Лидеры




Популярный контент
Показан контент с высокой репутацией 16.10.2015 в Сообщения
-
Будень. Точнее - выходной, т.к. конвейер останавливается только на выходные. Всё началось с того, что я приболел. Мои законные 37 и 5, но договорённость-есть договорённость и пришлось ехать. Когда приехал, то понял, что работать предстоит почти в холодильнике при +8 градусов. Хуже было другое: между канализационными лотками (их и надо было сварить между собой) в полу зазоры (с позволения сказать) в палец, зазоры забиты плитонитом, пропитаны мясным жиром и под лотками вода. Веселье полное. РАДС отпала сразу. РЭДС хорошо пошло бы, но зазор в палец и толщина стенки в 1,5мм сделали мне фигвам, т.е. национальную индейскую избу. Пришлось расчехлить п/а. работал без проплавления, иначе сразу был пых и турецкая баня с ароматом свиных шкварок. В общей сложности-чуть более метра шва в течение 5 часов. Удовольствие-ниже среднего.
 11 баллов
11 баллов -
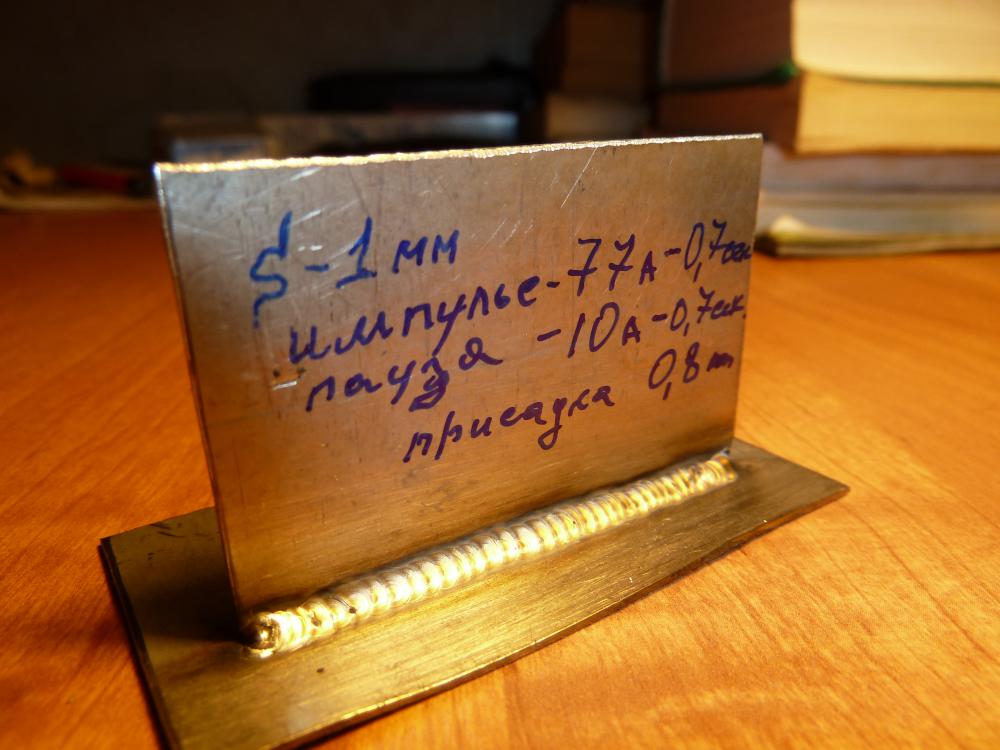
@Коке, Вчера YOTA не дала договорить и отключила (на профилактику) глаза и уши. Технология как мне видется и я бы так и сделал такова. Собираете на прихватки все , на внутренний угол профиль. трубу из Ал сплава со спиленной вершинкой и отверстиями для поддува, вот вам нарисовал примерно, закрепить зажимами или другими средствами чтобы была жесткость и нерж не корежило (торцы на рисунке не стал закрывать, в натуре можно скотчем или заглушки поставить) На наружный угол готовите тоже из Ал уголка вот такие салазки и по ним будете тащить горелку, тоже жестко закрепить и прижать для отвода тепла. Прижимы придумайте сами как удобнее будет в вашем случае, самое главное чтобы они прижали крепко и надежно , но вот примерно покажу какие я для "ящиков" на скору руку сделал из уже имеющихся. Ну и можно приступить к сварке, на внутренний угол подаем поддув через Ал трубу , а варить будем наружный угол по направляющей, она же обеспечит хорошую защиту. По току советов не буду давать, все зависит от скорости рук и тренировок (сварщик как спортсмен без тренировок и пробных стартов олимпийским чемпионом не стать), но я бы примерно для себя выбрал ток в пределах 80-100А , можно в импульсном пробовать . И так обварили по наружи "ящик" (с перестановкой приспособлений) и внутри должен остаться замечательный обратный валик. Если что в нем не устроит можно горелочькой подправить. А можно и внутренний шов пройти по валику без присадки можно и с присадкой (смотря какой обратный валик получился) в импульсе или без импульса, и не забудьте на уже сваренный наружный шов положить Ал уголок и поддув, вот фотка в импульсе 1мм на фотке параметры есть и диаметр присадка В общем хлопотно, дольше, но зато все будет высшей категории и если все правильно сделаете то и травить не придется. И не забывайте, первым делом тренировки , иначе не видать медали.
