Лидеры




Популярный контент
Показан контент с высокой репутацией 29.03.2015 во всех областях
-
У кента джипера неожиданно прогорела труба глушака на Паджерике. Надо самый бюджетный ремонт. Купил пару российских отводов (СТ20, наружный диаметр 48 мм), труба нужного диаметра валялась под навесом, попилил каждый отвод пополам, в итоге практически повторил хитромудрые изгибы японских инженеров. Про стандартные обрывы, срезание и наваривание новых гаек, высверливание оборванных болтов на старом глушаке тактично умолчу )) Клиент уехал довольный. Старая прогоревшая труба на заднем плане. Живой металл стенки в самом толстом месте 1,2-1,5 мм. Новый сделал с трубы 40х3 мм. Красить не стал, высокотемпературная краска кончилась. Ну и швы так себе, особо не старался, зазор 2-10 мм, проварил по-быстрому герметично ПА. Ну и все сгнившие крепления к резинкам пришлось заново делать.
 10 баллов
10 баллов -
Дело было вечером,делать было нечего©.Собрал из остатков .
9 баллов
-
Переделка крепления и патрубков радиатора.
9 баллов
-
Гидроделитель
9 баллов
-
Правка рамы польской Газели, она же Андория. Из-за перегруза лонжероны вывернуло внутрь верхними полками, нижними - наружу. Одну поперечину оторвало от фланца, крепящегося к стенке лонжерона, вторая поперечина устояла, но лопнули сами фланцы с двух сторон. Хозяин сам признался в своей "перегрузочной жадности". Задействовал талрепы для стягивания лонжеронов по низу и для растягивания по верхней полке. Сделал дополнительную усиливающую поперечину над задним мостом и дополнительную поперечину для фаркопа. Фото доработок будут позже.
