Лидеры




Популярный контент
Показан контент с высокой репутацией 13.04.2016 во всех областях
-
Эксперименты,сломали зуб на экскаваторе,отнекивался от сварки до последнего,даже лб 52 у купили под это дело.В общем сварил,разделка почти на всю глубину.Интересно выдержит или нет,он как запасной пойдет,поэтому не скоро узнаю результат.
 15 баллов
15 баллов -
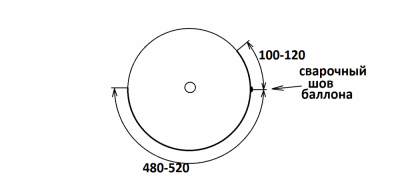
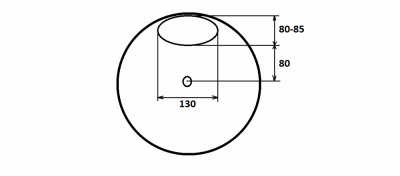
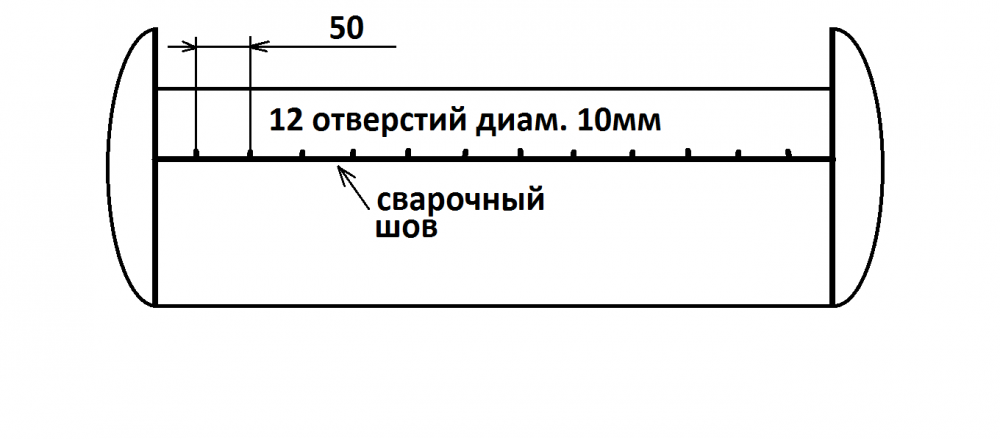
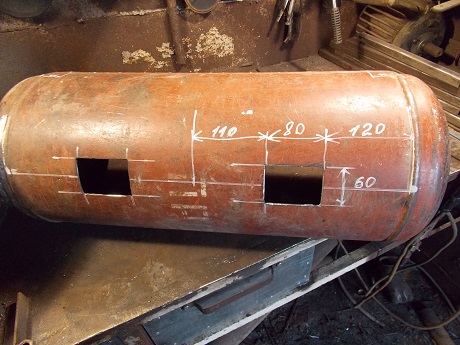
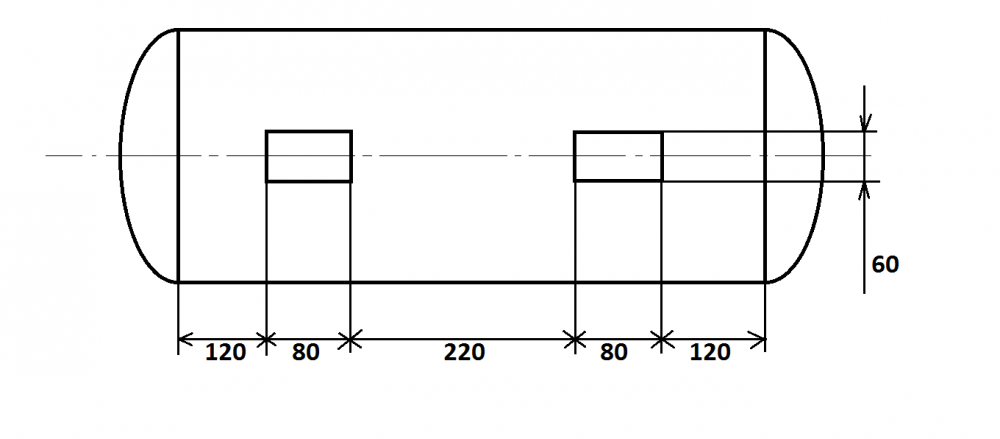
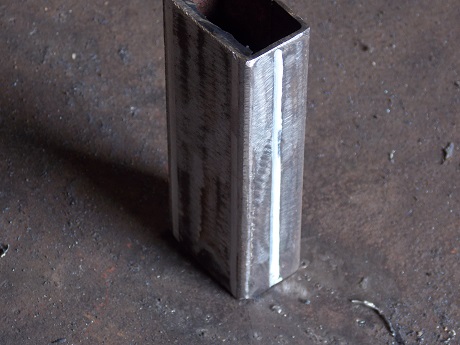
Здравствуйте, уважаемые форумчане, организаторы, спонсоры и участники конкурса! Решил принять участие в конкурсе, поскольку попросили сделать мангал-коптильню накануне конкурса, так удачно совпало. ПРЕДУПРЕЖДЕНИЕ! Описанные ниже работы требуют специальной подготовки и навыков, так как их выполнение опасно и может нанести вред здоровью. Такое изделие делаю впервые и сварщик я не профессиональный, поэтому просьба не судить строго, мангал-коптильня будет из двух баллонов для пропана 50 и 25 литров. Публиковаться будет по частям, по мере выполнения. Процесс вскрытия баллонов не запечатлел, но вкратце расскажу: Сначала разметил, где будет люк, отталкивался от продольного шва баллона 100 мм в одну сторону и 480 мм в другую, то что осталось и будет люк. Обязательно остатки газа нужно выпустить, вентиля просто так не открутились. При закрытом вентиле горелкой слегка нагрел его и хорошими ударами молотка по резьбе для редуктора сорвал с места, а далее ключом. После залил водой до полного и вкрутил вентиль на место, далее вырезал небольшой болгаркой люк по разметке и обрезал всё лишнее. Вырезать нужно очень аккуратно, сильно не углубляясь , около шва, так как внутри баллона под швами есть центрующее кольцо, которое в дальнейшем будет служить уплотнением под люком. Заварил отверстия от вентилей. Разметил отверстие для сращивания баллонов, Отверстие вырезал маленькой болгаркой огрызками кругов и подгонял примеряя к другому баллону до плотного прилегания, В итоге получилось вот так: Потом приложив баллон с отверстием к другому баллону в нужном