Лидеры




Популярный контент
Показан контент с высокой репутацией 16.04.2015 во всех областях
-
Радиатор для *Боба*.
 9 баллов
9 баллов -
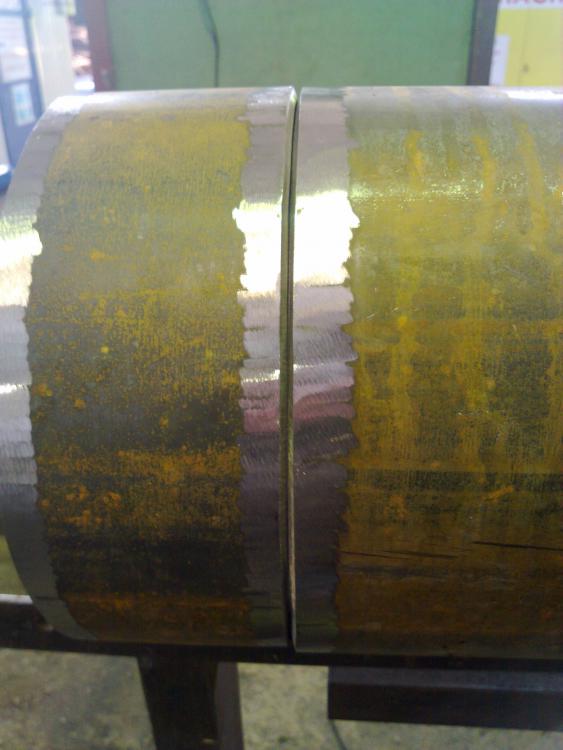
день прошёл на выезде,покатались поварили ,увидел залежи металла и хотелось как Скрудж Макдаг в золоте в нем поковырятся,ну а напарник точно решил *шиномонтаж * наладить ,2 колесо спаял)),ну и зазорчик так сказать при стыковке,эт вам не 5 мм подогнать))
4 балла
-
Во время обеденного перерыва сваял на скорую руку Металл 3,2мм, зазор 1мм, ток 50 ампер, сварка с отрывом Металл 6мм, зазор 3мм, ток 80 ампер
4 балла
-
Прыгающие подлодки4 балла
-
http://i01.fotocdn.net/s3/130/public_pin_m/363/2348116609.jpg4 балла
-
@Nikolay152,Некоторые несоответствия в Ваших словах есть, но продолжаю "нехорошие советы".Если Вам нужен стаж сварщика,то за некоторое кол-во "фантиков" он у Вас будет зафиксирован официально.(без оформления ИП, за меньшии деньги,"расшифровывать" не буду,все сами знаю).Только он никому не нужен.Работа "сварщиков 6 разряда"после трехмесячных (вот загнул,сейчас наверно трехнедельные) курсов заканчивается не начавшись.Ваша мечта о переезде в другую страну, туда "где есть программа для специалистов по сварке там все круто"...вообщем мечта. Можно конечно разбить ее в пух и прах, но я не "разрушитель мечт".По этому вопросу лучше списаться в личке,с людьми имеющим практический опыт работы сварщиками за пределами Родины.(просто хочу обратить внимание,что на момент отъезда они уже имели высокую квалификацию). "Ложка"(сварочный аппарат) у Вас есть,уверенность в качестве своей работы тоже полагаю имеется, осталось найти,что"похлебать". Уже хорошо.Удачи.3 балла
-
Всем доброго времени суток! Сразу говорю, работа не моя, наткнулся на картинку в сети: Надеюсь, автор не будет против её здесь размещения. Всегда, по доброму, завидовал талантливым людям. Просто интересны некоторые технологические секреты изготовления. Как соединяются такие мелкие детали? Пайка или сварка или и то и другое? Если сварка, аргонодуговая или полуавтоматом реально хотя бы проволокой 0.6мм ? Покраска из баллончика/кисточкой или какой электрохимический способ? Позже, вроде нашел первоисточник картинки:
3 балла
-
@Nikolay152,Это как в цикле стихов:"Нехорошие советы". 1-ый "нехороший" совет: попробуйте сначала найти свою нишу и заработать денег. Отдать их всегда успеете.3 балла
-
У меня даже маленькие с регуляторами, без него только фрезы жечь. Это мой арсенал:
3 балла
-
Запасайтесь к сезону пляжной обувкой.