9 баллов
-
Сверлим дырдочки на двадцать семь: http://s018.radikal.ru/i528/1510/d4/b6af3d3288f5t.jpg Чуть ближе: http://s018.radikal.ru/i509/1510/38/eec302072bcct.jpg С другой стороны: http://s019.radikal.ru/i639/1510/a3/e51fe9115d7bt.jpg Беларусь однако: http://s019.radikal.ru/i617/1510/6d/45785d20771bt.jpg Сверлит очень точно и качественно: http://s019.radikal.ru/i628/1510/6c/2c0369f8f36bt.jpg Можно сверлить в любом пространственном положении, однако СОЖ только самотёком. То есть на стене придётся подавать вручную.Электромагнит довольно мощный. Руками оторвать её не получиться. Однако если примагнитилась плохо, то не запускается. Умная зараза. Сверло, вид снизу: http://s017.radikal.ru/i420/1510/ca/7a55bb3bb043t.jpg Все зубы разные, самому заточить не реально. Но и тупится оно очень медленно. Это уже второе сверло. Первое просверлило примерно три сотни отверстий. Из них 200 шт. в листе толщиной 25 мм сталь 09г2с. Недостатки очень не значительные. Не стоят того чтоб их расписывать.8 баллов
-
Как прекрасны наши края. , Фазаны бегают,по ночам шакалы воют,полное погружение в природу.Один день не работали(дождь пошёл)Подсохло после обеда,на следующий день.И понеслось... Ветер порывами до 9м/с. ,то ещё развлечение. По завершению работы малая приборка.
8 баллов
-
Слушайте, а почему тогда человек с Резонвера так выпытывал на выставке, где мы берём аппараты и так вскользь проскользнуло, что им нужно где-то заказывать другие модели аппаратов? Не придумываю. Говорю как было.8 баллов
-
@Aleksbychkov, поймите, форумчане не то чтобы недоверчивые и злые, а просто не любят когда их держат за идиотов, особенно всякие продаваны, лоховоды и "изобретатели", жаждущие на чужом горбу покататься. Поначалу вы оказались крайним... могло сложиться впечатление: потому я и уточнял как вы попали в эту тему. так уже проще, понятнее и "негатива поменьше должно быть" У вас определённо талант "попадать" на горячие темы (примите как добрую шутку). Для селфи много времени не надо, странные ассоциации, но: VS Всё, забрасываю стройку санузла, спальни и детской и берусь за гараж.
6 баллов
-
Русские, пожалуй, единственная нация в мире, которая может попасть пятьюстами килограммами взрывчатки в окошко блиндажа с расстояния полторы тысячи километров, и промазать мячом по пустым футбольным воротам с 10 метров.....6 баллов
-
Что то будни у меня в последнее время по большей части монтажные не без РДСа. Электроды марки " что под руку подвернулось, пролежав на складе скокато лет". P.S. Да, и варить веселее по краске! =)))
6 баллов
-
Память не подвела здравого пацу Сварочный инвертор ВМЕ-160 http://svarko24.ru/upload/catalog/3803a83ae9c0152b375ab40076fb10ab.jpeg Текст взят с официального сайта www.minisvarka.ru5 баллов
-
Такие угловые струбцины сделал,примитив конечно,но вполне работоспособны.