месте обвёл и аналогичным способом вырезал ответное отверстие. Сварил их между собой примерно (на глаз) отцентровав, но потом понял что поторопился (неудобно манипулировать на столе), лучше это сделать в конце, когда его не надо будет вертеть в разные стороны. Над сварным швом просверлил отверстия диаметром 10 мм , для установки в них шампуров , всего 12 отверстий через 50 мм.С другой стороны будут прорези для установки винтовой части шампура. Далее вырезал отверстия для поддува. Сделал два , чтобы был более равномерный доступ воздуха. Из листа 2 мм сделал заслонки , которые будут регулировать подачу воздуха под угли и из кусочка профильной трубы 20 х 40 изготовил направляющие для заслонок. Установил , приварил. Потом приварил уплотнители под люки из полосы 35 мм со стороны , где будут прорези под шампуры и 20 мм на остальные. Ну вот и дошла очередь до колосника, сделал из трубы диаметром 100 мм , разрезанной вдоль пополам . В одной половинке просверлил отверстия , расположенные в четыре ряда, по два с краёв ,к нему по торцам приварил бортики и посередине съёмный бортик, что даёт возможность жарить, либо до шести ,либо до двенадцати шашлыков. Колосник съёмный , для чистки золы из под него. Продолжение следует... Конкурсная работа №17 в рамках Конкурса сварщиков «Мангал своими руками» Генеральный спонсор конкурса ТМ «СВАРОГ» — российский бренд сварочного оборудования. http://websvarka.ru/images/forum/logo_svarog250.png
11 баллов
-
Перенос дышла на прицепе Wielton, сварка полуавтоматом Kemppi Fitweld, данный аппарат радует да и отбился уже давно.
11 баллов
-
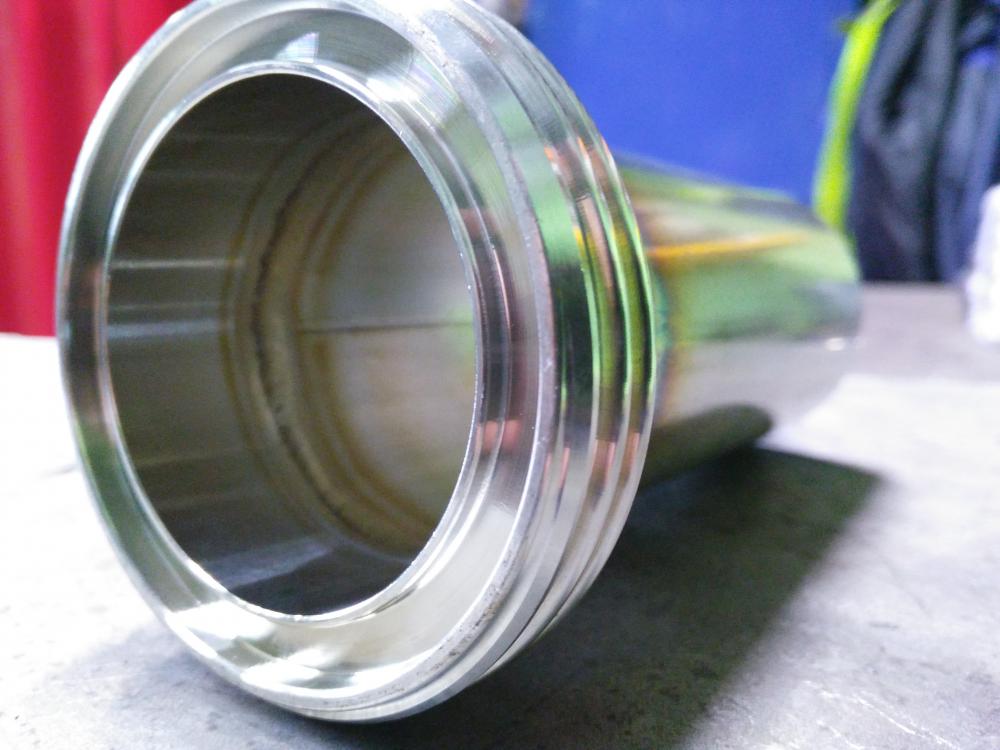
Нержавеечка
11 баллов
-
немного фоток из энергетики и перерыва в выходные на водные процедуры на берегу волги
8 баллов
-
вот сегодня закончил, грубовато немного получилось. Но заказчик доволен.
7 баллов
-
Теплообменник с груз. капотника , обломили при установке. Привезли в масле и грязи , отмыл ну и сама работа, металл полное Г кипит и пузырит. Пришлось применять и ТИГ и МИГ , да в добавок за фрезер станок поработать.
7 баллов
-
@Гарик62, Получил в лучшем виде! Добротно сделано Лучше один раз подержать в руках, чем смотреть на фото.
