Лидеры




Популярный контент
Показан контент с высокой репутацией 08.06.2015 в Сообщения
-
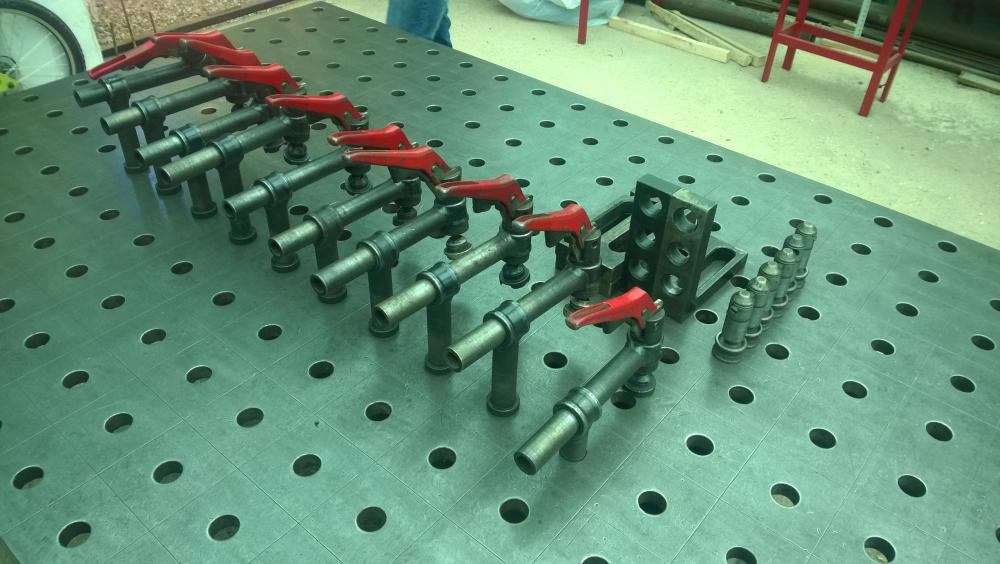
Разжились сварочным столом! Я радостный, сил нет! Теперь буду притираться к сервисникам и обживать уголок под мастерскую.
 15 баллов
15 баллов -
С утра приехал форумчанин,поболтали, чай попили,поехал забирать аппарат,я начал собирать диффузор.Приехал друг с проблемой,решили.Подъехал другой форумчанин поговорили.Выгнал всех .Начал варить.
11 баллов
-
Я, конечно, даже и не выпускник ПТУ, так, самоучка, но по форуму тоже "шарюсь". И смею признаться, что посты Ваши, в которых вы что то пытаетесь доказать и объяснить, лично мне читать неприятно немного. Сорри за прямоту. "Я бы в сварщики пошел, пусть меня научат".
6 баллов
-
Валери 2001 везде успел)))
4 балла
-
Типа такого, только -250, ими весь отдел в "Сastorame" до потолка заставлен. Но раз уж Валери2001 не отличает инвертор от трансформатора, то пусть будет сравнение между Max dp 201c, Max 223C PL и "Торусом-250". Может заодно объяснит почему итальянцы такие дебилы, что не могут сделать однофазный источник не то что на 250 А, а даже на 220 А.4 балла
-
Канал у такой горелки скорее всего 1,2, а может стоять и на 1,6мм. Это значит внутреннее отверстие 2,0-2,5мм. Проволока малого диаметра будет как пружина. Пригорая кратковременно к наконечнику собирается в канале и отрываясь от наконечника выстреливает в ванну, пригорая заново и отрываясь. Горелка при этом будет дергаться. Это ощущается рукой. Если трудно настроить режим, то для начала желательно подключить горелку с каналом 0,8-1,0мм.4 балла
-
@Юнат, если Вы считаете, что "Торус-250" исключение из общих правил, а @Валери2001 исключительно правдивый начальник отдела продаж, то Ваше право ставить ему плюсы. У меня (и вижу что у многих других) - другое мнение. Опровергните? Про адекватность - имя которой "агрессивный маркетинг"...3 балла
-
@АВН,ТОРУС вообще (темная лошадка), наплевать им на наши сети. Жулики однако.
