Лидеры




Популярный контент
Показан контент с высокой репутацией 14.07.2015 во всех областях
-
Начал делать скамейку для себя, так как старая надоела. Я обновляю их каждый год. Супруга уговорила поучаствовать в конкурсе. Прошу простить, но видео все старые. Даю ссылки на них, чтоб можно было нагляднее отобразить процесс создания. Все станки имеются, я на них делал все операции. Видео тоже мое. Итак металл нарезан, начинаю с розеток. Листовой металл, толщиной 3мм. рублю на кружочки на гидравлическом прессе. Далее опять на прессе, штампом наносим рисунок. https://www.youtube.com/watch?v=ml0UHrGLkM4 Далее из листового металла, 4-5 мм., на гидравлическом прессе, с помощью самодельной полукруглой гильотины, рубим заготовки для листьев. https://www.youtube.com/watch?v=v4Y-6kZifqE После привариваем проволоку в качестве черенка. Обтачиваем на наждаке и делаем опять с помощью пресса центральную прожилку и боковые зубчики. Следующая операция, делаю цветочки. Плазмой из 2 мм. металла вырезаю заготовку. По центру шариком продавливаю, чтоб получился выступ. Далее рессорником набиваю фактуру. https://www.youtube.com/watch?v=pWHuYNp5MQE На листьях с помощью пресса делаем прожилки. Из квадрата на самодельном станке делаем змейку. Еще один квадрат подвергается торсировке. Станок тоже самодельный. https://www.youtube.com/watch?v=jYnLerKIRFs Далее галстук - бабочка. Не плохо смотрится в изделиях. Инструменты - плазма, наждак, рессорник и пресс. Пришла пора делать волютки. Здесь без газового горна не обошлось. Так же плазмой вырезал петушиные шпоры, обточил и приварил к волюткам. Гусиную лапку прокатал, опять же на самоделке, и крутил волютки тоже на самодельном станочке. А вот с этими розетками пришлось повозиться. Пневмомолот купил бы, да живу в частном секторе, от его стука соседи меня задолбают. Поэтому давил розетки прессом. Показываю сразу и штампы которые использовал. Для окончаний ножек были сделаны вот такие ракушки. На трубогибе гнем профильную трубу. Трубогиб опять самоделка. Сейчас самое главное. Надо все эти элементы сложить в кучу, чтоб получилось что то более менее, на что не стыдно будет смотреть. Обычно в этот период от себя всех отгоняю, чтоб не мешали и не отвлекали. В конце получилось вот это. Собираем все в кучу. Привариваем проушины для шурупов. Подумав немного, решил сделать небольшой столик. Здесь пришлось поработать мозгами, так как раньше такое не делал. Но вроде справился. Выгибаем спинку, прыгая по ней и привариваем. Из сухой сосны нарезаем досточки длиной 50 см. Фигурно вырезаем лобзиком, шлифуем, пропитываем морилкой и сверху даем пару слоев яхтного лака. Больше 2 слоев не стоит ложить, так как в жару лак может трескаться. Правда не в этом году, а через пару лет. Это мы проходили. Вроде все готово. Красим. Прикручиваем досточки. делаем из них небольшой полукруг. Так лучше смотрится. Чего то не хватает. Точно, забыл про подлокотники. Срочно делаем, шлифуем. заливаем лаком и прикручиваем. Главный заказчик. оценщик, точнее моя половинка. Она же будет покрывать скамейку патиной. У меня терпения не хватает на такую работу. Но пока эту работу сделать невозможно, к нас идут дожди. Ну и на финише покрою все, слоем яхтного лака. Длина - 210 см. Ширина сиденья - 50 см. Высота - 150 см. Вес - а кто его знает. Но больше сотни кг., это точно. Все элементы на спинке утоплены, так что спина касается только контур труб. Вроде все. Конкурсная работа № 12, Художественная номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png
 19 баллов
19 баллов -
Сварка ПА и немного РД . Изделие - фильтр для ГРПб.
13 баллов
-
Дождь закончился. Супруга покрыла патиной. На этом все.
9 баллов
-
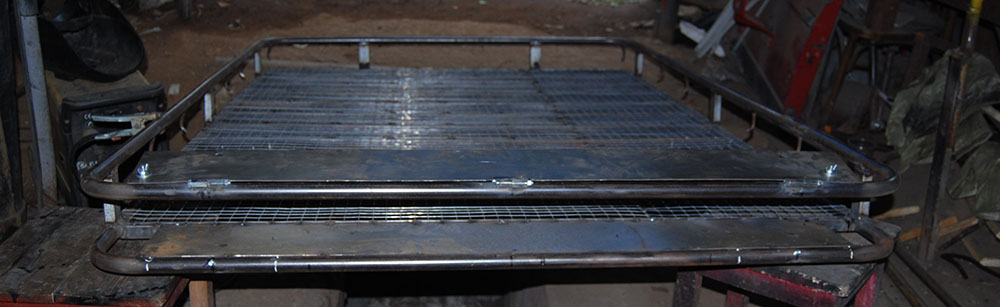
А как 35-е тапки закидывать на багажник? Нужна лесенка. Делаю: Снял 35-ю запаску с калитки, тяжёлая, зараза. Нагнул трубу Заварил и обточил торцы Собираю на верстаке Последняя примерка на пациенте Покраска готовой лесенки молотковой эмалью по месту.