6 баллов
-
@russia811, Про кислоту правильно сказали,её не только на металле можно использовать,но и успешно на цветном.Удалять окислы очень удобно,тем более в скрытых полостях.Надписи или то что не хотелось бы подвергать воздействию кислоты можно замазать воском.При работе в закрытых помещениях не забыть ,что при реакции выделяются горючие и вредные газы,проветривать.После необходимой обработки вымочить и промыть в растворе обычной соды,она прекратит реакцию кислоты.Если есть скрытые полости,то замочить в растворе соды на нужное время,при необходимости простукивать и перемешивать.Температура раствора влияет на скорость реакции.Если нужно побыстрее,поставить в тёплое место или подогреть.Потом промыть водой,после всех процедур.Дальше по желанию)
6 баллов
-
Выписка из сертификата: Cu-основа, Ni-5,63, Mn0,51 Fe1,22 Si-0,17 Ti-0,23 Pb-0,005 Zn-0,5 C-0,03 Кобальт если присутствует, то его там следы, т.е. менее 0.01%. Специально легировать кобальтом ни кто не будет, по госту не должно быть.5 баллов
-
Почему мне приносят детали когда они уже побывали в лапах других архонщиков?Приходится наплавлять выженные части.
4 балла
-
Бампер из нержи и передний багажник с выносным радиатором.
4 балла
-
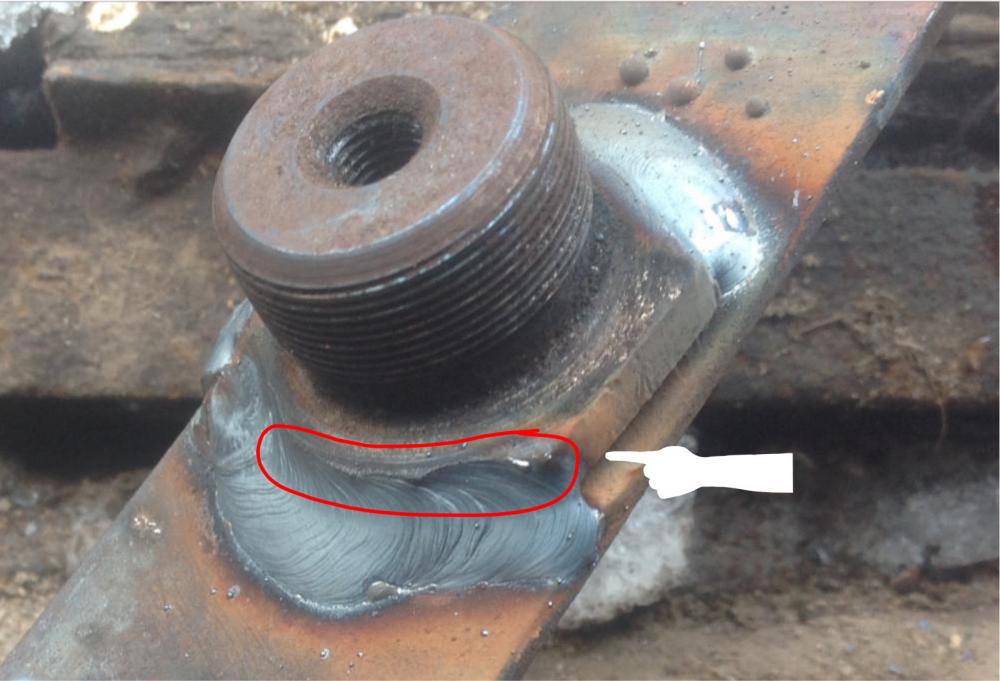
Вот обведенна сменная коронка, а крепиться она на адаптеры. А за коронкой на фото идут адаптеры, и межзубьевая защита.
4 балла
-
Когда на прииске начались трудные времена и поставки з/частей свелись на минимум , довольно часто варили ( я не участвовал , работал по другому профилю ) стойки рыхлителя и Катерпиллера , и Коматцу . При должном последующем отношении к ним , ещё немало грунта вспахивали . Конечно , процесс сварки был адский - в артели довелось наблюдать . Варили УОНИИ и постоянный подогрев резаком. Вся процедура без перерыва .4 балла
-
А как иначе? Мне проще - я полностью, от начала и до конца сам работу делаю. Начиная от сварки и кончая финишной мехобработкой.4 балла
-
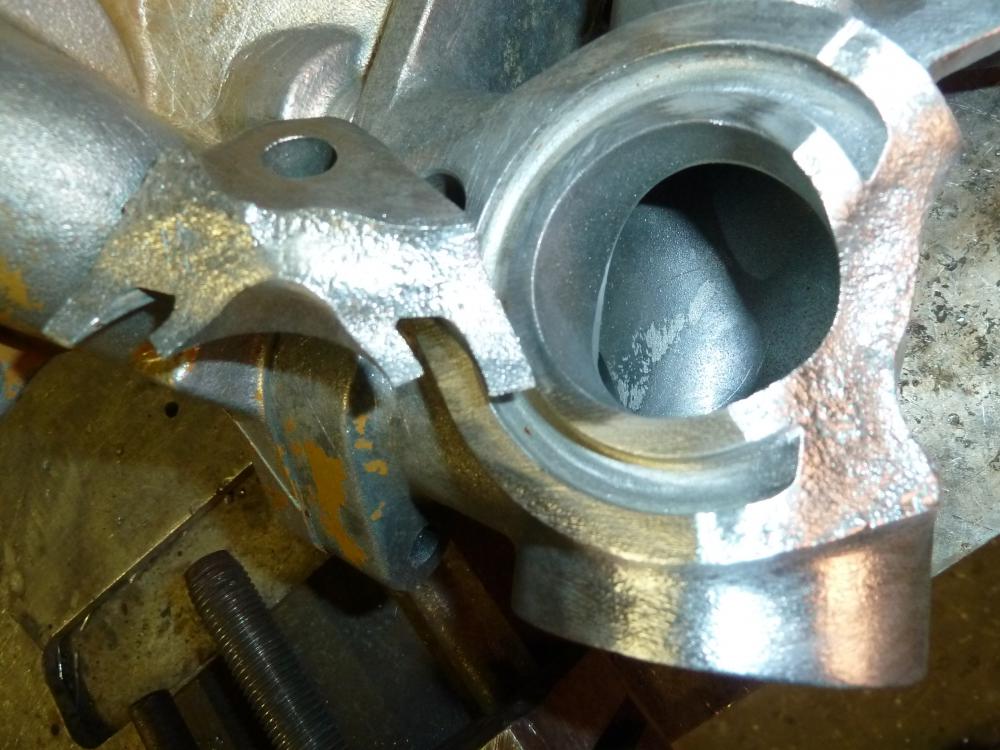
@krech, ничего не имею против Вашей работы. Просто хочу сказать что ПАНЧ в полуавтомате работу эту не сделает (хорошо как хотелось бы). И даю советы не исходя из теоретических изысканий а на основе опыта. Чугун разный бывает на постелях? Нет наверное степень засраности маслом разная. Когда совсем плохо - выжигаю горелкой за несколько проходов. Становится лучше. Просто Вы швы поперечными косичками кладете, мне привычней в данной работе капли. На первых фото блок с самосвала Либхер, на второй партии фото МАН
4 балла
-
Космонавты- наши братья СварщикИ !!!