3 балла
-
Питерских не знаю. Но вот из опыта: - завод это хорошо, т.е. стабильнее ситуация. Но не везде вкусно кормят. - частник, даже сервис это то же не плохо. Обычно не мало поднять можно. Ведь машины постоянно ломаются и варить и варить и варить. Но этот сервис должен быть сервисом, а не шарашкой. Посмотри сколько машин в месяц, сколько с машины. Тут все ясно и станет. А если их доход от замены колодок, то ловить не чего. На разовую работу возьмут и баста. В общем мест мало где действительно платят, но еще меньше где платят и работать не много Оценкой на первый взгляд это какое оборудование у них стоит и как чисто. Если ВДУ, да и по полу масло течет рекой, то обычно ловить тут не чего. Все руководство денежки пилит на верху. А если нормальное оборудование, перчатки чаще чем раз в год выдают , чисто, сухо, то можно и попытать счастье. Да, мастерство надо показывать, тогда почти везде поднять денюжку можно. А то сварил как могу, а потом крику, вот почему ему платят, а мне нет! Вот подумал и еще добавлю... Я с многими разговаривал, где серьезнее отношение по деньгам, там не только на бумажки смотрят, но в цех отводят и просят что либо сварить. Тогда и дают столько на что умеешь. А где берут лишь бы взять, там и подход такой же в деньгах. P.S. Сам сидел в кабинете, когда пришел сварщик, мол работать хочу но только электрод в руках держал и то плохо получилось. Да же такому вопрос: а МИГ будешь осваивать? Ответ: "ну не знаю.... А зарплата большая?" Я чуть со стула не упал... Сам ни кто, зовут ни как, а вот денег дайте много!!!3 балла
-
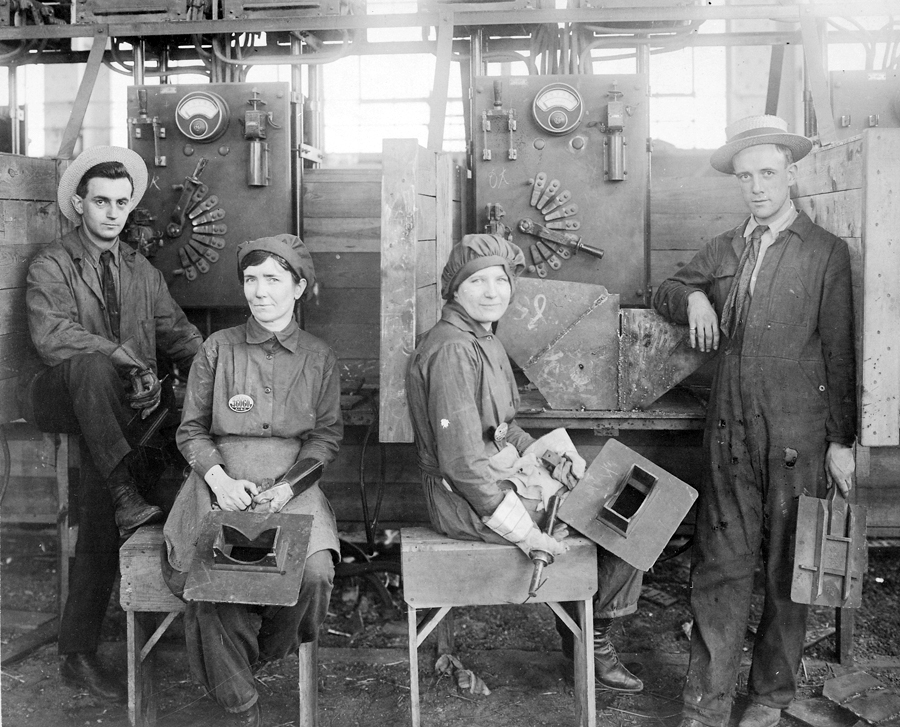
И художница явно делала своё произведение с натуры :-)
3 балла
-
Согласно подписи к фото, на ней запечатлены электросварщицы верфи Хог-Айленд в Филадельфии. которые стали первыми женщинами, принявшими непосредственное участие в строительстве кораблей в США. Немного истории. Верфь была заложена в 1917 году и уже в 1918 году с её стапелей было спущено на воду первое судно. В своё время являлась крупнейшей в мире — там было около 50 стапелей. Суда строились, в основном, торговые и считались неказистыми, но хорошо построенными. На верфи предпринимались ранние эксперименты по стандартизации строительства судов. Строительство судов продолжалось до 1921 года, поле чего верфь была ликвидирована. Сегодня на этой территории расположен международный аэропорт. Большой оригинал фото позволил рассмотреть швы на планках!
3 балла
-
Знакомое изделие... Принесли мне такой же. Тоже с негерметичностью. Этот бачок уже кто-то пробовал варить. И шов-дрянь и бачок был уже обречён. Коррозия изнутри по швам. Объяснил заказчику бесполезность сварки. Тот запасливый дядечка был готов к такому исходу и привёз с собой заготовки для бака. Из пищевого алюминия. Сварил. Следующий на очереди-нагревательный бак. Он-"из того же материала"... Да и обвязка у него-неразборная. Немного позабавлялся пайкой меди.Переделал на разборную и повесил на место свежесваренный бак.