7 баллов
-
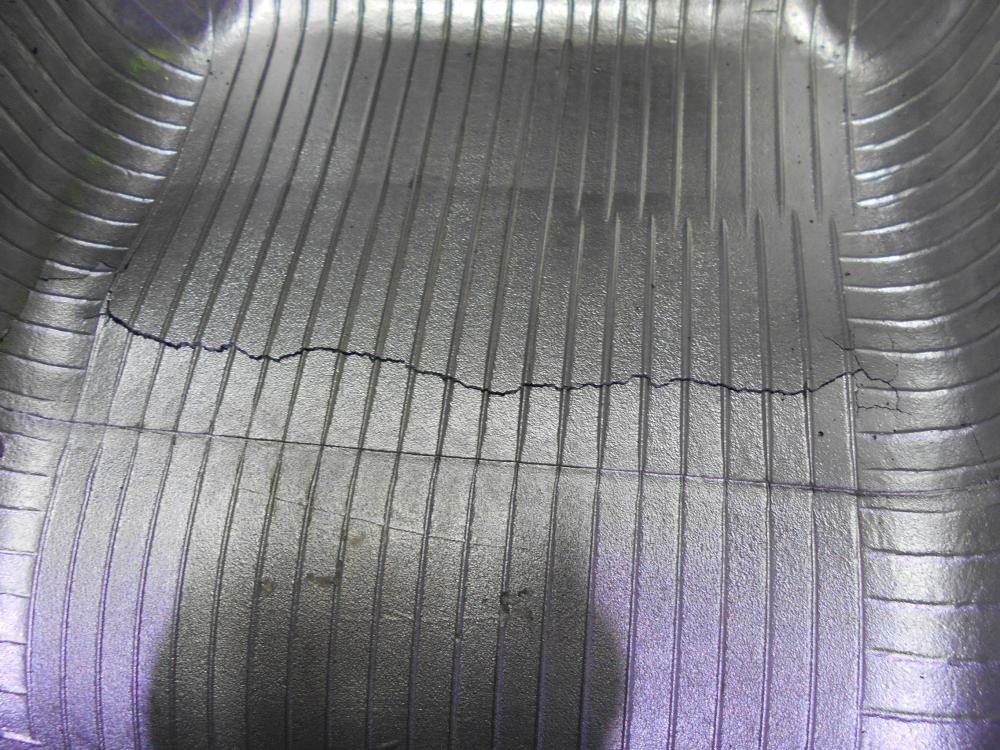
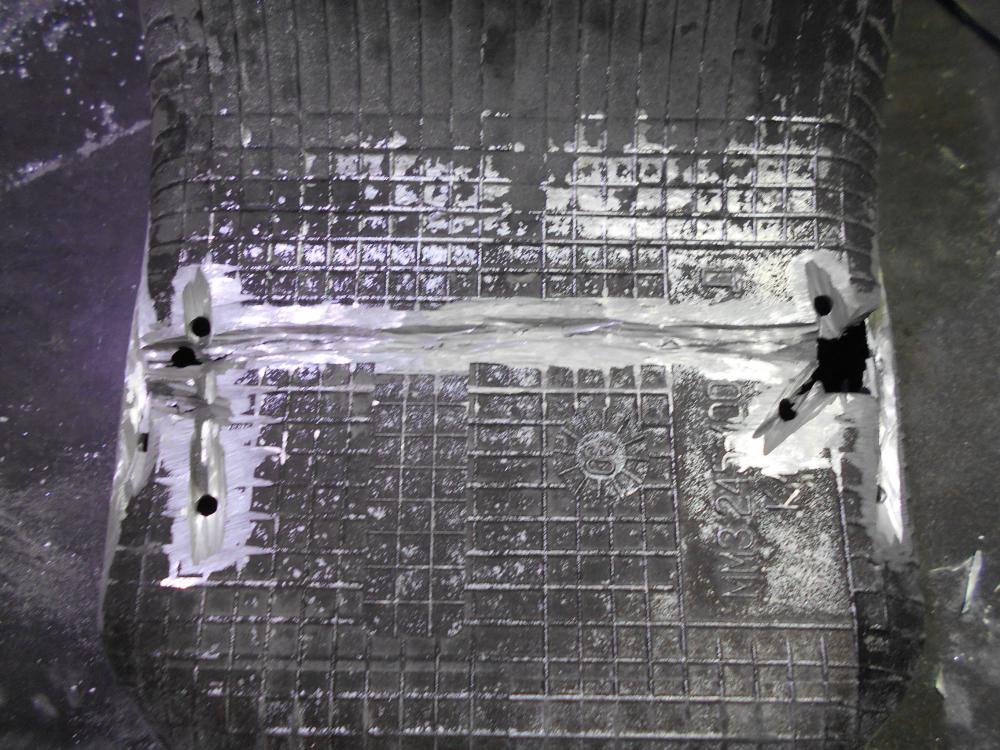
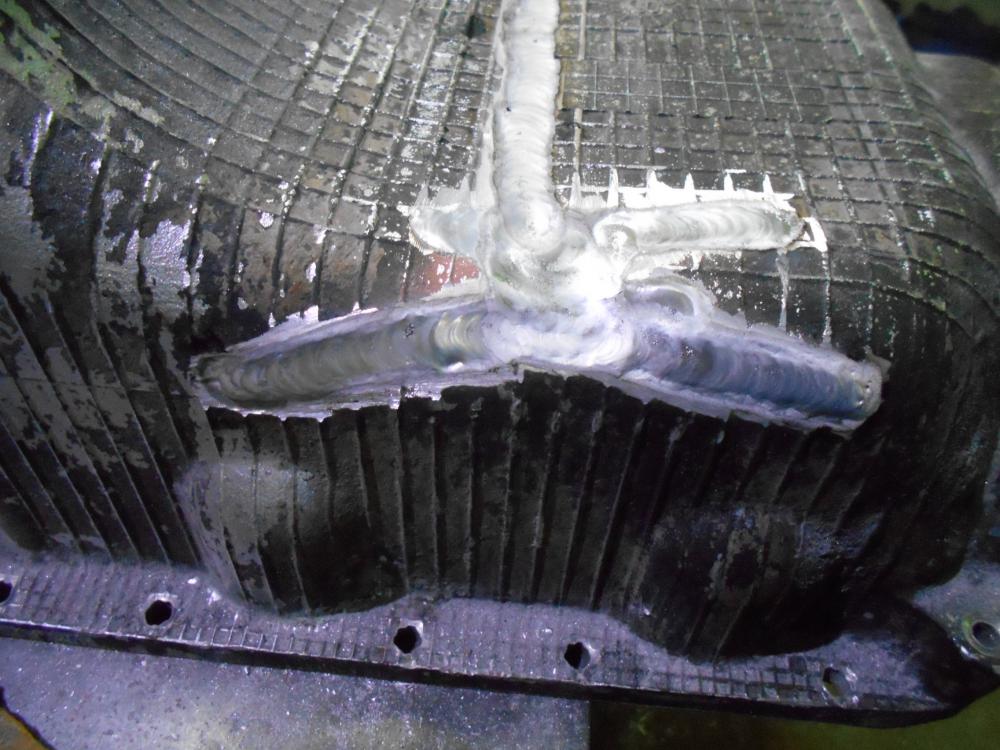
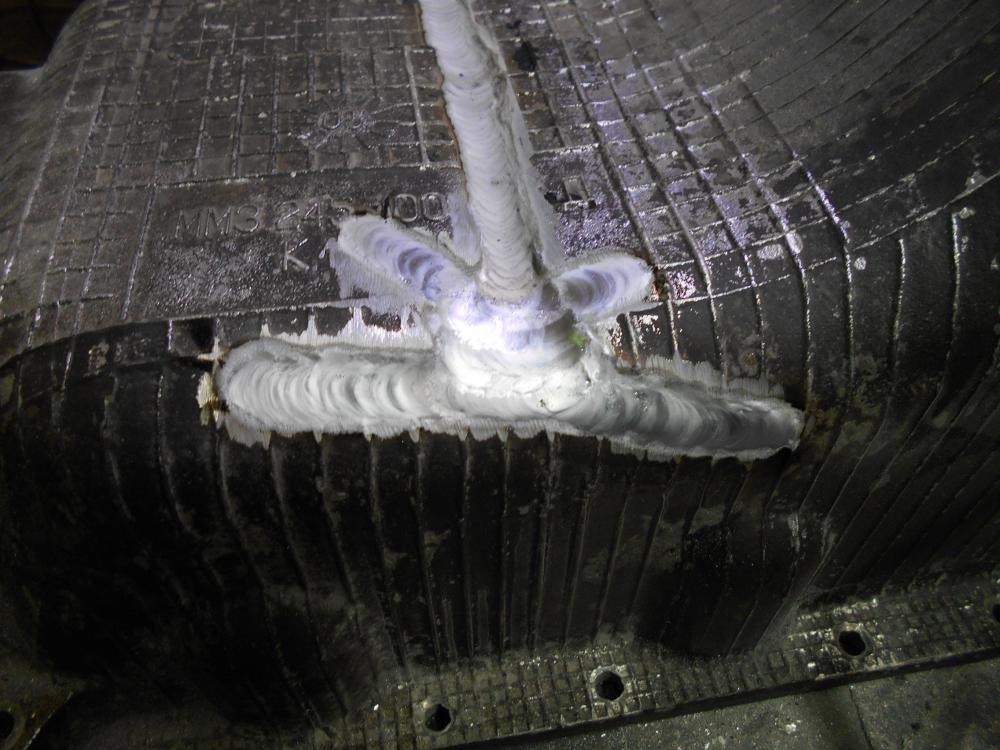
На ночь глядя принесли маршрутчики поддон с Д-245-го. И со словами "Ну ты,это... Удовлетворяйся тут, а мы-поехали!" ретировались. В кои-то веки за спиной-никого и можно спокойно пофоткать поподробнее. Итак, история починки одного поддона. Имеем одну масштабную трещину и кучу мелких. Разделал и засверлил. Прошёл корень. Фрагмент незачищенного и зачищенного обратного валика. Выскобленный обратный валик. Подварочный шов. Так, для успокоения души... Облицовка. Ну, вот и всё. Портрет Поддон готов.
6 баллов
-
Радиотекхника и др. радости.suhttp://mtdata.ru/u23/photo96FF/20951329096-0/original.jpg#209513290965 баллов
-
С работой напряг,взяли заказ на простенький забор 75 п.м..Секция 2500х2000,труба 25х25х1,5,30 секций
4 балла
-
Стык принял, стык сдал (стыки конечно разные-один варится второй отдыхает, но диаметр и толщина одни) 219-7, 12х18н10т, 137 крень, 150 облицовка, сопло 10, расход 9-12 л/м.
4 балла
-
Во времена учёбы в технаре, осенью "на картошке"
3 балла
-
@Менгон, Название " ВЕСНА " на своём я быстренько переправил в " BLOHA"...3 балла
-
Я "Весной 202" в начале 80-ых бредил. http://f5.s.qip.ru/IA4wMyV2.pngВ магазине "Мелодия" по часу на неё смотрел но...не сложилось. У нас в компании у одного парня такая была. Лето, солнце, пляж девчёнки, кассетник поёт..- класс! Позже, на практике поднакопил и купил "Комету 212С" бабинник. и "Вега 108"- вертушку.3 балла