4 балла
-
@chdv1971,Торт хороший. А я такой жрал.
4 балла
-
Сегодня неплохой урожай. http://s017.radikal.ru/i429/1604/3f/d85556623100.jpg http://s017.radikal.ru/i425/1604/19/03bb76a6bdf7.jpg http://s017.radikal.ru/i415/1604/78/e8053be599ae.jpg4 балла
-
Регулярно делаю подобную работу. Делаю ТИГом присадка пруток 30Ni60Cu10Fe - практически идеально. Панчем пробовал - поры и ТИгом и полуавтоматом (последним хуже). Полуавтоматом и на прямой и на обратной и в аргоне и в Со2 и в смеси. Ерунда. При мехобработке поры. Подозреваю что постель хорошо масло в себя вбирает - из-за этого и поры. Я смотрю у некоторых одна присадка на все случаи жизни. Хотим деньги зарабатывать но на материал не тратиться.
4 балла
-
чего то сообщения у меня разорванные получаются.... ну да ладно. после этого решил пока заготовки подостынут решил просверлить отверстие в дне начал с 5мм ,но потом решил сделать через ряд побольше(один ряд 5мм следующий 7 мм) пока сверлили заготовки уже покрылись инеем)))) болгаркой подравнял ,лепестком снял фаску и настучал их по морде -по морде ручником фактурным!!! после всего этого безобразия и издевательства над листовым металлом решил приварить дно к самому коробу. скажу сразу ни разу не приваривал дно сплошняком ,так же как и борта(просто не вижу в этом смысла). варю прихватками снизу через 2 см ,сверху через 5 см . закончив с коробом очень резко решил переключиться на крышку)))),ну а чего наверное пора уже..да? на крышке будет лист 2мм- моё мнение ,что больше он там не нужен.ну а смысл? при закрытой крышке жарить мясо не будут,только если подогреют чего ,но в этом случае она температуру выдержит. в общем вырезал лист,загнул на вальцах. опосля этих манипуляций с 2мм ,окончательно созрел для того ,чтобы сделать боковинки на крышку... и опять вжик-вжик(плазмой её ,плазмой!!!) чесно говоря просто прихватил снутри,снаружи боковинки ещё не обваривал))) на сегодняшний день с мангалом закончил..... может завтра продолжу издеваться над металлом.
3 балла
-
@mehanik1102,В смеси напряжение убавить. Настроенно было для СО2, добавал аргон и (очень жарко стало).
3 балла
-
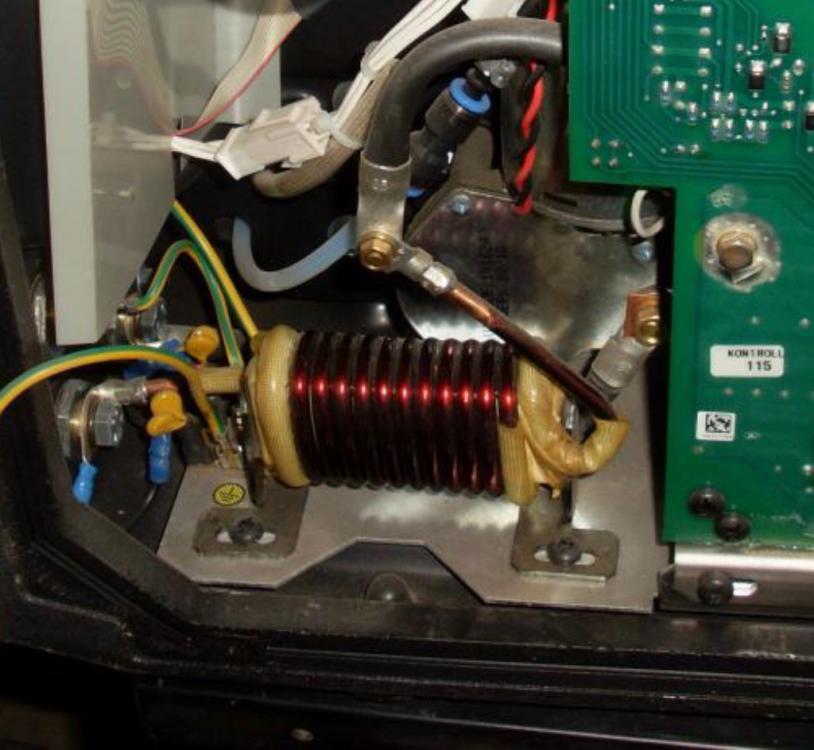
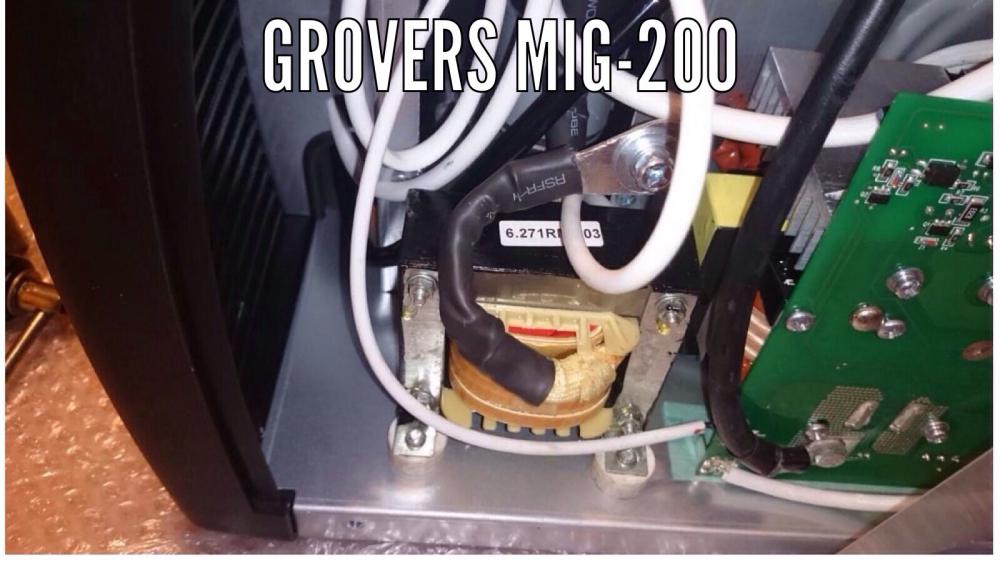
@SergDemin,В grovers mig-200 (ОС) после дроселя. Может самаделкиным будет интересно ewm picomig-180 puls ( железяка квадратов 9 ну а витки и так видно).