3 балла
-
@Юнат,А какой должен быть (тон), если "СВОИ" пытаются впарить супер аппарат? Не все разбираются, что сеть нельзя грузить бесконечно, а если (перегруз, перекос фаз, пожар) пофиг да?2 балла
-
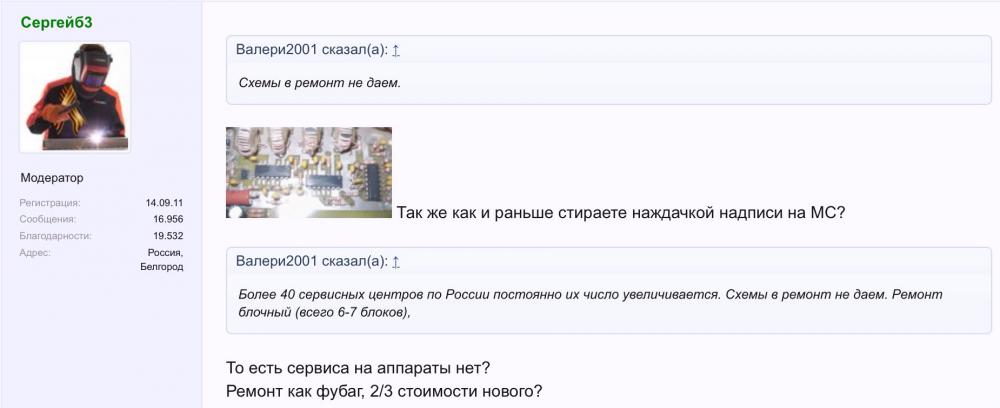
@Валери2001,Зачем стираете маркировку с микросхем? Секрет, космические технологии? А может, чтобы при ремонте драть 2/3 стоимости аппарата за 3-х рублевую деталь?2 балла
-
@Smallwood,Сперва сделать кондуктор,потом вырезать трещины.Вам надо полностью проварить змеевик.Кондуктор нужен для,правильного позиционирования,увод детали при сварке-будет соприкосновение с чаном,для замеса.2 балла
-
4-Т режим не зависит на сундуках от горелки. Проводов 5. В некоторых достаточно 4, если один общий соединён.2 балла
-
Аппарат привез мне один хороший знакомый, которому иногда оказываю токарные услуги. Привез он мне аппарат, балон углекислоты с редуктором и шлангом, горелка 36(жуть какая тяжелая), катушку проволки 1мм - за все это поросил 35 килорублей. Говорит аппарат стоял в канторе торгующей сварочным оборудованием(по паспорту конец 2014 года) на нем иногда потенциальные покупатели пробовали поварить. Первые пробные швы и О УЖАС, подумал я разучился варить, швы корявые, что то трещит и брызгается- ну его на фиг. А товарищ мне подсказал сначала прочитать инструкцию и профильные форумы, благо и то и другое имеется. Вобщем выдул балон углекислоты, спалил две кутушки проволоки, и много часов в интернете за просмотром видео и чтением тем по сварке полуавтоматом и Форсаж стал мне нравится. Тонкий металл (0,8-1мм) вообще классно, тавровый шов тоже нормально, а вот с внешним углом пока проблемы- не получается равномерно и аккуратно. В память уже занес несколько режимов для наплавки(для этих целей наверное и придумали полуавтомат). Вобщем после непродолжительных испытаний Форсажа заметил несколько косяков-нестабильная работа подающего механизма( как будьто что то гдето подклинивает временами на длинных швах), и несколько раз самопроизвольно, в процессе сварки изменялась подача в сторону увеличения, напряжение при этом оставалось ранее заданным, но тут возможно виновата работающая рядом плазморезка. Вот такой скромный обзор, в дальнейшем бутут фото и много вопросов.2 балла
-
Очередные "выходные" в роли будней. Это я так отпуск отмечаю, если в чё )) В чистом времени делал дня 3 (с покраской). Подогнал клиент жып для подготовки к буеракам. Надо делать подножки. На рифлёном алюминии решил таки сэкономить, поэтому просто подножки рок-слайдеры (скалолазки, по-русски) Общий вид П-образное крепление (болт М16 насквозь через раму) Г-образное крепление к уже имеющимся закладным гайкам в раме. На одной подножке 2 П-образных и 1 Г-образное крепление, на другой 1П+2Г - специфика кузова, рамы, расположение бензобака, топливных и тормозных магистралей Единственное в своём роде крепление. Г-образное под крепление защиты Ну и внешний вид, само собой, фирмово получился, как обычно. 2-3 слоя текстурной антикоррозийной эмали. Дальше будут багажник и лестница. Сделаю - выложу.
2 балла
-
изобразили с дружбаном работу из м/лома и б.у. конструкций, во дворе у директора(пока его нет дома ). чувствую,в понедельник вернется-будИТЬ нам капец.. . пару калиток (вторую вообще стыдно показывать.. ) и заборчик под обкладку камнем.