6 баллов
-
Сегодня вечером опосля пробок приехал старый клиент-джипер. Надо выхлопную трубу переварить/вкарячить. После резки/подгонки (вварки удлинителя выхлопнухи) получилась такая труба: Кусок вырезали с донорской трубы. Самая веселуха в том, что этот выхлоп проходит (30 мм) под РЦС (КПП механика). Ф=54-55, S=1.2-1.5. Максимально отдалил от рамы и РЦС, собрал на прихватках, снял, проварил, потом прикрутил на место. Клиент доволен, я тоже осыпан деньгами в пределах разумного. Где гофра - пропилил трещину на 3/4 диаметра, проварил аккуратно с обратным валиком.
5 баллов
-
Это точно. На это 3.5 прутка ушло, причём три крайние паяны вкруговую.
5 баллов
-
Автомотосервисные подработки. Врезки пламегасителей в выпускной тракт, Автоген. Мерседес-124. УАЗ-Патриот. Обе врезки осуществлялись по месту. Опыт работы в ЖКХ, однако... Мотоциклетные паззлы. Подножки всякие. Бугеля кронштейнов зеркал. Наращивание под дальнейшую обработку. Дальше-мехобработка и гальваника. Но, это-уже не моё.
5 баллов
-
Ну и у меня сегодня праздник, получил сейчас кольчужку на почте. Три тысячи респектов авторам и исполнителям, костюм очень удобным, много разных закрывающихся карманов. Большущее спасибо!
4 балла
-
и произвести калькуляцию... http://content-29.foto.my.mail.ru/community/vestnik_hi-tech/_groupsphoto/s-2902.jpg4 балла
-
@Valera69,это аналог нашей св-08г2с,для сварки большинства конструкционных сталей,для наплавки проушин уже нужно смотреть в каких условиях идет работа металла:вид износа метел об метал,или абразив.Для наплавки буферного слоя как раз подходит,а уже на неё подходящий износостойкий материал4 балла
-
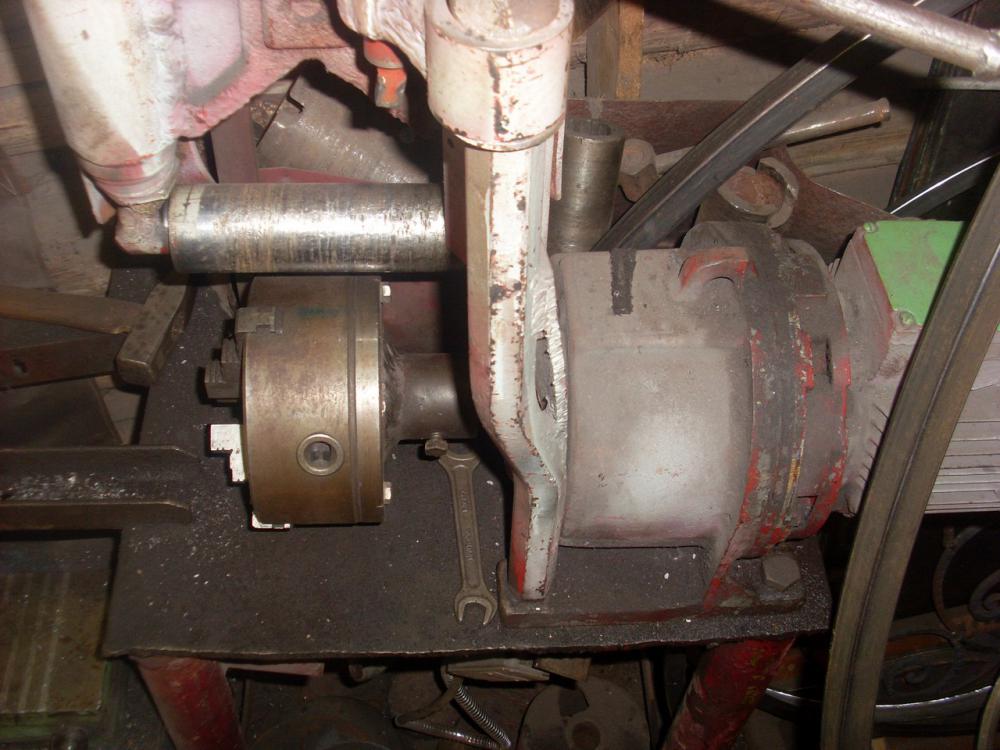
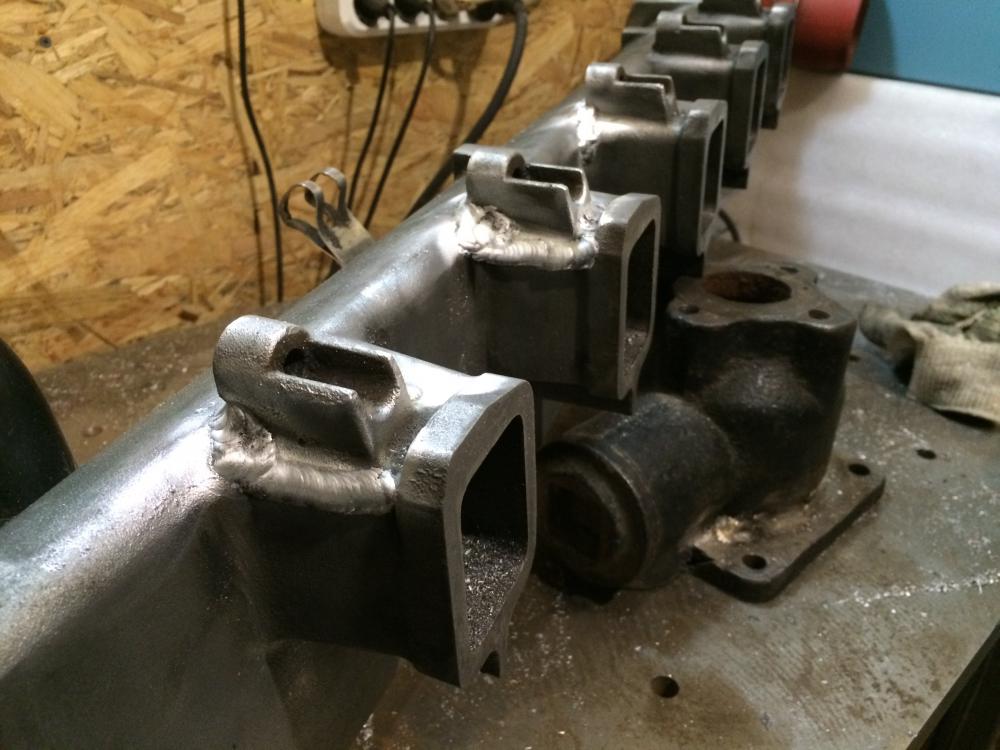
Снова коллектор, опель. Цена нового сказали за 40000. Начинал сын заканчивал я.
4 балла
-
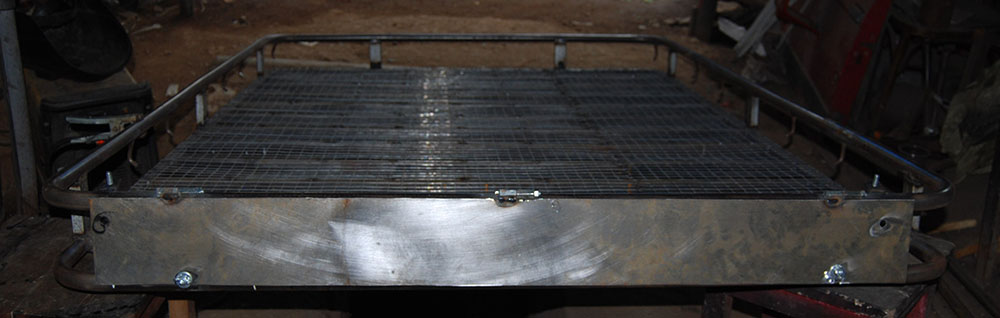
Как и обещал: обвес джипа. Часть 2 - багажник. Поскольку съёмная крыша пластиковая, а вес предполагается от 200 кил на багажнике (2х70 кил запаски + 4 канистры с бензином), крепления сделаны по образцу на штатные места и путём сверления кузова в местах рёбер жёсткости. Фокусы с маскировкой: задача, чтоб гаец не узрел "люстру" на багажнике. Поэтому "обтекатель" сделан