3 балла
-
Чуток фоток.
3 балла
-
Ну, что поделаешь? Взял дяденька чужое, вот и сидит. Это же не означает, что на него нужно равняться и крысятничать. Ды и в любом другом регионе и городе есть такие дядечки, просто их еще не отвезли куда нужно. Я если честно вообще не понимаю для чего нужно такое количество золота, денег и прочих материальных ценностей и нафига из-за них карму портить. К гробу то не приколотишь, ни часы ни бриллиантовую ручку. Не понимаю... Мне проще, я минималист, мне практически ничего ненужно, штаны есть, крыша над головой есть, сыт, одет обут, есть интересная и хорошая работа... Что еще может быть нужно для счастья.2 балла
-
Подрез жуткий. Его надо заполнять возвращяясь и поддавливая металл короткой дугой. А корень варить колебаниями, "подгрызая" трубу и не забывая про фланец. Примерно так - чик чик, чик чик.. )2 балла
-
Это грунт, на этих сталях по нему допускается варить без зачистки. Торцы полотен после плазмореза зачищают обязательно.2 балла
-
,Вот мой,6 год ходит.Самоделка.
2 балла
-
Сегодня доделал.Всё из нержавейки. И коптильня для друга.
2 балла
-
@blazen79, в книге Николаева"Сварка в машиностроении" том 2 в раздели сварки разнородных сталей есть рекомендации по сварки сталей одного структурного класса ,но разной прочности:говорится что сварочный материал подбирается по менее прочной стали2 балла
-
По объявлению приехал наращивать двутавр (4 метра) который будет держать плиты перекрытия гаража. Спрашивает строго - "ты ПАСПОРТИСТ!!?" Отвечаю - " неа.. выгнали с паспортистов" - "за что!?" -" украл электроды с атомной технологии... вот и пнули" (открыл пинал и показал немаркированные уонии) -" О! а мне ими завариш?" -" ну если никому не раскажите.. ага" ))2 балла
-
И у меня с работой зашевелилось . И сразу не по мелочи . Хотя сварки , в сравнении с подготовкой , на порядок меньше , так что будни у меня с " болгарским акцентом " . А учитывая , что подвезли лишь толику требуемого , то " лучшее " , конечно, впереди Часть имеющегося , фрагмент резки и подготовки с "последствиями" Токарная обработка нам только снится , поэтому излишки снимаю вручную не только на отводах Некоторые моменты монтажа Ну и работа по профилю Корень - ТИГ и ПА , облицовка ПА и РД .В основном , конечно , ПА , потому как и толщина , и диаметр позволяют , а скорость и трудозатраты соблазняют . Сделал несколько роликов моих будней , но в ходе урезки , монтажа и других плясок с бубном ( режиссёр из меня никакой ) , качество исходника заметно пострадало , но суть видна http://www.youtube.com/watch?v=z7KKJIFOREg http://www.youtube.com/watch?v=GkBPUWELyA8 Спасибо за внимание
2 балла
-
2 балла
-
2 балла
-
Агитируйте, до Волгограда далеко. А вот от Владимира до Рязани близко...1 балл
-
Наверно будет зависеть от того, что Вы собрались сваривать. Вот 120 ампер в углекислоте
1 балл
-
Не я один)))). справочная информация по видам зуба/оборотам/скорости на странице № 8 по ссылке http://www.pferd.com/images/katalog-202-wzh22-150dpi-ru.pdf, там оптимально доступно все разложено.1 балл
-
К сезону все приготовились ?