-
Ну а марку датчика давления и расхода, можно огласить без поездки к спонсору???3 балла
-
Батя купил в семидесятых "Дайну": http://f6.s.qip.ru/IA4wMyUu.png Музыку отец, списывал с радио и телека, на гулянках "мафон" бодро орал шлягеры советского времени. Позже, я его начал осваивать и первое, "по совету друзей"(с.) подкрутил отвёрточкой головку,- "что бы частоты были". Первые: Смоки, АББА, Бони М, были списаны у друзей, этой самой "Дайной" в 80-ом году.3 балла
-
Наш первый кассетный (на двоих с сестрой) магнитофон что бы всему дому лучше было слышно подключал через такой агрегат
3 балла
-
Твои потому что нормальные. Как они летать садятся на каркасы вот с такими заводскими швами Привезли новый каркас (сами авиаторы гнули и прихватки делали) и попросили обварить. Пришлось чистить, кое где исправлять и усиление с такими зазорами тоже большое получилось. Ну и что получилось
3 балла
-
3 балла
-
Даёшь стране угля!!! Хоть мелкого, но много... Вот такой сварочный разносол. Металлокаркас козырька крылечка. Хватит электросварки на улице. Пора в автосервис. Выпуск с Мерса. Ох уж эти мне полуавтоМАТЬчики!!! Приготовили частичную замену. Добрый доктор Автоген... Тут же, на очереди-ГБЦ от Газели. Бор-фрезы и аргон. Ещё толком не остывшую голову утащили на фрезеровку, а на улице-скучает не влезающий в тесное помещение грузовик Кенворт с прохудившимся коллектором. Оказывается, янки тоже могут лить чугун с порами.... В роли передвижного аргонного поста-мой УАЗ. Опять бор-фрезы и аргон... Лечил ПАНЧем. Прямо по месту.