2 балла
-
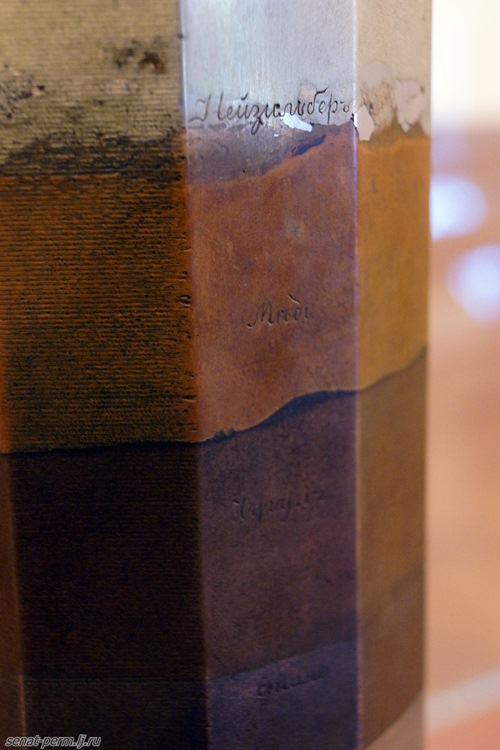
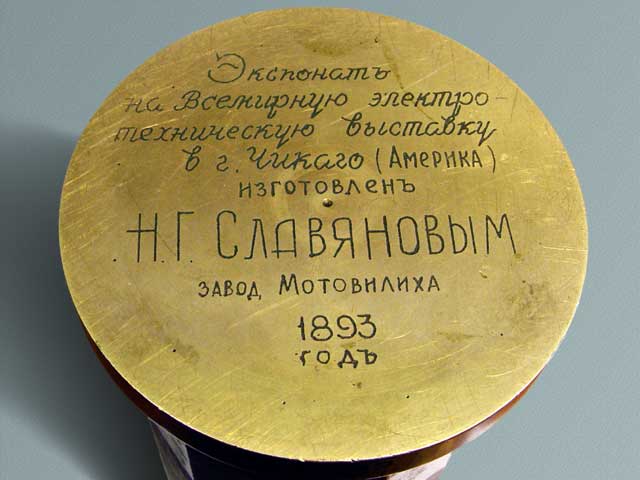
Многие слышали о стакане Николая Гавриловича Славянова, но хороших фоток почему-то не встречал. Но, кто ищет, тот всегда найдёт (с) Немного истории. Некоторые американские газеты и журналы, в целом положительно отзываясь об изобретении Славянова, в то же время указывали, что оно непригодно для сварки цветных металлов: шов якобы получится очень непрочный, а спаивать цветные металлы с черными вообще нельзя. Чтобы опровергнуть это, Славянов и наварил своим способом разные металлы один на другой. Были сварены: колокольная бронза, томпак (сплав меди и цинка), никель, сталь, чугун, медь, нейзильбер (группа медно-цинково-никелевых сплавов серебристого цвета), бронза. Получился металлический стакан весом 5 килограммов 330 граммов, высотою 210 миллиметров. Таких стаканов было изготовлено два. Один в 1892 году экспонировался на Четвертой электрической выставке в Петербурге, а другой был послан в Чикаго на Всемирную выставку. Стакан, который демонстрировался на электрической выставке в Петербурге, хранится в электротехническом музее Ленинградского политехнического института, а второй — в Пермском музее им. Славянова.
2 балла
-
мангал или как правильно, короче под казан=) мужики попросили, подарок коллеги=) вечером будет гореть и светиться =) жду когда фото скинут в действии
2 балла
-
Потому что дольше металл остается в зоне защиты газа и таким образом лучше варится и шов не черный, что естественно легче чиститься кислотой. В тот момент, когда метал разогрелся и принял нужные размеры в жидкой фазе, перехлестнув по ширине корректной стык 2 х листов. Потому что достаточный по точке апогея, сделаешь 50, долго ждать будешь, когда разогреется металл, а если больше, продавишь металл наизнанку, превратив его в кашу, провалив лицо. Присадку подавать под углом, дабы стык было видно, а самое главное, не обгорает так присадка, когда с угла подается. Многие ошибку делают, подавая проволоку прямолинейно дуге, таким образом ребята она обгорает, и не имея достаточной защиты, окисляется, что естественно в дальнейшем затрудняет сварочный процесс, тем более тонкостенный материалов. Ниже то, о чем просили по вопросам https://www.youtube.com/watch?v=MhjIblkmzUk2 балла
-
Только после мойки
2 балла
-
Доброго дня! Где я работаю показывать не буду, это не интересно, но покажу, где и чем я учусь варить. В общем это обычный гараж, снятый в аренду у друга, чем богаты, тем и рады Небольшой обзор инструмента, главное - сварочный аппарат Аврора Про интер 200. http://cs618420.vk.me/v618420196/12937/X6v-atpLLxg.jpg Сварочная маска Lorch Autoprotect Flex 9-13. http://cs618420.vk.me/v618420196/128fe/YvriyR8kvrI.jpg Макита 230мм. http://cs618420.vk.me/v618420196/129c3/XHGyD-AV6HI.jpg Маленькая болгарка Dorkel, ей стараюсь не работать вообще, т.к. нет защитного кожуха, страшно. http://cs618420.vk.me/v618420196/12923/O5A_3ARtuo8.jpg Тиски и струбцинка, их было две, но одна прожила 20 минут, уж очень хлипкая. http://cs618420.vk.me/v618420196/12955/MMTOaX1YxZI.jpg Заменил электрододержатель Авроры на Esab handy 200, весьма удобно, но при небольших объемах работы. http://cs618420.vk.me/v618420196/12973/60ecClKK-QA.jpg Также приобрел электрододержатель Ergus, но его пока не тестировал. http://cs618420.vk.me/v618420196/1290f/WqeW5L4xJe8.jpg Магнитные уголки, очень удобно. http://cs618420.vk.me/v618420196/1299b/hWLDFx44KB8.jpg Маленький помошник Макита. http://cs618420.vk.me/v618420196/12991/-diizRmiyOI.jpg Без этого болгарку стараюсь не брать. http://cs618420.vk.me/v618420196/129a5/cCVz8gcbL-A.jpg Присесть, бухнуть отдохнуть http://cs618420.vk.me/v618420196/12822/IwaKAB-ZVWs.jpg Натюрморт. http://cs618420.vk.me/v618420196/12890/U0z0-IZ7WO0.jpg Ну и в процессе. http://cs618420.vk.me/v618420196/129dc/cH7KYLeS9Rg.jpg http://cs618420.vk.me/v618420196/129fc/vjCrYoFwbWo.jpg Спасибо за внимание.1 балл
-