1 балл
-
Да нормально вроде дышалось, Кяхта как никак.1 балл
-
1 балл
-
Здрасте, вставлю малёх из своего. Я над своими подопечными постоянно опыты по психологии провожу. Принесут какую нибудь деталь, я долго рассматриваю и говорю, здесь просто так не заваришь, надо варить КРЕПКИМ ШВОМ , ну заварю, отдам, потом пиходят с другой деталью, говорят - на посмотри, здесь крепким швом, можешь заварить?. Ну или пренесут тоже какую ни будь железяку, я у них и спрашиваю - вам как варить, что б не текло или что бы держалось? Таварищь мой послушал всё это, и через время сидим как то вечерком выпиваем, говорит - был сегодня у меня мужик, принёс глушитель, а морда у мужика за Руб удавится, так вот, посмотрел он на глушак и говорит - вам как варить просто или крепким швом, но крепким швом дороже, мужик выбрал второе и с лёгкостью отдал причирающуюся сумму... Ещё на людей действует когда говоришь, что ты варишь только по технологии, сколько не возьми, всёравно следующий раз к тебе прийдут.1 балл
-
https://www.youtube.com/watch?v=FCSI08ssQv8#t=101 балл
-
Я не знаю куда (раздел/тема) это определить, но это видео и на нём показана э-э-э... сварка шведскими электродами. Внимание, НЕнормативная лексика: http://www.youtube.com/watch?v=Bj2Lkqi48N41 балл
-
какой кислотный агапит.... Что за кино?1 балл
-
Приобрели сегодня новый компрессор высокого давления. 350 бар - 37квт - 1500л\мин. Теперь будем пытаться разделять воздух на кислород и азот.
1 балл
-
Наздоровье , для этого и выкладывал .1 балл
-
Промеж дел тоже сваял на заказ очередное детище .
1 балл
-
Определенно есть плюсы в том, что старые совдеповские конторы разваливаются, благодаря этому потихоньку увеличиваю свой станочный парк: необходимо восстановить зубья на этой шестерне, а так все рабочее \ И еще в закромах уже пару лет стоит гильотина, надо ставить на фундамент и можно работать.
1 балл
-
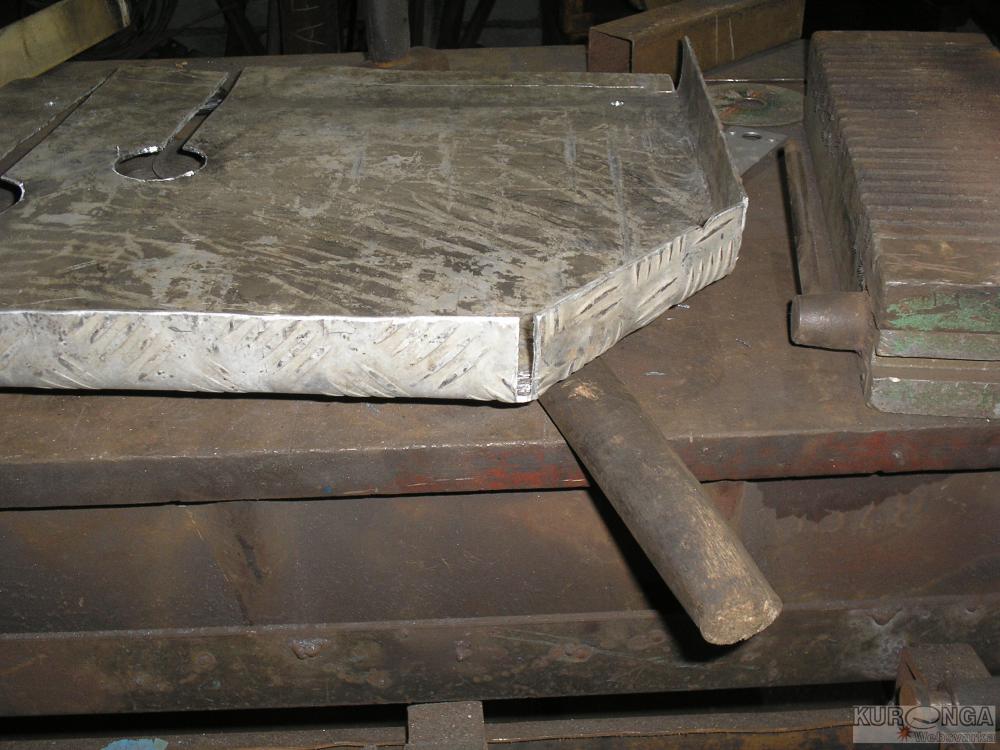
"Мы тут эта, согнули, теперь надо заварить ,зазор да большой, но подгибать нельзя, мы по ней уже рамку сделали!" "Чего вид у железяки как с помойки?" "Дак эта, какую нашли". "С алюминием не на ты?" "Значит нужно постараться!" Пластина для крепления розеток и воздушных разъёмов за кабиной тягача.