на шарнирах и креплениях на барашках. Переднее крепление в штатные закладные Заднее левое с учётом заливной горловины Заднее правое на двух кронштейнах Рычаги офигенные, Архимед бы удавился от зависти, но в сборе конструкция "шаталь твой жып за багажник" неплохая. Общий вид Вид спереди По бокам были изготовлены крепления-упоры на пластиковые водостоки (пожелания клиента). Но я бы им доверять не стал - пластик американский, дешманский. Так, для подстраховки сделаны.
4 балла
-
Приветствую всех. Для конкурса решил показать свою работу. Тренажер «Жим ногами». Материал: профтруба 60х40х3, 40х40х3, 30х30х2швеллер 10Птруба 57, 32, 25 ммкруг 50 и 25ролики от коньковфанера 20искусственная кожа.Все покрасил порошковой краской антик-серебро.Некоторые фото процесса. На вопросы буду рад ответить. Нарезка материала для рамы тренажера. Заглушки торцов труб. Приварил заглушки. Зачистил шов. Сварил основу. Соединил временно четыре детали. Часть каретки с прорезями для роликов. Каретка вставлена в основу. Изготовлена спинка и шарнир. Все прикручено в основу. Механизм регулировки угла наклона спинки. Примерка упора для ног на каретке. Механизм регулировки угла наклона упора для ног. Крепеж для фиксаторов каретки, с снятой фаской под сварку. Детали после покраски. Фиксатор изготовлен из мебельного болта и заглушки пп трубы на 25 мм. Готовый тренажер. Конкурсная работа № 11, Техническая номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png
3 балла
-
сегодня воплощал свои мечты в механизьмы делаю калитку на даче, варю пока косяки - уголок 25х25х3 к трубе 40х40х2. Варил электродами 2,5 мм АНО-21 на токе 60 А. электроды не понравились - зажигаются плохо, козырят, тухнут. другие 2,5 миллиметровые, что у меня есть - монолит и китайские - гораздо лучше главная проблема - хоть и варил недлинными швами с разных сторон - все равно повело саблей после этого варил подпятники к петлям. Электроды ЛБ 3,2 мм. Ток 95А на Форсаже-161. Что сказать. Наконец я понял, что значит варить на короткой дуге. Результат для меня классные всетаки электроды, хоть точками ими и не поваришь. За качество фото извиняюсь
3 балла
-
Крепление топливных фильтров МТЗ. Нержа ER 308. Скуката в общем не то что выше.