5 баллов
-
Ниссан-попрошайка http://lols.ru/uploads/posts/2011-01/1295508948_2.jpg5 баллов
-
Веселее люминь по маслу!!!!4 балла
-
http://4.404content.com/1/F5/DC/732614102636300073/fullsize.jpg Чmo вы знаете о бесполезности? На следующей неделе прилетает Марти МакФлай :-) Вы готовы?4 балла
-
мужики за фото и вообще прошу строго не судить меня,я новичок как бы в этом , и работать сложнее мне в моей ситуации,буду рад подсказкам и советам,но варить люблю честно скажу,это мое,нравится мне,да может вредно и все в этом роде ожоги и все такое,но лучше думаю худо да бедно работать чем мотать нюни на кулак и говорить все плохо,бывает так же мото технику делаю и скутеры были и красил было4 балла
-
Мои будни
4 балла
-
Вставлю свои пять копеек.Люди разработали,собрали некоторое количество аппаратов,(парочка постоянно засвечивается)и начали рекламную акцию.Собрали из различных фондов финансов на доработку и дело не сдвинулось.Но, многие услышали название,отзывы в расчёт не берутся.потом сам брэнд продаётся.3 балла
-
Не кончается, синее море(с.)http://f2.s.qip.ru/IA4wMDTt.png3 балла
-
Сварщик на строительстве судоверфи в Большом Камне3 балла
-
Почему именно надо варить внутренний угловой шов? Лучше наружный шов положить с полным проплавлением и с подкладкой,поддувом (искусство требует жертв) и будет легче быстрее, качественней и красивей Фотки давайте ваших моек, каким аппаратом варить будете.
3 балла
-
http://rezonver.com/wp-content/uploads/Rezonver.jpg http://rezonver.com/wp-content/uploads/1.jpg2 балла
-
Про аппараты Резонвер на сайте "сделано у нас" http://sdelanounas.ru/blogs/66250/ http://sdelanounas.ru/i/c/2/s/c2sucnUvY2ZzLWZpbGUuYXNoeC9fX2tleS9jb21tdW5pdHlzZXJ2ZXItYmxvZ3MtY29tcG9uZW50cy13ZWJsb2dmaWxlcy8wMC0wMC0wMC02MC0xMS9fMjAwNDE1MDQxNzA0MUUwNDFEMDQxMjA0MTUwNDIwMDQyRDAwMTIwNF8tXzIwMDQxMDA0MTEwNDFFMDQyMjA0MTUwNF8uanBnP19faWQ9NjYyNTA=.jpg А это уже интереснее http://cs623621.vk.me/v623621639/d192/vHH1IIc9-IQ.jpg http://rezonver.com/wp-content/uploads/IMG_2269-1-2.jpg2 балла
-
Так аппарат(ы) есть или его (их) нет? Если есть - представьте... Можете выбрать любого из московских форумчан и провести "показательное" выступление. Если аппарата нет - то тема носит чисто языкочесательный и развлекательный характер. PS претензии к Георгию по поводу Торуса, как минимум, неосновательны - он проводил испытания так, как было оговорено с фирмой-изготовителем. Всех все устроило...2 балла
-
2 балла
-
@Psihoz,моргмейл хорошее видео сделал по этому поводу.2 балла
-
Страшно когда не горит ,может приопределенных условиях взрыв быть(на низком давлении) ,если горит постоянно лицо подальше вперед и с песней варить,это я как действующий слесарь "пироман"насмотрелся.Аотверстие наше звено заварило бы так ,стальной конус (выточить у токаря ,на болгарке заточить и т д) забить в отверстие и заварить ,лишнее отрезать и зачистить(красить не наш профиль,нам западло)2 балла