1 балл
-
Возможен.
1 балл
-
АУДИ ЕДЕТ В УКРОПИЮ!
1 балл
-
Наши рабочии будни
1 балл
-
http://f6.s.qip.ru/IA4wMynd.png http://f5.s.qip.ru/IA4wMyn8.png http://f5.s.qip.ru/IA4wMyn5.png http://f6.s.qip.ru/IA4wMync.png1 балл
-
@дмитров, Как и обещал. 40-вая серия- более сложный вариант, уже 2 ролика. Такие аппараты со счетов не сбрасываются, они очень просты в употреблении и настройках, управлении и главное в надёжности. Многие , видя бирку сбоку у подающего, на которой написано ПДГ---, считают, что он так и называется, но это ошибка. Если посмотреть внимательнее, то на шасси сбоку есть ещё одна и на ней указан настоящий логотип- МПО -1...4. Такие ошибки можно встретить и на ВДУ-шках, там тоже лепят ПДГ-512, но это уже на совести специалистов по инвентаризации.
1 балл
-
@дмитров, Главный параметр полуавтомата — номинальный сварочный ток. Отечественной промышленностью выпускаются полуавтоматы на токи 200, 315, 400, 500 и 630 А. Пример расшифровки условного обозначения — тип ПДГ-516 УЗ: П — полуавтомат, Д — дуговой сварки, Г — в активных газах, 5 — сварочный ток в сотнях ампер, 16 — номер модификации, У — климатическое исполнение, 3 — категория размещения. Основные узлы В состав полуавтомата входят: механизм подачи проволоки, блок управления, комплект сварочных горелок, источник сварочного тока, газовая аппаратура, соединительные провода и шланги. Некоторые полуавтоматы комплектуются автономными системами водяного охлаждения и дымоотсасывающими устройствами. В механизм подачи проволоки входят: двигатель с редуктором, роликовое устройство, кассета с тормозным устройством. На некоторых механизмах подачи размещают блок управления или отдельные элементы системы управления полуавтомата. Механизм подачи проволоки диаметром 0,8—1,4 мм рассчитывается из условия получения проталкивающего усилия 100 Н, механизмы для проволок диаметром 1,6—3,5 мм рассчитываются на усилие 200 Н. В большинстве полуавтоматов отечественного и зарубежного производства применяются двигатели мощностью 40—180 Вт. Роликовые устройства для подачи электродной проволоки наиболее часто содержат один приводной и один прижимной ролик. Для стальной проволоки диаметром 1,6—2,5 мм, а также для порошковой или алюминиевой проволок применяют две пары приводных и прижимных роликов. Форма рабочей поверхности роликов: цилиндрическая гладкая, цилиндрическая с насечкой, коническая. Ролики изготовляют из термообработанной до HRC 50—60 стали ХВГ, 40Х или ШХ15., .Фотографировать ВДУ-шку, входящую в полный комплект я не стал. У нас еще рядышком висит его младший брат- МПО-41, но там роликов уже поболе, завтра скину фото.1 балл
-