3 балла
-
@mehanik1102,Если проблем с измерением (изготовлением) нет то 20-30 мкГн. для ПА., болльше дуга (тянуться) будет. Электронный дросель хорош в смеси для СО2 добавляют на железе. Вот пример, в аппарате и электронный и (железяка).
3 балла
-
Трилон Б применяют для промывки теплоэнергетического оборудования, труб, котлов; водоподготовки в котельных и теплосетях; в производстве бытовой химии и синтетических моющих средств; в виде стабилизатора в процессах полимеризации; в целлюлозно-бумажной промышленности; при производстве каучука; в аналитической химии и в многих других областях. Продаётся в магазинах химреактивов как мешками по 25 кг, так и в мелкой таре по 1 кг.3 балла
-
Производитель Dratec. германия. Покупал из Польши (под торговой маркой Most) Классификация: DIN 1733: S - CuNi 30 Fe Alloy-No.: 2.0837 AWS A-5.11: ER CuNi DT-2.0837 Этой тоже пользовался: Классификация: EN ISO 18274: SG – NiCu30Mn3Ti (S Ni 4060) Werkstoff Nr. 2.4377 AWS A5.14-Bezeichnung: ER NiCu7 DT-2.43773 балла
-
До сварки деталей между собой - пока не дошел, пробовал только кузовное железо в стык и внахлест в разных пространственных положениях ... А настраивал, составлял себе табличку где варит - на пластинке 5 мм. От минимальных настроек, где только начинает варить, до максимума подачи проволоки (свист с завыванием) ... удивило, что проволокой 0,6 мм можно в 5 мм железе дырки сделать. У меня самая "толстая" з/ч будет 2 мм к 0,8 мм - тоже сначала на кусочках потренируюсь.
3 балла
-
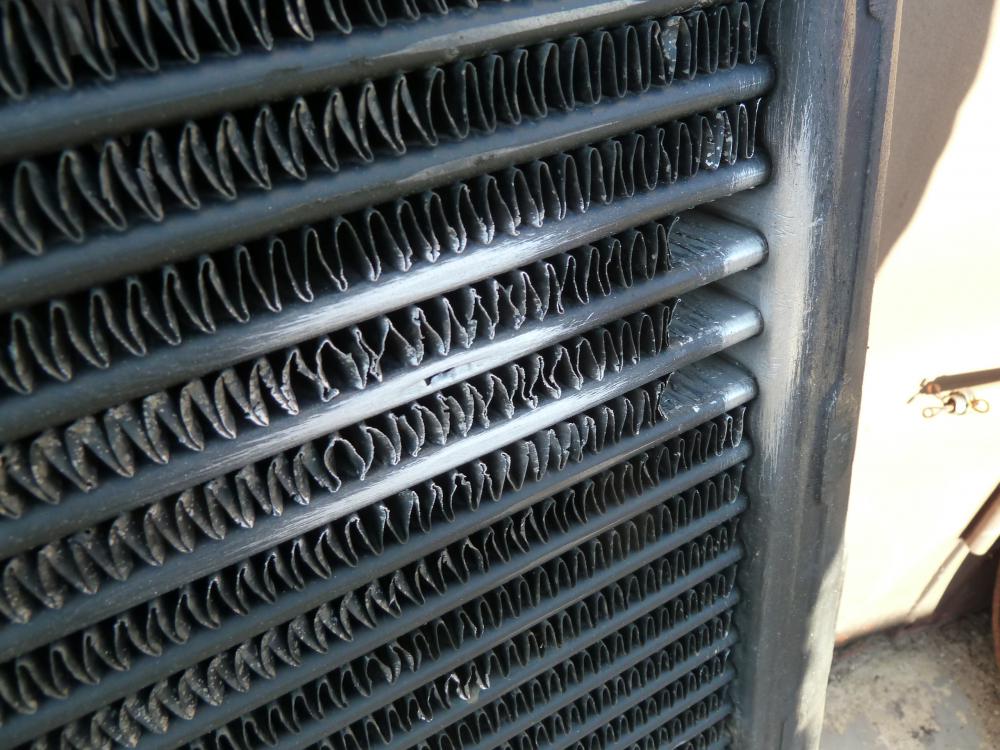
Михаил , здесь солидарен с тобой на 100% и вот пример. Привезли интеркулер с Volvo здоровенный потертости сот но это не проблема , а главная проблема утечка с трубной доски . В общем очистил все и без пескоструя , соты подварил а вот у трубной доски как не вертел горелку (примерял) так и не смог найти положения горелки чтобы все проварить. С пайкой у меня пока засада нет расходников , клиент уговаривал залить "клеем" но я уговорил его отказаться от этой затеи. Притащил в гараж ПК и нашли в Балашихе " ПАЙКУ" ну и отправил его туды. Клиент доволен звонил и уже работает как неделю.