-
В моей бурной сварочной жизни были, конечно, похожие приколы , заваривал под ПНГ трубы, газ горит но сварке не мешает, давление должно быть чуть больше атмосферного, чтобы воздух не пошёл в трубу-варится нормально, так что не колотись, потренируйся и в бой...а лучше на больничный с насморком-нах с такого мопеда.. ну придумали же конкурс, свистеть-тарахтеть...2 балла
-
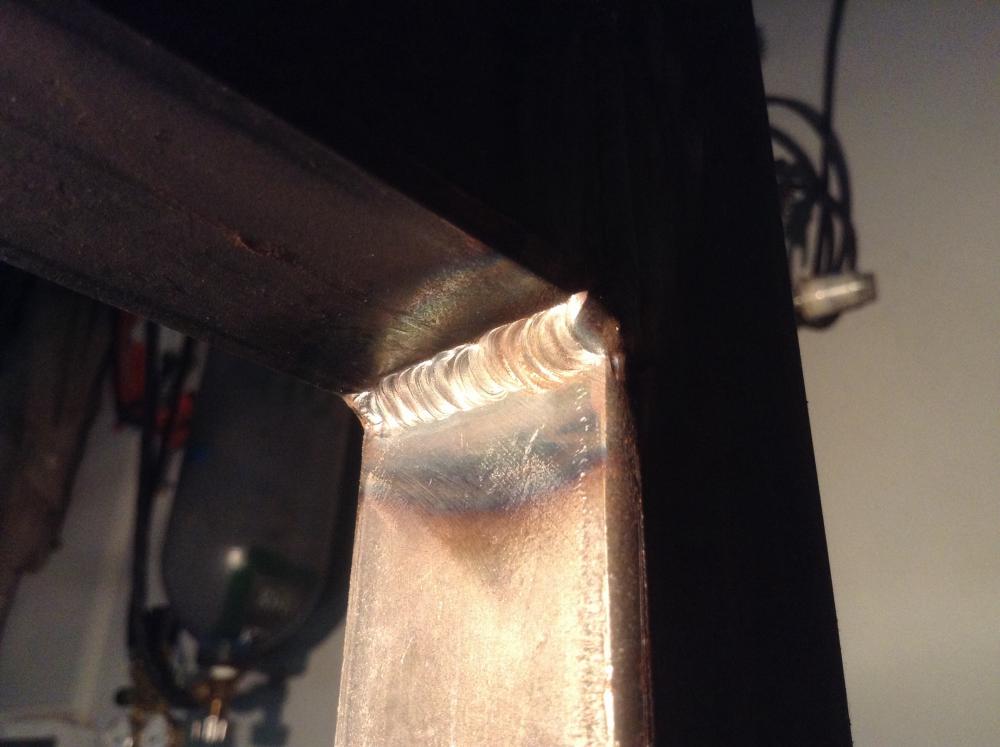
вертикал,толщина 2мм,присадка1мм.
2 балла
-
Продолжал сегодня с учетом Ваших рекомендаций. Проварил с десяток соединей. Главная проблема это зазор между углом трубы и пластиной, там углубление получается и метал с обеих деталей никак не хочет там спавлятья. Только когда добавишь присадку капли с обеих деталей сливаются в ванну. В общем фото ниже, на 3 лучшее, что сегодня вышло.
2 балла
-
Мы его монтажкой ковырнули, а он сломался. Сам сломался. С такими ребятами я без работы не останусь. Да и разнообразия вносят, а то от литых дисков уже тошнит. Сезон однако. Разбирать не стал т.к. времени не было да и звездочек нет таких. Да и просто я лодырь. Отверстие просверлил, сфотать не успел вырвали из рук и убежали ставить(пока хозяин не видит) .
2 балла
-
@krech,в России скорее всего так не получится,потому что мысли технологов заточены не на улучшение качества уже отработанных технологий,а на ускорение временного промежутка этой самой технологии.Как пример:работая на военном пр-ве было сварное соединение,которое варил на автомате (принцип токарного станка,только с горелкой и подачей присадка вручную),это был клапан для какой то ракеты и во время сварки к нему подключался прибор для его открытия,что бы аргон для поддува изнутри спокойно там проходил,время открытия фиксировалось на самом приборе и записывалось в карту сборки.Сама сварка занимала где то 15-20 сек.,диам трубки 10-12 мм.,точно не помню,а продувка аргоном после сварки поначалу в технологии была записана 15 мин.,пришел новый технолог,покумекал,решил,что это много,исправили на 5 мин.,потом пришел опять новый технолог и увидя,что я сижу ничего не делая пока идет продувка сказал,что может в это время варить следующий клапан?Я говорю,что проблем нет,но нужен тогда второй комплект оборудования для этого дела,он говорит,что это не мое дело и попросил меня записать это предложение в журнал для рац.предложений,я естественно отказался писать этот бред,пояснив,что на одном аппарате этого не получится,за что мне успешно было влепленно нарушение технологии из за не включенной вентиляции и был лишен части премии.2 балла
-