3 балла
-
А правочная плита даст ещё больше поводов для грусти... Примитивной приспособой можно минимизировать поводку привалочной плоскости коллектора. Берём двутавровую балку подходящей длины и соответствующей ширины ребра и сверлим в ребре отверстия, соответствующие крепёжным отверстиям в коллекторе. Притягиваем и обвариваем. Всё одно, при отпускании, коллектор немного сыграет. На сколько-проверяем на плите и, при необходимости, на шлифовку/фрезеровку. Иначе-порвёт снова. Дело времени. Заводские коллектора, не имеющие при установке капитальных поводок, рвёт не с бухты-барахты. Тут тебе и остаточные напряжения при изготовлении (какое тут искусственное старение заготовок, оптимизация производства-наше всё...) и весьма нехороший спектр вибраций дизельных моторов (давно заметил, что коллектора бензиновых моторов попадают в ремонт на порядок реже и, как правило-по другим причинам) и многочисленные циклы нагрева/охлаждения. Для подлеченного сваркой коллектора все эти процессы могут оказаться куда более болезненными...3 балла
-
Корифан собрался на свидание. Решил ему помочь выглядеть стильно и обольстительно. http://cs625816.vk.me/v625816240/31198/D2Q4Xrj3hTQ.jpg http://cs625816.vk.me/v625816240/3118e/6JgPlZDyorg.jpg3 балла
-
Приветствую, коллеги! Давненько я не посещал данную тему. Залью немного фоток из мастерской, для поддержания интереса . Стол поставили в уровень, вокруг места достаточно для комфортной работы. Сегодня пару машинок привезли и ключики-трещётки. Мой самый главный помощник "КЕДР" TIG 315 ВР AC/DC: И еще один "КЕДР" MultiTig 5000:
3 балла
-
Трубка от Эталона" тосол проел до дыр, поправил Поддон с Рено "Траффик" шатанули камнем, сначала думал все сделать раздельно но слишком тонкая паутинка из микротрещин после удара, в итоге получилось подобие латки, можно эстетичнее но все как обычно надо вчера, мел-керосин проверил все сухо сегодня трубка кондиционера, кто то делал, человек приехал говорит травит где то, поправил
3 балла
-
Заходит женщина в секс-шоп и говорит продавцу: -Мне, пожалуйста вон тот маленький, черненький , вот этот желтенький и вот этот покрупнее красненький. Продавец: -Пожалуйста, Вам черненький, пожалуйста, желтенький, а этот красненький не продается, это огнетушитель.2 балла
-
Вот будит апокалипсис, когда доберусь менять. Но все зависит от ЖЕКа, как они надумают, закупят, привезут и.т.д и т.п.
2 балла
-
Коллектор принесли от китайца,легко сверлился и борфрезой резался,думал опять какой то сплав не алюминиевый,варилось нормально,присадок 4043.
2 балла
-
http://cs629226.vk.me/v629226580/5f4c/WD1VH72hAsg.jpg http://ic.pics.livejournal.com/dariamihailova/70237612/5256/5256_600.jpg https://youtu.be/TpCleS8hp0U2 балла
-
http://f6.s.qip.ru/IA4wMBZx.png2 балла
-
http://cs628824.vk.me/v628824103/df12/9KsoTDOm-9E.jpg2 балла
-
Первое русское цельносварное судно мы уже видели. Настала очередь первого британского. Это каботажная шхуна «Фуллагар» («Fullagar»). Она была построена в 1920 году на верфи Cammell, Laird & Co. (ныне Cammell Laird) в Беркенхеде. Как говорят, на этой верфи доверились электродуговой сварке (и мастерству сварщиков) настолько, что решились и построили первое цельносварное судно. Занималось оно коммерческими перевозками, и за свою жизнь (затонуло в 1937 году) несколько раз меняло название. Изначально названо в честь Хью Фуллагара (1872—1917), британского инженера-механика и рационализатора, обладателя многочисленных патентов на паровые турбины и двигатели внутреннего сгорания и изобретателя судового двухтактного дизеля. В честь первого британского цельносварного судна была даже выпущена серебряная медаль с соответствующими надписями и под изначальным именем, которое осталось в истории. MS Fullagar на стапеле в феврале 1920 года Набор Медаль
2 балла
-
Ток видно на аппарате, электроды УОНИ ЛЭЗ - 3мм. честно, специально не старался, иногда так получается, второй шов на другом токе и вроде четвёркой, точно не помню, в мае варил. Проход один.
2 балла
-
Вот здесь своим телом варил http://cs628124.vk.me/v628124172/55af/GoWbAjVHIZU.jpg2 балла
-
Нержа 304 10мм. Чёрный ф 630 врезка. В обед чтоб не уснуть балуюсь.