Здравствуйте, уважаемые мастера сварных дел! Особенно хвастаться нечем, но стараюсь развивать свою мастерскую. http://s017.radikal.ru/i443/1201/48/62b1f1858adb.jpg Занимаюсь металлообработкой и сваркой, в основном ремонтом станков, а в настоящее время - ремонтом полуприцепов. http://s018.radikal.ru/i506/1201/1f/6b0969b512f0.jpg http://s017.radikal.ru/i401/1201/68/2c75f478753d.jpg http://s004.radikal.ru/i207/1201/3c/3f7e75b91813.jpg Имеется в наличии заточной 3К634, настольный сверлильный 2М112, токарный 1А616К, полуавтомат 250 А, TIG 200 AC\DC, самодельный ММА, инверторный ММА 145 А. Ну где-то так вот!1 балл
-
Нет. Здесь не обсудите.1 балл
-
@Андрюха_Саранск, не знаю, к чему стремится надо, у меня Сварог 160 ампер, 4 метра. Весьма удобный, я его купил специально, свою санитарку варить. Катушку 0,8 сжёг, и немного 0,6. Претензий к нему нет, в руке сидит удобно. Расходники дешёвые и все в наличии. Может какой то фирменный и лучше, но меня этот вполне устраивает. Ещё и не дорогой. http://www.welding-russia.ru/catalog.html?itemid=10936 Только ссылка на пятиметровый, четырёхметрового там сейчас нет. Вам придётся разъём с рукава снять или маму на аппарат поставить. Только один вопрос - эта овчинка выделки стоит? Может поработаете, как есть, а потом, если надобность в том будет, возьмёте себе нормальный инверторный ПА.1 балл
-
@Mictlayotl, А чо металла потоньше не было? Или боялись прожечь? Или мои посты вам настолько неприятны, что вы не уловили про что я говорил? Так я напомню -- труба 60х60 стенка три миллиметра, электрод тройка, ток любой. И не забудьте -- зазоры до миллиметра. Всё что я проповедовал не высосано из пальца по выходным в гараже, где взрослый дядька со сваркой развлекается. Это реальная работа. Уонии, это не религия. Еслиб можно было то же самое делать другим типом электродов, подходящим по цене, но зажигающимся легче -- делал бы. И я реально пробовал, и я вам это описываю.1 балл
-
Такое бывает из за горелки (кстати, сколько метров?) и из за плохой массы. Сам аппарат подавать должен стабильно. Нет, плазморез не причем, это аппарат. Такое бывает и с напряжением. Замечено что чаще такое бывает при неправильном режиме и сварке грязного металла (когда проволока втыкается) и при некоторых положениях энкодеров.Но я Вам советую с ним подружиться. Когда научитесь хорошо настраивать увидите как он прекрасно варит. И электродами тоже. :-)1 балл
-
А кнопки там нет, она в резисторе и включается при повороте. Единственное что саму крутилку можно по более диаметром делать, но меня эта вполне устраивала. Для ТИГа перчатки тонкие и мягкие, проблем с кручением нет.1 балл
-
Интересную тему затронули и у меня вопрос есть. Насколько я понял Вам требуется найти оптимальное решение задачи, а не только полуавтомат или автоматику или еще там чего. Наверное так и надо вопрос ставить. Т.е. требуется определить технологическую цепочку доя изготовления змеевиков и какое там будет оборудование, в принципе, даже вторично. При этом сделать это надо за оптимальные инвестиции. Я думаю так и надо задачу ставить и если обратитесь в фирму, где ее решат, то вот и ответ будет.1 балл
-
@Svarshik_odinohka, В торговле тоже не каждый сможет , и если не будет результата то быстро заменят на ...., да и начальство там такое же ...... как на производстве, а может и хуже в разы. Что делать? Вспомнилось как то по молодости был в Ленинграде (я тогда водилой был на ЗИЛ130) на заводе где турбины делают (во время сколько пролетело уже и не помню название завода) , они нам что то изготовили и я должен был забрать деталь. Так вот заехал в цех на погрузку, а рядом станок расточной таких размеров что мой ЗИЛ можно легко обточить на нем. И мужик-оператор рядом со станком собрал начальство в галстуках и орет на них , а они по стойке смирно стоят и слушают. Спросил у сопровождающего, что он так их и разве можно на начальство так ? Ему говорит можно так как больше на этом станке не кто не умеет как он работать, что то во время ему не доставили к станку вот он и отчитывает их, а если не поймут у него прямой номер тел. министра есть. Вывод , нужно так поставить себя и свою работу, чтобы не ты у начальства просил и клянчил, а они тебя просили и уважали и понимали что они без тебя нули.1 балл
-
В парфюмерии: - А почему у вас на одеколоне "Русский лес" нет этикетки? - А Вам не все равно? - Вам может и все равно, а мне на стол ставить.1 балл
-
skrem du С Днём Рождения! Удачи и здоровья!1 балл
-
1 балл
-
Скромный с днем рождения!!!1 балл
-
просто фото.