С текущего момента обсуждение политики в открытых разделах форуме запрещено. Все новые сообщения и темы о политике будут удалены, а их авторам вынесены предупреждения. Как жить дальше? Вебсварка — тематический форум о сварке. Все то время и силы, которые многие тратили на Политику, пустите на общение с коллегами в профильных темах. Помогайте новичкам, открывайте новые темы, делитесь своим опытом, получайте удовлетворение от того, что кому-то ваши советы помогли.Кроме Политики есть еще много других тем, которые можно развить в Курилке (не только же о сварке общаться). У всех есть хобби — опишите его, а единомышленники подтянутся сами.Кто не может жить без Политики: личные сообщения на форуме позволяют создавать общие чаты на любое количество человек. Общайтесь о чем угодно и с кем сами захотите, но не забывайте, что личные сообщения — модерируются лично каждым пользователем, без участия модераторов.Давайте жить дружно.1 балл
-
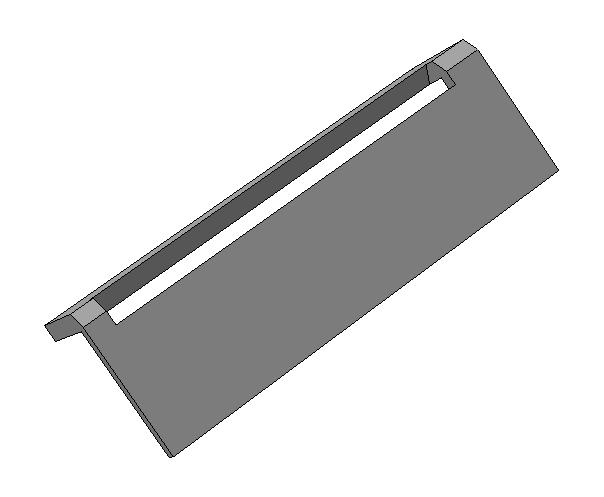
Мужики привет всем! Хочу выложить свои работы то, что делал, может кому будет интересно, да и на всякий случай будет думаю не лишним. Делал подставку такую для обуви , так сказать подарок был для мамы. Делал из того что было и то что осталось на скорую руку , получилось просто и прочно.
1 балл
-
...мед - это очень странный предмет - если он есть - то его сразу нет.... (с) Винни-Пух Ок, отбросим эмоции. Сухой остаток - некая компания молодых талантов разработала устройство, имеющая шанс перевернуть обстановку в мире сварочных аппаратов, изготовила некоторое количество этих устройств, провела испытания (проверку?) в условиях серьезного производства, причем успешные. Также - потратила некое количество денег на изготовление роликов и рекламу. Следующий логичный шаг - представить изделие в торговые предприятия или продавать самим. Однако нигде никто (по крайней мере из известных мне людей) приобрести изделие не может, более того - даже посмотреть на него не имеет возможности. Вопросы: - представитель разработчиков появляется на форуме, известном своим трезвым критическим взглядом на вещи - зачем? - изделие заявляется к показу на специализированной выставке - и что, кроме листовок? - на вышеупомянутом форуме появляетесь вы - практически единственный человек, работавший с изделием - зачем?1 балл
-
@kondor77, самое то для такого случая-газопорошковая наплавка порошками НПЧ-3, ПР-42-НД и аналогами. Если нет таковой, то сварка электродами Ni-Cl, или им подобными. Как вариант-полуавтоматическая сварка проволоками ПАНЧ-11, БРКМЦ.1 балл
-
Совет из практики: фотографируйте дальше от себя (перчатки почти чётко получились), а потом обрезайте фото в редакторе.1 балл
-
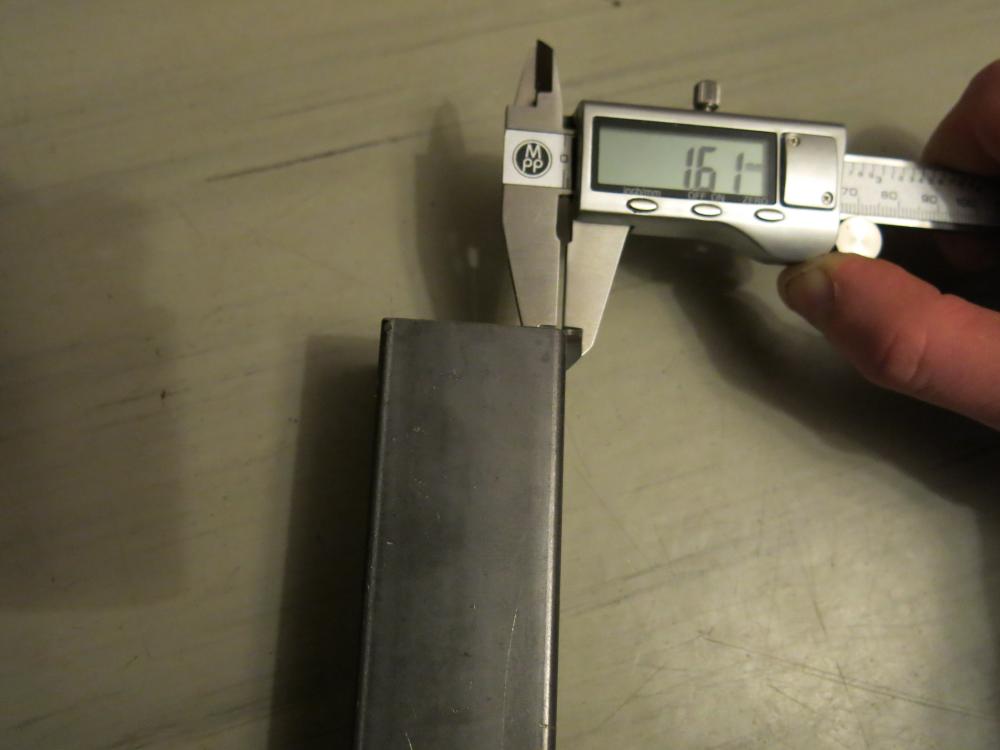