@Igor_74,Не надрывайтесь вы так за стихи (флуд, но красивый) и пунктуацию . А вот фотки от себя (оборудование/швы и т.д.) и в Кто есть кто (тема такая ) - приветствуется (как и у любых вежливых людей представиться - это правильно) . Мне лично ваши высказывания понятны , а @saper24, он всех новичков забормочет до запятой (АВН -с ним в сговоре по- моему))), но вы лучше от темы не отрывайтесь (не сваливайтесь в разборки/терки/стрелки и прочую поэзию))). Я лично информационного конфликта не узрел, а эмоциональная нагрузка - заметна.1 балл
-
Заблудшим не надо бы рта открывать, Удел их, внимать просвещённым, Поэзией всё же титан не спаять, И клавою с мышкою тоже.1 балл
-
@Zepish,с 09г2с приходилось работать хорошо сваривается ,с 13хфа опыта работы с ней не было ,но сложного в сварки этих сталей ничего нет,на счет "пузырится" и или нет здесь уже какое качество самих сталей и сварочных материалов,а цвет побежласти будет всегда вопрос только какого цвета он будет уже больше зависит от режимов сварки1 балл
-
Моя молодость пр.971 - AKULA ДАННЫЕ НА 2014 г. (стандартное пополнение)пр.971 / 09710 "Барс" / "Щука-Б" - AKULAпр.971, пр.971И / 09719 "Ирбис" - Improved AKULAпр.971 / пр.971У - AKULA-IIпр.971 / пр.971М (?) (К-335) - AKULA-III пр.971М - AKULA-IV http://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/359/2PGG3.gifhttp://militaryrussia.ru/i/284/359/JE1ne.gifhttp://militaryrussia.ru/i/284/163/d9vne.jpg Многоцелевая атомная подводная лодка. Разработка ПЛА пр.971 начата СКБ-143 "Малахит" (г.Ленинград, главный конструктор Георгий Николаевич Чернышов, с августа 1976 г., после 1997 г. - Ю.И.Фарафонтов) по ТТЗ 1972 г. "разработка большой атомной многоцелевой подводной лодки 3-го поколения" в качестве аналога ПЛА пр.945 с заменой в конструкции титановых сплавов стальными. В проекте использованы проработки по малошумным ПЛА пр.991 и пр.958. Краткий эскизный проект (аванпроект) разработан к началу 1976 г. В разработке технического проекта, работа над которым начата по совместному решению МСП и ВМФ от 27 июля 1976 г., принял участие ЦНИИ им. академика А.Н.Крылова (особенно в части снижения шумности ПЛА). Группа главного конструктора сформирована в августе 1976 г. Проектирование: Технический проект лодки разработан с сентября 1976 г. по май 1977 г. Одна из основных задач, которая стояла перед разработчиками - удержание ПЛА в рамках водоизмещения заявленного в эскизном проекте. Технический проект рассмотрен 1 ЦНИИ МО СССР (кораблестроения) в июне 1977 г. и утвержден 13 сентября 1977 г. с оговорками, что в процессе разработки чертежей и строительства надо обеспечить еще большее снижение шумности, размещение пусковых установок СГПД, размещение КРБД с возможностью применения по береговым целям. После получения информации о нововведениях на американской ПЛА типа Los-Angeles, которые выразились в установке ГАС с цифровой обработкой сигналов, снижающей влияние собственных шумов ПЛА, а так же с