2 балла
-
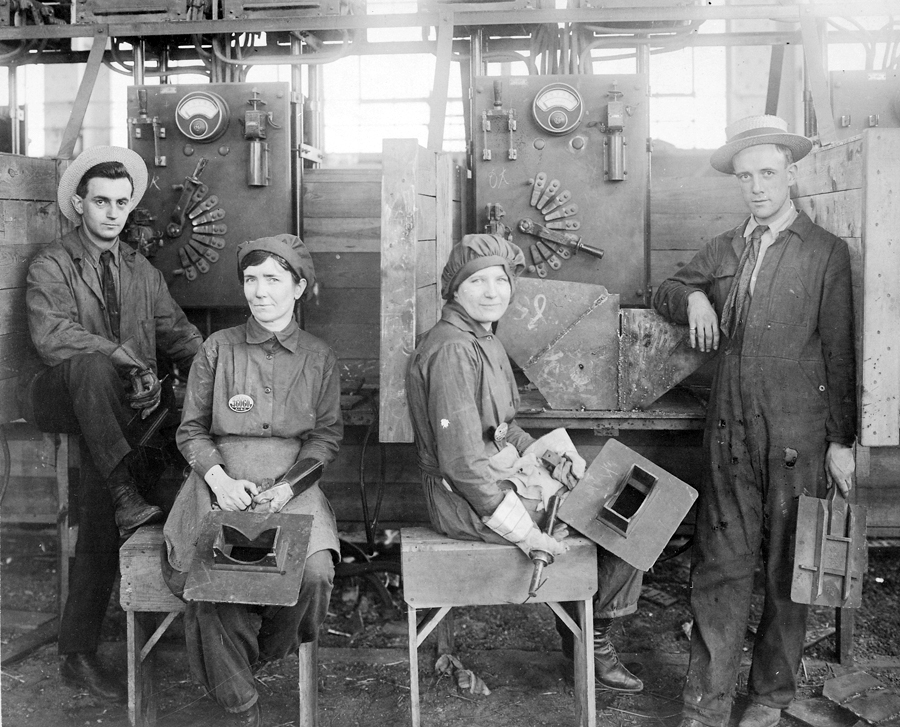
Согласно подписи к фото, на ней запечатлены электросварщицы верфи Хог-Айленд в Филадельфии. которые стали первыми женщинами, принявшими непосредственное участие в строительстве кораблей в США. Немного истории. Верфь была заложена в 1917 году и уже в 1918 году с её стапелей было спущено на воду первое судно. В своё время являлась крупнейшей в мире — там было около 50 стапелей. Суда строились, в основном, торговые и считались неказистыми, но хорошо построенными. На верфи предпринимались ранние эксперименты по стандартизации строительства судов. Строительство судов продолжалось до 1921 года, поле чего верфь была ликвидирована. Сегодня на этой территории расположен международный аэропорт. Большой оригинал фото позволил рассмотреть швы на планках!
2 балла
-
https://www.youtube.com/watch?v=hCJDpLoZqRg https://www.youtube.com/watch?v=7WLkM1NxGx81 балл
-
Дополнительные фото
1 балл
-
https://www.youtube.com/watch?v=7djr5mwFKAc1 балл
-
https://youtu.be/JiXGWFfuS7c1 балл
-
В продолжение армейского юмора: Солдат потеет за баранкой грузовика, сдавая назад. Перед капотом мечется подполковник размахивая руками: — Давай! Выкручивай! Влево! Влево! Так! Сдавай! Еще! Так! Выравнивай колеса! Теперь вправо! Еще назад! Еще! Еще! Так! СТО-О-ОЙ! А теперь, придурок, вылазь и посмотри куда ты заехал.1 балл
-
1 балл
-
А если ещё точнее, то "продолжительность включения". И примненять ПВ к сварочным аппаратам вообще-то неправильно. ПВ - это когда во время паузы источник полностью выключен, чего практисски никогда не бывает. Правильно применять ПН - продолжительность нагрузки - это когда во время паузы источник не нагружен.1 балл
-
Скажу даже более. У японцев совсем нет букв . Есть иероглифы, натыренные в основном у китайцев и четыре азбуки (одна неофициальная, используется в основном западными источниками). Хирагана - основная азбука, катакана - азбука, которой записывают заимствованные слова. Ромадзи - запись азбуки латинницей. Официальная ромадзи используется редко, за ненадобностью. Если ромадзи используют, то используют хэпберновскую, созданную западным лингвистом. Почему при наличии 3-4 аззбук у японцев нет букв? Потому что у них слоговые азбуки. По 50 слогов в азбуке. Фонетически все азбуки идентичны. Именно это и придеает японскому языку певучесть. Ну и тоновые ударения. В слове могут быть несколько ударений на разные слоги одновременно. Нафига японцам столько азбук? Потому что китайский язык не имеет изменяемых частиц. А в японском 10 падежей. Что делать бедным японцам при использовании падежей и китайских иероглифов? Правильно, пишут иероглоифами и дописывают азбукой. В китайском то 1 слово - 1 иероглиф, а в японском в слове обычно 1-4 иероглифа и еще дописки японской азбукой. Пробелов не ставят (в итоге японцы сами свой японский с трудом читают ) ). В японском 4 знака препинания . Вернемся к нашим баранам . В японском 14 согласных, 2 полугласных и 5 гласных звуков. Звук "Л" у них отсутствует, более того многие японцы физиологически не способны выговорить его без операции по подрезанию корня языка. Заменяют звуком "Р". Т.