jpg Ну и наконец водрузил станину на стол. Теперь можно собирать, красить подгонять. http://s014.radikal.ru/i327/1705/29/f3890e7f7c55.jpg http://s018.radikal.ru/i502/1705/f8/6eddcffd1bca.jpg А теперь парадокс. Не знаю как в других странах ехСССР, но у нас сбор отходов превращается в головную боль. Ладно там разделить металл, отходы полистирола и сополимеров(запомнил же) и остальное барахло. Дык не дай бог будут даже малейшие включения других материалов(на приёмном пункте могут завернуть всё и экология может проинспектировать на предмет косяков). На контейнеры надо вешать замки, чтобы правильно сортировали. Везде закрывают, чтобы не воровали. А у нас чтобы не подкидывали. Срочно срочно делаем запорный механизм на контейнер пластиковый. Вырезаем, сверлим, варим, подгоняем и монтируем. Остается в ушко просунуть замок и закрыть. Бедный кладовщик теперь со связкой ключей будет ходить. http://s019.radikal.ru/i609/1705/e3/e0744606bed2.jpg http://i075.radikal.ru/1705/04/f6d07603ee07.jpg http://s015.radikal.ru/i333/1705/a2/00a5bf4f76cf.jpg1 балл
-
всем привет форумчане !!! сегодня попалась на глаза старая зубная щетка . и пришла мысль а не по пробовать ли сделать одну вещь полезную , обрезал края болгаркой загладил края и получилась чудо щетка для чистки сопла и наконечника полуавтомата после на щетку одел палец перчатки ( можно думаю тряпочку чистую) протер все чисто хорошо ,чистит отлично всем советую вот фото
1 балл
-
@Денис87, погладь кота.1 балл
-
Ал с деформацией вообще ноль проблем. Висеть в воздухе не чего не должно и прижимать не обязательно. На ровную площадку по уровню и мерим диагонали , прихватки по углам из нутри и их надо делать по диагонали , дальше выставляем и прихватываем перемычки если они есть . Ну и обварка , начинаем с внутренних углов и по диагонали варим, потом наружные углы и диагональ , ну и как проварили все углы, начинаем стыковые тоже по диагонали , обварили, переворачиваем конструкцию , укладываем по уровню и обвариваем стыковые оставшийся и все должно в нулях остаться. Вот сталь совсем другое дело и вот ворота 5000мм с хвостиком + противовес , варил ТИГ по той же технологии что выше отписал , но после сварки стыковых их выгнуло дугой , то есть середина вздыбилась , почесав лысину не стал не чего рихтовать а просто перевернул и продолжил доваривать стыковые с другой стороны и к концу "эпопеи" они лежали ровнехонькие , и уже лет пять стоят и работают.
1 балл
-
@aleks 555, я бы сказал что 100% рентабельно. Так как коробка меньше 20 тыс не найти @Vovochker,автомат коробку не так просто половинки, вернее собрать в рабочее состояние1 балл
-
Потихоньку начинается сезон кондиционеров И вот попалась Мазда 6.....Авто конечно ничего но вот магистрали фреоновые швах полый. Что бы разобрать магистрали нужен специнструмент (набор стоит около 3000р). Но можно с победить и без великих затрат. Вот собственно говоря этот быстросьемный фидинг А вот штука которая позволяет без труда его снять. Без этой штуки снять его не возможно Как то вот так.Если кому нужно то сделать такой ключик у меня ушло минут 20
1 балл
-
@selco, вообще с инвалидов денег не беру. Но это не они. Администрация-тендер-подрядчик(даже не исполнитель, просто перекуп)1 балл
-
Друзья, может я чего-то не понимаю. Пандус на фото под ключ 112500 р. Это не овердофига ли? По моим грубым прикидкам тут 50 т.р. за глаза. И то по розничным ценам конкретно под один заказ. Взято отсюда: http://russos.livejournal.com/1195165.html
1 балл