3 балла
-
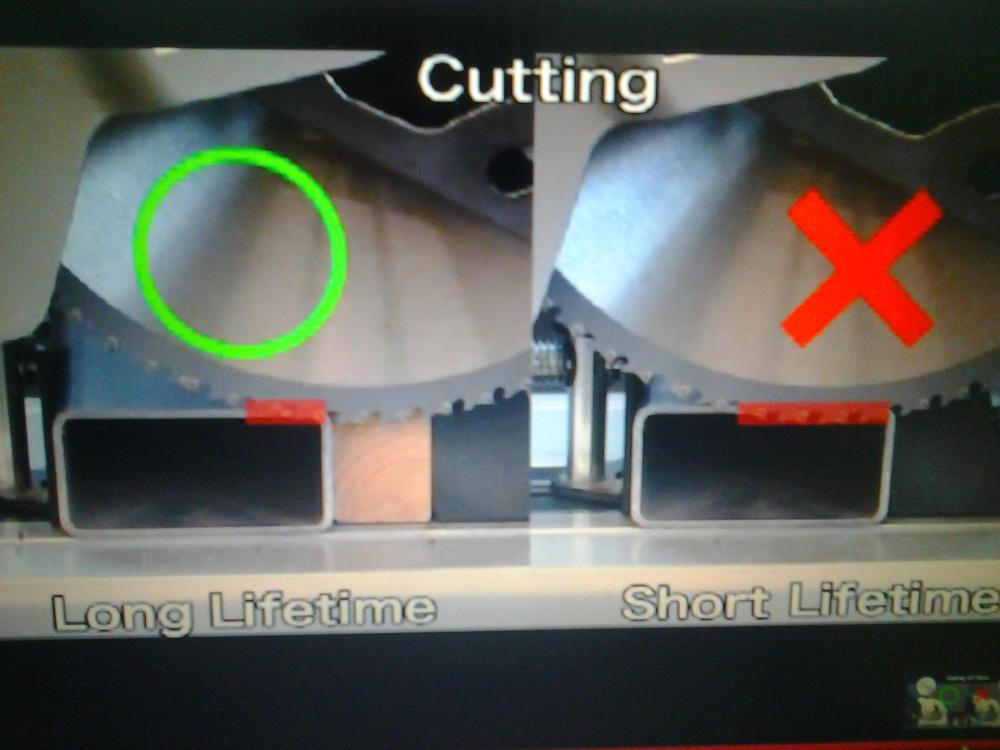
Приветствую. Собираю все "за" в пользу твёрдосплавных пильных дисков по металлу и цветному металлу. Диски например типа DeWALT DT1903-QZ, MAKITA B-29418, MAKITA B-29387 или MAKITA B-29343. Почему только "за", потому что "против" только цены. Что привело вас к решению купить отрезную машинку например типа MAKITA LC1230 и подобные диски к ней? Что осталось от дисков и куда выкинули или продали пилу, если такое имело место? Качественное фото и видео приветствуется. Точку в вопросе выбора реза абразивом или "зубом" мы может не поставим но предлогаю сделать так что бы человек прочитав эту тему всё таки сделал выбор. Тут один человек это уже обьяснял но как то не очень понятно. Не приводил фото или видео. Особенно интересует примерный износ расходников по разным материалам, + - 100 резов. Да и резать надо уметь. Тока не сравниваете с абразивом и дисками за 2500 руб. Спасибо за внимание.
2 балла
-
@Куренга, У нас хитами 81-85гг по праву считались: http://f5.s.qip.ru/IA4wMyVl.png и http://f6.s.qip.ru/IA4wMyVm.png "Яблочное" ещё, но этикетки не нашел. ..Тоже жрали: "Брежнев на переподготовке" полезная штука http://f6.s.qip.ru/IA4wMyVo.png на демонстрациях, в колонне с него накатывали.2 балла
-
Цвет и дизайн немного другой, но в целом похожа. Только крышка над блоком зв. головок никогда на месте не стояла, а катушки я наверное в прошлом году отнёс в мусорную яму. p.s. На "Радиотехнике" привела в восторг возможность точно подстраивать скорость вращения пластинки.2 балла
-
Кронштейн амортизатора ДАФ. До меня кто-то усиливал сию деталь. Не удержался: одну половинку успел разделать до фотографирования.
2 балла
-
@blazen79, а я не Вам лично. Просто есть такое представление о некоторых "певичках". К примеру о М. Капуро: "-А,.. которая про лошадку поёт? Знаю!" Между тем Марина победила в международном конкурсе "АББА", участвует в кантри-проектах и иногда по-дружбе бэк-вокалисткой у "Чиж и К0". А Sam Brown позволила себе не пойти на поводу у продюсеров, была у "Pink Floyd II" на подпевках, и ещё много чего. http://www.youtube.com/watch?v=sxo0OJkbaMY2 балла
-
такие гетры нужны для ботинок, а на фото сапоги. для каждого вида обуви( ботинки, "берцы") нужно делать свои гетры. Я делал себе на берцы, потом купил сапоги и отдал другому сварному а у него ботинки, и не подошло+ у него размер ноги больше чем у меня. ИМХО2 балла
-
После Фокусимы у нас бида--царапины после УШМ, енто брак((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((2 балла
-
2 балла
-
хуже нет с бу метала работать....2 балла
-
Вряд ли можно было найти ребенка, у которого не было пластмассовых фигурок зверей. Другой вариант таких игрушек – солдатики. У некоторых мальчишек собирались целые армии. Девчонки же играли в куклы и пупсы всех мастей. Например, в такие. Наверняка в каждом доме был конструктор. Впрочем, он был совсем не похож на современные наборы. А помните, как играли в «Морской бой»? Мы играли не в «Манчкин» или «Ticket to Ride», зато у нас были вот такие настольные игры.2 балла
-
*чИжолый будЕнь*- все сварено и убрано..че делать..нечего..а времени..камень на 230(ох и зараза!!!) и любимая DWT с новыми щетками..