учетом пожеланий руководства ВМФ оснастить ПЛА КРБД "Гранат" (постановление СМ СССР от 26 мая 1978 г.) проект был переработан дополнительно под установку ГАК "Скат-3", что потребовало изменения конструкции корпуса. Проект сдан в 1980 г. http://militaryrussia.ru/i/284/273/7H33p.jpg ПЛА Chakra / К-152 "Нерпа" пр.971И - Improved AKULA на пути в Индию, конец марта 2012 г. (http://www.militaryphotos.net). http://militaryrussia.ru/i/284/273/pI4qh.jpg Один из ранних вариантов пр.971 (http://forums.airbase.ru) Производство: подготовка к производству серии лодок пр.971 на Судостроительном Заводе в Комсомольске-на-Амуре (завод №199) велась с 1978 г. Головная ПЛА К-284: - заложена в конце 1980 г. - первый блок оборудования установлен в прочный корпус в июне 1983 г. - закладная доска установлена 6 ноября 1983 г. - официальной датой закладки значится 11 ноября 1983 г. - сборка прочного корпуса завершена в феврале 1984 г. - ПЛ К-284 выведена из цеха в транспортно-спусковой плавдок "Амур" 16 июля 1984 г. - начало транспортировки ПЛ в плавдоке на сдаточную базу в п.Большой Камень - 16 октября 1984 г. - спуск на воду из плавдока в бухте Чихачева, пуск ППУ - до 25 октября 1984 г. - поступила своим ходом на сдаточную базу завода в п.Большой Камень и была посажена на мель (оказались забиты грязью циркуляционные трассы) 25 октября 1984 г. - два неудачных этапа заводских ходовых испытаний - по причине невыхода ППУ на мощность более 50% (из-за забитых грязью циркуляционных трасс) - с 7 декабря 1984 г. - чистка циркуляционных трасс - 7-20 декабря 1984 г. - третий удачный этап заводских ходовых испытаний - до конца декабря 1984 г. - подписание приемного акта ПЛ К-284 - 30 декабря 1984 г. (с указанием перечня работ перенесенных на 1985 г.) Испытания и принятие на вооружение. Заводские испытания К-284 начаты 7 декабря 1984 г. и официально ПЛ К-284 сдана ВМФ подписанием Акта о приемке 30 декабря 1984 г. после чего с базированием в п.Большой Камень приступила к доводке оборудования и испытаниям систем. Акустическая доводка ПЛ К-284 выполнена в период с 1985 по 1987 г.г. Окончательная отделка и покраска - 1986 г. С 1986 г. головная ПЛ обеспечивала так же испытания серийных ПЛ пр.971. Мореходные испытания проведены в 1986-1987 г.г. Первые пуски КРБД "Гранат" - январь 1987 г. Проверка технологии и трудоемкости навигационного и докового ремонтов проведены в 1987 г. и в 1989 г. ГАК и часть систем вооружения дорабатывались и приняты в эксплуатацию в 1988 г., первое погружение на предельную глубину состоялось 1 июля 1989 г. К этому моменту ПЛ К-284 прошла более 50000 миль и имела наработку основных механизмов около 10000 часов. Испытания всех систем ПЛА завершены только в 1990 г. http://militaryrussia.ru/i/284/273/EaKX2LP37l.jpg Одна из первых фотографий ПЛА пр.971 AKULA (вероятно, К-284 "Акула") опубликованная в западных СМИ (Soviet Military Power 1987. США. 1987 г.) http://militaryrussia.ru/i/284/273/e2gYH3LuQy.jpg Головная ПЛА К-284 "Акула" пр.971 AKULA на отстое в бухте Павловского, ТОФ, ноябрь 1996 г. (фото В.