ч. японец вместо электрод будет говорить эрекутуроду. Да, именно так, потому что раз азбука у них слоговая, то и согласные без гласных не выговорят . З.Ы. Таблица перевода имен - фейк на 146%.1 балл
-
1 балл
-
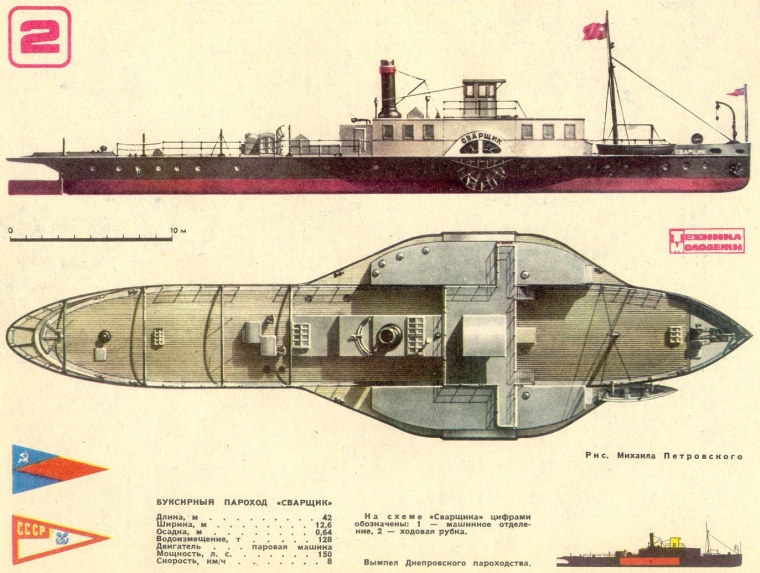
Статья из журнала «Техника — молодёжи» №2, 1982, посвящённая одним из первых отечественных сварных судов — колёсным буксирам «Беларусь» («Белорусь») и «Сварщик». После завершения восстановления речного флота в годы первой пятилетки начался период его реконструкции. Теперь перед корабелами стояла задача не только пополнить пароходства судами советской постройки, но смело внедрять передовую технику, позволяющую сократить сроки сооружения судов, уменьшить расход дефицитного металла и, следовательно, затраты на них. Одним из прогрессивных способов в те годы была электросварка. <…> В Советском Союзе электросварку стали интенсивно внедрять во многих отраслях промышленности в период первой пятилетки <…>. «В газетах и журналах все чаще появлялись заметки и очерки о том, как стальной электрод в руках сварщика помогает выигрывать дни и недели в битве за темпы», - вспоминал академик Е. Патон. В судостроении одним из инициаторов применения новой технологии был профессор В. Вологдин. Именно он еще в 1926 году успешно провел первые опыты сначала по сварке барж, а потом и отдельных узлов и деталей кораблей - фундаментов машин, топливных и балластных цистерн, всевозможных кожухов, шлюпбалок, грузовых стрел. Затем группа Вологдина разработала аппаратуру, предназначенную для изготовления внутренних переборок. В 1929 году сотрудники Киевского машиностроительного института завершили ее испытания, а в Судопроекте - централизованной организации, занимавшейся проектированием новых судов, появился отдел, сотрудники которого занялись разработкой сварных судовых конструкций, внедрением электросварки на верфях и подготовкой кадров рабочих-сварщиков. Подготовительный этап исследовательских работ завершился к началу 30-х годов, и правление Всесоюзного объединения речного судостроения доверило постройку первого в стране цельносварного судна Киевской верфи (ныне завод "Ленинская кузница"). Киевляне избрали объектом экспериментальной стройки уже освоенный промышленностью и хорошо зарекомендовавший себя в эксплуатации буксир с паровой машиной мощностью в 150 л. с. Его спроектировали конструкторы