2 балла
-
Ну вот я и нашел новую мастерскую в новом городе, точнее была маленькая и страшная даже фото боялся выкладывать, но теперь можно и выложить первые фото только плохого качества, размер новой мастерской 80 квадратов, высота 5 метров.
2 балла
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!1 балл
-
В Удомле неделю прожил-подойдёт ?1 балл
-
А так п? :-) Иногда "попса" бывает чищеменее коммерческой,чем весь такой из себя чисто прогрессивный рок.http://www.youtube.com/watch?v=Mre70IE1bUA&index=13&list=PLUdmMccuxH2HaqJnDllYK4DKoA8WW7K6g http://www.youtube.com/watch?v=SEviI2gC1ws&list=PLUdmMccuxH2HaqJnDllYK4DKoA8WW7K6g&index=111 балл
-
В данный момент появится в цехе не удастся, как я уже говорил-спонсор против различных шоу. Цех производит оборудование для пищевой промышленности. По поводу продаж-можно еще собрать, но не сию секунду и немножко в другом исполнении .Как вы понимаете, точную копию делать не буду+прогресс не стоит на месте! ))) Как говорила наша учительница-* От перестановки слагаемых сумма не меняется*. ))))1 балл
-
,Изготавливая выхлоп,надо избегать острых углов.Переходы должны быть плавные,без "карманов" и выступающих кромок.Поток газов должен двигаться свободно и с наименьшим сопротивлением.Приблизительно так собирается выхлоп.
1 балл
-
Ничего особенного... Снято сегодня в московском зоопарке. Судя по всему, у рептилии довольно тяжёлый характер и персонал выше упомянутого учреждения никак не может найти с ней "общий язык". Крокодил кстати, на вид довольно обычный...
1 балл
-
Нет, на алюминии-не проще. Концы трещин засверлить-святое дело. А, вот, высверливать все трещины полностью-не комильфо. Во-первых, это-долго. Во-вторых, имея зазор в 3 и более мм, получим неаккуратный обратный валик. Это Вам не сталь и даже не чугун... Алюминий-дюже жидкотекучий и поэтому, именно на алюминии-гораздо ловчее оставлять "пергаментной" толщины нижнюю часть разделки и продавливать её в процессе сварки. Тогда обратный валик получается ровный и аккуратный и вся гадость из остатков трещины уходит вниз. Эта методика уже не раз описана в теме про сварку легкосплавных дисков.1 балл
-
Ага, судя по карте я один "сварщик" на необъятный колхоз. И до ближайшего сварщика семь дней на велике))) Не ищите сварщиков рядом с собой- найдете совсем не то что ожидаете! Проверено)1 балл
-
https://youtu.be/A9c3vWosL1Y1 балл
-
Ремонт чугунного коллектора с поднебесной
1 балл
-
Мои творенья . не готовился .фото с телефона сорри.
1 балл
-
© AP 2014 Москва, 12 февраля, Прайм. Сигнал вертолетоносца «Севастополь» — второго корабля типа «Мистраль», построенного французской компанией STX France для ВМФ России появился в автоматической идентификационной системе AIS, пишет РИА "Новости".Система AIS используется в судоходстве для идентификации судов, их габаритов, курса и других данных с помощью радиоволн. Включение данной системы на «Севастополе» может свидетельствовать о его готовности к выходу в море. Как следует из данных AIS, доступных онлайн, в системе «Севастополь» идентифицирован под французским флагом и находится в бассейне Пеноэ, в 500 метрах от десантного вертолетоносного корабля «Владивосток» — первого «Мистраля», построенного для ВМФ РФ во Франции. Между тем судьба контракта до сих пор неясна. Франция должна была передать первый «Мистраль» России еще в прошлом году, но не сделала этого, сославшись на ситуацию на Украине. РФ рассматривает возможность подачи иска в суд. Вертолетоносцы типа «Мистраль» имеют водоизмещение 21 тысячу тонн, максимальную длину корпуса 210 метров, способны развивать скорость до 18 узлов, максимальная дальность плавания доходит до 20 тысяч миль. Авиагруппа включает 16 вертолетов (Ка-52К), шесть из которых могут одновременно размещаться на взлетной палубе. Численность команды составляет 160 человек, дополнительно вертолетоносец может принять на борт 450 человек. Авиагруппа включает 16 вертолетов, из которых шесть могут одновременно размещаться на взлетной палубе. Грузовая палуба корабля может вместить более 40 танков или 70 автомашин. "50 лет Победы" - атомный ледокол. Все претензии и вопросы к автору, Никите Козлову.1 балл