Лемоноса,http://www.podlodka.su) http://militaryrussia.ru/i/284/273/iJsa1KBk2o.jpg Вторая в серии ПЛА пр.971 AKULA - К-263 "Барнаул" / "Дельфин" в 45-й дивизии ПЛ ТОФ (Сажаев М.И., Штурманские дороги "Барсов". Сайт http://shturman.vlms.ru) ПЛА пр.971 строились на заводах в Комсомольске-на-Амуре (завод №199, с 1983 г. по настоящее время) и в Северодвинске ("Севмаш" - завод №402, цех №50, с 1985 г. по 2001 г.) и по первоначальным планам планировалось построить 25 ПЛА (было заложено 20 ПЛА). По умолчанию данные ПЛА пр.971. http://militaryrussia.ru/i/284/273/Xftk2gClcU.jpg Выкатка из цеха ПО "Севмаш" ПЛА пр.971 К-480 "Барс", 16 апреля 1988 года (панорама из кадров документального фильма "Ударная сила. Подводный охотник", ОРТ, 2007-2008 г.г.) http://militaryrussia.ru/i/284/273/wYGUCQHp7t.jpg ПЛА "Кашалот" К-322, октябрь 1993 г., Тихий океан (фото US NAVY) Конструкция ПЛ - двухкорпусная, кормовое оперение с обтекателем буксируемой антенны ГАС на верхнем вертикальном руле. Прочный корпус выполнен из стали новой марки с пределом текучести 100 кгс/кв.мм (толщина до 48 мм, обработка на прессах FUJICAR) и разделен на 7 отсеков. На этапе проектирования решалась задача значительного (примерно в 5 раз по сравнению с ПЛА 2-го поколения) снижения шумности с использованием проработок малошумной ПЛА пр.991. Сборка корпуса выполнена блочным методом: оборудование ПЛА установлено внутри корпуса на аммортизаторах и в многопалубных аммортизационных блоках ("этажерках"), являющихся частью общеконструкционной системы двухкаскадной аммортизации (каждый блок изолирован от корпуса резинокордными пневматическими аммортизаторами). Корпус ПЛА покрыт резиновым противогидроакустическим покрытием. Вне и внутри прочного корпуса ПЛА используются вибропоглощающие и виброизолирующие покрытия. По некоторым данным используются активные средства снижения шума. Оборудование ПЛА отвечает нормам виброакустических характеристик ВАХ-74. На ПЛА улучшены условия обитаемости экипажа. http://militaryrussia.ru/i/284/273/HM8ZQ.jpg Наружные устройства и компоновка ПЛА пр.971 AKULA. Цифрами обозрачено: 1 - пусковые устройства СГПД, 2 - аварийный всплывающий буй, 3 - антенны СОКС, 4 - антенны ГАС, 5 - перископ, 6 - агрегат ВСК - всплывающая спасательная камера, 7 - антенны РЛС, пеленгатора и связи, 8 - выхлоп дизельгенератора, 9 - шпигаты (отверстия в легком корпусе), 10 - контейнер буксируемой антенны ГАС, 11 - винт, 12 - водовыпуск, 13 - крышка подруливающей вспомогательной винтовой колонки, 14 - заборная арматура типа "Плавник", 15 - сливные отверстия, 16 - горизонтальный руль, 17 - крышки торпедных аппаратов (http://defenceforumindia.com). Реакторный отсек прочного корпуса ПЛА был сконструирован с изолированным помещением над реакторной и насосной выгородками с биологической защитой. В помещении располагались щиты второго эшелона электроэнергетической системы ПЛА. Начиная с ПЛА К-322 (заводской №513) внедрены 25 мероприятий по снижению шумности включая амортизированный главный подшипник валопровода. Начиная с ПЛА К-391 (заводской №514) устанавливаются пороховые генераторы продува циcтерн главного балласта. Начиная с ПЛА К-391 на ПЛА устанавливается забортная арматура циркуляционных трасс типа "Плавник" - форма заборника становится плоской в сечении вместо круглой. Начиная с ПЛА К-461 (зав.№831, ПО Севмаш) и К-295 (зав.№517, СЗЛК) на лодки устанавливается 34 новых механизма с соответствием нормам виброакустических характеристик ВАХ-80. По некоторым данным на ПЛА пр.971 используется система воздействия на пограничный слой омывающей корпус воды с целью снижения сопротивления, которая, вероятно, отработана на опытовой ПЛ пр.1710 "Макрель" (подтверждения этой информации нет). http://militaryrussia.ru/i/284/273/DhRr9JAj1n.jpg Цех сборки ПЛА пр.971 AKULA на Амурском Судостроительном Заводе (Корабли и судьбы. Амурскому Судостроительному Заводу - 70 лет. Хабаровск, "Приамурские ведомости", 2002 г.) http://militaryrussia.ru/i/284/273/C0z9JrwAjn.jpg1 балл
-
По окончанию шва,продвинуть электрод чуть вперед по шву,дать тем самым чуть чуть остыть кратеру ,и вернуться назад к нему же,тем самым заварите его.Можно в конце шва,остановиться и сделать пару круговых движений в пределах шва.Кстати,когда току дофига,пара круговых движений в конце шва не поможет.Есть еще один способ.В конце шва обрывать дугу,и сново возбуждать,обрывать,возбуждать.Тем самым заваривая кратер.Многи так сварные делают,но я не делаю так никогда,не могу объяснить почему,но это не правильно.Возможно более опытные просветят почему.А мне просто чутье подсказывает,а может и ошибаетсяНа вертикале обрываю дугу.Кстати,забыл сказать о том что дугу растягивать ненадо,надо резко обрывать дугу после заварки кратера в сторону уже сваренного шва.1 балл
-
@svarkaua, и чем же отлична эта статья? Рекламой вашего магазина или своими эх-хм "терминами" ? Может для начала откроете орфографический словарик за * класс и запомните, что слово длина (имя существительное) пишется с одной буквой "н" ?1 балл
-
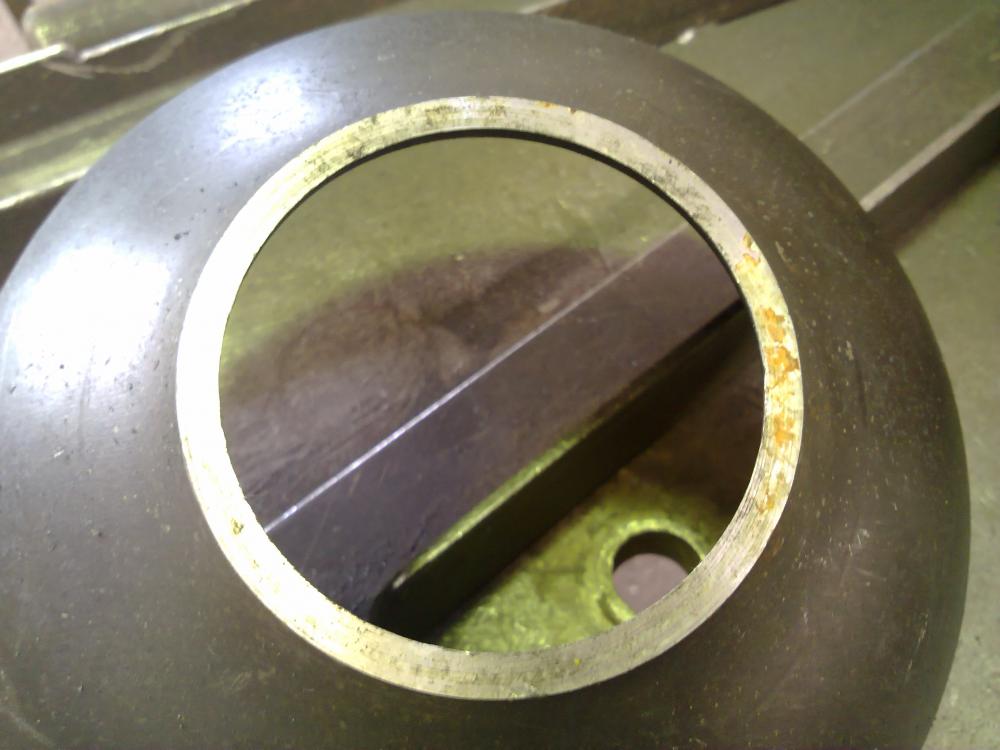
А что бы ровно пластинки приварить, положи шарнир в уголок (50й-63й) и ластинки лягут к нему как надо.1 балл
-
А почему такие тупые вопросы задаю?Сам мангалами занимаюсь.Варю иногда.Могу последний свой "шедевр" показать.Свояку на день рождения подарок.
1 балл