@Рудольф Шнапс, это не стыковое, слишком просто, можно небоясь прожечь варить! Нужна была рамочка на дачу, сварил по быстрому на балконе. Сейчас замерил стенку с обрезка на балконе
1 балл
-
Коллектор хюндай , заводской шов чугуна с сталью, пошкрябал, потыкал - слегка шов покрепче (тупой напильник малость проскальзывает) , зоны отбела не обнаружил, шов на искру слегка подлиньше траектория чем соседний чугун, цвет такойже. Видно что на горячую варено но не понятно чем.
1 балл
-
делал еще беседку разборную на 8 человек арки ,сиденья ,стол все раскручивается и скручивается на болты 6 мм
1 балл
-
струбцины еще делал вот такие самодельные из полосы 25/4мм в двойню варил уони 13/55
1 балл
-
Ребята знают ТБ как свои три пальца. http://cs628220.vk.me/v628220926/1e356/k-KEuSPH4uE.jpg Вчера примерно такое же наблюдал, когда проходил мимо строящейся парковки: непонятные позы, синтетические куртки, долбёжка электродом, как дятел Вуди. Еле сдержался чтоб не отвесить пинка.1 балл
-
в непроваре в проволоке в кривых руках в незачистке в сквозняках в некачественном газе в неразделке1 балл
-
Всем добрый вечер! Сегодня возобнавил работы над столом. Задача стояла приварить подпятники 16мм к профильной трубе 3мм. Использовал пруток 3мм ток на крутилке 110. Получается ерунда. Опишу что вижу: дугу направляю в стык между деталями (там за счет скругления угла трубы как бы получается углубление), жду когда обе детали начнут плавиться и ванна сольется, затем добавляю присадку, а она как бы липнет и обазуется бугор. Стараюсь немного плавить присадку дугой, т.е. варю через присадку - получается тоже самое. Считаю что току маловато. Добавляю до 130 и начинаю немного вадить дугой вверх вниз, что бы ванна была больше и сплавлялись обе кромки. В итоге шов выходит широченный, вогнутый и идет подрез по трубе. Пробовал заварить эту щель без присадки, что бы потом уже пройти второй раз когда остынет - толку мало, кромки сплавляются не по всей длине В общем бросил и пошел сюда. Вот 3 вопроса: 1. Существует ли какая хитрость при сварке деталей сильно разных по толщине ( в моем случае 16 и 3 мм) и соответственно сильно разных по поглощению тепла? 2. При таком соединени, имеется ввиду углубление между деталями за счет скругления угла профильной трубы, надо ли варить в два прохода или можно заварить в проход? 3. Ваш выбор толщины присадки и силы тока? Прошу подскажите или дайте по рукам.
1 балл
-
Взялся за такого монстра, интеркулер с МАНа, пластик лопнул. Металл тройка, трубы на 90 не нашёл пришлось урезать варить, короче мороки много, убил полтора дня на него.
1 балл
-
Типа концепт кар Grovers ARC 160G. На выставке можно будет увидеть всю линейку новых моделей. Там и аргонки новые на 200 ампер и ручники и плазмы. Одна даже с встроенным компрессором.
1 балл
-
Газосварка,вырезка ф25 в ф50.