3 балла
-
Чего не сделаешь для науки. Это все александровский панч 0,8 .Сковородка с полным проваром.
3 балла
-
ни как. Сварка и деформация это как электричество и магнетизм, не существуют в разрыве.У моего товарища на заводе, в цехе нестандартного оборудования, начальство приносит ему отфрезерованную чуть ли в нули деталь с соосно расточенными отверстиями и требует приварить к ней обвесы и что бы допуски не ушли. Результат этой задумки ясен - пара миллиметров в стороны и матюги сварщика. ИМХО: сварочные деформации предотвратить не возможно, их можно только грамотно минимизировать, но не до станочных допусков. Сотки пусть ловят токаря, но не сварщики и слесаря. С уважением.3 балла
-
Импорто замещение в действии. Последнее время приходится очень много подтачивать о обтачивать дремелем. В связи со стоимостью доллара очень подорожала расходка для бор машинок. Оригинальные зачистные круги дремель стоят 200 рублей 5 штук. Где то подсмотрел что народ делает маленькие круги из больших от болгарки. Решил попробовать. Из одного отрезного диска 125 толшиной 1 мм получается примерно 8 маленьких. Результатом очень доволен. Ну и цена за диск 4 рубля очень радует.
3 балла
-
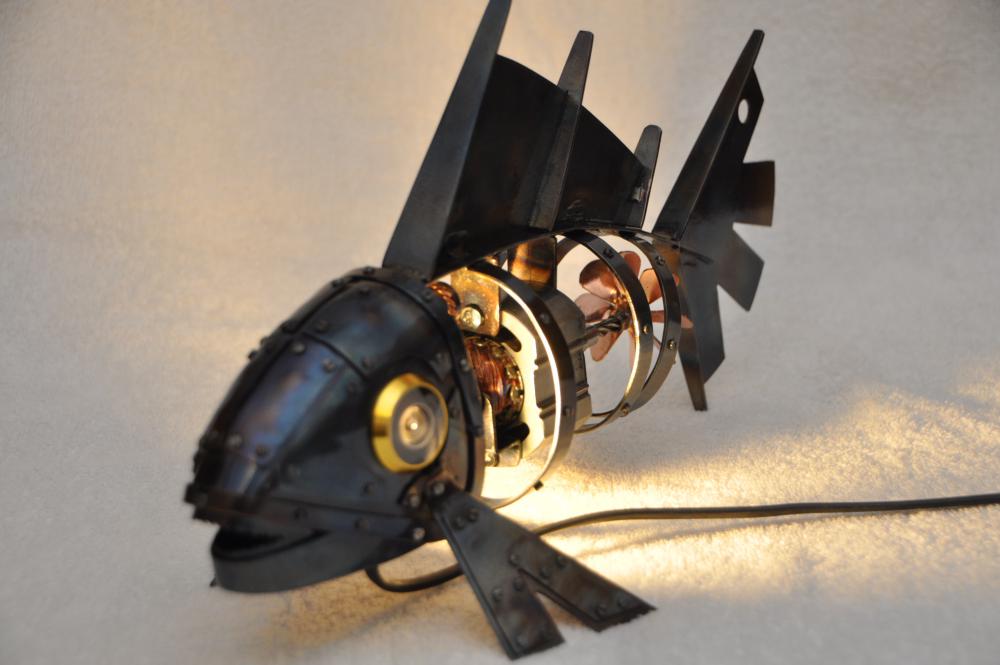
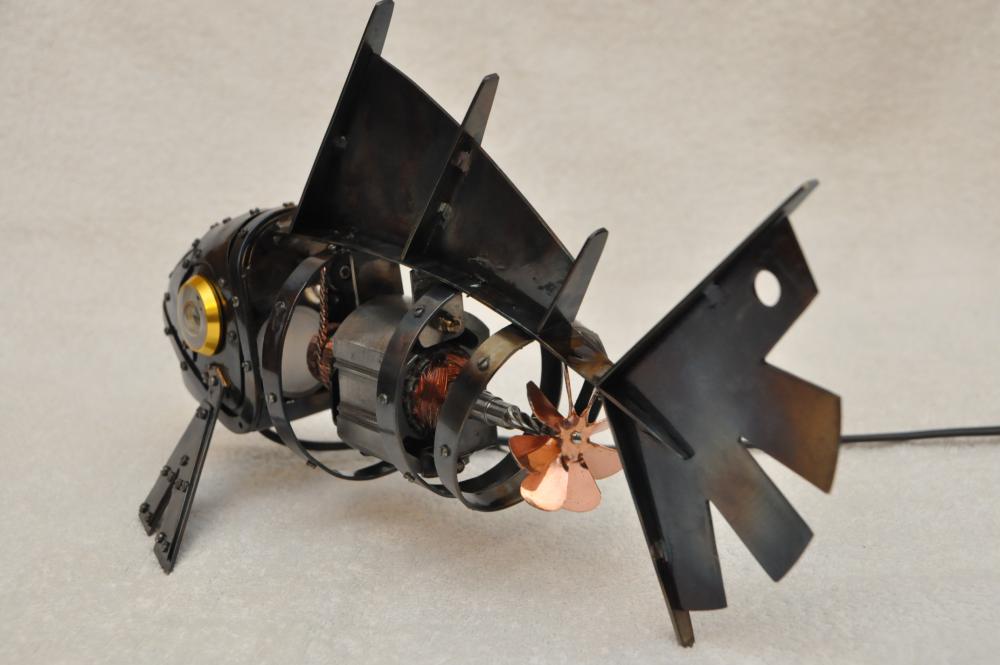