1 балл
-
skrem du Дима, Пусть у тебя всё будет хорошо!
1 балл
-
@демонстратор, внимательно изучил. На четвёртый по отрасли вполне потяну, а вот пятый только по специфике деятельности ("изделия 65") в части касающейся. не совсем понятна формулировка "до 2 мм". Как Вы с-читаете, это более 2 мм или менее 2 мм? Хотелось бы посмотреть как выглядит РГК на s=0,5 мм при РДС...1 балл
-
Так заготовки на земле он и на обратной варил не плохо. Нужды не было менять, хотя OK 46.00 на любой полярности работают. Есть мысль что ориентация по сторонам света тоже играет какую то роль. Двутавры ориентированны с юга на север, или с севера на юг, кому как нравится. Магнитный фон земли так сказать. Ток то течет каждый раз в разном направлении. Не смонтированным остался кусок занятый постройкой. Двутавры для него на улице лежат. Ориентированны так же. Будем резать когда, попробую поварить поперек полки. Что выйдет интерестно.1 балл
-
1 балл
-
@blazen79,Так немудренно,чем больше негатива,тем более просматривается тема.Про дальнейшие мотивации промолчу.1 балл
-
Можно, если мощность генератора выше примерно в 1,5 - 2 раза максимальной потребляемой мощности инвертора.1 балл
-
1 балл
-
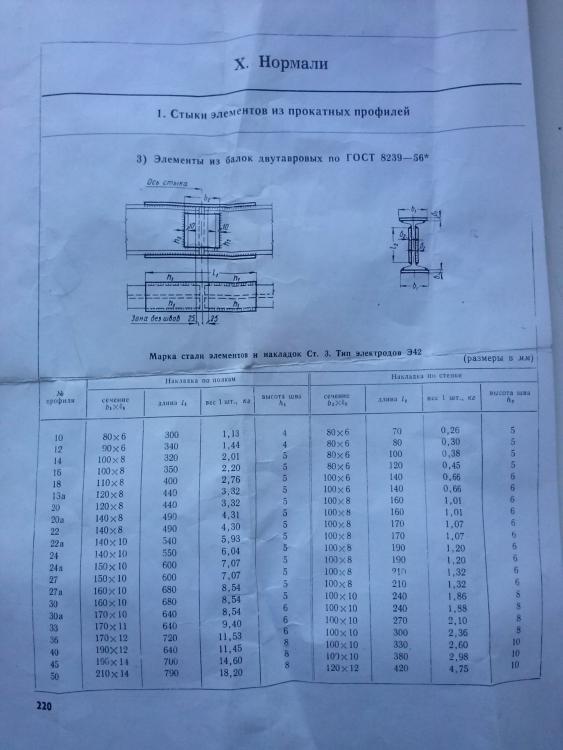
Ну начнем понемногу. Для начала лист инструкции. По пункту 5.4 есть сноска предупреждающая об отсутствии вилки в комплекте. Вопрос этот я уже порешал. Пошел и купил на 16А, поставил. Как и говорил выше, заранее бы об этом знать что ее нет. Далее в описании устройства пункты 5.11 и 5.12 (на рисунке) поменяны местами. В инструкции (на рисунке) 5.11 - сеть, а 5.12 - перегрев. По факту все наоборот. Далее по подготовке к работе и порядку работы. Дело в том, и для меня это было легким шоком, что аппарат при выключенном тумблере работает! Крутится вентилятор, горит индикатор сети, индикатор перегрева, регулируется сила тока. Но только он не варит в таком положении. То есть тухнет все только при вытянутой вилке из розетки. При включении перегрев гаснет и аппарат может варить. Минимальное значение силы тока на индикаторе - 40А. Сразу встал вопрос о том как он будет варить тонкий металл, двоечкой например. Проверю позже. В легкий ступор меня ввело требование пункта 6.8 Если следовать ему, то при каждой смене электрода нужно выключать и снова включать тумблер сети. Думаю не сложно представить себе ту беготню которую это создаст, ну или человека у аппарата ставить) Я так подозреваю что это вариация функции VRD, только уж извращенно реализованная. Но зато гарантия от того что шарахнет полная. Перемудрили что то малость. К сожалению выходные и вечер понедельника я был на калыме. Поэтому поварить ничего не успел. Да и сегодня апосля поднятия двутавров как то не до чего было. Но вилку купил, поставил. Отрыл завалявшиеся кишки от Фоксвелда 400А, они новые, мы ими не пользовались так как коротки. Заняли у одного запасливого товарища электрод пятерку. Еще с советских времен когда их на Брянском машиностроительном делали, остались. Дал один) Как раз по цеху была размотана переноска сделанная из бухты ПВэСа 2х4, сто метров. Подключил аппарат к ней. И по сему чего уж скромничать. Газ в пол. В качестве жертвы куски двутавра номер 16. Того, что в последствии предстоит варить. Зазор меж стенок миллиметра четыре. Начал варить без отрыва - прожег. Прошел по верху полок без зазора, к концу стыка ванна просела. Дальше я уже совсем смелый стал резать полку от края пятеркой на максимуме. Медленно но резка шла. Прорезав сантиметров шесть случилось то что и должно было. В щитке выбило автомат на 16 ампер) Сходил включил, обождал и прожег дырочку. Медленно очень но прожег в пяти миллиметровой полке. Вот такое вышло первое знакомство. В последующем нам вроде начальство грозилось кабелей длинных прикупить. КГшки - 50 метров. Про сечение не знаю, просил 25, а там ... У нас пролеты по 24 метра, что бы аппараты не таскать хотим на длинных держаках работать. Заодно проверю как оно, если купят. Ну и немного о том где собираюсь Торусом варить. Так выглядит скелет перекрытия