-
Добрый вечер АВН.Я думаю хватит нам в красноречия меряться.Я со своей стороны прощу прощения если чем то обидел все таки одно дело надеюсь делаем. Поэтому думаю конфликт исчерпан.Надеюсь на дальнейшее сотрудничество.1 балл
-
Часть первая.Хочу поделиться своим опытом организации рабочей мастерской в пределах одного (двух) гаражей.Основной профиль -слесарные работы и работы по ремонту мото.Фото сделанны по направлению часовой стрелки.Стены зашиты ДСП (под ними утеплитель и стальные решетки.Полотно ДСП очень удобно для размещения иструмента(приставил молоток,вкрутил пару шурупов и штатное место готово),кроме того можно легко переместить в нужную зону мастерской(это приходит потом в процессе работы).Еще хорошо инструмент обрисовать -видно сразу какой отсутствует или куда вешать (если работает новичек в мастерской).Поскольку в сезон бывает,что народу толчется до 8-10 человек,Да и рабочих мест несколько-иструмент зачастую дублирован(отвертки,молотки,ключи) и не в одном месте.Фото1-пайка;работа с карбами,мелкими узлами.Под столом дополнительный рессивер(компрессор расположен в подвале и длинные шланги давали посадку по расходу-пульвер и гайковерт плохо работали).Шланги удобно располагать на воротах.Поскольку гараж чисто под мастерскую-буржуйку расположил в подвале (повал раделен на три отсека)дымоход вертикальный Ду100.Плюсы подвал всегда сухой,на верху больше рабочего места,прогретый пол,теплая вседа бытовка в подвале(с сухими вещами),быстрый прогрев мастерской (за счет теплого воздуха подвала).Минус один необходимость продувки вентиляторами(2шт по 20вт) через каналы горячего воздуха.Но такая система в отличии от водяного отопления не так инертна и дешевле.Топливо дрова(старыне так травмоопасны.Четырехкулачковый патрон,найденный на металломе, удобен для закрепления катерин мото и другой требухи при слесарных и сварочных работах.А теперь ГРАБЛИ!!!Ну куда без них! Дабы не наступать на них-лучше использовать как кронштейн для оправок и разной дырявой слесарно-гинекологической хрени прилогающейся к кувалдометрическому иструменту или прессу.Синенькая пумпочка-стенд для разборки стоек аммортизаторов(домкратс мерина+4 навеса с авто-валялось в подвале+3 часа работы).Правее дымоход с вваренным пропановым балоном ( для улучшения теплоотдачи обварен уголками).Фото 6 верстак:Станочные тиса протюнены- 1 сойки для балансировки мото колес,2 стенд для раборки сцеплений скутеров,3 стенд разборки мото аммортизаторов(зажим пружин снят).Фото 7 здесь основные работы сваркой и шлифмашинкой.Видно местную вытяжку(под потолком еще одна на 340 кубов в час)Два поворотных светильика дают отличное освещение в рабочей зоне(народ помните хорошая освещенность-залог качественной работы и сохраненного зрения.Соты над верстаком заполнены банками из под кофе-удобно для однотипного мелкого вида деталей +наличие плотных рышек-защита от пыли.Фото 8 ящики по верстаком:нижний на колесиках от старой стиралки,обязательно нужен полог(не горючий)-не дает скапливаться пыли и обрезкам по верстаком.Фото 9 заточной станок -сделан из привода совдеповской шифмашинки на гибком валу-РЕКОМЕНДУЮ:очень надежно на валу 4 подшипника из них ТРИ на конце где закреплен круг.Фото 11Сверлильный станок(куплен перед новым годом за менее 50 баксов- я считаю подарили), сварочник на поворотной консоли(при установке сверлильного пришлось опустить ниже),правда сейчас продумываю узел фиксации поворота.