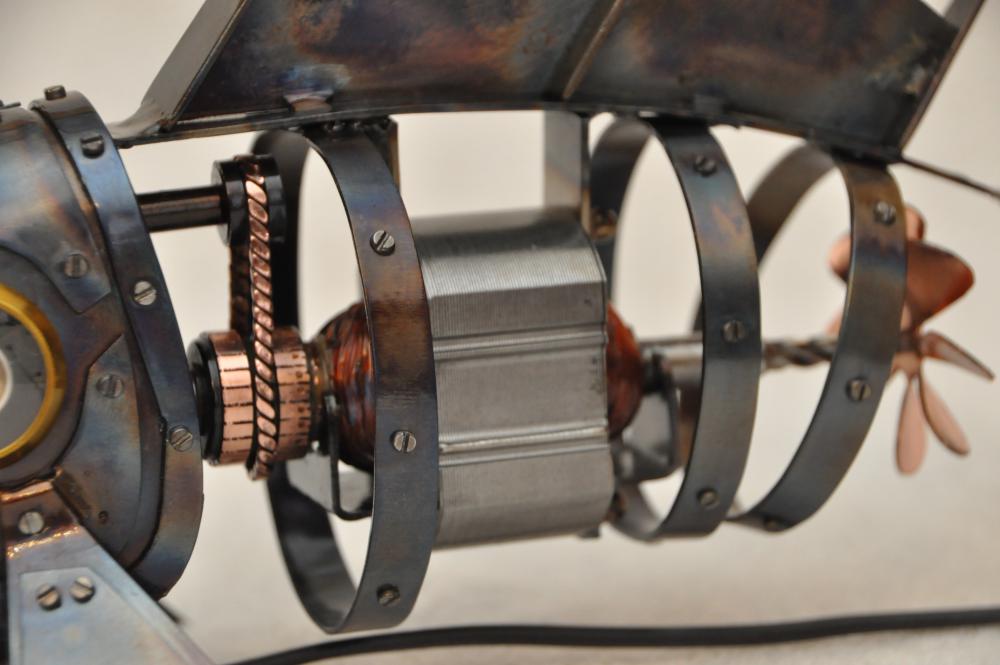
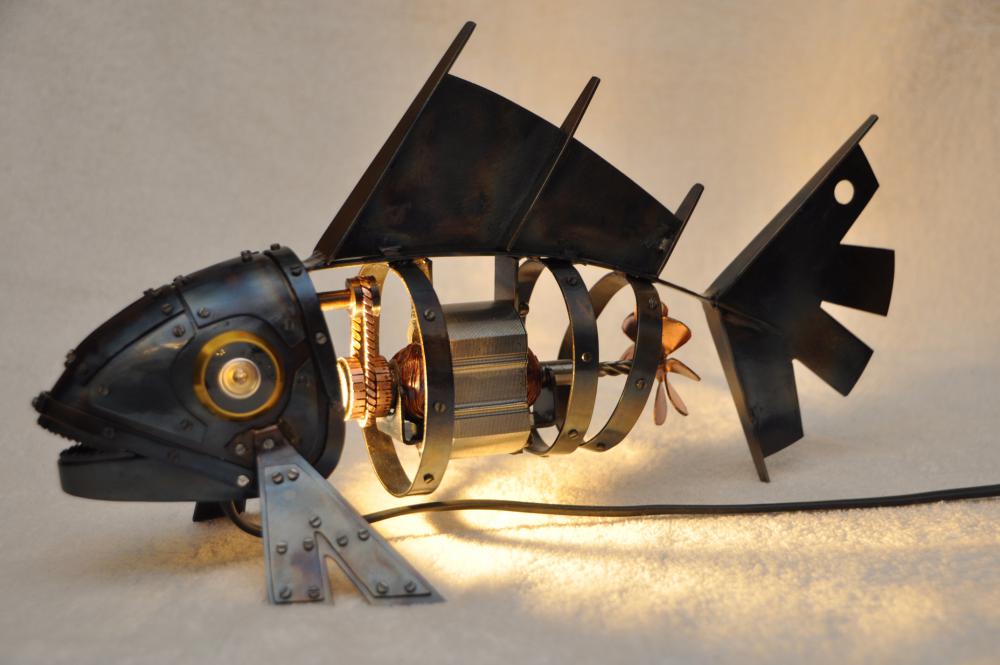
Кто то сказал "не знаешь что делать делай рыбу". Делаю сейчас ещё один вагон метро. Но что то вообще не идет. Решил немного развлечься. Сначала была сделана голова. А уж тушку потом придумал. В сервисе отдали запчасть от машины которую хотел применить. А потом в хламе нашлась сломанная китайская болгарка. В итоге она и стала двигателем механоида. Сама атомная установка находится в голове а мотор приводится в движение ременной передачей. Длинна получилась 23 см. В голове стоит светодиодная лампа. Голова не греется вообще.
3 балла
-
Всех летунов поздравляю с днём космонавтики! https://youtu.be/lVRoJwV0vDE2 балла
-
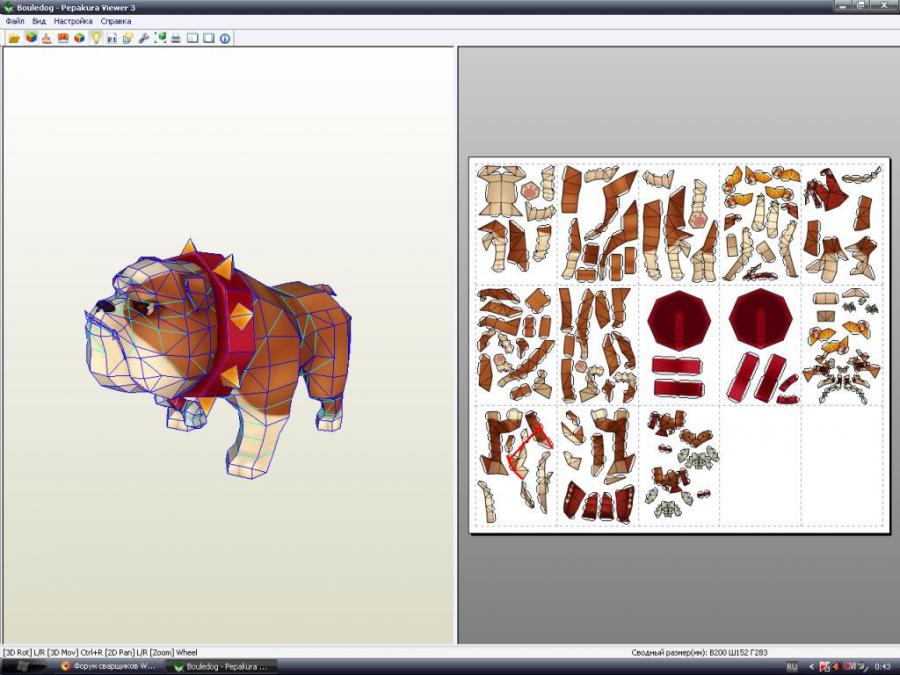
Есть одна интересная программка - Pepakura Viewer 3 . Она делает выкройки из трехмерных моделей. Модели можно рыть в интернете.Выкройки делает под склейку. Разумеется с ярлычками под стык. Но их можно обрезать. По ним можно навырезать из металла деталей и сварить объемную модель. Ну и закруглить если охота или оставить как есть брутальной. пример открытой программы с моделью бульдога. С лева модель, с права раскрой. При нажатии на любой сегмент в любом поле, подсвечивается сегмент в противоположном поле.