нижегородского завода "Красное Сормово" для буксировки плотов на северных реках от районов лесозаготовок к морским портам. Начиная столь необычный опыт, украинские корабелы сознательно отказались вносить какие-либо изменения в проект - внешне новый буксир ничем не отличался от своих собратьев. Такой же плоскодонный, с корпусом, разделенным на пять отсеков четырьмя водонепроницаемыми переборками, боковыми гребными колесами, прямыми бортами, с угловатой надстройкой, увенчанной длинной дымовой трубой. Здесь не было желания обойтись "малыми силами" при решении сложной проблемы. Такой подход к делу позволял быстро сравнить сварное судно с клепаными и получить, кроме того, изрядный выигрыш в сроках строительства. Рабочие чертежи "Беларуси" (такое название получил буксир) были подготовлены к 1 августа 1931 года, а спустя две недели на стапеле заложили первые листы днища. Потом начался монтаж набора, обшивки, надстроек. Все вроде бы как прежде... Да только впервые над стапелем не стоял оглушительный грохот молотков клепальщиков, а призрачно вспыхивало ослепительное пламя электрической дуги. Впервые на строящееся судно в намеченные места устанавливали готовые кнехты, клюзы, иллюминаторы и другие детали, а не монтировали их по частям, как раньше. Работа шла непривычно быстро, и уже 20 ноября новенький буксир торжественно передали хозяевам - днепровским речникам. Началась трудовая вахта парохода "Беларусь". А на заводе "Красное Сормово" аналогичным способом построили однотипный буксир "Сварщик". А судостроители принялись подводить итоги эксперимента. Что же, они оказались неплохими. Достаточно сказать, что корпус "Беларуси" был на 27,5% легче, чем у клепаных буксиров, - экономия металла налицо. Кроме того, впервые корабелы смогли обойтись без ряда довольно тяжелых, занимающих много времени операций. Речь идет о рассверловке отверстий в листах обшивки и корпуса, самой клепке, чеканке; наконец отпала нужда делать тысячи разнокалиберных болтов и гаек - трудоемкость работ снизилась на 30%. Преимущества электросварки оказались явными. Новый способ сборки судов немедленно распространили и на другие предприятия отрасли, а киевский завод "Ленинская кузница" приступил к обширной программе проектирования и строительства большой серии цельносварных буксиров с машинами мощностью 150 и 300 л. с. Следом за украинцами электросварку оперативно внедрили на многих судостроительных и ремонтных предприятиях волжского бассейна. К началу 1932 года на стапелях Всесоюзного объединения судостроительной промышленности Союзверфь насчитывалось уже 550 сварочных аппаратов, новой специальностью овладело больше тысячи рабочих. Вскоре электросварку стали широко применять и при постройке морских судов - танкеров, лесовозов, сухогрузов, товаропассажирских лайнеров и боевых кораблей. Достаточно сказать, что на новых рыболовных траулерах сварочные операции составляли до 45% объема корпусных работ. Больше того, успех киевских корабелов позволил советским судостроительным предприятиям, опередив известные зарубежные фирмы и компании, перейти к новому этапу в истории кораблестроения - скоростной секционной сборке судов. А применение ее только при сооружении лесовозов экономило народному хозяйству более 5 млн. рублей...
1 балл
-
U xx трансформатора не влияет на первичный ток. Никак. При холостом ходе ток потребления идет только на первичку. Вторичка никак не участвует. Тут больше при сварке транс на себя жрёт. И при сварке вторичка начинает работать и так же кушать ещё и на себя. Да и характеристика у аппарата при таком напряжении уже будет не для ММА. Энергию в дуге не обманешь, потому не занимайтесь мучением. Физику процесса не обхитришь. Потому вернее всего Вам правильно предложили - 3-х фазный инвертор. На 250 ампер есть небольших габаритов и относительно недорогие. У них потребление на себя намного меньше, да и грузить сеть будут равномернее.1 балл
-
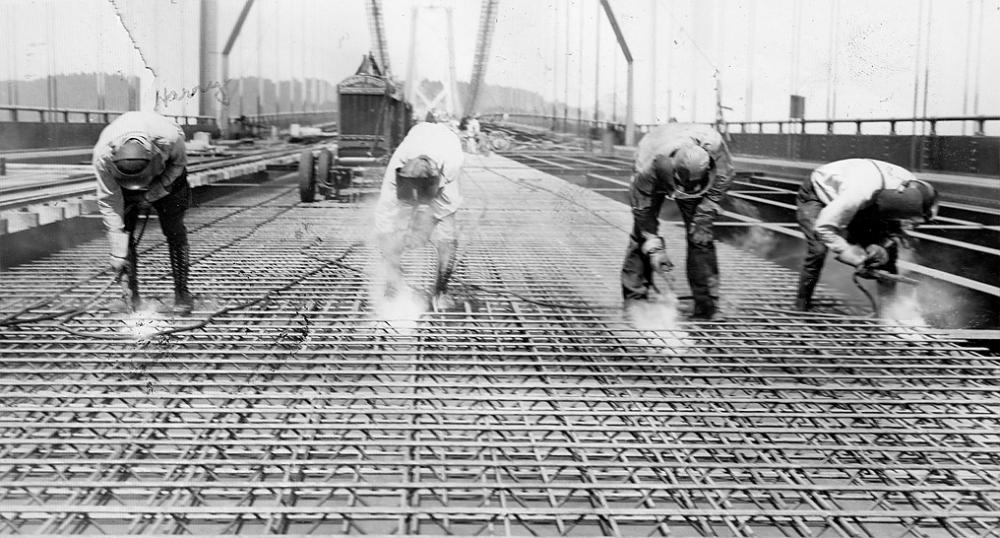
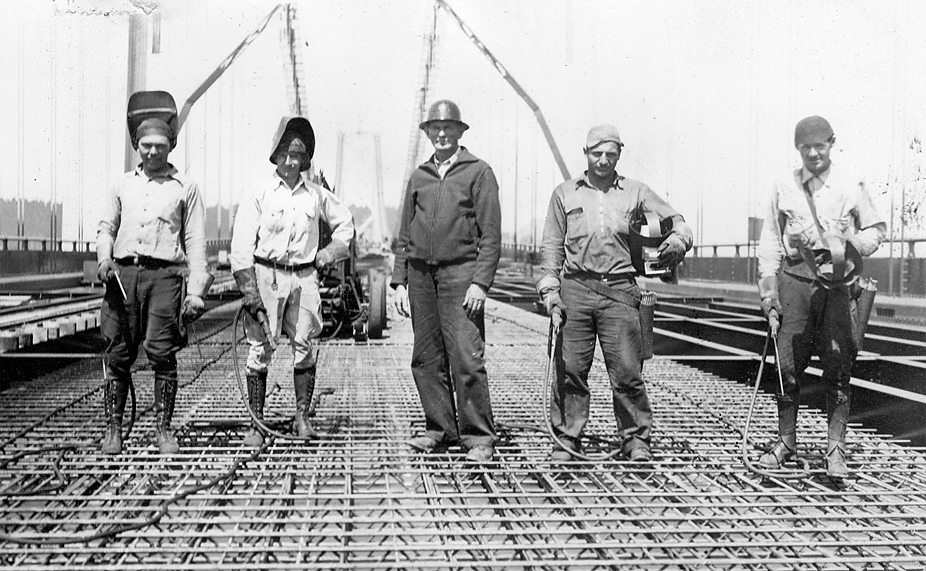
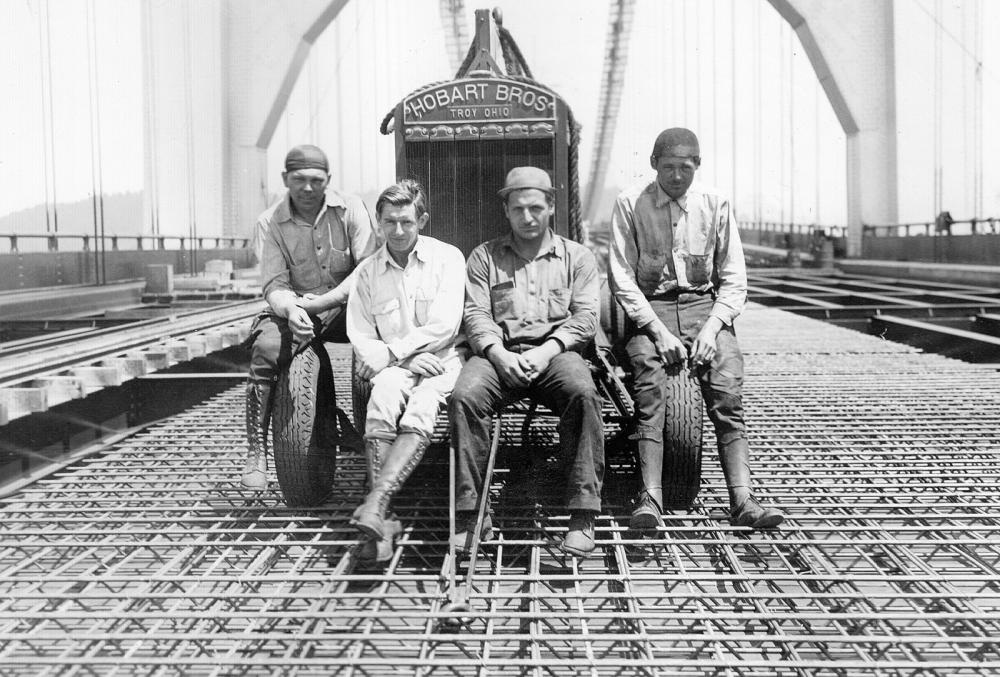
Строительство моста в Сан-Франциско (1936 или 1937 год)
1 балл
-
@Wlad309, оригинал, к слову
1 балл
-
Вот ОН! Получил посылку от Андрей1979 , полукомбинезон куртка и подшлемник Все швы на штанинах, и рукавах выполнены ТАК КАК НАДО! Это вам не европейцы! Полукомбез и подшлемник сразу забрал на работу.....варю и с удовольствием! Андрей, отдельное спасибо Вашим работникам ( работницам), все село на меня как влитое!
1 балл
-
Уонька: Сорри за качество еще сварганил шлакобойничек из молотка для ошиповки шин1 балл
-
Принимайте в ряды. 7 лет будет 24 июня урок №1 учимся зажигать и держать дугу. Электроды старые сырые озс 12 и уоньки, а кому сейчас легко. Присвоен первый разряд лепилы. Швы чуток попозже. Очень понравилось. Сама распечатала фотки и понесла в садик понтаваться.
1 балл
-
Строительство высотки, 1953—1954. Кадр из д/ф «Москва в цвете»
1 балл
-
Сварщики на строительстве пассажирского лайнера «Франция» (SS "France") на верфи в Сен-Назере, 1959. Фото: Marc Riboud
1 балл
-
Рабочие народного предприятия "Pama" (или "Feinzink") во Фрайберге, ок. 1964. Фото: Рихард Петер.
1 балл
-
Рабочий верфи «Варновверфт Варнемюнде» бригадир Адольф Геллерт, 2 сентября 1960 года. Коллектив верфи принял решение повысить производительность труда на 13000 нормо-часов к 31 декабря 1960 года. В производство включено 3 аппарата полуавтоматичеcкой сварки в среде CO2, и к 1.1.1961 ожидается ещё один (если правильно перевёл Google . Фото: Erwin Schneider
1 балл