Над сварочником желоб с сотами для сверл,выше маленький заточной для правки оных,левее старая соковыжималка с алмазным кругом на валу- для мелких сверл.Еще левее соты с просечками.Фото 13 дверь в второй гараж( опять шланги,сварочные концы),а на простенке меж дверью и воротами на мощном подрамнике наковальня и тиса с мех пилы.Тиса специально так расположенны при открытых дверях и воротах можно зажать деталь метров 20 ,да и кувалдой можно смело махать- стальные,подрамник приварен к двум рамам(ворот и двери).Под конец фото ляды в подвал :она имеет противовес и фиксируемые упоры-поручни.Ps. Поскольку не все детали и устройства описанны подробно-автор обещает продолжение(за дверью есть второй гараж).Кроме того я просто делюсь своим опытом и с вниманием отнесусь к чужому. е деревянные окна и мебель-друзья снабжают).Фото 3,4 трубогибы:гидравлический арбалетный(поменял на приемке на металлолом) и ручной.Кстати шиферные гвозди, приваренные к раме) отличные крючки для оправок-большые шляпки не так травмоопасны.Четырехкулачковый патрон,найденный на металломе, удобен для закрепления катерин мото и другой требухи при слесарных и сварочных работах.А теперь ГРАБЛИ!!!Ну куда без них! Дабы не наступать на них-лучше использовать как кронштейн для оправок и разной дырявой слесарно-гинекологической хрени прилогающейся к кувалдометрическому иструменту или прессу.Синенькая пумпочка-стенд для разборки стоек аммортизаторов(домкратс мерина+4 навеса с авто-валялось в подвале+3 часа работы).Правее дымоход с вваренным пропановым балоном ( для улучшения теплоотдачи обварен уголками).Фото 6 верстак:Станочные тиса протюнены- 1 сойки для балансировки мото колес,2 стенд для раборки сцеплений скутеров,3 стенд разборки мото аммортизаторов(зажим пружин снят).Фото 7 здесь основные работы сваркой и шлифмашинкой.Видно местную вытяжку(под потолком еще одна на 340 кубов в час)Два поворотных светильика дают отличное освещение в рабочей зоне(народ помните хорошая освещенность-залог качественной работы и сохраненного зрения.Соты над верстаком заполнены банками из под кофе-удобно для однотипного мелкого вида деталей +наличие плотных рышек-защита от пыли.Фото 8 ящики по верстаком:нижний на колесиках от старой стиралки,обязательно нужен полог(не горючий)-не дает скапливаться пыли и обрезкам по верстаком.Фото 9 заточной станок -сделан из привода совдеповской шифмашинки на гибком валу-РЕКОМЕНДУЮ:очень надежно на валу 4 подшипника из них ТРИ на конце где закреплен круг.Фото 11Сверлильный станок(куплен перед новым годом за менее 50 баксов- я считаю подарили), сварочник на поворотной консоли(при установке сверлильного пришлось опустить ниже),правда сейчас продумываю узел фиксации поворота.Над сварочником желоб с сотами для сверл,выше маленький заточной для правки оных,левее старая соковыжималка с алмазным кругом на валу- для мелких сверл.Еще левее соты с просечками.Фото 13 дверь в второй гараж( опять шланги,сварочные концы),а на простенке меж дверью и воротами на мощном подрамнике наковальня и тиса с мех пилы.Тиса специально так расположенны при открытых дверях и воротах можно зажать деталь метров 20 ,да и кувалдой можно смело махать- стальные,подрамник приварен к двум рамам(ворот и двери).Под конец фото ляды в подвал :она имеет противовес и фиксируемые упоры-поручни.Ps. Поскольку не все детали и устройства описанны подробно-автор обещает продолжение(за дверью есть второй гараж).Кроме того я просто делюсь своим опытом и с вниманием отнесусь к чужому. Не влезли фото
1 балл
-
Раньше почти у всех на балконе стояла бочка, крышка а на ней большой валун. Шинковали велки всей семьёй. Мать, кочерыжки отдавала нам с братом - вкусно. Прошло много лет.. продолжаем это дело хоть и не в таких объёмах. http://f6.s.qip.ru/IA4wMqH8.png1 балл
-