что мы сделали. Двутавры через полтора метра. Нас заставляют промеж еще по одному добавить. Так как ребром двутавр такого же сечения туда не впихнуть, выпиливаем полки. Засовываем в ручную с козликов их меж балкой и перекрытием. А потом ставим на ребро, поджимаем домкратом и вставляем полки на место. Домкрат поставили на трубу. Теперь полку надо приварить к балке и обратно к двутавру. Плюс еще двутавры меж собой косынками там где они стыкуются торцами, согласно этой бумажке. Правда верхнюю косынку положить уже не сможем. Сказали разнести ее по низу полок в две стороны. В общем сварки как видите воз и маленькая тележка. Во всех пространственных положениях, под потолком в неудобном месте( Пока все!
1 балл
-
Сварочный стол на колесиках. Материал труба 40х40х2 и лист 4мм очень удобно перемещается по цеху без всяких проблем одним человеком.
1 балл
-
Часть первая.Хочу поделиться своим опытом организации рабочей мастерской в пределах одного (двух) гаражей.Основной профиль -слесарные работы и работы по ремонту мото.Фото сделанны по направлению часовой стрелки.Стены зашиты ДСП (под ними утеплитель и стальные решетки.Полотно ДСП очень удобно для размещения иструмента(приставил молоток,вкрутил пару шурупов и штатное место готово),кроме того можно легко переместить в нужную зону мастерской(это приходит потом в процессе работы).Еще хорошо инструмент обрисовать -видно сразу какой отсутствует или куда вешать (если работает новичек в мастерской).Поскольку в сезон бывает,что народу толчется до 8-10 человек,Да и рабочих мест несколько-иструмент зачастую дублирован(отвертки,молотки,ключи) и не в одном месте.Фото1-пайка;работа с карбами,мелкими узлами.Под столом дополнительный рессивер(компрессор расположен в подвале и длинные шланги давали посадку по расходу-пульвер и гайковерт плохо работали).Шланги удобно располагать на воротах.Поскольку гараж чисто под мастерскую-буржуйку расположил в подвале (повал раделен на три отсека)дымоход вертикальный Ду100.Плюсы подвал всегда сухой,на верху больше рабочего места,прогретый пол,теплая вседа бытовка в подвале(с сухими вещами),быстрый прогрев мастерской (за счет теплого воздуха подвала).Минус один необходимость продувки вентиляторами(2шт по 20вт) через каналы горячего воздуха.Но такая система в отличии от водяного отопления не так инертна и дешевле.Топливо дрова(старыне так травмоопасны.Четырехкулачковый патрон,найденный на металломе, удобен для закрепления катерин мото и другой требухи при слесарных и сварочных работах.А теперь ГРАБЛИ!!!Ну куда без них! Дабы не наступать на них-лучше использовать как кронштейн для оправок и разной дырявой слесарно-гинекологической хрени прилогающейся к кувалдометрическому иструменту или прессу.Синенькая пумпочка-стенд для разборки стоек аммортизаторов(домкратс мерина+4 навеса с авто-валялось в подвале+3 часа работы).Правее дымоход с вваренным пропановым балоном ( для улучшения теплоотдачи обварен уголками).Фото 6 верстак:Станочные тиса протюнены- 1 сойки для балансировки мото колес,2 стенд для раборки сцеплений скутеров,3 стенд разборки мото аммортизаторов(зажим пружин снят).Фото 7 здесь основные работы сваркой и шлифмашинкой.Видно местную вытяжку(под потолком еще одна на 340 кубов в час)Два поворотных светильика дают отличное освещение в рабочей зоне(народ помните хорошая освещенность-залог качественной работы и сохраненного зрения.Соты над верстаком заполнены банками из под кофе-удобно для однотипного мелкого вида деталей +наличие плотных рышек-защита от пыли.Фото 8 ящики по верстаком:нижний на колесиках от старой стиралки,обязательно нужен полог(не горючий)-не дает скапливаться пыли и обрезкам по верстаком.Фото 9 заточной станок -сделан из привода совдеповской шифмашинки на гибком валу-РЕКОМЕНДУЮ:очень надежно на валу 4 подшипника из них ТРИ на конце где закреплен круг.Фото 11Сверлильный станок(куплен перед новым годом за менее 50 баксов- я считаю подарили), сварочник на поворотной консоли(при установке сверлильного пришлось опустить ниже),правда сейчас продумываю узел фиксации поворота.