2 балла
-
@Andrew,Опять,как-то медленно работает.2 балла
-
Для начинающего нормально.Я думал будет так. А хотелось так. Нерж 0,5мм.
2 балла
-
3D модель самая лучшая!И в руках повертеть и примерить по месту.
2 балла
-
@qwerty444,пирометром- прибор для бесконтактного определения температуры, или мелками реагирующими на определённую температуру. Ну 100° наверное и на плевок определить можно- температура кипеня. Но вообще всё таки спецсредствами, а не на глаз.2 балла
-
Я привариваю баллон (башмак, чё ему будет?) к порогу ворот и влёгкую откручиваю, или привариваю рычаг к тому же башмаку сажусь на баллон и кручу.2 балла
-
@Степан Некрасов,чесно говоря ниразу не приходилось делать коптильни....буду смотреть и следить)))).2 балла
-
Теплица пристройка к дому
2 балла
-
Сергей,это немного измененный МН 25( на 5% больше никеля и на 0,7% марганца),практически тот же самый материал ,из чего были сделаны советские рубли2 балла
-
@SergDemin, @mehanik1102, чинил уведомления при цитировании (теперь работают). Язык вернул обратно.2 балла
-
@Влад Соболев,Так пойдет?
2 балла
-
Я тоже ее делаю и не регулярно а более чем регулярно. http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=155258 а тут постель очень большая , с проковкой деланно , и без пор после обработки (одна вроде вылезла) http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=155707 Svarkin71 и еще вопрос , "ваша" присадка хорошо легла , после обработки без пор , хотя чугун (постели) разный бывает . Льется она наверно не важно , гляжу на швы , как каша .2 балла
-
Варил с педалью TIG, 20 дюймовый диск от БМВ X6, подкрасил из баллончика краской хром для литых дисков.. Сравнил со своей машинехой.
2 балла
-
Про казусы. Добрался до фото сессии. Радиатор приезжает второй раз (точнее его привозят ). Радиатор от новой газели с дизельным движком. Радиатор и интеркулер соединены по середине двумя пластинками, эти пластинки вибрацией (или еще какой неведомой силой) отрывает и он успевает протереться друг о друга. Первый "поход" клиенты делали к диметчикам (ранние описывал проблемы после их ремонта) и этот раз рассмотрел как был отремонтированы соты - на фото черная точка видна (надо было по свежему сфоткать) я как то возненавидел пайку АЛ, тем более сот радиатора да и к тому же после димета. Принял решение глушить три трубки, одна сторона (где димет не прикасался) проблем не создало а вот там где побывала рука "мастера" да плюс залили туда лака т.к. им устранить течь не удалось но и клиенту не сказали а мне всю эту дрянь надо выжигать ТИГом (хорошо не додумался применить СО2 ) . в итоге залепил. Далее решил теперь укрепить радиаторы между собой дополнительными уголками, надеюсь теперь рвать его так не будет. Отдельноее обращение к мастерам кто пользует димет - не надо лить всякую хрень, если не получилось запылить - это раз, во вторых - не надо лениться и убирать ламели между сот и тогда легко можно запылить но предварительно отпескоструить. В третьих - если предполагается все же сварка то даже не пытайтесь туда пхать свой порошок (вам будет икаться). Вот она шишка от димета так пришлось лепить другая сторона интересная вставка насквозь соты сплашняком (наверное для усиления) Правильно фото не получилось вставить.
2 балла
-
https://www.youtube.com/watch?v=rw7bDw6-xw02 балла
-
Кабы мне его твёрдость руки, а ежель он был бы сварщиком ? https://www.youtube.com/watch?v=FfwZFCbMrtc2 балла
-
Сделал очередной сварочный фетиш . Старая подставка под горелку тиг уехала вместе со старым сварочным столиком. Новому столу подарил новую подставку (большому кораблю большая торпеда). Аж на две горелки. Чтобы всё было под руками. Подставку сделал из старого детского конька, трубки нержавейки, магнитов от винчестера, токарь выточил кое чего, шариков от подшипников. Подставка ставится на два положения( параллельно поверхности стола и сбоку). Магниты вклеил в тарелки и залил клеем эпоксидным. Ну и немного видоса с моим гнусавым голосом. http://s020.radikal.ru/i706/1603/7b/bd572c1f4ef1.jpg http://s017.radikal.ru/i432/1603/14/5fca9f6f469d.jpg http://s019.radikal.ru/i640/1603/c8/efeb4fa5363f.jpg http://s017.radikal.ru/i435/1603/97/3b7559c2aed8.jpg http://s018.radikal.ru/i526/1603/e8/f203e537e2fa.jpg https://www.youtube.com/watch?v=cPl0uWqbv8Y2 балла