Вот еще один отсек- это подвал.Круг нашел под забором закрытого предприятия.Вальцы на приемке купил по весу-приспособил для раскатки толстого припоя.Под столом Привод шлифовальной принады для цилиндров мототехники.С проводами сколько не боролся так клубком на полу и валяется-не хочет моя банда байкеров нормально складывать,а я задолбался.
1 балл
-
Сегодня пришла очередь волшебного шкафа.
1 балл
-
Ну вот. Дошли рученки до ЕВэМчика. С редуктором подразобрался. Спасибо всем и Круазику отдельно! В принципе мысли все по этому поводу в видео. Снимал, нервничал. Да и вообще когда купил все к аппарату, чуть ли не силой сам себя гнал пробовать. Как школьник право слово. Мандражировал. Выкладываю фотки швов. Это первые, металл выставлял сперва 2 потом 1,8мм, аппарат сам под это настраивался. Заваривал рез от плазмы. Просто шов ложил. Приваривал кусок профиля. Тут попробовал тавр сварить на металле потолще (3мм). Приварил еще кусок профтрубы. Прибавлял напряжения - прожег. Потом углы пытался выводить по всякому. Углом вперед, углом назад. Пока не примастырился, не видать особо из за горелки что творю. Дальше замахнулся на 1,2 мм. Угол в стык прошел. Тавр, стык и обратка стыка. Получилось не прожечь. Сегодня умудрился даже лезвие от канцелярского ножа приварить тавром, но фоток не вышло.Мутные. А вот то что наснимал. Не судите строго юного пулеметчика http://youtu.be/Q1FzcKMeAyA http://youtu.be/QfTYPNk8AGo
1 балл
-
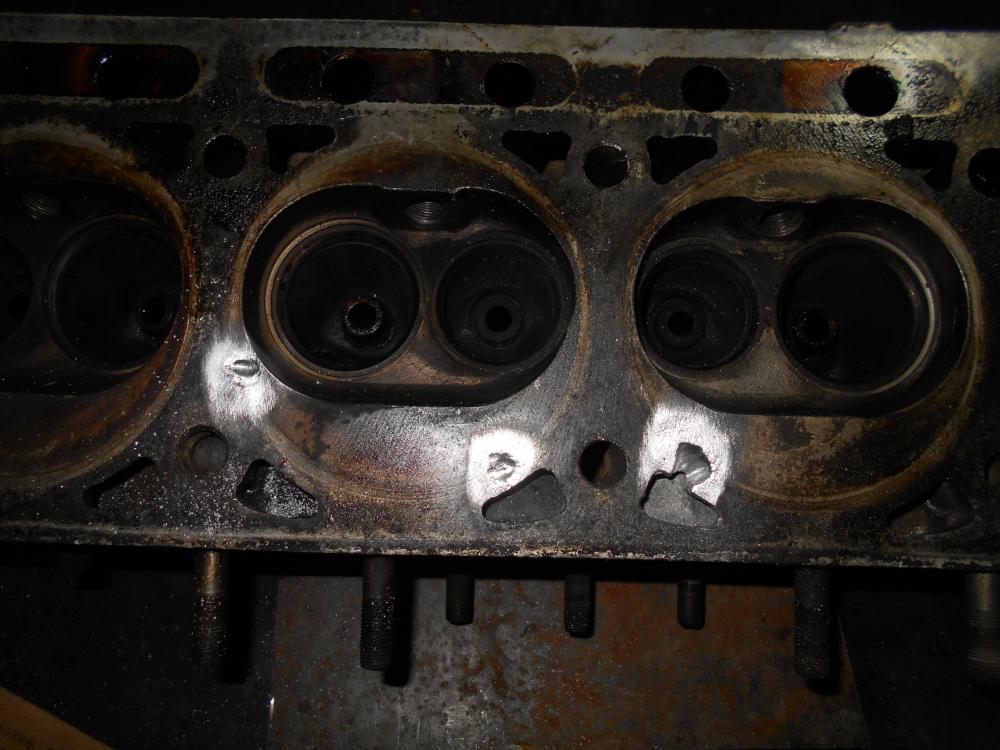
На форумах выкладывались такие работы. Практически всегда для устранения дыры от "руки дружбы" на блоках цилиндров заплатку вырезают из стали. Или, к примеру, отбитое и потеряное "ухо" детали из чугуна заменяют стальным фрагментом. Варится чугун со сталью, и варится по технологиям, применимым для сварки чугуна.1 балл
-
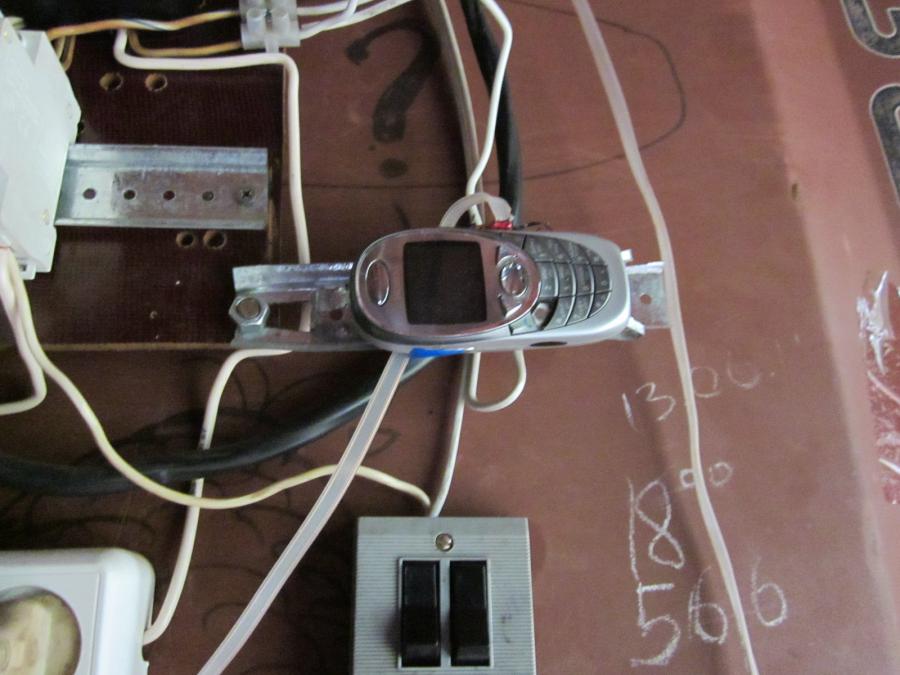
Сварик молодца... Кину тож копейку: На зло производителям и распространителям GSM охранной сигнализации. Тема не нова, но почему-то к ней относятся скептически. А я взял старый мобильник и соорудил сигналку на даче в 40 футовом контейнере. Результат - 3 срабатывания по факту попытки проникновения с плачевными последствиями для жадных до чужого добра ... Заинтересовало? - приступаем - Берём телефон с исправным аккумулятором и зарядным устройством, микровыключатель (концевик), телефонный провод, сломанное полотно ножовки по металлу. Далее покупаем сим-карту с неизвестным никому, кроме вас, номером и устойчивым сигналом в районе монтажа. Сразу отключаем в офисе рекламные и прочие сообщения оператора связи. Записываем в сим свой номер телефона и присваиваем ему быстрый вызов (удержанием клавиши №3).Проверяем телефон 1) устанавливаем сим, ставим на зарядку и дождавшись полной зарядки наблюдаем, чтобы телефон сам не отключился (бывает такое) 2) аннулируем в меню функции блокировки кнопок и экрана 3) отправляем смс на этот телефон и смотрим чтоб при принятии сообщения экран не блокировлся . Главная цель всех проверок - в любой ситуации не должно быть помех быстрому вызову кнопкой №3!!! Вскрываем телефон и припаиваем к печатной плате ключа кнопки №3 проводок от наушников, эту процедуру можно сделать в мастерской по ремонту мобильников, выводим проводок через отверстие или пропил в корпусе и жёстко монтируем к корпусу (я приклеил USB разъём от материнской платы "маму"). Монтируем телефон возле источника питания 220 и цепляем телефонной лапшой контур охраны - двери, окна, люка и прочие места проникновения, датчик - концевик НОРМАЛЬНО ЗАМКНУТЫЙ, при проникновении концевик должен НАДЁЖНО длительно (более 5 секунд) замкнуться и вам поступит вызов. Зарядник постоянно подключен. На входе в телефон сигнальный провод снабжаем выключателем "отбой". Мир вашему дому, гаражу, даче, теплице, и всему к чему прицепите
1 балл