Над сварочником желоб с сотами для сверл,выше маленький заточной для правки оных,левее старая соковыжималка с алмазным кругом на валу- для мелких сверл.Еще левее соты с просечками.Фото 13 дверь в второй гараж( опять шланги,сварочные концы),а на простенке меж дверью и воротами на мощном подрамнике наковальня и тиса с мех пилы.Тиса специально так расположенны при открытых дверях и воротах можно зажать деталь метров 20 ,да и кувалдой можно смело махать- стальные,подрамник приварен к двум рамам(ворот и двери).Под конец фото ляды в подвал :она имеет противовес и фиксируемые упоры-поручни.Ps. Поскольку не все детали и устройства описанны подробно-автор обещает продолжение(за дверью есть второй гараж).Кроме того я просто делюсь своим опытом и с вниманием отнесусь к чужому. е деревянные окна и мебель-друзья снабжают).Фото 3,4 трубогибы:гидравлический арбалетный(поменял на приемке на металлолом) и ручной.Кстати шиферные гвозди, приваренные к раме) отличные крючки для оправок-большые шляпки не так травмоопасны.Четырехкулачковый патрон,найденный на металломе, удобен для закрепления катерин мото и другой требухи при слесарных и сварочных работах.А теперь ГРАБЛИ!!!Ну куда без них! Дабы не наступать на них-лучше использовать как кронштейн для оправок и разной дырявой слесарно-гинекологической хрени прилогающейся к кувалдометрическому иструменту или прессу.Синенькая пумпочка-стенд для разборки стоек аммортизаторов(домкратс мерина+4 навеса с авто-валялось в подвале+3 часа работы).Правее дымоход с вваренным пропановым балоном ( для улучшения теплоотдачи обварен уголками).Фото 6 верстак:Станочные тиса протюнены- 1 сойки для балансировки мото колес,2 стенд для раборки сцеплений скутеров,3 стенд разборки мото аммортизаторов(зажим пружин снят).Фото 7 здесь основные работы сваркой и шлифмашинкой.Видно местную вытяжку(под потолком еще одна на 340 кубов в час)Два поворотных светильика дают отличное освещение в рабочей зоне(народ помните хорошая освещенность-залог качественной работы и сохраненного зрения.Соты над верстаком заполнены банками из под кофе-удобно для однотипного мелкого вида деталей +наличие плотных рышек-защита от пыли.Фото 8 ящики по верстаком:нижний на колесиках от старой стиралки,обязательно нужен полог(не горючий)-не дает скапливаться пыли и обрезкам по верстаком.Фото 9 заточной станок -сделан из привода совдеповской шифмашинки на гибком валу-РЕКОМЕНДУЮ:очень надежно на валу 4 подшипника из них ТРИ на конце где закреплен круг.Фото 11Сверлильный станок(куплен перед новым годом за менее 50 баксов- я считаю подарили), сварочник на поворотной консоли(при установке сверлильного пришлось опустить ниже),правда сейчас продумываю узел фиксации поворота.Над сварочником желоб с сотами для сверл,выше маленький заточной для правки оных,левее старая соковыжималка с алмазным кругом на валу- для мелких сверл.Еще левее соты с просечками.Фото 13 дверь в второй гараж( опять шланги,сварочные концы),а на простенке меж дверью и воротами на мощном подрамнике наковальня и тиса с мех пилы.Тиса специально так расположенны при открытых дверях и воротах можно зажать деталь метров 20 ,да и кувалдой можно смело махать- стальные,подрамник приварен к двум рамам(ворот и двери).Под конец фото ляды в подвал :она имеет противовес и фиксируемые упоры-поручни.Ps. Поскольку не все детали и устройства описанны подробно-автор обещает продолжение(за дверью есть второй гараж).Кроме того я просто делюсь своим опытом и с вниманием отнесусь к чужому. Не влезли фото
1 балл
-
Отломили "ухо" по привалочной плоскости,деталь малых размеров.Для сохранения размера и избежать расплавления, изготовил кондуктор,закрепил,проварил.Перевернул и проварил вторую сторону.
1 балл
-
С утра пришлось отвозить заказ на место дислокации.Вид из машиныОблепиха поспела.Тянь-Шанская обсерваторияНочью выпал в горах снег. Большое Алматинское озеро.
1 балл
-
А мне кажется обо всем этом он думал, когда смотрел со стороны на стык, а теперь чего уж причитать, варить надо ))1 балл