1 балл
-
Здравствуйте! Я официальный представитель завода Уралтермосвар. Наш завод начал свою деятельность в 1996 году. В настоящий момент мы единственный завод в России, который имеет группу КБ по разработке сварочных агрегатов и генераторов. Основные производственные направления - сварочные агрегаты нового поколения с частотно постовым регулированием, инверторная техника для РД, РАД, МП, МПС и т.д.. Продукция включена в реестр Газпром и Транснефть, вся продукция аттестована АЦ НАКС.1 балл
-
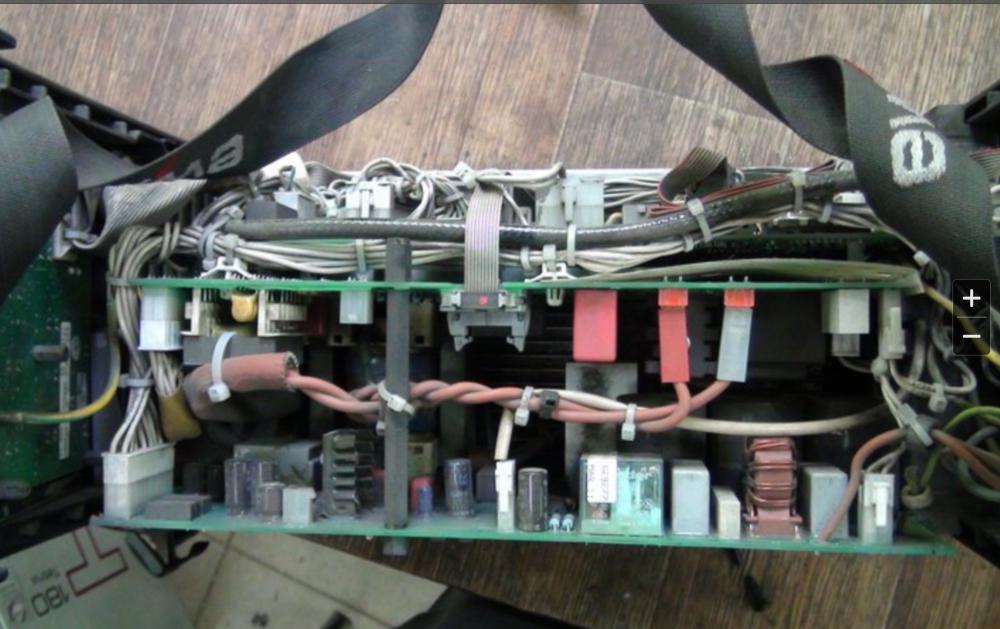
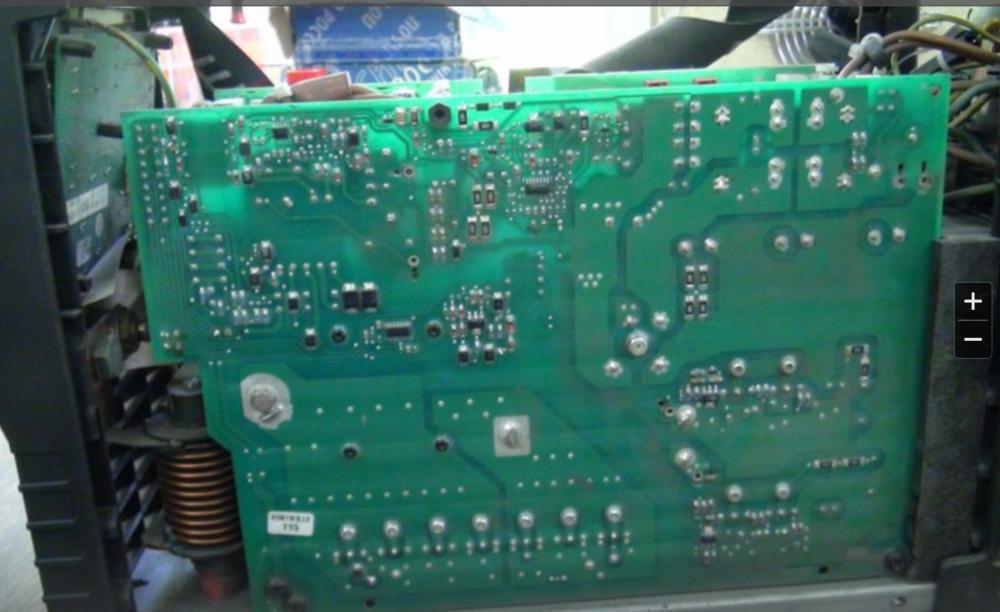
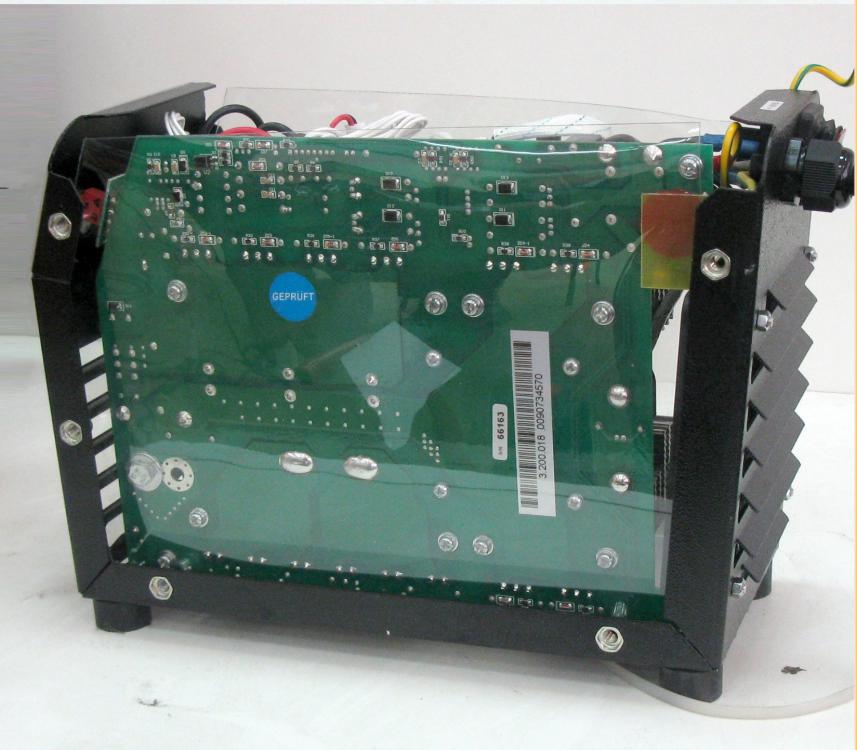
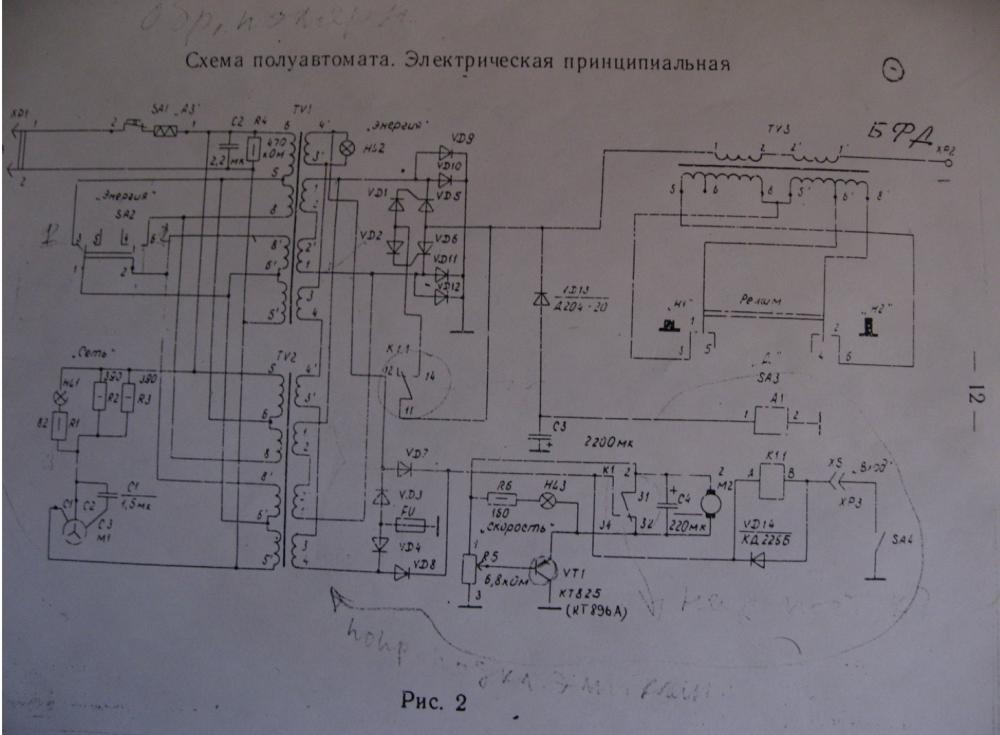
Устройство полуавтомата выпускаемого в 90-х фирмой "ИНВЕСТ". Называется ИПС-1. Был собран из трех зарядных устройств "Дубна", 2-а паралельно, а третье вместо дроселя. Сегодня решил продуть, даже (поварил), старичку 25 лет.
1 балл
-
Выезд на место только лишние вопросы вызывает. Ну да ладно - ваше дело предложить.1 балл